François Guyot
-
Compteur de contenus
23 -
Inscrit(e) le
-
Dernière visite
Récompenses de François Guyot
")





-
 Je sais pas trop quoi te dire... Moi pour le coup j'ai réussi à me débarrasser du stringing plutôt facilement avec le PLA. J'ai réglé ma distance de rétraction à 0.5mm pour 25mm/s Je suis un peu bloqué..
Je sais pas trop quoi te dire... Moi pour le coup j'ai réussi à me débarrasser du stringing plutôt facilement avec le PLA. J'ai réglé ma distance de rétraction à 0.5mm pour 25mm/s Je suis un peu bloqué.. -
Désolé pour les posts à la suite... Tu as peut-être un tube PTFE ? Moi, mon heatbreak est full metal. Sinon je vois pas trop ce qui pourrait coincer... Je n'ai jamais eu de bouchage et j'ai mis de la pâte thermique entre la partie supérieure du heatbreak et le heatsink
-
Piloter quoi ? Sinon, si tu veux pas t'embêter, tu prends une radio avec un récepteur compatible avec le protocole de la radio, et tu peux brancher des servo moteurs
-
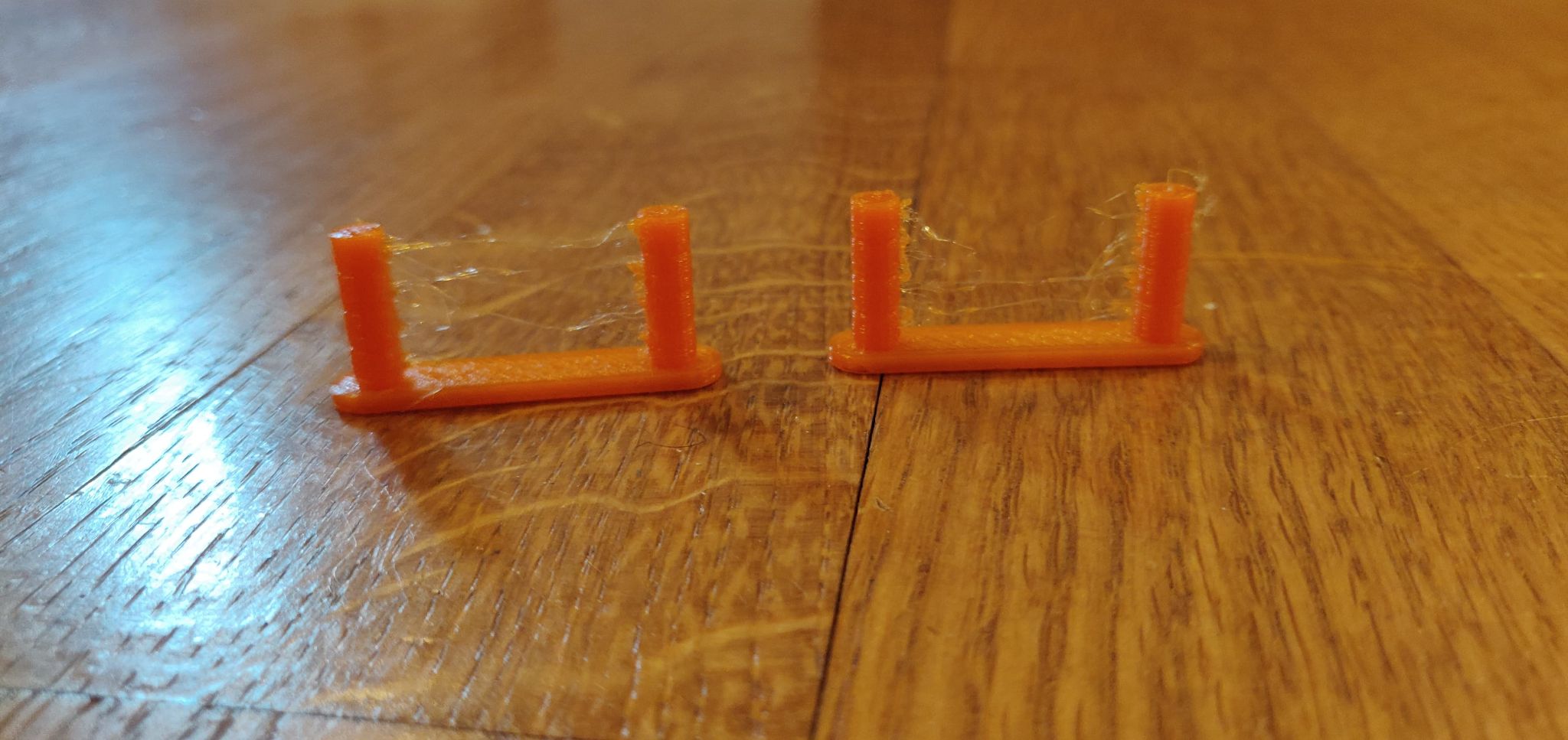
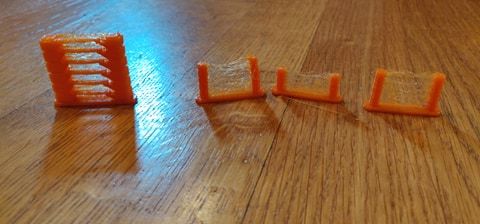
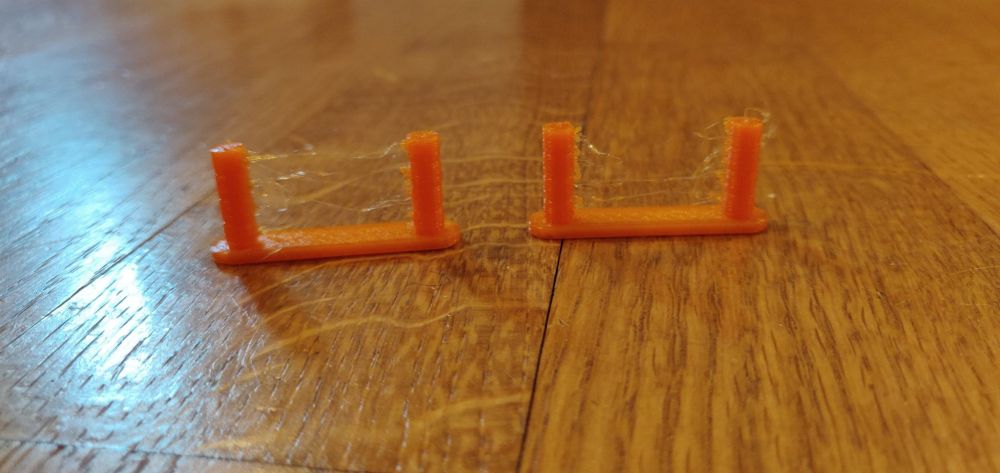
Arf, quel débile... J'ai pas posté le sujet dans "entraide"... C'est possible d'être déplacé svp ? Voici ma tour de temperature, à partir du bas 230 à 205°C par incréments de 5°C, puis les tours de rétraction à droite. Voici les tours de rétractions après calibration du linear advance, et après séchage d'une petite partie de la bobine au four à 55°C pendant 3H
-
Salut les printeurs fous! Après avoir passé un peu de temps en bowden avec un extrudeur bmg et une hotend e3dv6 full metal, j'ai finalement choisi de me lancer et de passer en direct drive. J'ai plusieurs motivations à ce changement dont un des plus importants, pouvoir imprimer du flexible à une vitesse qui n'endort pas et avec une bonne qualité. J'ai donc passé un peu de temps à modifier le "Hero me gen 5" en version direct drive pour ma ender 3 et voici mon remix, je laisse les intéressés cliquer: https://www.thingiverse.com/thing:4741991 J'ai commencé par modifier mes réglages pour le PLA et j'ai trouvé qu'une rétraction de 0.5mm pour 25mm/s fonctionnait très bien. Néanmoins, je n'ai pas encore beaucoup expérimenté les plus hautes vitesse et je suis resté à 50mm/s pour le moment. Ensuite vient le TPU (C'est du 3D Warhorse, du Sunlu quoi): Je commence ma tour de température avec les mêmes réglages de rétraction que le PLA et j'ai beaucoup de stringing. Bon, ça paraît logique étant donné que le filament flexible aime bien se plier dans le tube et rendre la rétraction un peu plus capricieuse. Mais tout de même moins à partir de 220°C (Le fabriquant préconisait une