Constance Rabban
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Récompenses de Constance Rabban
")





-

Problèmes de qualité sur l'imprimante FLsun Q5
Constance Rabban en réponse au topic de Constance Rabban dans FLSUN 3D
Hello, Bon j'ai toujours pas réussi à résoudre mes soucis sur ma Q5 (par contre, ma Ender 3 a l'air de se porter mieux... mais je dois continuer de faire des tests pour être sûre). Je me demande s'il y a pas un souci de géométrie... Les axes ne me semblent pas parfaitement perpendiculaires à la base et au haut de l'imprimante. Hier j'ai tout démonté pour essayer de mettre les axes bien perpendiculaires, mais sans grand succès. J'ai l'impression d'avoir trop de contraintes au niveau des trous de vis. Je me demande si les espèces d'équerres fixées aux axes sont bien perpendiculaires... J'en avais une qui était complètement tordue et que j'ai fait changer... Mais sans grande amélioration. Avez-vous déjà rencontré ce type de soucis ? Merci à vous EDIT : image de l'équerre tordue. J'ai pu la faire remplacer sans souci par le SAV de Banggood. Malheureusement, pas d'amélioration notable.
-
Problèmes de qualité sur l'imprimante FLsun Q5
Constance Rabban en réponse au topic de Constance Rabban dans FLSUN 3D
Ah oui je viens de voir! Mais j'ai l'impression que les problèmes qu'on rencontre sont assez différents. -
Problèmes de qualité sur l'imprimante FLsun Q5
Constance Rabban en réponse au topic de Constance Rabban dans FLSUN 3D
Hello, Je suis désolée, je suis pas trop sûre de comprendre ton message quand tu dis que "la qualité est franchement plus que correct", tu parles de mes prints ? Autant je trouve que le berchy et le cube, ça passe, autant mon cache-pot, je le trouve vraiment horrible. Tu as eu quoi comme soucis ? Tu les as résolus comment ? Merci à toi ! -
Problèmes de qualité sur l'imprimante FLsun Q5
Constance Rabban en réponse au topic de Constance Rabban dans FLSUN 3D
Hello, Merci de ta réponse ! Non je n'ai pas vérifié les dimensions de mon cube car je voulais faire les choses une par une. Je voulais d'abord corriger ce soucis de qualité avant de m'occuper des dimensions. Pour les e-steps, je suis à 404,9 steps/mm -
Hello, Juste pour info, j'ai créé un nouveau topic pour mes problèmes sur la Q5 en me disant que c'était peut-être plus adapté : Bonne journée à vous !
-
Bonjour, Pour info, ce topic est la suite de celui-ci : https://www.lesimprimantes3d.fr/forum/topic/43095-sous-extrusion-récurrente-ender-3q5-poussière-sur-le-pla/Je me dis que c'est mieux que j'ouvre un nouveau topic avec un titre plus représentatif de mon problème et dans la catégorie consacrée aux machines FLsun Pour faire simple : j'ai une Q5 depuis une semaine et je n'arrive pas à sortir des prints corrects. Enfin, quand j'imprime un cube de calibration ou un berchy, ça "passe", à part que j'ai des bandes très visibles et des endroits où la surface ressort : Je précise que le berchy est un g-code envoyé par FLsun donc avec des bons paramètres de slicing. J'ai calibré les e-steps et le flow (au moins pour un filament, le filament ivoire). J'ai aussi réglé les excentriques. J'ai fait plusieurs essais au niveau des courroies (+ tendues, - tendues, en vérifiant qu'elles soient bien toutes tendues au même niveau). J'ai testé plusieurs températures, plusieurs paramètres de rétraction. J'ai aussi reformaté ma carte SD. FLSun m'a donné ces recommandations : Au final, il me reste à vérifier s'il y a un souci au niveau des courroies (partie dentée). J'avoue ne pas être très motivée à l'idée d'enlever les courroies car j'ai peur de ne pas réussir à les remettre. Je pense aussi que je peux un peu plus creuser la question de la température. Le truc c'est que je pars en vacances, donc je voulais faire un petit post