Chouxpala
-
Compteur de contenus
33 -
Inscrit(e) le
-
Dernière visite
Récompenses de Chouxpala
")





-
Fait un essais avec le capot ouvert pour le pla....Moi j'ai de meilleur résultat capot enlevé pour le pla..
-
Moi je setup à 65° sa me donne de bon résultat....le seul wrapping léger est sur le raft et c'est pas énorme je dirai entre 1 et 2 mm sur le bord et encore me demander pas pourquoi mais sa me le fait que sur un seul bord quand il y a des angle.... Sur les pièce avec un raft arrondie ou ovale "sans angle" franc pas de wrapping... Tu utilise le capot plexi pour le pla ? Moi non sinon sa me failed le print..
-
Sabler la vitre...? Pour la rendre granuleuse ? Et +1 (pour le builtak) c'est pas franchement top top... Un truc que j'ai constaté pour ma part et qui m'empêche le wrapping sur mes pièce c'est la température du bed....60° de programmer ne donne pas 60° constater en surface...se qui donne du wrapping à cause d'une temp trop basse et une mauvaise adhésion...
-
Salut concernant la pièce qui c'est déformé moi je l'ai réimprimer en 150 micron et bain de vapeur d'acétone et du puis plus de problème. ... Par contre juste pour info pour ma part quand j'ai essayer d imprimé sans la pièce toute les petites impression sans soucis...par contre pour une impression de 12h30 en Abs le filament, à cause du manque de