lcdo44
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de lcdo44
")





-

Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
Salut zifnab, pourrait tu me dire où tu as été pour trouver ce lien ? je dois plus être aussi doué avec internet, je vois pas de references à ces dossiers sur longer ... -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
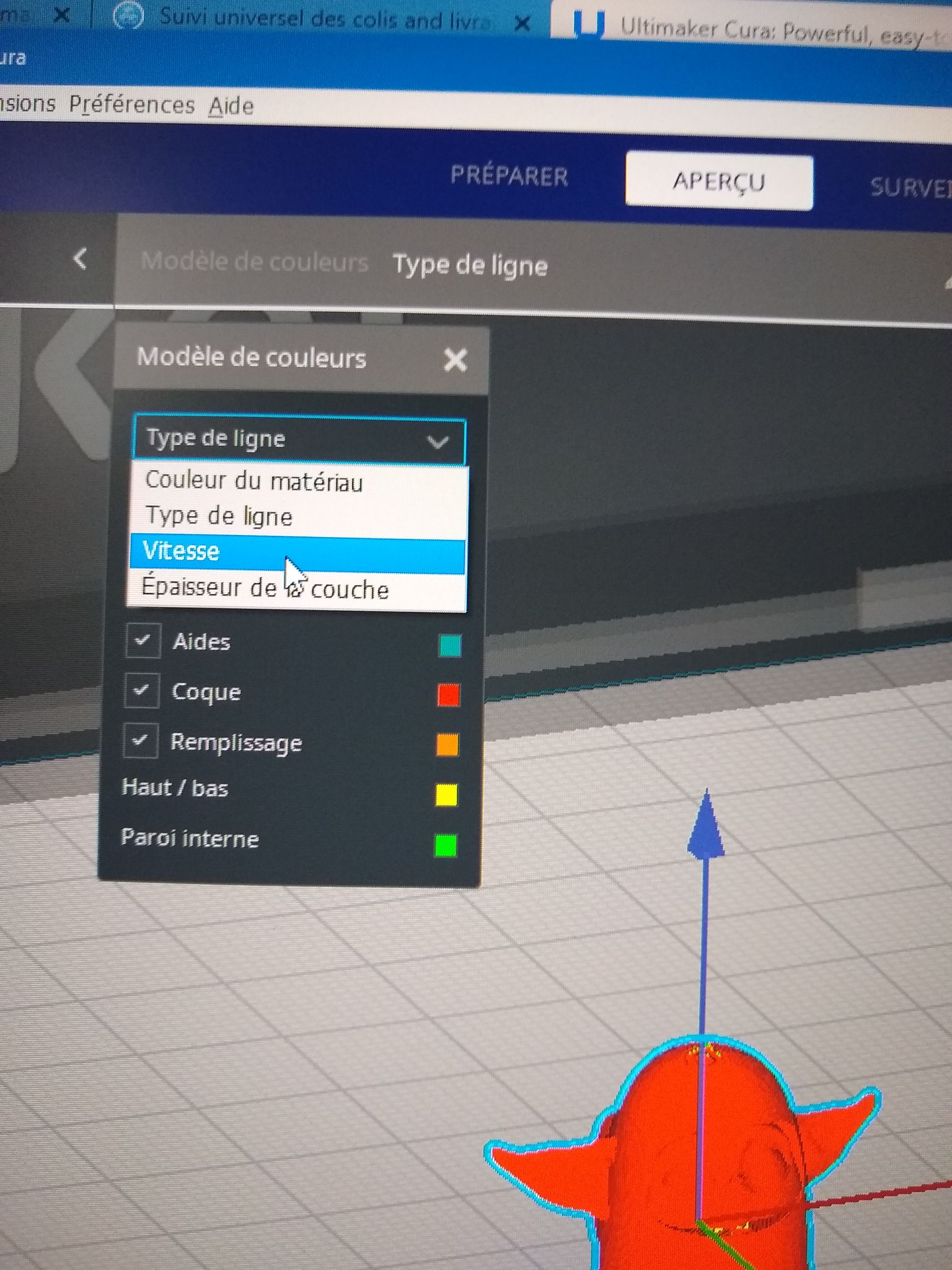
@Bestor a priori faut que tu regardes en cliquant sur l'onglet du milieu pour modifier le "type de ligne" et mettre le modèle de couleur sur vitesse regarde ma photo pièces jointe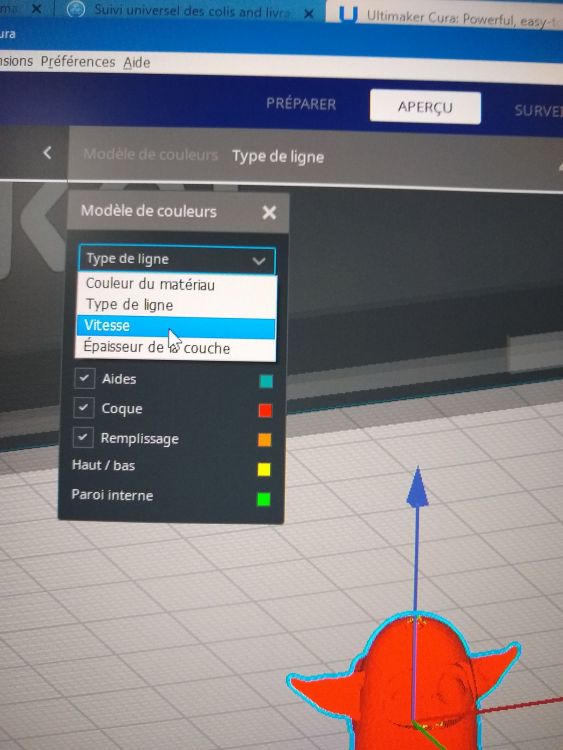
-
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
@Bestor il ya probablement dans le slicer des limitations "théoriques" probablement due aux parcours à faire, ou au temps de refroidissement d'une couche, ou pas le temps d'accélérer, ou de décélérer, ou limitation du débit volumétrique, voir de capacité techniques de la carte électronique ( genre le processeur doit faire des pauses car il n'arrives pas à exécuter aussi vite les instructions gcode de la file d'attente, ce qui peut produire divers effets comme des petit blob à la surface, ya une vidéo intéressante à ce propos de cnc kitchen, au lieu de ralentir sa solution est de réduire la résolution du modèle dans le slicer pour alléger la quantité de gcode ) Augmenter certaines vitesses ne change pas grand choses sur une plage de hauteur particulières en fonction du modèle, inversement je peux gagner en temps si j'augmente la largeur des cordons pour le remplissage si ça dépasse pas une autre limite etc ... Perso je vois ça facilement avec PrusaSlicer, je sais par empirisme que sans améliorations particulières grosso modo ça déconne après 6mm^3 par secondes, donc même si j'augmente les vitesses de certains parcours, PrusaSlicer limitera la vitesse max pour ne pas dépasser la capacité de traitement. Il ya aussi un autre paramètre intéressant qui doit aussi exister j'imagine dans Cura, c'est le calcul de la durée d'impression d'une couche, le slicer essaie d'associer les parcours à faire en fonction de la température estimé du filament qui à été déposé. Du coup par exemple si une couche dure moins de 20secondes le slicer peut décider de changer l'ordre du parcours ou de simplement réduire la vitesse de traitement ... La machine n'a probablement pas connaissances de ces différents paramètres, peu importe le résultats des différentes combinaisons, elle prend chaque arguments de chaque paramètre un à un (avec éventuellement sa propre limite interne dans le firmware) sans avoir conscience du résultat et applique bêtement la multiplication que tu lui demande. -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