avant de partir, histoire d'avoir le plus d'avis possibles avant mon retour. Hier, j'ai essayé d'imprimer autre chose que des cubes ou des berchy (car je me suis dit qu'après tout, mon berchy n'était pas horrible). J'ai imprimé un cache-pot : catastrophique !! Ce qui m'interpelle, c'est qu'il y a des zones presques correctes, et d'autres où le motif n'est pas du tout dessiné... Je me dis que cette erreur bien particulière doit être causée par un quelque chose de précis : des contraintes au niveau des axes ? (il y a aussi de la sous-extrusion aussi, mais ça, ça m'inquiète moins : je pense que le réglage de mon flow était un peu faibme, et en plus, un moment ,l'impression a été en pause, ce qui a créé cet effet de sous-extrusion). Bref, je trouve ça très étonnant et j'aurais bien aimé avoir votre avis sur ce drôle d'effet Merci à vous


-
Je me suis fait vacciner dès que j'ai pu et franchement, face à la vague du delta, je me sens rassurée ! Si ce n'était pas le cas, je flipperais vraiment. Car ce virus (et notamment le variant delta) est plus que redoutable. Le niveau de désinformation est inquiétant. Combien de gens croient sérieusement que l'ARN peut modifier notre génome ? Ou que les vaccins sont expérimentaux ? Les désinformateurs professionnels (Boutry, Henrion-Caude, Lalanne et bien d'autres) ont bien réussi leur boulot ! Résultat : des hospitalisations et des morts qui pourraient être évitées, sans parler des covids longs, des encombrements à l'hôpital qui empêchent la prise en charge d'autres patient-e-s.
-
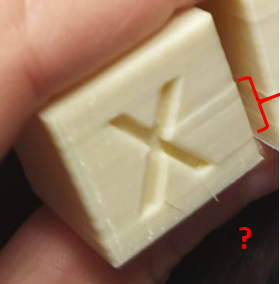
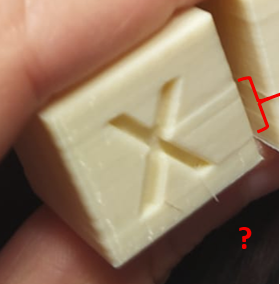
Hello , Alors, pour faire simple: non Mais je trouve que ma qualité s'est pas mal améliorée depuis le tout début. Après, avoir réglé les e-steps et le flow, j'avais fait un gros saut qualitatatif. (+ en changeant de filament). Mais j'ai une surface qui reste irrégulière... C'est assez bizarre, à certains endroits, la surface semble "ressortir", comme si elle était un peu décalée à certains endroits J'ai retendu les courroies et réglé les excentriques sans que cela améliore la qualité. Exemple avec ce cube : J'ai imprimé plusieurs fois ce cube avec différents paramètres (après/avoir réglé le flow, après/avoir resserré les courroies, etc.), ils sortent tous exactement comme ça, en tout cas, en ce qui concerne cette parois X. J'ai écrit à FLsun (je me suis dit qu'il fallait que je pose mes questions ailleurs que sur ce forum, j'ai un peu peur de vous avoir fatigués avec tous mes posts ^^). Ils m'ont répondu : "Votre problème vient probablement du slicer, essayez ce g-code et dîtes nous si vous retrouvez les mêmes problèmes". Je l'ai imprimé (c'est un berchy) mais j'ai toujours ce souci de surface pas lisse/ en avant Je leur ai envoyé ma photo. Pas trop de nouvelles pour l'instant (d'habitude, ils me répondent plus vite, ça m'inquiète un peu ^^) J'avoue ne pas trop savoir quoi faire pour l'instant. Visiblement le souci ne vient pas des paramètres de slicing, mais de la machine... Mais j'ai aucune idée d'où peut provenir cette surface en décalé. J'attends des news de FLsun, mais si entre temps, vous avez une idée, je suis preneuse EDIT : au-delà de ce souci de paroi qui ressort, la paroi n'est pas lisse. J'ai l'impression d'avoir un léger "z binding"/"z banding" (j'ai vu les deux orthographes). C'est courant sur la Ender 3 visiblement et souvent causé par une tige Z sale, mais là, que la Q5, je ne vois pas trop... EDIT 2 : ça y est, FLsun m'a répondu ! Je vais suivre leurs recommandations une par une. Je pars en vacances demain, je ne sais pas trop si j'y arriverai avant mon départ ! #frustration EDIT 3 : est-ce que quelqu'un sait ce que veut dire "check whether the parallel arm is degummed" : bras parallèle dégommé ?