cette pièce et sous le poid des guide fil et aussi a cause de la chaleur je pense, à réussi à faire un coude a 90°...print failed à 8h45 j'étais vert donc attention...!! D'où la réimpression de la petite pièce et bain de vapeur pour solidifier le tout et depuis nickel !
-
Pour le builtak sur ma n2 il a tenu 3 impression d'environ 2h et à craquelé... Je l'ai donc viré et recaliber le plateau et j utilise de la laque de marqué vi*eldop la rouge...sa marche niquel!
-
Ben la j'ai pas de wraping de la pièce que j'imprime sa me fait juste de petite "bille" à certain endroit sur le model...
-
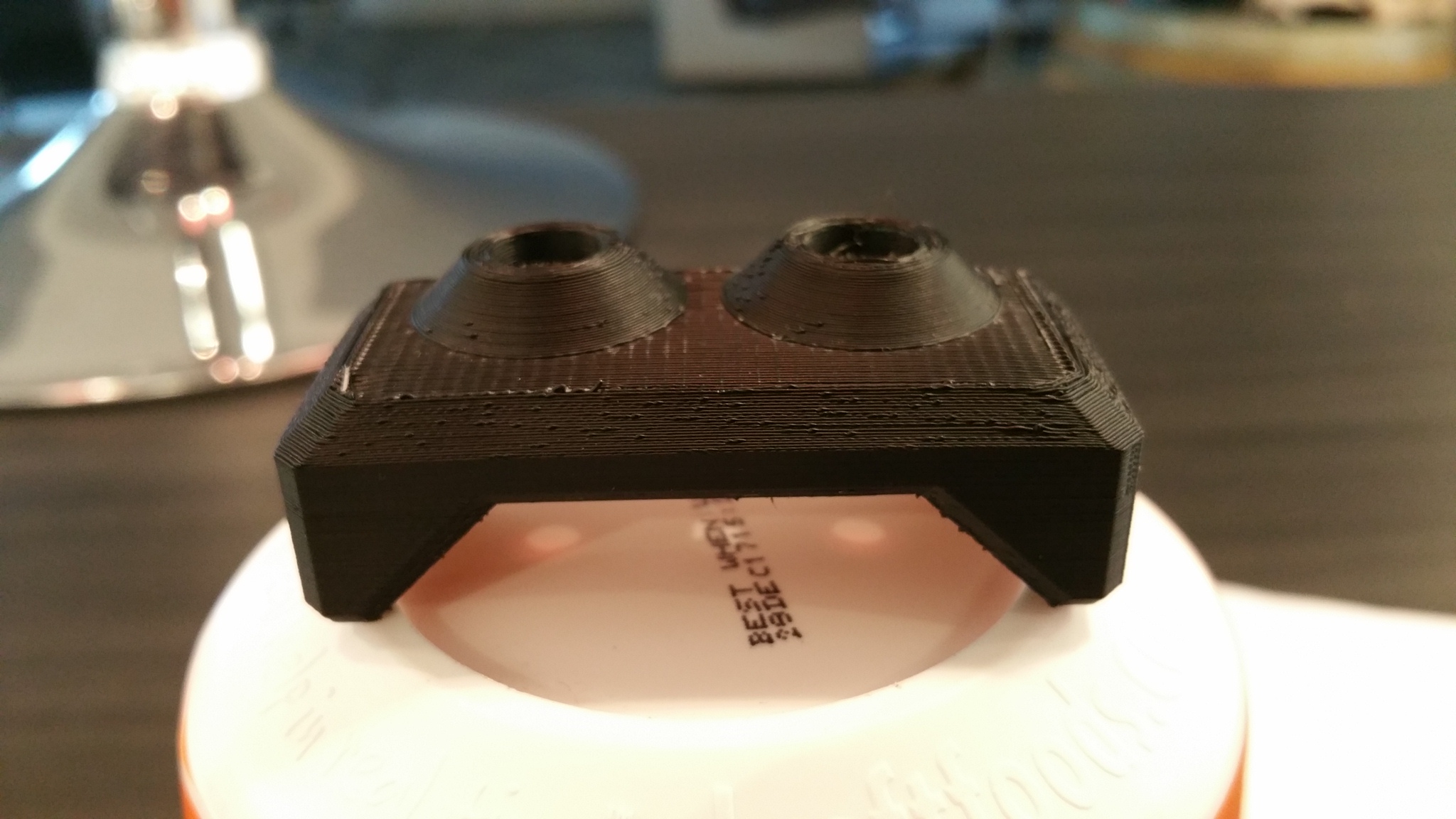
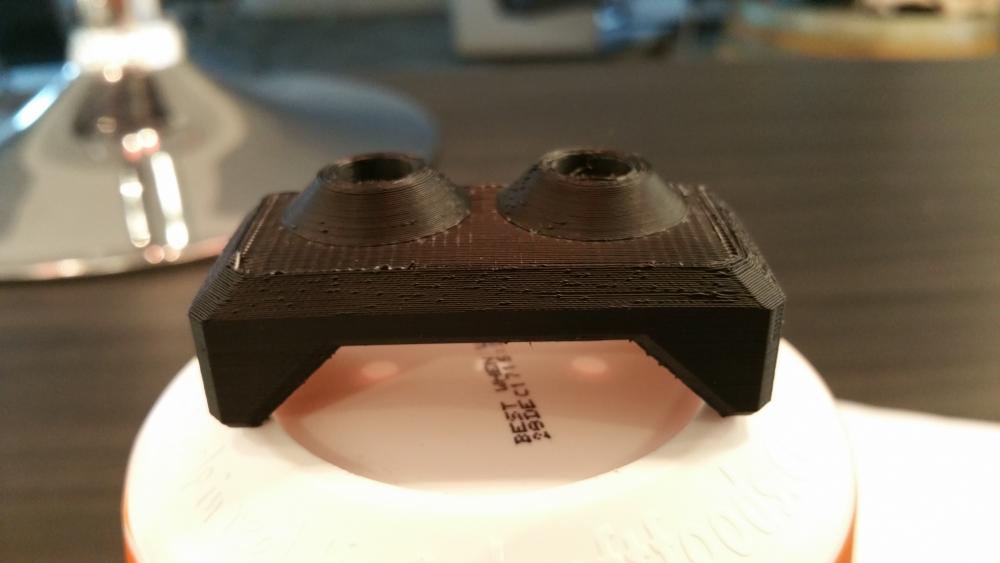
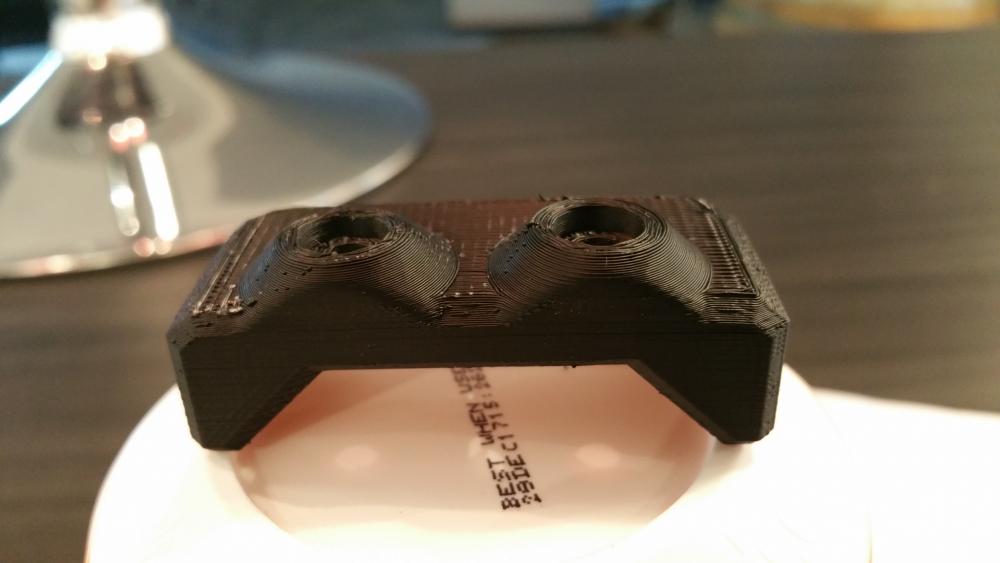
Bon alors les news... J'ai galère à réimprimer de l'Abs et je constate quelque défaut que je n'arrive pas à supprimé... Ma dernière impression concerne une pièce de remplacement (et oui déjà !) Qui sert à maintenir les flexible de guidage situé au dessue de la printeuse... Je pense àvoir setup un peut trop haut en température ( 105°c ) ce qui m'a déformer la pièce... J'ai donc imprimé une pièce de remplacement qui comporte de petit défaut...peut être suis je trop exigent je vous laisse me le dire... Setup ABS 240c pour le nozzle, 105c pour le bed, fan off pour les 2 premier layer 50mm/s pour les shield et 80mm/s