ok merci. c'est pas aussi evident que ça meme pour un systeme sensé etre ouvert et suivi par le fabricant. d'autant plus qu'il viennent de sortir la lk5pro qui semble avoir les memes composants. -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
hum, je me suis peut-être mal exprimé en mélangeant deux choses. d'un coté l'interface elle même et de l'autre le branchement physique d'un autre écran. A voir pour les connecteurs, quitte à bidouiller ... Mais en fait la remarque de base, c'était que l'interface de marlin peut se gérer en tactile aussi. je ne sais pas quel mot utiliser pour ne pas mélanger les propos, c'est l'interface de base de marlin avec ces menu textuels que je demande. vu qu'il y a ici deux difficultés, d'un coté faire en sorte que marlin gère une fonctionnalité et de l'autre demander à l'écran d'afficher un bouton pour contrôler cette fonctionnalité. Alors que de base marlin à son propre menu texte dès qu'on active tel ou tel fonction. exemple en piece jointe, un ecran tactile mks TS35 mais au lieu d'utiliser l'interface tactile de makerbase, j'ai activé l'interface tactile de marlin /** * TFT UI - User Interface Selection. Enable one of the following options: * * TFT_CLASSIC_UI - Emulated DOGM - 128x64 Upscaled * TFT_COLOR_UI - Marlin Default Menus, Touch Friendly, using full TFT capabilities * TFT_LVGL_UI - A Modern UI using LVGL * * For LVGL_UI also copy the 'assets' folder from the build directory to the * root of your SD card, together with the compiled firmware. */ //#define TFT_CLASSIC_UI #define TFT_COLOR_UI //#define TFT_LVGL_UI
-
Aidez moi alfawise u30pro
lcdo44 en réponse au topic de Leo51200 dans Discussion sur les imprimantes 3D
tiens donc oui c'est bizarre, pas de driver qui peut se changer ? j'ai l'impression qu'il manque des choses sur ta photo, je ne vois pas tous les connecteurs pour brancher les moteurs. Je suis curieux, tu peux développer sur les caractéristiques de ta machine et faire d'autres photos de l'ensemble et de la machine complete, avec les différents cablages etc … stp ? -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