-
Merci PPAC pour ta réponse. Je ne savais pas qu'on pouvait lubrifier le tube PTFE ! J'ai l'impression d'ailleurs, que ça bloque moins maintenant (même à froid). Pourtant l'extrémité me semblait bien taillée. Bon... Point à surveiller . Peut-être que la filament a un diamètre irrégulier. J'arrive à progressivement améliorer la qualité de mes cubes. Déjà, j'ai changé de filament de test et c'est mieux. J'ai fait la calibration du flow (que j'ai dû régler à 88%) et l'aspect de ma face "Z" est déjà beaucoup plus sympa. Je trouve que leur aspect reste pas ouf. La surface n'est pas lisse du tout. La comparaison avec des cubes réalisés avec ma Ender 3 du temps où elle fonctionnait bien fait un peu mal pour l'instant... Je me dis qu'il faut que je continue mes réglages... Je viens de retendre les courroies, je vais voir ce que ça donne au niveau du cube. Aussi à régler : les excentriques... Je suis allée faire un tour sur le sujet dédié sur le forum, je me rends compte que tout le monde a dû commencer par faire plein de réglages pour avoir une bonne qualité. Mais qu'une fois que les réglages sont faits, la qualité est top. En fait, ça me change pas mal de la Ender 3 Pro : j'avais réussi à avoir de beaux prints, quasiment dès le départ, sans aucun réglage (je dis "quasiment" car j'ai quand même eu des soucis au tout début. Je l'ai démontée et remontée et ça a réglé mes soucis... Peut être un problème de parallélisme). J'ai commencé à faire les réglages plusieurs semaines après l'avoir reçue et en fait, c'était plus de la vérification/du perfectionnisme car tout était à peu près OK. En tout cas, merci à toutes les personnes qui m'ont répondu . Ca m'a bien aidée et ça m'a remise en confiance je pense Je vais continuer progressivement mes réglages pour améliorer la qualité. Mais je pense que si j'ai besoin de nouveaux conseils, j'ouvrirai un nouveau topic. Car finalement, le problème de sous-extrusion semble réglé (pour la Q5... pour la Ender, j'attends ma nouvelle carte mère) !
-
Bonjour à vous ! Je me suis levée aux aurores ce matin pour aller vérifier ce dont on a parlé J'ai regardé l'extrudeur, j'ai réduit la pression (le filament était très marqué par les dents de l'extrudeur). J'ai réduit la pression au max car je pense que le filament reste bien tenu (il reste bien marqué et ça a l'air OK vu les tests que j'ai fait en suivant cette vidéo sur comment régler la pression d'un extrudeur titan) : youtube.com/watch?v=i1R7LTF9-uY J'ai commencé à regarder les engrenages comme tu m'as proposé PPAC. J'ai l'impression que c'est à peu près "OK" néanmoins, je pense que je pourrais investiguer plus, prendre un peu plus de temps de regarder et observer. Ceci dit il y a un truc qui m'a perturbée en regardant la