pour le infil réglé à 100% raft de 5 layer.... Le tout sans différenciation entre raft et model imprimé en 150micron....imprimé dans le sens de la photo 3 ci dessous... L'intérieur paraît de meilleur qualité... Vos avis sont les bien venue !



-
Pour te donner une idée de la pièce déformer...



-
Pour l'avoir vue en vrai c'est une sacrée bêtes ! Idem pour ma part concernant le plexiglas des côté mais bon rien de bien méchant... Petite question sur la mienne une N2 la petite pièce imprimé au dessus des extrudeur qui tient les flexible de guidage des filament c'est complètement déformé en imprimant de l'Abs...si jamais tu imprime de l Abs j'aimerais bien un retour de ta part histoir d'échanger nos expérience. .. A plus et bon print !!
-
Salut, Pour ma part c'est un vieux fait tout de cuisine, une grille pour la peinture en ferraille que j'ai recourbée au 4 angle pour faire comme des pieds. La moitié d'un verre d'acétone chauffer sur une plaque de cuisson règler à 4 toute les fenêtre de chez moi ouverte en grand et un ventilateur qui souffle en direction de la marmite. Pour le couvercle j'ai retiré là poignée central pour créé un mouvement d'air à l'intérieur. Un fois que l'acétone frémis je descend ma grille avec la pièce et elle y resté environ 6 minute..et voilà le tour est joué. Je mettrai des photos bientôt !
