simon volland
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Récompenses de simon volland
")





-
warping, et décollement entre couches PETG
simon volland en réponse au topic de simon volland dans Entraide : Questions/Réponses sur l'impression 3D
bonjour, tout le monde, désolé pour ce temps de réponse j'ai vendu mon MAC, la conjoncture actuel m'a laissé peu de temps. tout compte fait, j'ai réimprimer par la suite d'autre pièce en PETG, et le problème à disparu, l'environnement de la pièce était-il différent à ce moment ? je ne sais pas, mais pour le monde je n'ai plus du tout de warping et il est même impossible de décoller la pièce le temps qu'elle n'a pas totalement refroidi. en tout cas merci à vous tous pour les potentiels pistes que je suivrais si je me retrouve face au même problème. Simon. -
warping, et décollement entre couches PETG
simon volland en réponse au topic de simon volland dans Entraide : Questions/Réponses sur l'impression 3D
alors je suis sur du amazon basics pour le PETG, avec une ventilation a 50% si je ne dis pas de bêtise. je suis sur une buse RUBY, et j'imprime du PETG de puis peu de temps. Impréssion de 20h cette fois ci pour le coup. -
warping, et décollement entre couches PETG
simon volland en réponse au topic de simon volland dans Entraide : Questions/Réponses sur l'impression 3D
merci pour ta réponse rapide, Ducoup il faut pas trop remplir alors ? je suis à 50% actuellement sur la pièce que je fait. je vais réduire la température, augmenter la température du BED et écrasé la couche un petit peu plus. -
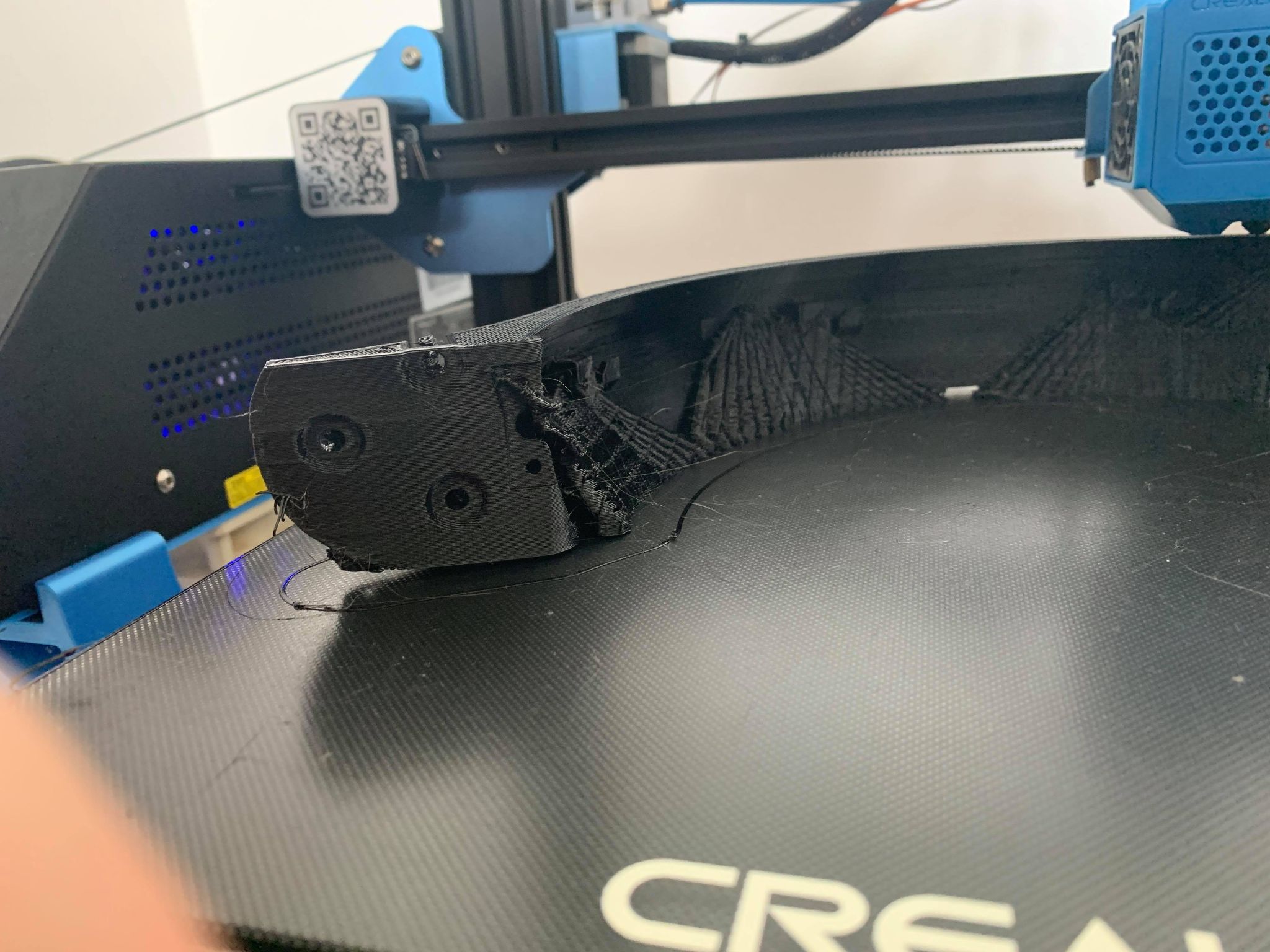
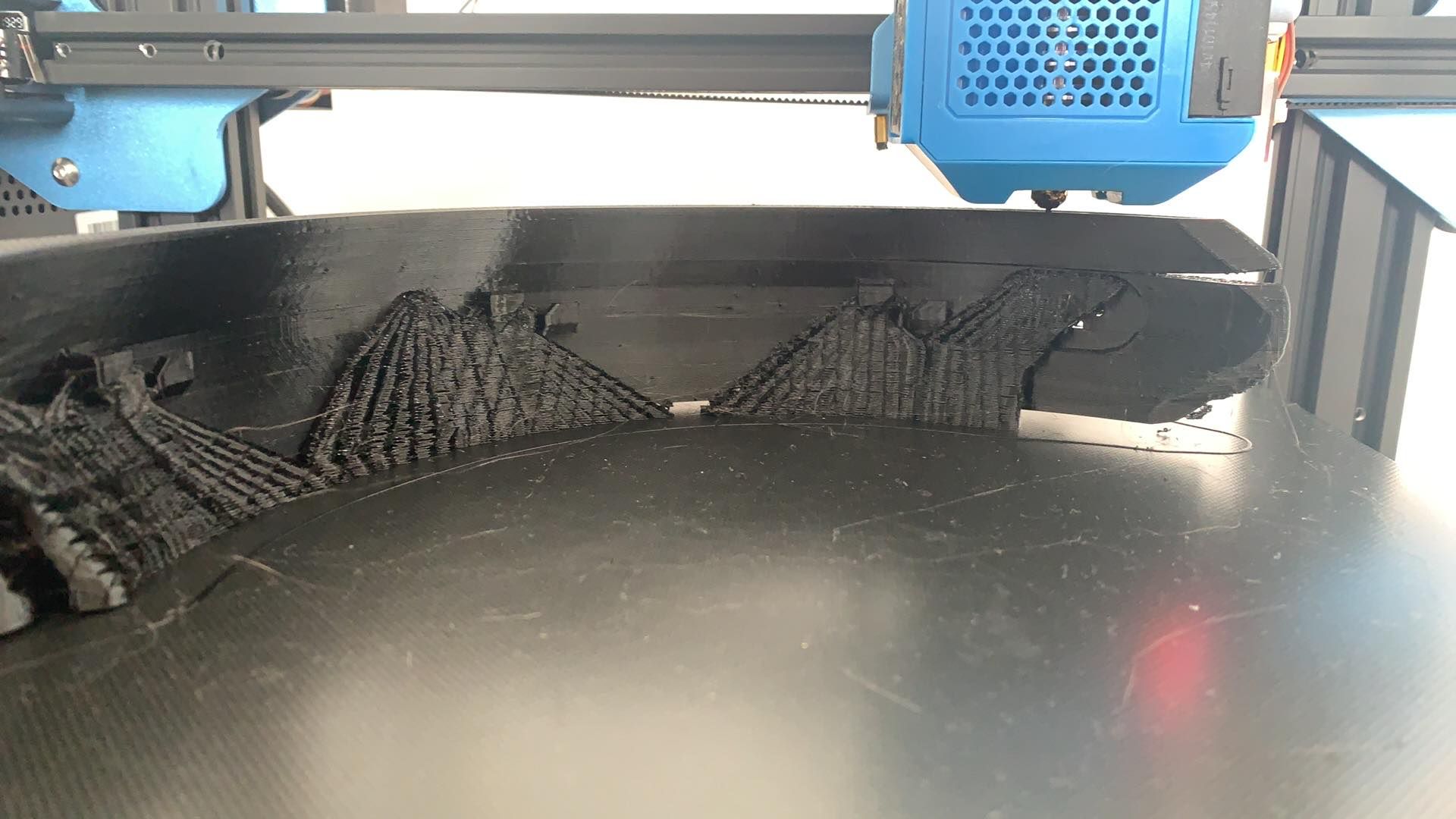