machine et c'est pour ça que je suis pas allée au bout de mes investigations au niveau de l'extrudeur car je me suis dit qu'il fallait absolument avoir votre avis. En rentrant le filament dans la machine, j'ai l'impression que ça bloque au niveau du pneufit de la tête d'impression. Je vous mets une vidéo (bon à la fin, mon téléphone tombe, faites pas gaffe). Quand le filament atteint le niveau du pneufit, le PFTE est "obligé" de bouger et on entend un "tac" (sur la vidéo, il faut écouter attentivement pour entendre, et ça s'entend mieux vers la fin de la vidéo -- enfin, avant que mon téléphone tombe ^^). Quand je l'insère, je sens clairement que ça coince un peu à cet endroit. J'aurais bien aimé avoir votre avis à ce sujet . WhatsApp Video 2021-08-01 at 10.11.40.mp4 J'ai aussi imprimé un cube de calibration (après avoir réduit la pression de l'extrudeur) et comme vous pouvez voir, la qualité est vraiment mauvaise. Bonne journée à vous et merci encore de votre aide EDIT : je reviens de faire un tour sur le topic que tu avais partagé avec moi PPAC Je vois que sur l'image, il y a bien la question : "Le filament passe sans entrave ?". Ca me semble clairement pas le cas chez moi... J'imagine qu'il faudrait que je change ce pneufit EDIT 2 : bon, en fait, je crois que la piste du pneufit n'est pas la bonne. J'ai fait mon test à froit, mais à chaud, je ne crois pas ressentir autant de blocage Du coup, j'ai pris le temps de regarder l'extrudeur. Je l'ai démonté, passé un coup de brosse, je l'ai manipulé, etc. Je ne pense pas qu'il y ait de point dur. Par contre, le ressort est quand même très rigide, donc le filament ne peut être que très serré contre la roue. J'ai refait un cube de calibration après ce nettoyage, au cas où ça améliorerait les choses... La qualité reste similaire. Mais en fait, j'ai l'impression de plus avoir trop de sous-extrusion au final ? Juste une qualité pourrie... Je vais peut-être quand creuser cette histoire de pneufit... vraiment essayer de "sentir" si le filament bloque quelque part.

.thumb.jpeg.a14b888b6190f40a1064e1c8e6b7d0d7.jpeg)
.thumb.jpeg.caa430fa598a61ff837113a52a95082a.jpeg)
-
Merci pour vos suggestions. Je vais essayer d'examiner de plus près ce système d'engrenage. Merci, tu as raison. Je crois qu'un de mes défauts est que je panique un peu facilement dès qu'il y a un défaut. Il faut que je sois calme, tranquille et pas stressée ! Cette idée de se mettre dans la peau du filament, de voir par où il passe et où ça peut peut coincer me plaît bien Pas encore ! Mais c'est mon prochain print
-
