Samy5
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Récompenses de Samy5
")





-
Oui je pense que là, le PTFE est plus que null / je viens de tenter un truc simple : une bougie et j'ai placé un morceau du PTFE à côté .. et verdict le PTFE se rétracte après quelques secondes il se rétracte comme une gaine rétractable pour de l'électronique : pas autant heureusement mais c'est hallucinant Oui le ventilateur est positionné correctement. Depuis ce matin le print continu et 0 souci avec nous les éléments de base remontées. Je pense que mon souci est bien lié aux : PTFE / la buse / heatbreak Tu aurais des liens sur quoi prendre afin de remplacer pas des éléments plus qualitatif que les éléments de base de la X1 ? J'ai vu également des upgrades : de l'extrudeur par d'autre, ou de rester sur le modèle de base en changeant le bloc de chauffe etc... Mais je suis un peu perdu
-
Salut @MrMagounet Merci pour ton retour, J'imprime max à 210° et le ventilateur fonctionne bien. Typiquement depuis ce matin, avec le matos d'origine, le print se passe correctement sans souci. Côté upgrade, ce que j'ai pris est bon ? ou ce n'était pas les bons choix ? Pour le PTFE capricorne, en fouillant sur le net, j'ai vu qu'il y avait apparemment beaucoup de contrefaçon
-
Bonjour les amis, J'ai voulu upgrade un peu ma X1 (qui a un plateau creux environ 0,2/0,3 mm) j'ai installé un bed PEI (c'est tellement bien) j'ai installé le firware Marlin 2.0.8.1 pour pouvoir faire mon leveling sur 9 points et corriger un max le défaut du plateau j'ai changé les ressorts du bed pour mettre des tampon en silicone (c'est top aussi) // Ici c'était le top // et après j'ai changé l'extrudeur pour du metal et dans la foulée le PTFE pour du capricorn j'ai terminé avec un changement de buse (acier trempé) et le Heat break (pour la version de Trianglelab v6 bi-métal en alliage de titane) Après tout ceci, la galère a commencé ... La buse a commencé a se boucher .... ainsi que le Heat break ... le PTFE capricorn a fondu au contact du heatbreak ce qui a bloqué le filament aussi .... Côté filament, j'imprime 99% du temps du PLA (SUNLU+ ou Wanhao) / j'ai imprimé 1 fois du TPU Pendant le démontage de la tête, le PTFE était soudé au heatBreak, j'ai du tirer à fond j'ai dévissé la buse bouchée et j'ai voulu retirer le heatBreak et là : un ENFER / il avait complétement fusionné avec la pièce métallique .... Verdict : le nouveau Heat break est complètement mort et la buse en acier est bouchée .... et le PTFE capricorn j'ai des doutes sur la qualité -> En attendant, j'ai remonté l'ancien matos (d'origine) ce matin et j'ai lancé un print et j'ai l'impression que ça fonctionne comme avant. (déjà 1h de print sans souci, encore 20min) Je voudrais comprendre/savoir si j'ai mal choisi mon Heat break, la buse en acier ou le PTFE ? Et si c'est le cas, ce que j'aurai du prendre ? Merci par avance pour le coup de pouce
-
Bonjour, J'ai un souci depuis 1-2 semaines pendant les prints. Le print démarre sans souci et ne plante pas mais pendant le print, il peut arriver que la tête se fige quelques secondes et continu ensuite le print. En soit rien de dramatique car tout roule mais comme la tête se fige, il y a des petites coulures. Si quelqu'un a une idée du souci et comment corriger ça serait top
-
Cicatrices sur print
Samy5 en réponse au topic de Samy5 dans Paramétrer et contrôler son imprimante 3D
J'ai découper le modèle pour print juste la tête car c'est elle qui me pose souci. Je vais faire 2-3 tests avec différent réglage histoire de trouver ce qui passe le mieux. Merci pour ton coup de main -
Cicatrices sur print
Samy5 en réponse au topic de Samy5 dans Paramétrer et contrôler son imprimante 3D
Merci pour ta réponse, Je vais faire un test, tu me conseilles quel réglage pour un premier test ?