-
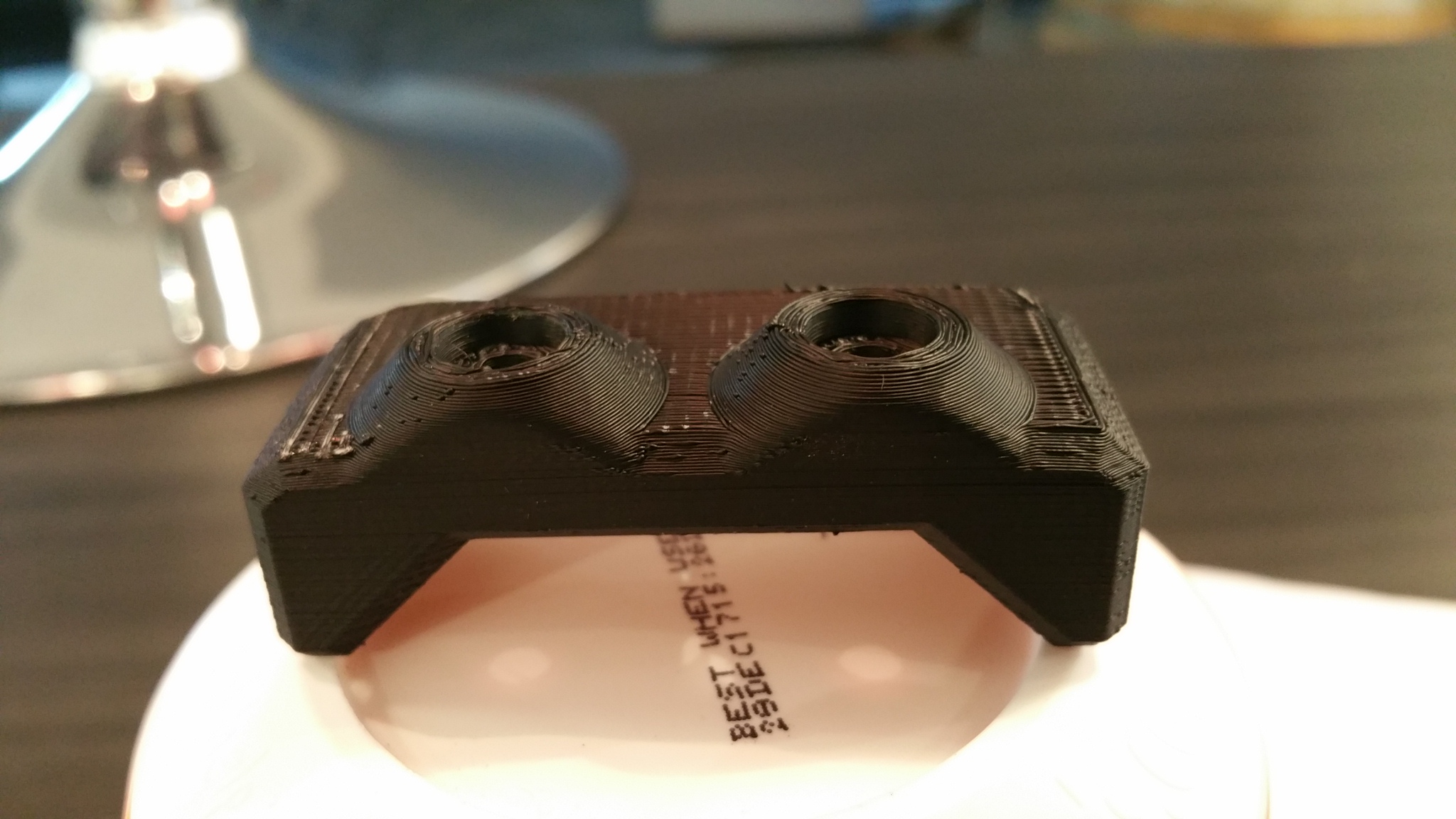
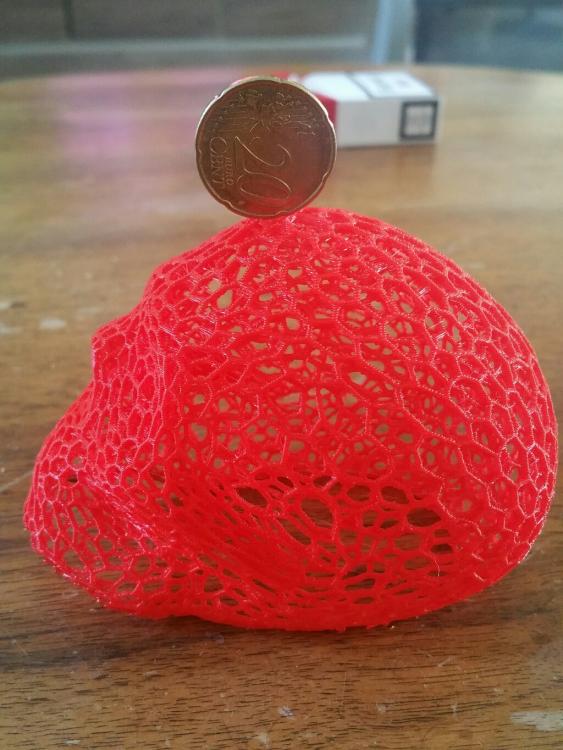
Salut les 3d nerd ! Petite mise à jour concernant une nouvelle pièce imprimer en 250micron sans post ponçage juste un petit bain de vapeur d'acétone, environ 6 min... Résultat