Merci encore pour vos retours, J'ai un petit doute concernant le bras fendu de l'extrudeur pour la Q5, pour la simple raison que ce n'est pas du tout le même type d'extrudeur. C'est un extrudeur de type titan. C'est vrai que pour la Ender 3, c'est un défaut très connu : l'extrudeur qui casse, parfois seulement après quelques mois d'utilisation (d'ailleurs j'avais remplacé le mien par un alu en préventif... et c'est un truc que j'investiguerai quand mon Ender 3 aura une carte mère fonctionnelle). En fait, je dirais que sur l'Ender 3 c'est un truc de base à vérifier, sur la Q5, je ne suis pas trop sûre. Ceci dit, j'ai quand même voulu lever le doute et j'ai fait des vidéos de mon extrudeur qui tourne (après avoir enlevé le capot). J'avoue ne pas l'avoir complètement démonté (déjà qu'en enlevant simplement le capot, le ressort a volé et j'ai eu du mal à le retrouver... déjà que ça m'a fait flipper en me disant qu'il fallait que je le remonte bien comme il faut cette partie là). Est-ce qu'a priori, vous voyez quelque chose qui cloche ? Merci à vous Et pour répondre aux autres questions : Non j'utilise la carte SD fournie avec, ou octoprint. Le souci est le même. Je vais tester avec une carte SD reformatée Non je n'ai pas de capteur de fin de filament. Je vais regarder plus attentivement, mais je n'ai rien vu de choquant à première vue Oui, j'ai lu. Mais je trouve ça un peu "large", j'aurais bien aimé qu'on m'oriente un peu... En fait, comme avec l'Ender 3, j'ai tout testé dans tous les sens (sans avoir résolu à résoudre le problème), je me dis qu'il faut absolument que j'arrive à hiérarchiser... Mais comme la sous-extrusion peut être causée par plein de trucs, c'est compliqué WhatsApp Video 2021-07-30 at 19.10.46.mp4
-
Merci beaucoup pour vos réponses Je précise que je vais répondre pour ma FLsun Q5 (que j'ai reçue avant-hier donc qui est toute neuve). La carte mère de ma Ender 3 Pro étant cassée, je l'ai mise un peu de côté (et j'attends de voir si Creality accepterait de m'en envoyer une nouvelle vu que la machine est encore sous garantie) Ça c'est cool Je suis en train d'en imprimer un... Oui, ça sort sans souci ! Mais est-ce qu'il ne pourrait pas y avoir un bouchage partiel de la buse ? Par exemple des petits bouts de silice qui se sont mis dedans et empêchent le filament de sortir de manière bien régulière ? C'est pas totalement impossible, j'imagine... Mais ma machine a deux jours : est-ce que ça te semble possible de rencontrer ce problème avec une machine quasi-neuve ? J'ai testé : ça tire pas mal ! J'ai pas essayé de le bloquer trop trop fort (pas envie de casser quelque chose), mais clairement, avec une force modérée, je n'arrive pas à empêcher le filament d'avancer. Pas de claquement, pas de patinage. Je viens de faire plusieurs tests : la calibration a l'air OK. Quand je demande 50 mm, c'est 50 mm qui entre. Quand je demande 70, c'est 70, etc. Merci c'est gentil J'ai