Dany Ritaine
-
Compteur de contenus
2 -
Inscrit(e) le
-
Dernière visite
Récompenses de Dany Ritaine
")




-

Conseils pour améliorer les impressions ?
Dany Ritaine en réponse au topic de Dany Ritaine dans GEEETech
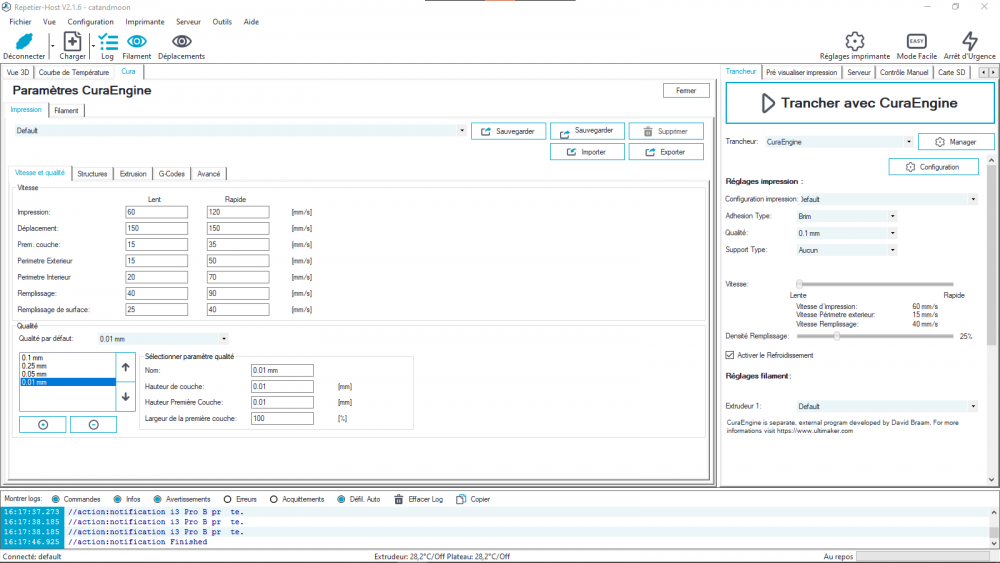
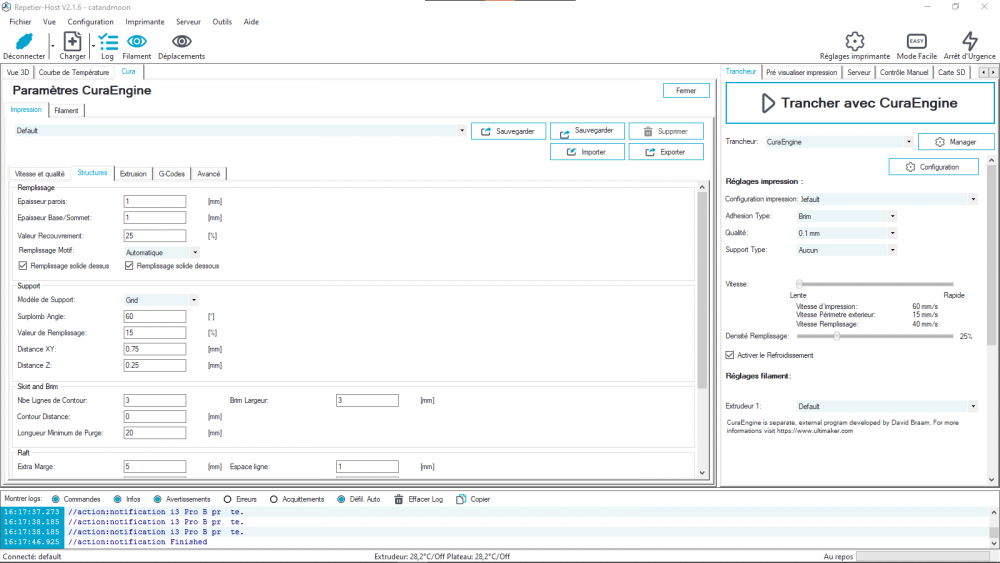