impressionnant... Alors? Vous en pensez quoi ?


-
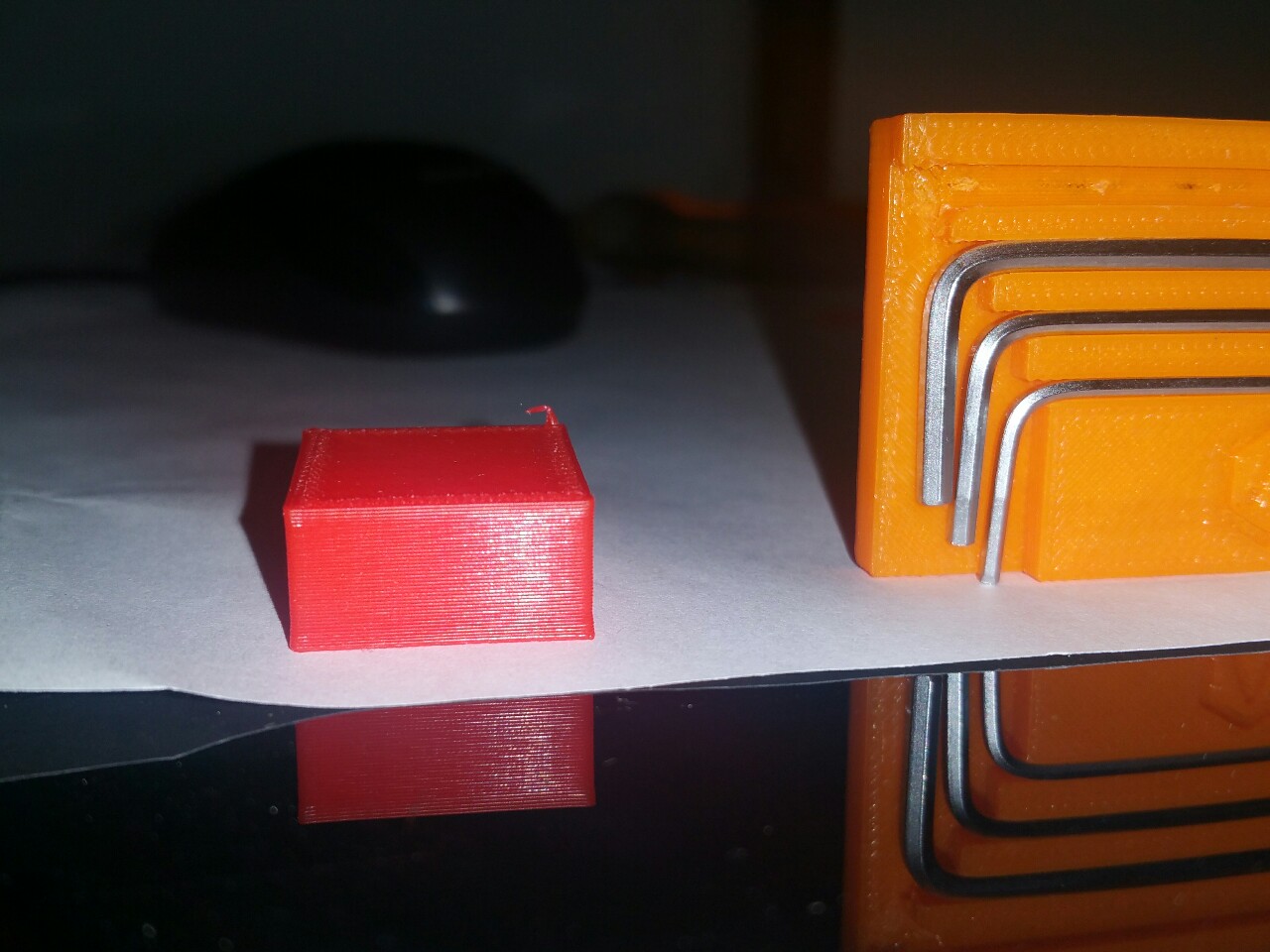
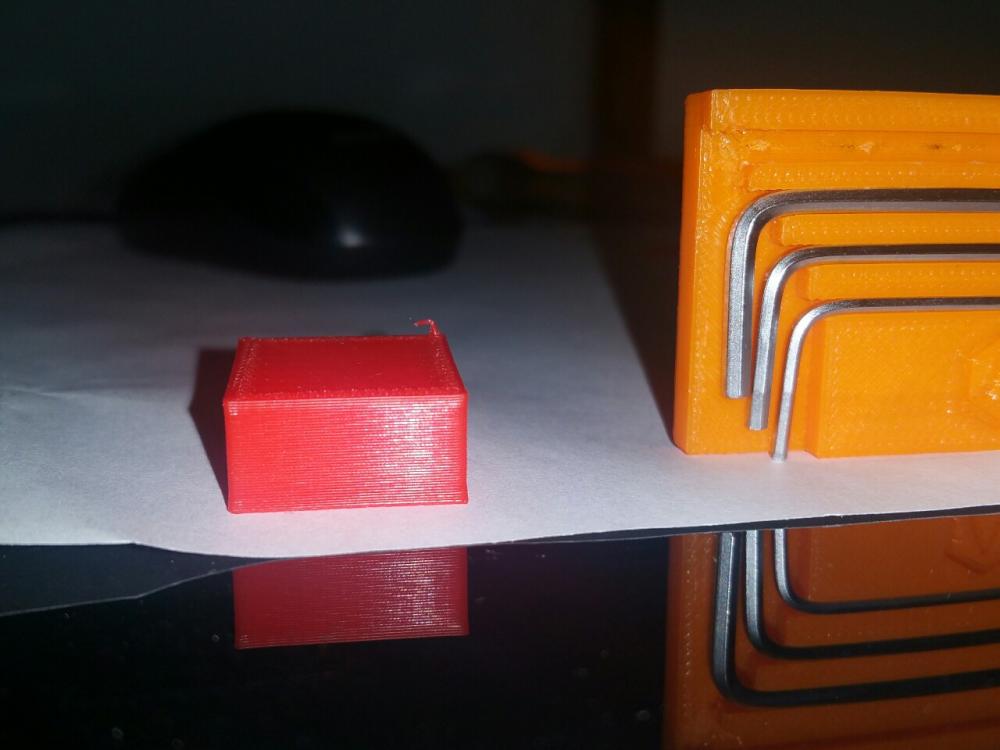
Alors pour la suite.. le fameux cube test 20mm... plus que surpris du résultat ! Je n'ai eu à faire aucun réglage....essaye de devinez la précision 10,50,100,150,200,250 ou 300 micron.....???? Et mon premier print...2h... J'ai pas eu le temps de faire mon setup pour les vidéos mais sa arrivera bientôt !

-
Déballage en cours ! Je vais faire quelque vidéo je vous tient au jus !