vérifié et c'est bon : pas de couture aléatoire La température d'extrusion est de 200°C et la ventilation est bien de 100%. Donc a priori, tout est OK à ce niveau là. J'ai l'habitude d'imprimer à 60°C. Ca fonctionnait bien sur ma Ender 3. Avec la Q5 (sur laquelle le bed est beaucoup plus adhérant!), je peux tenter 50°C pour voir si ça améliore mes résultats. A première vue, je n'ai pas constaté de souci avec l'extrudeur (qui est tout neuf). Comment voir si l'extrudeur saute des pas ? C'est vrai que je fais bien gaffe à ce niveau là, voire je fais du zèle (sacs sous vide avec gel de silice, dans le sud-est) Ce que je vais essayer de faire pour les prochaines étapes : - je vais refaire la calibration du "bed levelling" sur la Q5 + essayer de réajuster pour Z0 (la Q5 a par défaut un composant similaire au BL-touch). Enfin, je reste assez dubidative avec mon bed levelling et je me dis que le souci est peut-être là ? (les buses trop proches du plateau pouvant être bouchées). En fait, quand je fais le test de la feuille A4, j'ai l'impression que la buse est trop haute (par rapport au ressenti habituel que j'ai avec la Ender 3) : la feuille bouche bien librement. Mais quand j'imprime, ma première couche a l'air hyper écrasée... Je ne sais pas trop quoi penser de ça... C'est assez perturbant. Donc peut-être repartir de 0 par rapport à ça. Je doute que ce soit vraiment l'origine du problème, mais je me dis autant partir sur de bonnes bases - Imprimer un cube avec un bed 50°C (j'ai vite fait imprimé un "filament filter" : il a de la sous-extrusion mais je me dis que ça fait l'affaire ! et ça fera une source de problème en moins)
-
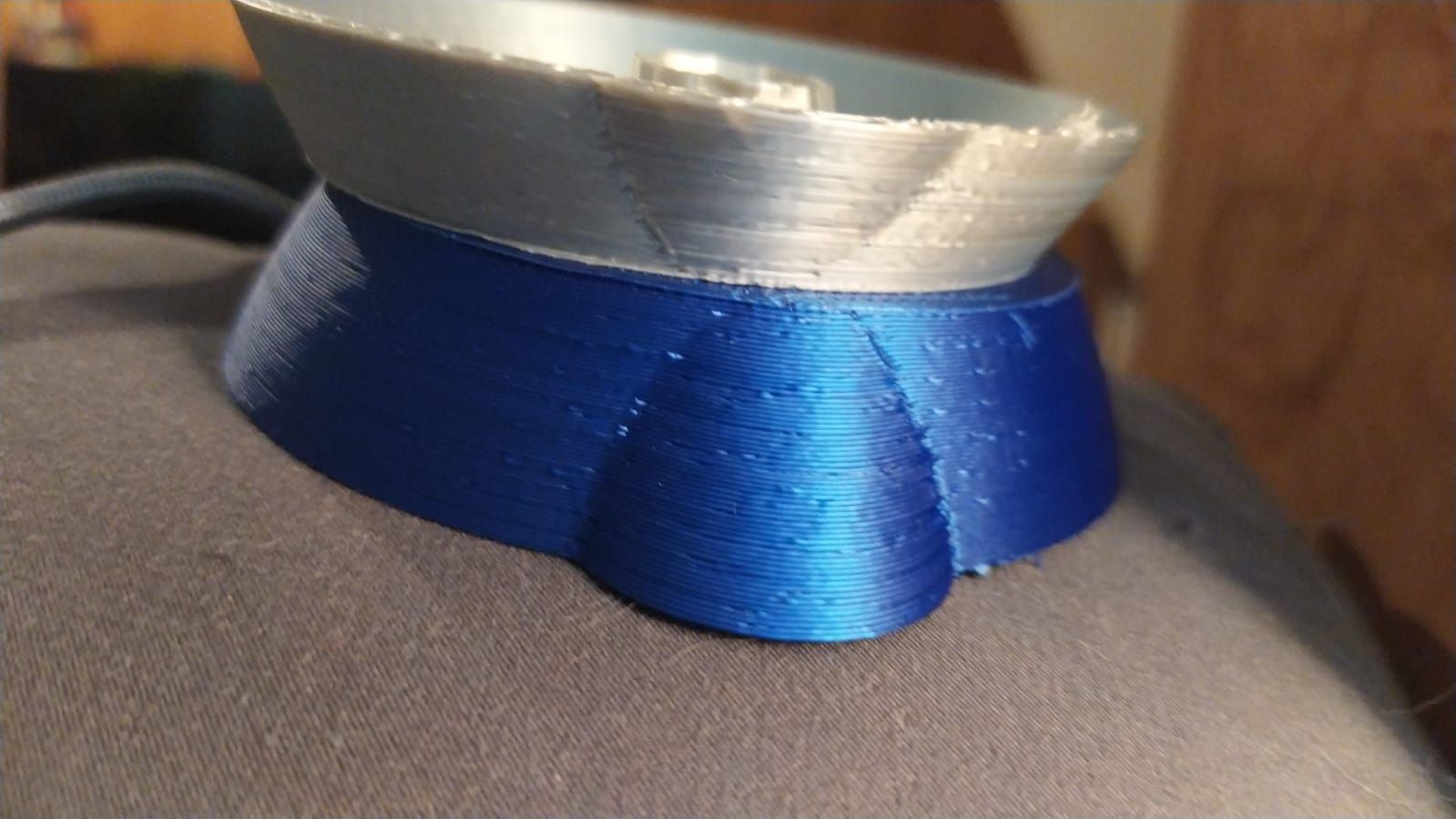
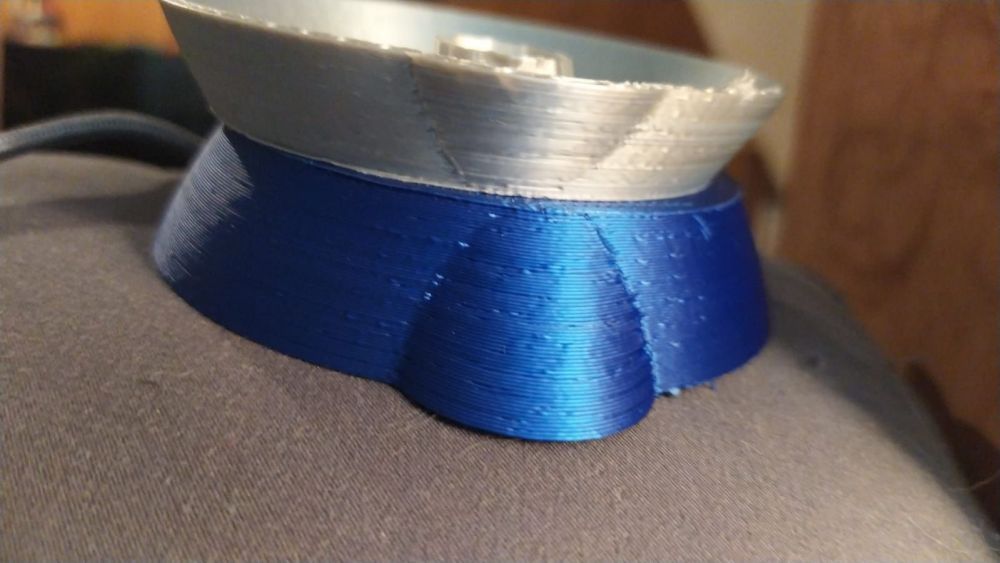
Bonjour, Avant d'entrer dans le vif du sujet, je vais vous expliquer le contexte (et donc vous raconter ma vie ^^). Contexte : un problème récurrent de sous-extrusion sur ma Ender 3 Pro J'ai une Ender 3 Pro depuis un peu moins d'un an que j'ai utilisée jusqu'au mois de mai de cette année sans trop souci (à part au tout début). Je l'ai utilisée quasiment 24/24 avec beaucoup de joie, je me suis mise à faire de la modélisation 3D pour pouvoir imprimer mes "sculptures", etc. Mais depuis fin mai, j'accumule les pannes. Et en particulier, j'ai eu des soucis de sous-extrusion impossibles à résoudre. J'ai changé et/ou repositionné je ne sais combien de fois la buse (parce que je me disais que peut-être, je n'arrivais pas bien à la coller au PTFE). Idem, le tube PTFE, je l'ai enlevé et remis je ne sais pas combien de fois. L'extrudeur fonctionne correctement et est bien calibré. J'ai aussi nettoyé et changé les ventilos + le hotend (ouais, j'ai fait plein de trucs sans vraiment bien hiérarchiser car j'ai