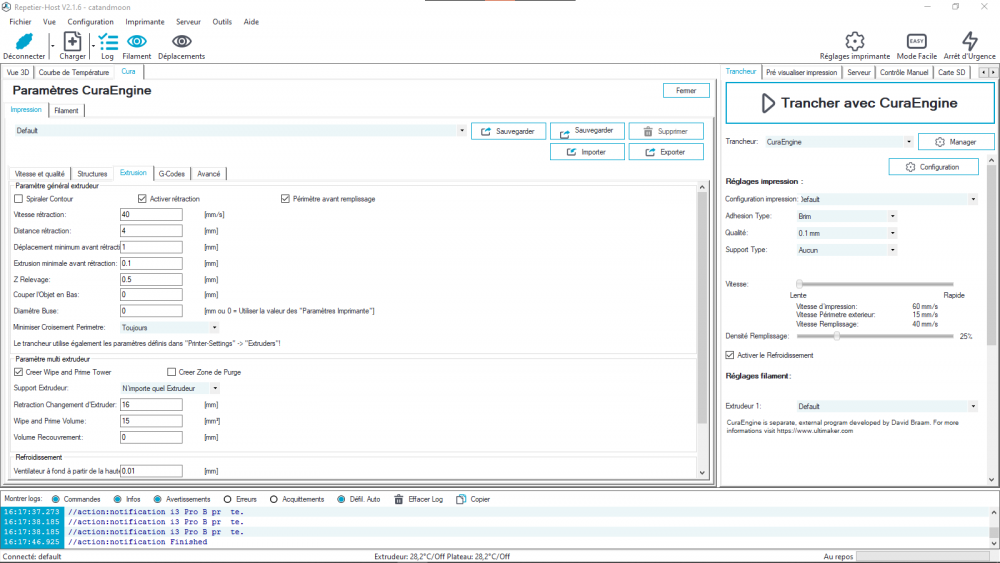
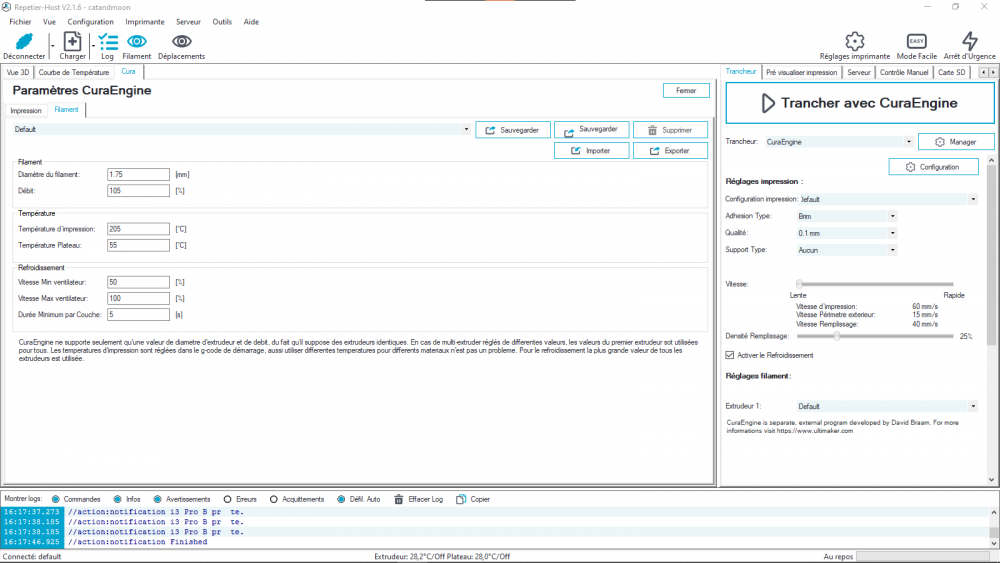
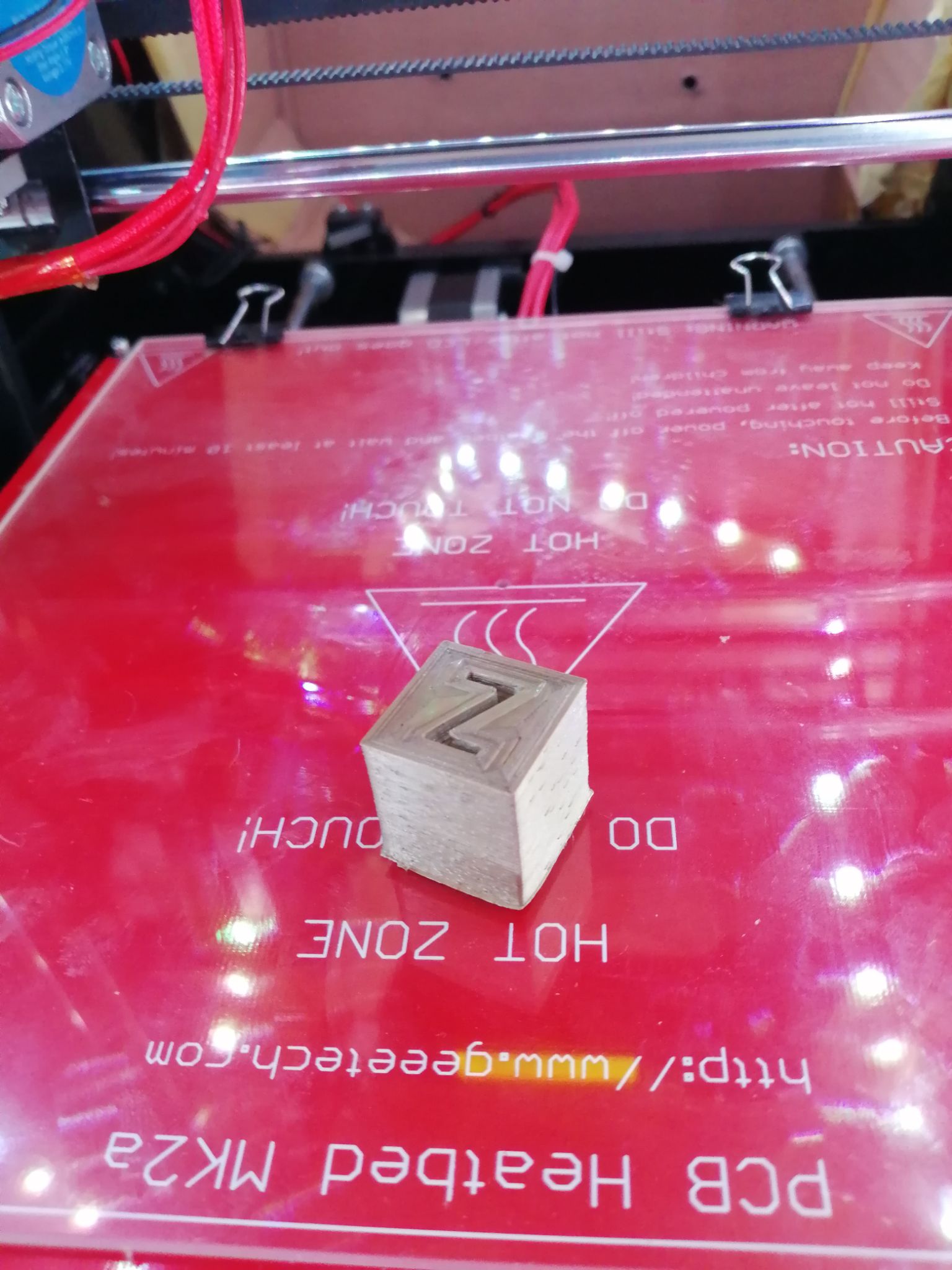