Autre question, peut être un peu bête ... On est obligé d'utiliser l'interface "dgus" ? J'ai vu ailleurs qu'on pouvait utiliser l'interface classique de marlin en tactile. C'est faisable facilement ou pas ? Deuxième partie de la question, on pourrait intégrer physiquement un autre type d'écran ? Comme par exemple le mks H43, qui d'après la doc est directement supporté par les versions de marlin 2 ... ? -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
je suis peut-etre hors sujet vis-a-vis de la problematique de @Thierry94 j'utilises peut-etre pas les bon termes Mais grosso modo VSCODE peut faire des optimisations et des compilations partielles afin d'accellerer la compilation. Il faut donc de temp en temp vider le cache en appuyant sur l'operation clean et relancer la compil souvent ya des erreurs qui disparaissent tout seul -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
Ha oui forcément c'est moins évident -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
Pourquoi ne pas l'envoyer directement avec vscode via USB ? -
lcdo44 a changé sa photo de profil
-
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
pour les ki kp et kd c'est plus ou moins specifique à chaque machine, c'est les parametres pour la regulation de temperature. Idealement il faudrait que chacun fasse les siens sur chaque machine. Par contre j'ai pas de recul sur la question des drivers, j'ai dejà lu parci-parla que les tmc etait interchangeable avec les allegro sans besoin de changer de parametres dans marlin. Je suis curieux de savoir quelle différence ça joue. pour la definition des cartes mere et des pin, je ne sais pas non plus, j'attend la réponse de l'auteur -
Longer LK4 Pro - Passer sous marlin 2.X
lcdo44 en réponse au topic de yecine06 dans Alfawise / Longer3D
tiens c'est rigolo, je relance le schmilblick ; il ya une autre version clone de la u30pro chez DIGGRO : la Alpha-3 https://www.amazon.fr/Imprimante-Précision-DIGGRO-dimpression-Impression/dp/B07X1SJD8H/ref=as_li_ss_tl?_encoding=UTF8&pd_rd_i=B07X1SJD8H&pd_rd_r=2fdcd29c-a3ab-4305-8bc3-0174a98a90b6&pd_rd_w=jsvws&pd_rd_wg=IgpX6&pf_rd_p=53a4aa62-c03a-49f4-955b-cad78d8f8817&pf_rd_r=2E7PHM8HZZH82A8JVNQP&psc=1&refRID=2E7PHM8HZZH82A8JVNQP&linkCode=ll1&tag=systemeselect-21&linkId=19658dd4e03df6d25346a2e63a508be6&language=fr_FR et le descriptif fait aussi mention de stm32 et marlin 2.0 ...