-
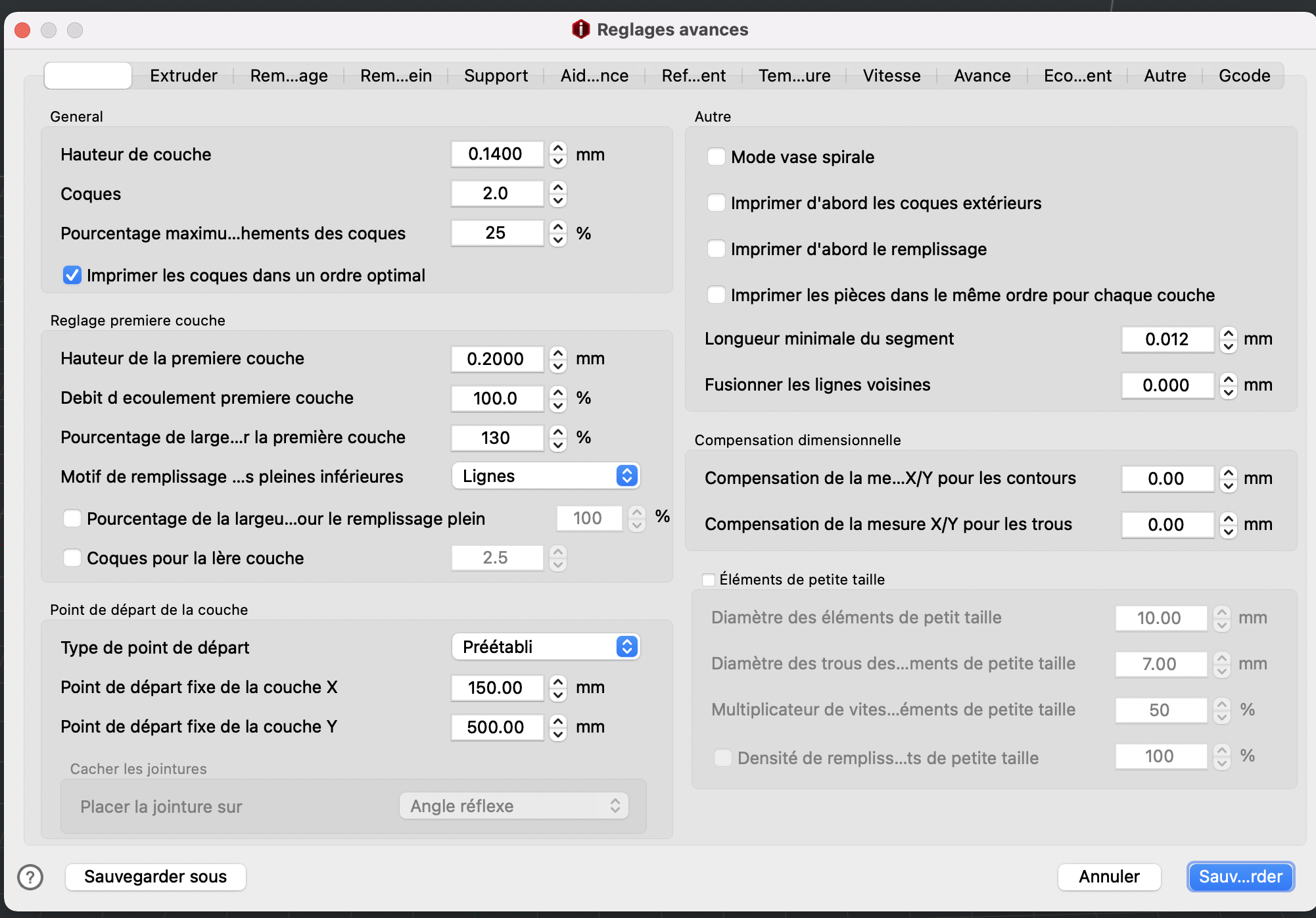
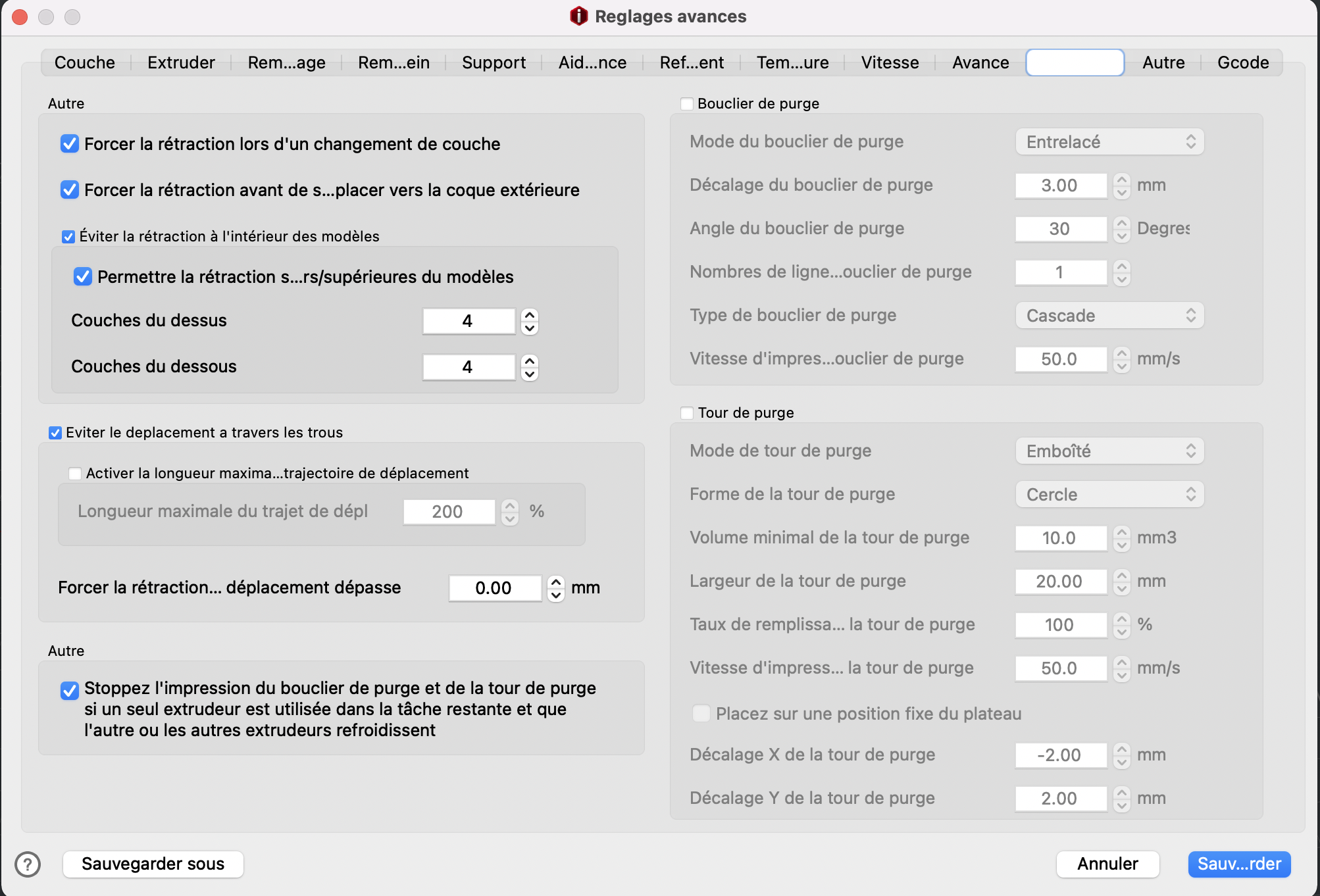
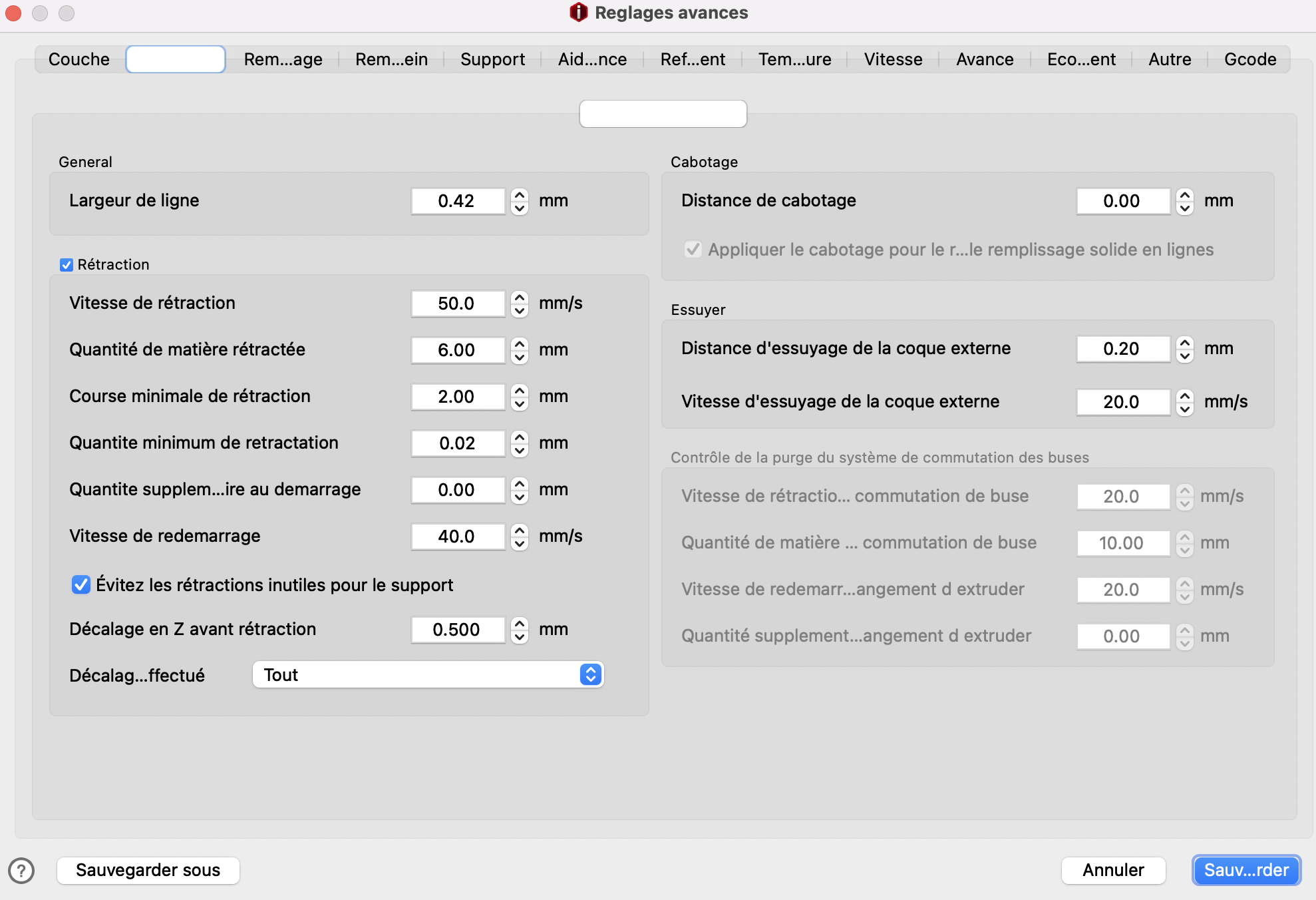
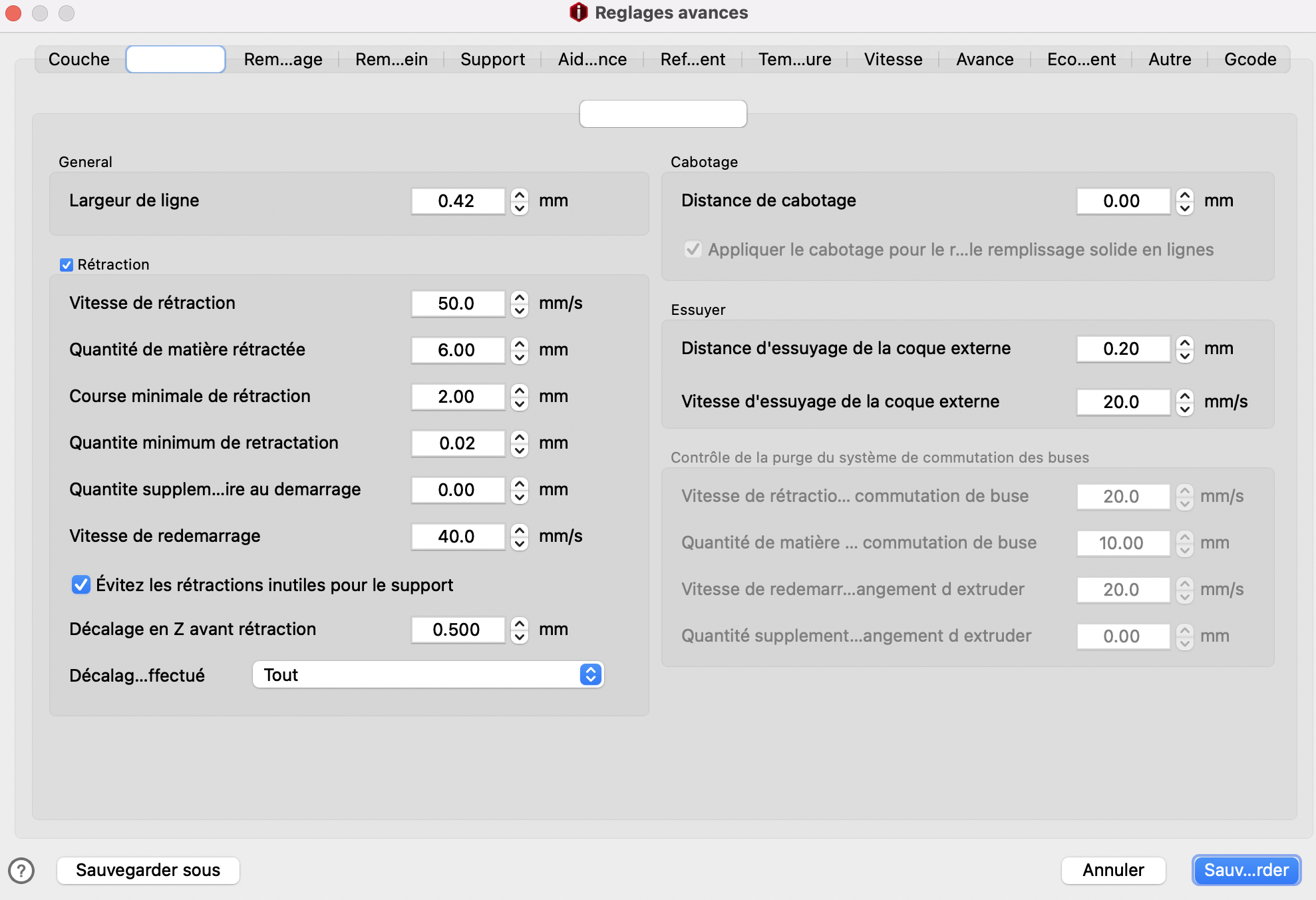
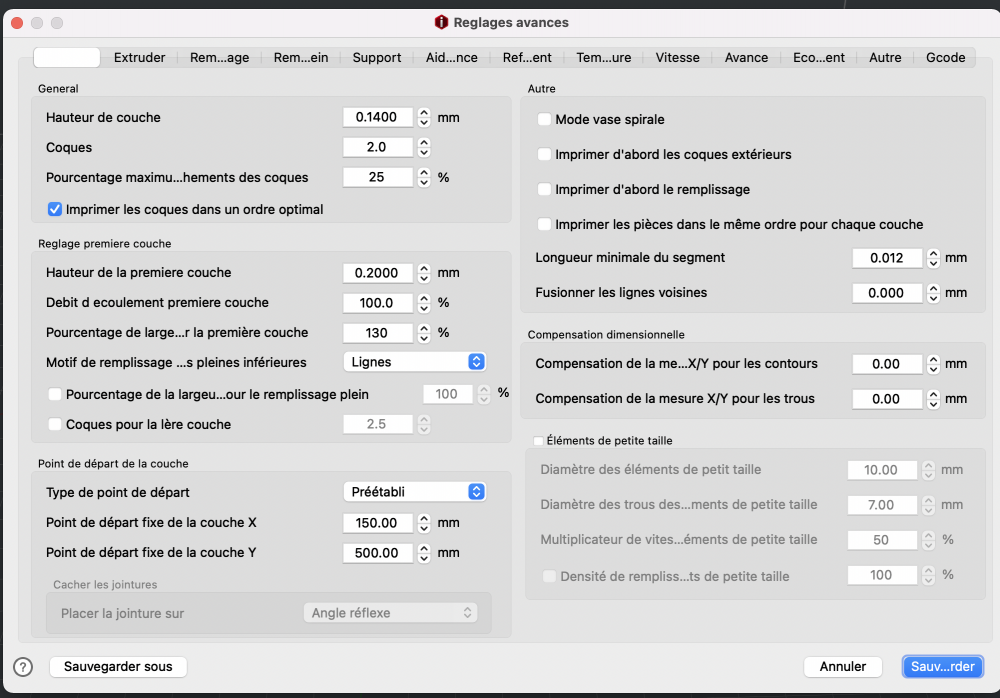
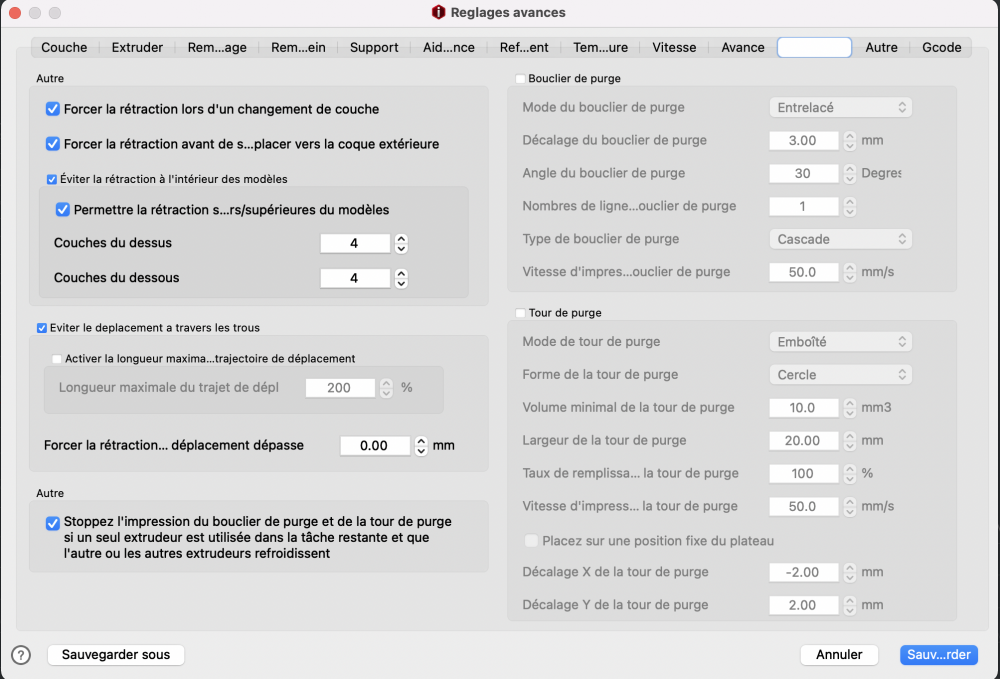
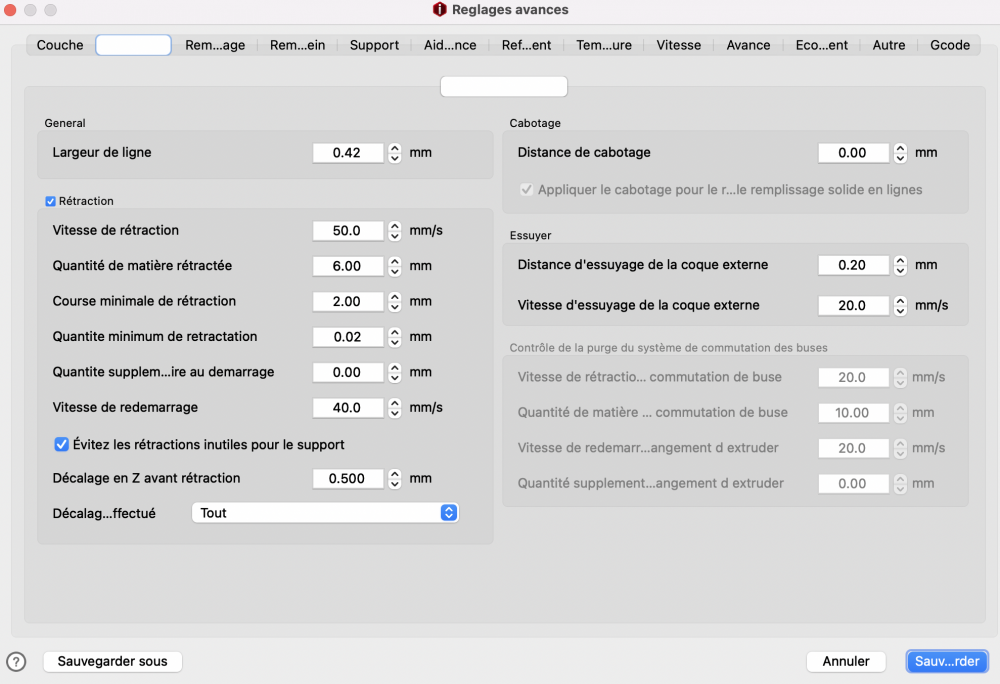
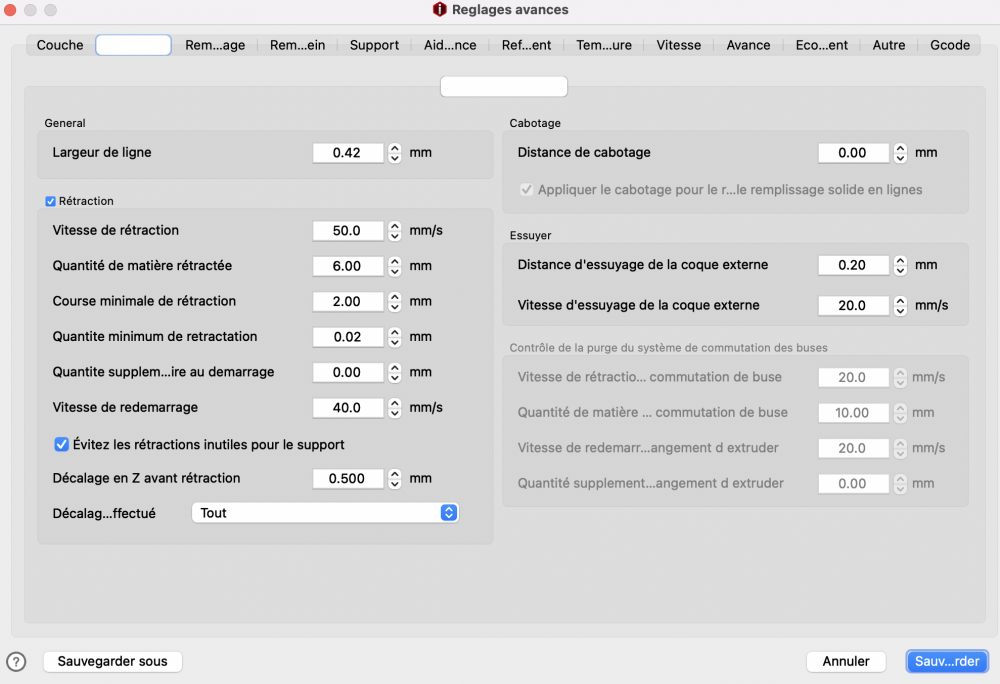
Bonjour, J'ai un souci avec un print, j'ai des cicatrices aux mêmes endroits Poisson du bas 0,2 rétraction vitesse 50mm/s quantité rétracté 6mm/s Le poisson du haut : 0,14 rétraction vitesse 40mm/s quantité rétracté 4mm/s