intervalle de T de 205 à 230°C) et en dessous, pas beaucoup moins de stringing. Ici, je commence des tours de rétraction et j'ai à peu près tout expérimenté: de très petites distances à de grandes (absurdes même pour un système DD 0.5-5mm) et pareil pour les vitesses de rétraction (10-80mm/s) et le seul résultat probant que j'ai eu se situait à 5mm de distance de rétraction, la vitesse importait pas beaucoup. Pour tous les autres réglages, je me retrouvais avec un stringing de fou! J'ai donc calibré mon Linear advance pour compenser la compression du filament et je suis tombé à une valeur de K=1.6 (pour la version 1.5 du linear advance). A partir de là, je relance une tour de rétraction et j'ai en général moins de stringing, jusqu'à plus beaucoup pour 5mm de rétraction. Pareil, la vitesse n'avait quasi aucune influence sur l'aspect final de la gueule de ma tour de rétraction. Je n'ai pas eu de bouchage à une telle distance (mais seulement le temps d'imprimer les tours) mais je me demandais si il n'y avait pas d'autres solutions à expérimenter (au-delà d'activer le coasting, combing etc) histoire de partir déjà sur une base saine. Et surtout pour réduire cette distance de rétraction de 5mm!! Je vais poster quelques photos dans moins d'une heure. Merci beaucoup!
-
Hello! Donc il y a quelques jours, j'ai retrouvé mon imprimante ainsi que quelques améliorations que j'avais achetées depuis, dont un bmg avec stepper "pancake" qui possède un courant de 1A. Je calcule donc le Vref, je tombe sur 0,56V. Là n'est pas la question. Je mesure la tension sur le potard, débranché l'imprimante entre chaques mesures et coups de tournevis, jusqu'à tomber sur la bonne valeur. Et là, surprise: le moteur ne tourne plus. En échangeant le moteur avec un autre axe, je me rends compte qu'il fonctionne: j'ai grillé le driver. J'aimerais savoir si cette mauvaise manipulation est due au fait que le moteur était branché durant toute la démarche, même si il n'a pas tourné lorsque le Vref n'était pas ajusté ? (je suis sur de ne pas avoir dépassé 0.7V avec un Imax de 1.8A pour le moteur, ce qui semble acceptable) À part ça, je ne vois pas d'autres raisons. Je n'ai pas non plus fais l'erreur de brancher débrancher alors que la machine était sous tension. Merci beaucoup d'avance, Bonne soirée.
-
François Guyot a changé sa photo de profil
-
Nouveau stepper, nouveau Vref
François Guyot en réponse au topic de François Guyot dans Entraide : Questions/Réponses sur l'impression 3D