-
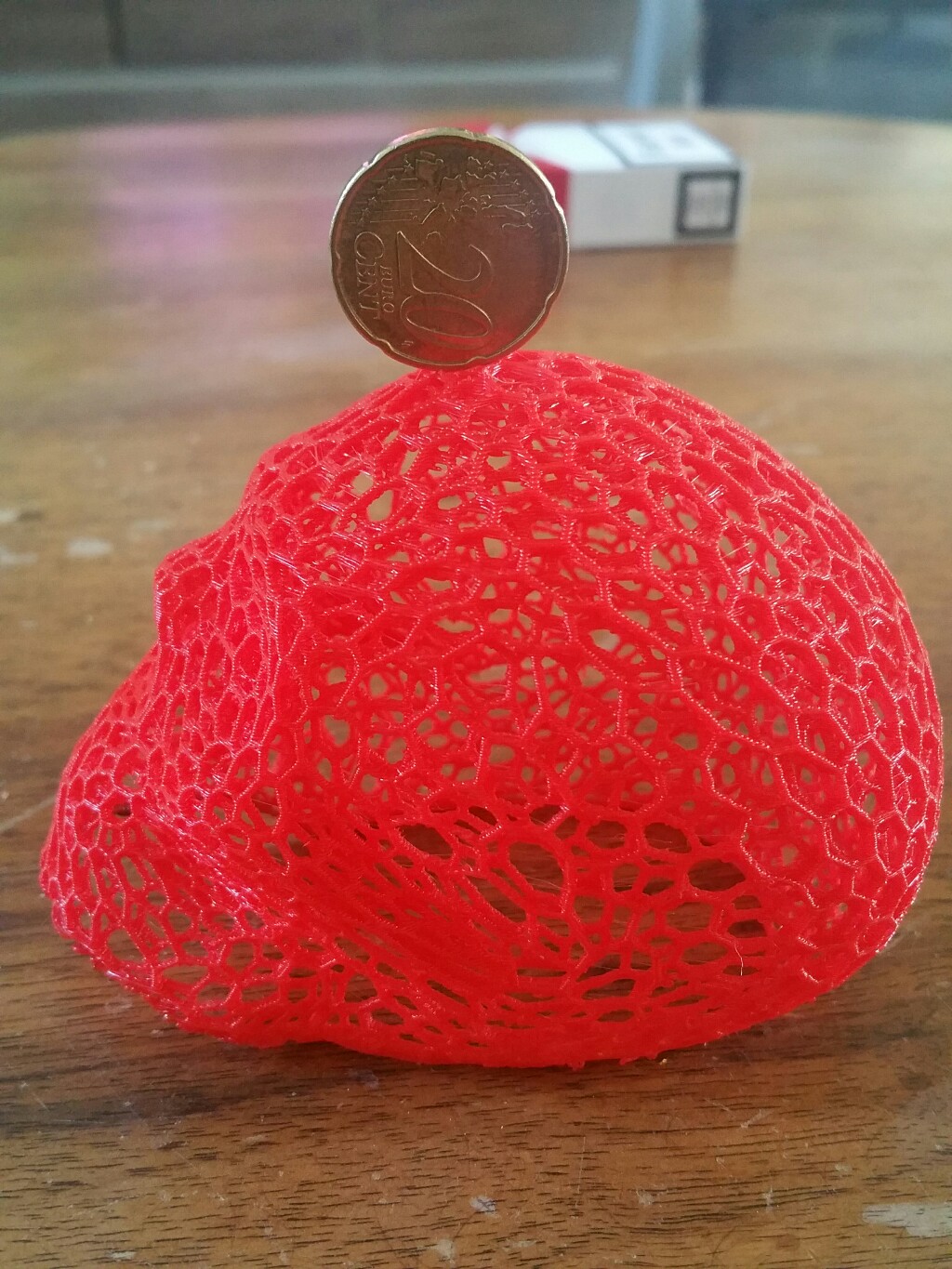
Hello les potos !! Allez première photo pour vous rendre compte de la taille de la bêtes !! D'autre arriverons bientôt ! 1


-
Sympas le projet ! Bonne photo à toi ;-) !