cabotage 1mm Au global température bed : 55° température extrudeur : 210° Pour la température du filament, je me base sur la tour de température que j'avais fait. Le poisson du bas a été imprimé en premier et celui du haut en deuxième après avoir eu des conseils me disant que le souci venait de la rétraction. Le souci c'est que sur le poisson du haut il y a toujours les cicatrices et des fils un peu partout ^^ Mon imprimante : SidewinderX1 Filament : SUNLU+ Slicer : ideamaker
.thumb.jpg.77f667f78832af47b440104e5a480b0a.jpg)
-
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Ce print c'est 1 de matière rétractée pour une vitesse de 25 Et j'ai changé la température pour 180 Y'a du mieux mais tjs 2-3 fils, bon là avec un ponçage ça passe mais si je fais un print articulé, le ponçage est beaucoup plus compliqué donc je vais continuer à tester

-
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci C'est exactement ce que je fais actuellement Sur Ideamaker j'étais à 1,7 de matière rétracté pour une vitesse de 40 On m'a conseillé 1 de matière pour une vitesse de 25 Je teste, je teste -
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour vos réponses. Après avoir retourné le problème dans tous les sens, je pense être sur la bonne voie. Mon souci n'était pas lié à l'imprimante car cette dernière est bien réglé. On m'a fournis un gcode réalisé avec Simplify3d et là -> 0 souci. Partant de là, j'ai retourné cura pour comprendre les paramètres et il y a un paramètre que je devais cocher pour lever la buse entre chaque déplacement ce qui a un peu aidé mais n'a pas résolu le souci. Ensuite on m'a conseillé d'utiliser IdeaMaker et là 1er print sans souci. Donc bonne new j'ai du coup regardé les réglages et c'est bien plus complet. Malgré tout ça, le décollement était toujours là de temps en temps. J'ai de ce fait, regardé les filaments et les différences, donc AmazonBasic (celui que j'avais) n'est pas top top ^^ et peut expliquer les soucis de décollement. Il y a aussi le point sur l'endroit où se trouve l'imprimante, elle n'est pas proche d'une fenêtre mais je pense qu'il devait y avoir tout de même une différence de température provoquant un décollement. Partant de tout ça, j'ai réalisé un caisson DIY et j'ai changé de filament. Et là, miracle, pour le moment, plus de décollement. Juste un souci de "fil" entre les pièces (que j'ai uniquement avec IdeaMaker ^^) donc surement une option à configurer. Donc les points important à retenir (quand l'imprimante est correctement configuré) : - l'endroit où se trouve l'imprimante (si possible faire un caisson histoire d'éviter tout changement de température) - le choix du filament - le réglage du slicer Voilà, en espérant que ça puisse en aider d'autres.