reçu 10000 conseils dans tous les sens sur certains groupes Facebook.). Au final, après 2 mois de galère et une nième fois à vouloir repositionner la buse, j'ai eu des étincelles au niveau de la cartouche de chauffe. La carte mère est grillée (problème identifié à l'aide de ce forum et confirmé par Creality). Il est pas impossible qu'après deux mois d'efforts, l'angoisse ait pris le dessus et m'ait amenée à être moins minutieuse que d'habitude. Je n'ai pas bien compris ce qui s'est passé mais je me demande si un mauvais geste n'a pas conduit à ces étincelles. Tout ça m'a beaucoup déprimée et j'ai pas mal perdu confiance dans mes capacités à faire de l'impression 3D . J'avoue que désormais, un "simple" geste comme un changement de buse me fait peur. Je me suis dit : soit j'abandonne tout (l'impression 3D étant pourtant devenue ma passion) soit j'achète une nouvelle imprimante pour repartir de 0, me remotiver et reprendre confiance (ce qui ne veut pas dire que je renonce à réparer ma Ender 3 pro... Mais avoir deux imprimantes peut être pratique quand l'une tombe en panne) ==> J'ai décidé d'opter pour la 2nde solution et j'ai acheté une FLsun Q5 De la sous-extrusion sur ma toute nouvelle imprimante (FLsun Q5) Avant hier, je reçois ma nouvelle imprimante : une FLsun Q5. Je la monte et je lance l'impression de l'éléphant (modèle de base) avec le PLA fourni avec la machine. L'impression est correcte mais souffre d'une légère sous-extrusion. C'est normal : l'extrudeur est de base calibré en sous-extrusion. Je calibre mon extrudeur et je lance des impressions avec un filament que j'ai depuis longtemps et que j'utilise abondamment pour faire des tests (je trouve la couleur moche donc je l'utilise pour tout ce qui est calibration, tests et tout). Et là : cata. De la sous-extrusion horrible. Encore pire qu'avant ma calibration . Vous imaginez bien que je suis horrifiée. Le cauchemar de la sous-extrusion recommence Une hypothèse : mes bobines de PLA ont un souci Bon, j'essaie de me calmer et de comprendre... Si le souci a persisté sur ma Ender 3 pro malgré tous mes efforts... Si ma Q5 rencontre le même problème alors qu'elle est toute neuve (à priori, je pense que la buse et le pfte sont bien montés)... C'est peut-être mes bobines qui posent souci, et notamment ma "bobine test". Et là j'ai une hypothèse... Pour éviter qu'elles prennent l'humidité, mes bobines sont stockés avec du gel de silice dans des petits récipients que j'ai imprimés. Le souci, c'est que ces billes de silices ont tendance à se casser quand on les chauffe pour les rendre à nouveau sec. Et clairement, j'ai de la poussière (poussière de silice du coup) sur certaines de mes bobines (voire sur toutes celles qui sont entamées ? purée j'en ai