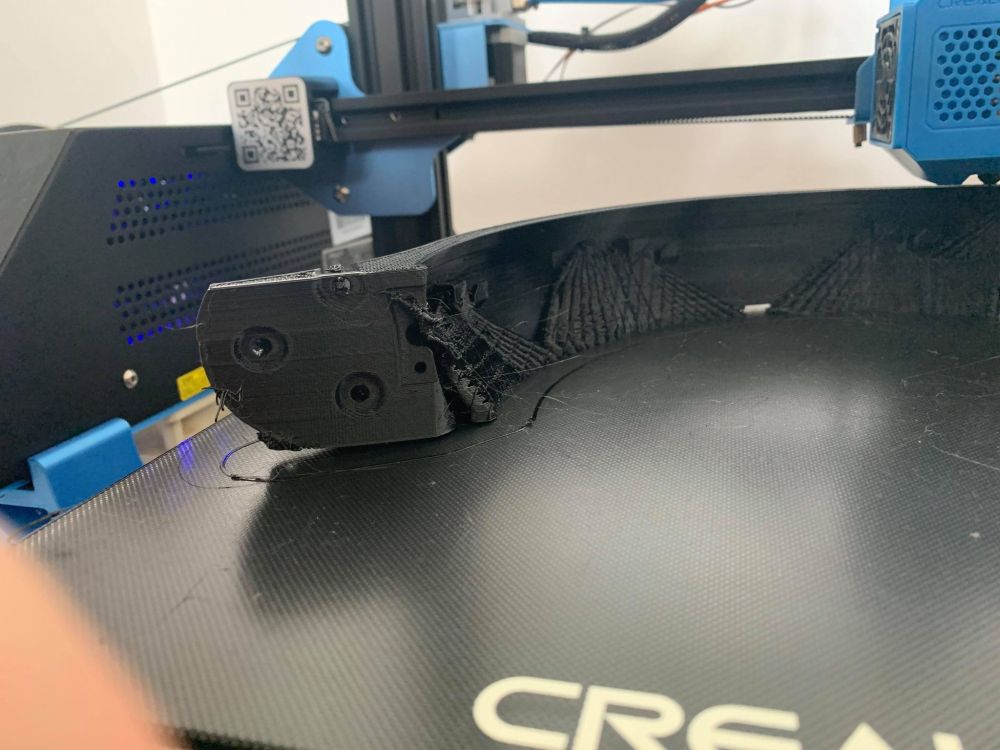
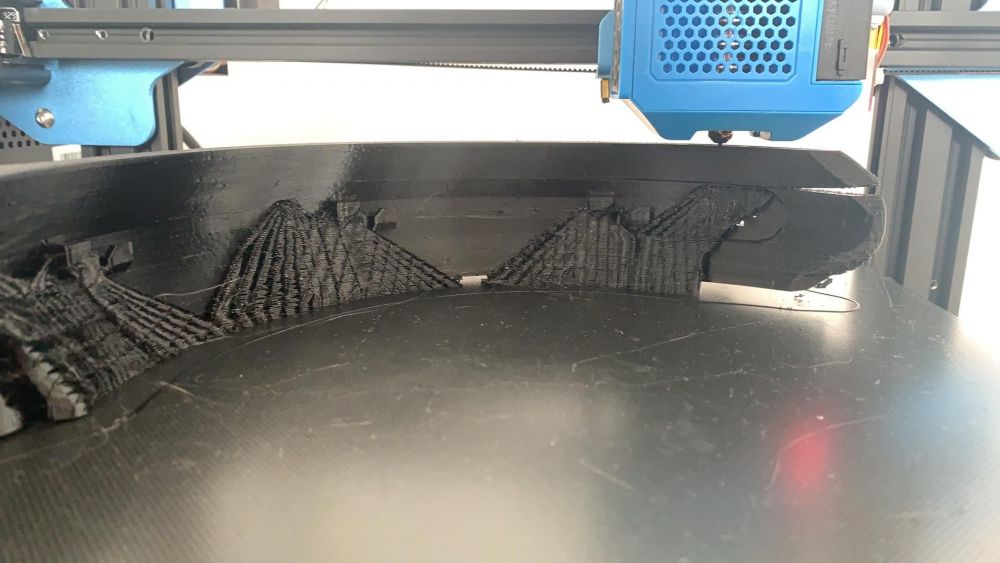
Bonjour tout le monde, alors voila, je viens de déménagé avant cela tout fonctionnait bien, mais là les prints ne vont plus comme avant, j'ai le PETG qui se décolle du BED et les couche ne colle pas entres-elles tout le temps... auriez-vous des pistes ? réglages : BED 70° Buse 243° fait sur tour de température. bed nettoyé à l'alcool avant utilisation. Voici des PHOTOS merci à vous d'avance. SImon.
-
salut, ducoup après plusieurs essai, j'ai imprimer sur un des cotés --> j'ai un BED Creux merci le Bl Touch et ma première couche était imprimé trop rapidement je l'ai donc passé à 10mm/s merci à vous !
-
également j'ai une deuxieme tête d'extrusion neuve complète, vous pensez que je la change pour voir si le problème viens de la ?
-
Bonjour, je déterre ce sujet, car il m'arrive la meme chose, <Modération> Le sujet originel datant de plus de deux ans. Je l'ai verrouillé et déplacé ton problème dans un nouveau post. Sur la majorité des fora, le déterrage n'est pas bien vu </fin> je viens de faire un nettoyage de la buse complet car le filament ne sortait pas bien, j'ai passer le tube PTFE dans l'extrudeur pour faire sortir le reste de plastique par la ou est normalement vissé la buse, j'ai sorti une grosse boule de plastique. ensuite j'ai tout remonté, changé le tube PTFE, et la j'ai toujours l'extrudeur qui claque et cette fois le filament n'est meme pas entrainé par l'extrudeur quand il arrive à la buté de la buse. j'ai surement du oublier quelques chose, ou alors mon problème ne venait pas de la, mais ça me semble louche. quelqu'un pourrait m'aider ? Simon.