-
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Je dois t'avouer que tu m'as un peu retourner le cerveau / j'ai regardé le tuto et normalement l'imprimante est correctement configuré J'ai trouvé un autre profil Cura "me disant que c'était peut-être le souci" mais à 50° la pièce se décolle tout le temps. j'ai voulu imprimer : le chat de calibration : https://www.thingiverse.com/thing:1545913 et ba sans succès Sur ma 2e tentative j'ai même rajouté une bordure mais ça n'a rien changé.

-
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour ta réponse mais mon imprimante sidewinder a un extrudeur «direct-drive» du coup dans ton tuto il est noté que c'est pour un extrudeur type Bowden, donc j'en conclu que je n'ai rien à faire ? -
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci de ta réponse. Logiquement oui j'ai bien suivi tout ce que je devais faire. J'ai suivi le tuto recommandé pour l'imprimante : ici En pièce jointe les paramètres de CURA ASX1_Octopus_v5.5_support.html -
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour ta réponse. Niveau réglage cura pour le moment j'ai tout en mode par défaut , j'ai juste testé une impression vers l'avant du plateau et plus au centre tout simplement. hauteur de la couche : 0,2 hauteur de la couche initiale : 0,3 température d'impression : 200 température du plateau : 60 température du plateau couche initiale : 80 (sans, 4 fois sur 5 ça n'adhère pas) Activer la rétraction : oui Vitesse d'impression : 50 Activer le refroidissement de l'impression : oui vitesse du ventilateur : 100 Je vais tester de changer la hauteur de la couche initiale pour voir si sur le centre c'est mieux. Oui j'ai vu les différentes technique colle, scotch etc. mais ça me fait mal également ^^ Le plateau est en verre et la fixation chauffante est collé au plateau (j'ai déjà regardé) mais apparemment c'est facile à retirer et à recoller mais bon, si je peux m'en sortir avec mon plateau ça sera encore mieux Est-ce que tu as de bonne impressions de tests afin de bien voir si l'imprimante tourne comme il faut ? Niveau réglage cura, je débute donc j'imagine bien qu'un petit réglage mal réalisé peut bousiller l'impression. -
Tout sur l'Artillery Sidewinder X1
Samy5 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour ton retour, Effectivement, si j'imprime sur une plus grande zone je n'ai pas de souci. J'ai testé d'imprimer ceci : pour avoir la bonne quantité de spaghetti haha (le côté contre le plateau est moins jolie que l'autre côté mais ça à fonctionné) En partant de ce principe j'ai testé une 2e impression (qui vient de se terminer) sur un côté du plateau et là pas de souci non plus. Par contre il a fait un peu n'importe quoi dans le troue ^^ c'était le côté contre le plateau Du coup, pour imprimer au centre correctement, quelque soit la taille de l'impression, tu as une petite astuce ? ou c'est mort ? Oui j'ai déjà testé , tout roule pour chaque côté mais pas pour le centre Ma copine aime les licornes du coup je vais retester cette impression https://www.thingiverse.com/thing:2839133 Car avant tous les tests que j'ai fait jusqu'à maintenant, dès que l'impression commençait : le filament ne se déposait même pas sur le plateau : uniquement 2 ronds autour des pieds et ensuite gros caca ^^ On avance j'arrive pour le moment à imprimer 2-3 choses et c'est un début



.jpg.be76ce4051e562fedbb6247af90ecbeb.jpg)