au moins une vingtaine...) Je pense que ma "bobine test" est particulièrement touchée par ce phénomène... (pourtant je l'ai aspirée mais pas sûr que ça suffise tellement ces grains de poussière peuvent se nicher partout.) Ce que je viens de faire pour vérifier ça J'ai enlevé ma "bobine test" et j'ai juste nettoyé à l'aiguille (j'ai décidé d'éviter autant que possible des gestes techniques comme enlever la buse après mon traumatisme de l'Ender 3... mais je ne sais pas si le nettoyage à l'aiguille suffit dans ce genre de cas). J'ai mis une bobine quasi neuve (qui n'est pas poussiéreuse selon moi) et j'ai relancé une impression. Je vois que la sous-extrusion persiste Mes questions En gros, mes questions sont : que faire désormais ? Question 1 : Comment puis-je vérifier mon hypothèse ? Faut-il que je change la buse avant de relancer une impression avec une bobine de PLA neuve ou quasi-neuve ? Faut-il que je change le tube PTFE ? Comme je l'ai dit, je veux éviter ça (le changement de buse et/ou de tube PTFE), mais si ce n'est pas possible de faire autrement, je m'y résoudrais le cœur lourd. Est-ce que le tube PTFE peut être atteint par cette poussière ? Est-ce que je devrais acheter du filament nettoyeur pour être certaine qu'il n'y a plus de poussière, par exemple dans le tube PTFE Question 2: Est-ce qu'il est possible de "rattraper" les bobines "poussièreuses" ? J'ai déjà essayé d'aspirer, mais peut-être pas assez... Est-ce que quelqu'un a déjà eu ce souci et a pu le résoudre ? Est-ce qu'il est éventuellement possible de mettre un truc à l'entrée de l'extrudeur qui "nettoie" le filament ? (du genre ça passe dans du coton ou un tissus de microfibre et ça nettoie) EDIT : je vois que ça existe et ça c'est cool https://www.thingiverse.com/thing:3033662 Question 3 : Comment éviter le souci à l'avenir ? Bon là, je crois que la question est assez simple et qu'il y a plusieurs possibilités : ne prendre que des billes de silices en sachet de papier, envelopper les récipients que j'ai imprimés par des sachets en cotons, etc., etc. Tout conseil, avis, m'aiderait ! Peut-être que je me plante avec cette histoire de poussière... Merci à vous ! (dans la photo ci-jointe : le bleu correspond à ma bobine test et l'argent à ma bobine quasiment neuve que j'ai utilisée après un nettoyage de la buse à l'aiguille)
-
Constance Rabban a changé sa photo de profil
-
Ender 3 Pro : mauvaises températures
Constance Rabban en réponse au topic de Constance Rabban dans Entraide : Questions/Réponses sur l'impression 3D
Mince... Bon au moins je sais ce qu'il me reste à faire ! Grand merci à tous pour votre aide et les infos ! Bon à savoir !





.jpeg.3ea8fb835a9150461a324006d066546b.jpeg)
.jpeg.35a95aa8debfd4ba646f83cc2158aa5f.jpeg)