-
Scalar de 3D Modular system et Slic3
simon volland en réponse au topic de BILLY81 dans Discussion sur les imprimantes 3D
Salut, Je ne suis pas un expert mais j'ai connu un petit soucis avec Slic3r et j'ai résolu, peut-être que tu parles du même : si je comprend bien tu parles de ton G-Code? si je ne dit pas de bêtise, Slic3r à du mal avec les parenthèse et quelques signe de ce genre. Quand tu demandes le découpage tu as un message d'erreur normalement non ? Bien à toi, Simon. -
salut @Ironblue, je viens de vérifier, j'ai bien un creux sur mon bed au milieu, je viens de lancer l'impression en décaler avec une vitesse à 10mm/s sur la premiere couche. Comment je peux compenser le trou au milieu du bed ? j'ai refait mon Z OFFSET. le BLtouch compense t'il ? ma première couche démarre la, je te tiens au jus du résultat !!
-
Je vais essayer avec tes conseils alors, je tente tout ça dans la journée et je reviens donner le résultat Merci à toi
-
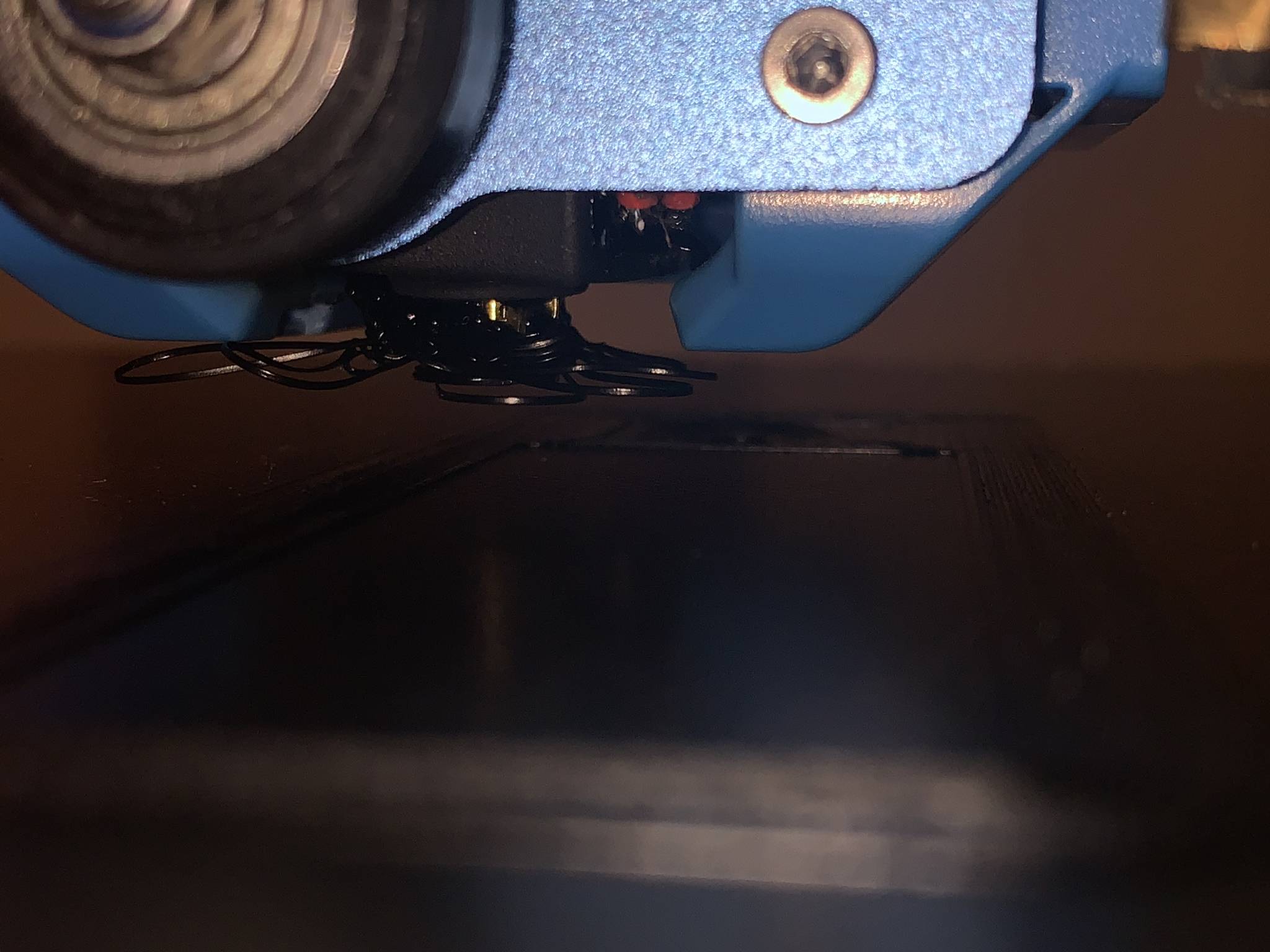
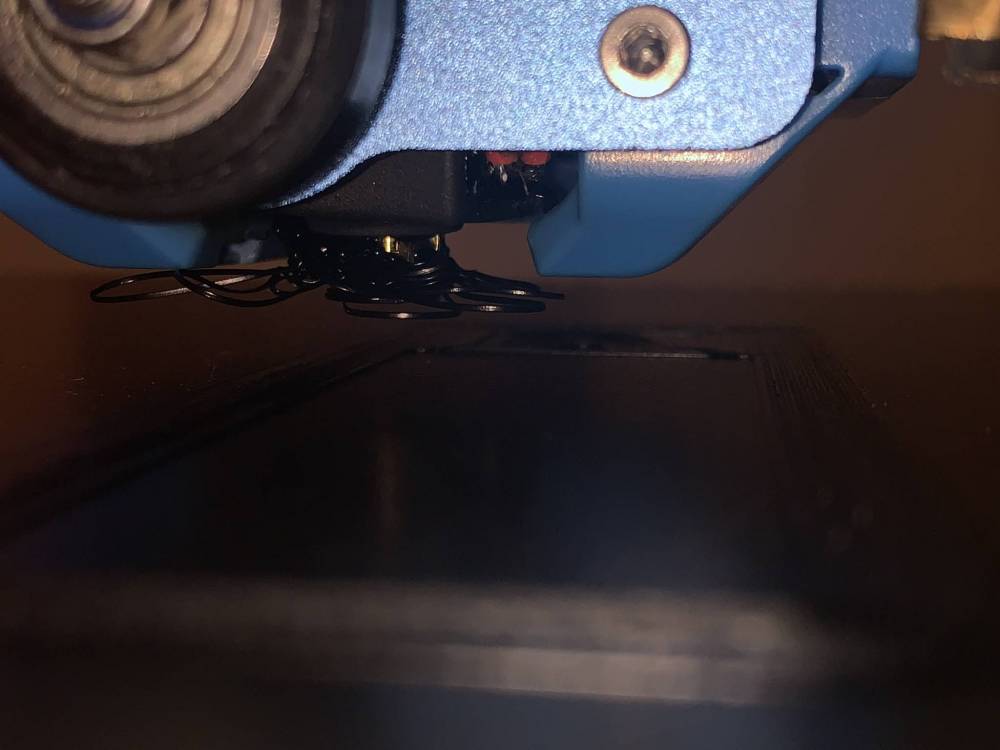
Bonjour tout le monde, J’ai besoin de vous après avoir essayé une multitudes de réglages différents je les temperature du nozzle, du Bed, d’extrusion je n’arrives pas à comprendre ce phénomène. en gros: début de première couche Niquel, tout ce passe pour le mieux l’imprimante fait bien coller le filament, mais tout à coup plus aucune adhérence et l’imprimante fait d’sortir le filament sur la buse (voir photo) au début j’ai pensé à un mauvais réglage du BED mais pour j’ai un BLtouch qui est censé corriger donc j’ai évincé cette situation, après je me suis dis que la zone du milieu pouvais être sale, je l’ai donc nettoyé recommencer et j’ai le même résultat, puis j’ai touché quelques réglages mais toujours pareil! voici mes réglages: Nozzle 200 Bed 55 25mm/s 1ère couche 50mm/s la suite j’imprime en PLA+ de chez 3d online (bobine eu avec l’imprimante je ne connais pas son âge). PS: j’ai HOME Z pour que vous puissiez voir quelque chose. j’ai tout mon week-end pour résoudre ce problème, mais si une âme charitable se porte volontaire pour m’aiguiller je suis fortement preneur. Bonne soirée les imprimeurs!