Fin de l'histoire: Après avoir monté ma nouvelle CM, je remarque que l'extrudeur fait encore ce bruit bizarre... Je change de moteur, pareil. J'enlève la rallonge que j'avais faite avec des câbles "jumper" et plus de buit... Un faux contact responsable de cette panne, et c'est très très con ! Bon, pour voir le bon côté de la chose, j'ai maintenant une CM pour faire une CNC car 3 axes sont fonctionnels Je vais m'acheter des connecteurs ph 2.0 pour me faire une rallonge propre -
Nouveau stepper, nouveau Vref
François Guyot en réponse au topic de François Guyot dans Entraide : Questions/Réponses sur l'impression 3D
Je vais donc partir sur du 0,56V En fait, mon stepper ne bougeait plus après un flash de Marlin (j'ai juste modifié des paramètres dans le M600 et rien de plus). Quand je re-flashais la version sans les modifs du M600, le moteur tournait. Mais je pense plutôt à une coïncidence, j'ai revu le code ligne par ligne et rien de différent qui expliquerait ce changement. Ce qui a tué le driver, c'est je pense, le fait de brancher débrancher les câbles du stepper alors que la machine était sous tension (je suis débile...) Mais pour le coup, je n'explique pas cet arrêt du driver aussi soudain -
Nouveau stepper, nouveau Vref
François Guyot a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'espère que vous allez bien ! Il y a un mois, j'ai reçu un bmg + moteur clone de chez Ali. Je suis vraiment super content de la qualité, et ça m'a permit de monter ma ender 3 en direct drive, avoir une meilleure ventilation de couche et de radiateur, bref le rêve. Sauf que environ 2 semaines après l'avoir monté, le moteur a commencé à faire des siennes. Je pensais que c'était lié à mon flashage de Marlin, mais en fait non. Le driver A4988 de ma CM d'origine (v1.1.4) commençait à rendre l'âme. Je pense que mon erreur était que je n'ai absolument pas touché au Vref côté extrudeur, et le moteur devenant super chaud (m'en suis pas rendu compte ....), le driver aussi a surchauffé. Résultat: moteur OK, sauf le driver de l'extrudeur, qui lui ne fait plus tourner le moteur que d'une phase (et les autres, pour ôter le bénéfice du doute) ... Pas pratique J'ai donc demandé la doc au vendeur, qui m'a filé ça: On peut voir sur ce doc technique que le "Imax" (confirmé par le vendeur) est de 1.0A En suivant bien le post de Stef_ladefense je calcule donc mon nouveau Vref. En tenant compte que c'est un Imax et non un Inominal, je divise I par sqrt(2), avec un Rsense de 0.1 On a donc Vref = (1/sqrt(2))*8*0.1 = 0.56 environ, on arrondit à 0.5 pour la marge de sécurité de 10%... Quand on regarde ce post: https://gist.github.com/mbbill/4751a59b70c58ffdb4752672a3fd6033 On se rend compte que le Vref de l'extrudeur est à 0,72V d'origine... Donc je lui ai mis 0.2V de plus dans la tronche à ce driver, ce qui expliquerait de tels dégâts ? Heureusement, quelqu'un qui a changé sa carte mère pour une meilleure m'a fait don de son ancienne (super sympa!!) donc je vais essayer de ne pas "merder" sur la nouvelle, et j'aimerais avoir la certitude que régler le Vref ne va pas tuer la board.. Qu'en pensez-vous ? Merci beaucoup, très bonne journée à vous -
probleme prusa i3 pro b
François Guyot en réponse au topic de rastacol dans Discussion sur les imprimantes 3D
Tu as des photos expliquant ton soucis précisément ? -
Bouchage de ma e3dv6 pendant le print...
François Guyot en réponse au topic de François Guyot dans Discussion sur les imprimantes 3D
C'est vrai, mais au delà du fait de ventiler, peut-être que le heatbreak transmet justement sa chaleur au petit bout de heatsink restant et ne fait donc pas bien son travail sur la longueur. C'est très subjectif comme observations, je le sais bien ... Mais si il est spécifié qu'il faut ventiler tout le heatsink, à mon avis c'est pas pour rien -
[Résolu] Gros problème de sous-extrusion avec mon ender-3
François Guyot en réponse au topic de Akinator31 dans Creality
le trajet de l'air pour ton ventilo refroidissant la hotend ne m'a pas l'air très optimisé... Tu as bien mis de la pâte thermique au montage de la hotend ? Sinon, je suis actuellement en train d'imprimer le hero me gen 5 car j'ai eu des soucis de ce genre avec le hero me gen 3 avec un p'tit bout de radiateur qui dépassait, et qui n'étais donc pas refroidi. Pour le refroidissement de hotend, tu devrais opter pour un ventilo en 4020 sûrement. Mon hero me devrait être prêt dans quelques jours, je te dirais ce que j'en pense par rapport au 3. -
Bouchage de ma e3dv6 pendant le print...
François Guyot en réponse au topic de François Guyot dans Discussion sur les imprimantes 3D
Je regarde les "makes" du hero me gen 5 que je suis en train d'imprimer (esperons que ça règle le soucis du hero me gen 3 que j'avais imprimé): https://www.thingiverse.com/thing:4460970/makes#makes Et voici: https://www.thingiverse.com/make:824939 on voit bien sur certaines photos que le sink est complètement caché.... -
Bouchage de ma e3dv6 pendant le print...
François Guyot en réponse au topic de François Guyot dans Discussion sur les imprimantes 3D
Ouais exactement, bah cette partie devrait être entièrement couverte par le ventilo, or là elle ne l'est pas, d'où mon inquiétude -
Bouchage de ma e3dv6 pendant le print...
François Guyot en réponse au topic de François Guyot dans Discussion sur les imprimantes 3D
En fait, le heatsink c'est la partie qui est sensée être froide, voici une photo explicative