-
1ere couche capricieuse CR10V2
simon volland en réponse au topic de simon volland dans Entraide : Questions/Réponses sur l'impression 3D
je suis sur du PLA + et oui le ventilo est bien présent, mais sur la deuxième couche je n'ai justement pas ce problème. j'ai essayer un print à 95% de flow, meme problème, je vais descendre à 90% au prochain coup pour voir $ merci pour la réponse. -
CR10S - Decalage après première couche
simon volland en réponse au topic de tomapi69 dans Discussion sur les imprimantes 3D
je suis nouveau également, j'aide comme je peux, alors tu as eu ce fameux décalage ? -
1ere couche capricieuse CR10V2
simon volland a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut tout le monde, J’ai un petit soucis sur un de mes réglages mais je ne trouve pas lequel, donc je viens vers vous: Machine CR10 V2 200 degrés nozzle 55 le Bed J’ai le profil cura de base en 0,2 standard Les coups d’avant jetait avec le bed à 50 et la pièce c’est décoller sur le 3e couche Et la j’ai ce rendu tout bizarre dessus comme si c’était trop chaud Voici le profil Cura que j'utilise et le G-code, des avis sur ce genre de situation l'image est en Pièce jointe ? Merci d'avance !! Simon. G28 ; home sur X, Y et Z G29 ; Level Bed M117 Purge Extrudeur ; Affiche "Purge Extruder" G92 E0 ; Reset de l'extrudeur G1 Z1.0 F3000 ; Déplace Z de 1mm pour éviter de frotter G1 X0.1 Y20 Z0.3 F5000.0 G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Trace une ligne G1 X0.4 Y200.0 Z0.2 F5000.0 ; (move to side a little) G1 X0.4 Y20 Z0.2 F1500.0 E30 ; (draw 2nd line) G1 E27 F3000 ; Retracte 3mm de filament G92 E0 ; Reset de l'extrudeur M117 Purge Extrudeur finie G1 Z1.0 F3000 M117 Impression... Profil CURA.curaprofile
-
CR10S - Decalage après première couche
simon volland en réponse au topic de tomapi69 dans Discussion sur les imprimantes 3D
Salut, tu es sur quel slicer ? j'ai une CR10 V2 si tu veux je te passes mon G-Code, et un profil sur CURA tu fais le test et si ca ne fonctionne pas c'est que cela vient d'ailleurs: Enlève bien le G29 si tu n'as pas de Bltouch Start : G28 ; home sur X, Y et Z G29 ; Level Bed M117 Purge Extrudeur ; Affiche "Purge Extruder" G92 E0 ; Reset de l'extrudeur G1 Z1.0 F3000 ; Déplace Z de 1mm pour éviter de frotter G1 X0.1 Y20 Z0.3 F5000.0 G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Trace une ligne G1 X0.4 Y200.0 Z0.2 F5000.0 ; (move to side a little) G1 X0.4 Y20 Z0.2 F1500.0 E30 ; (draw 2nd line) G1 E27 F3000 ; Retracte 3mm de filament G92 E0 ; Reset de l'extrudeur M117 Purge Extrudeur finie G1 Z1.0 F3000 M117 Impression... Profil avec la qualité standard en couche 0,2 pour du PLA. Profil CURA.curaprofile Bonne soirée à toi !