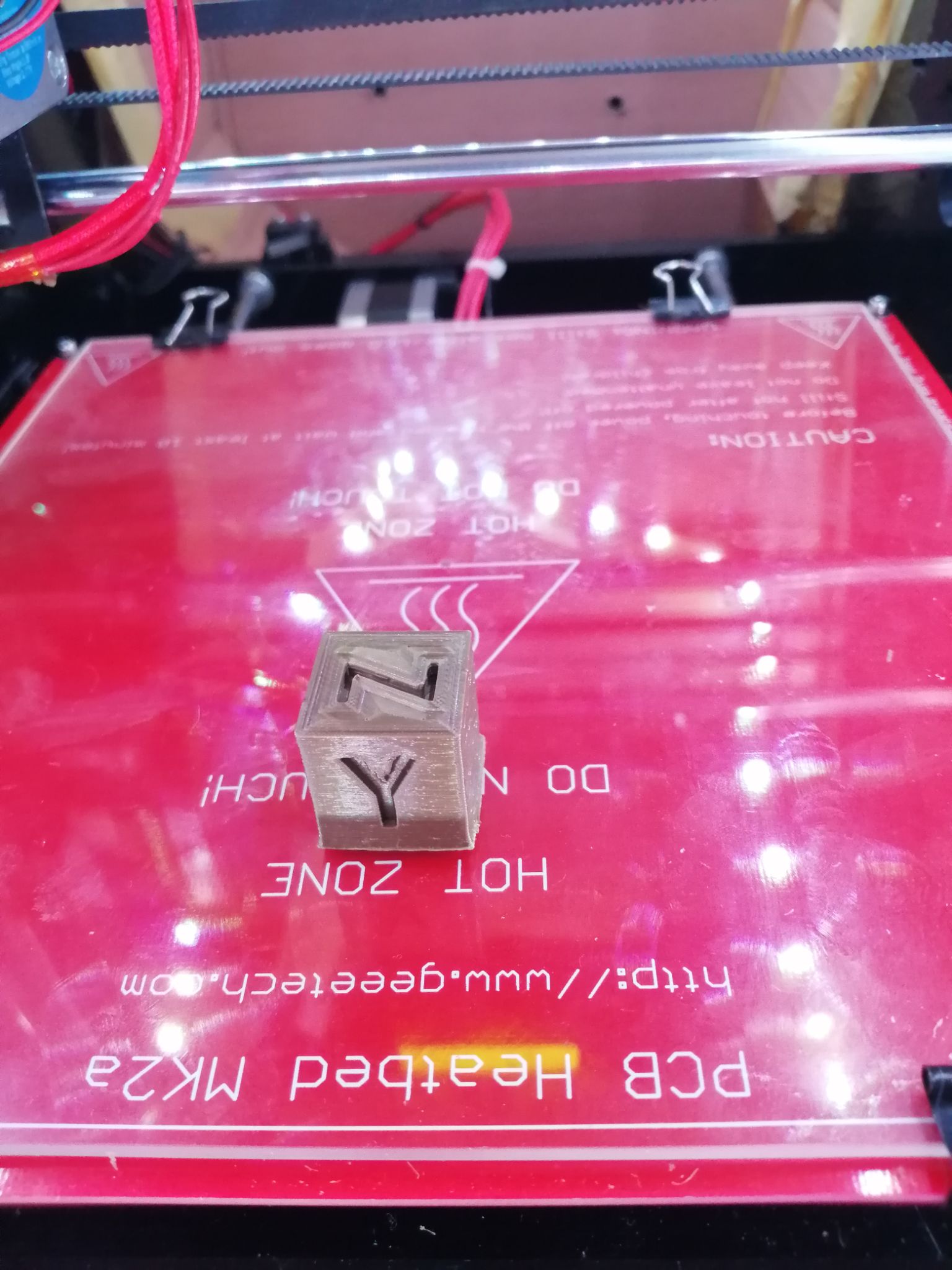
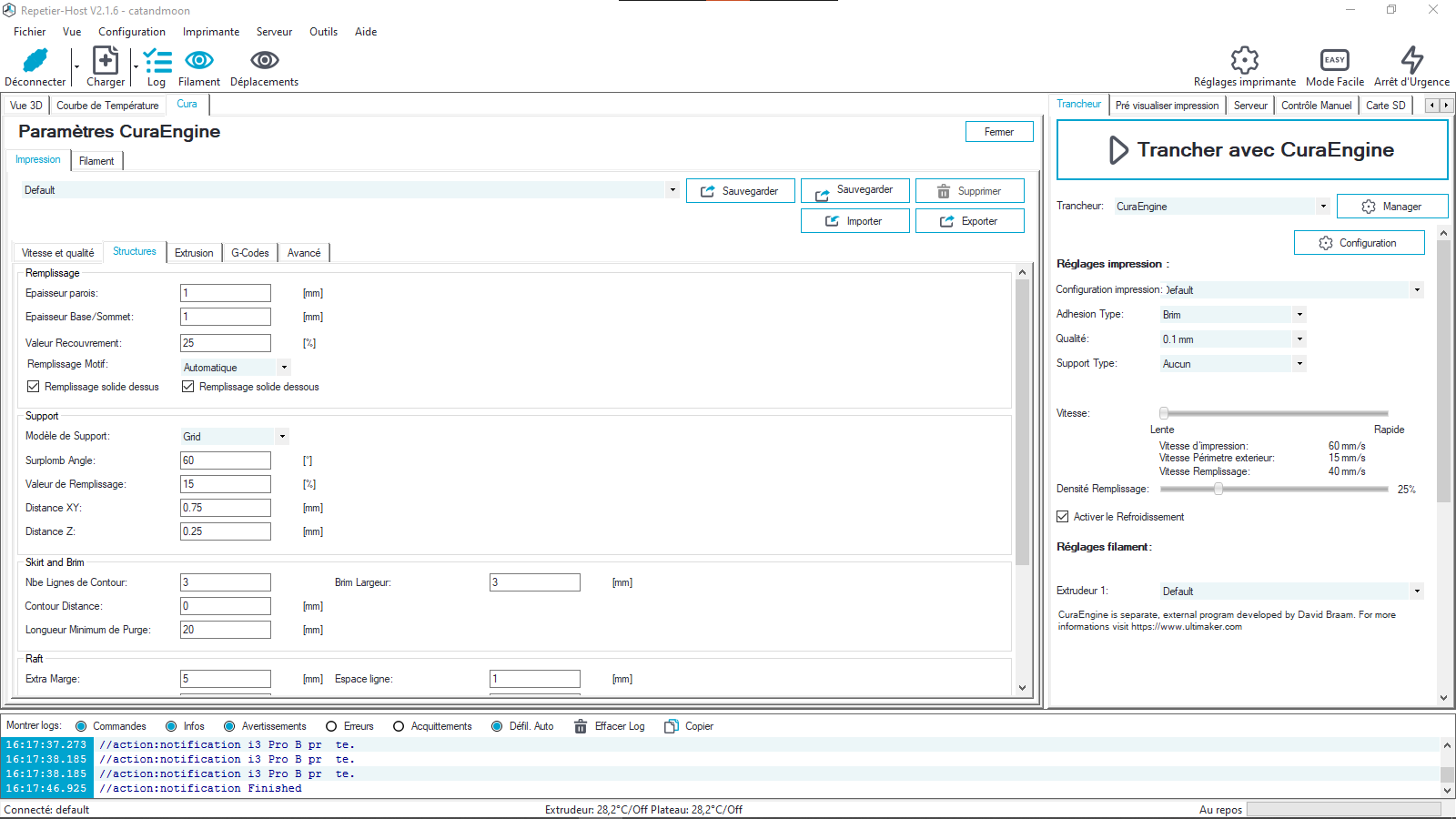
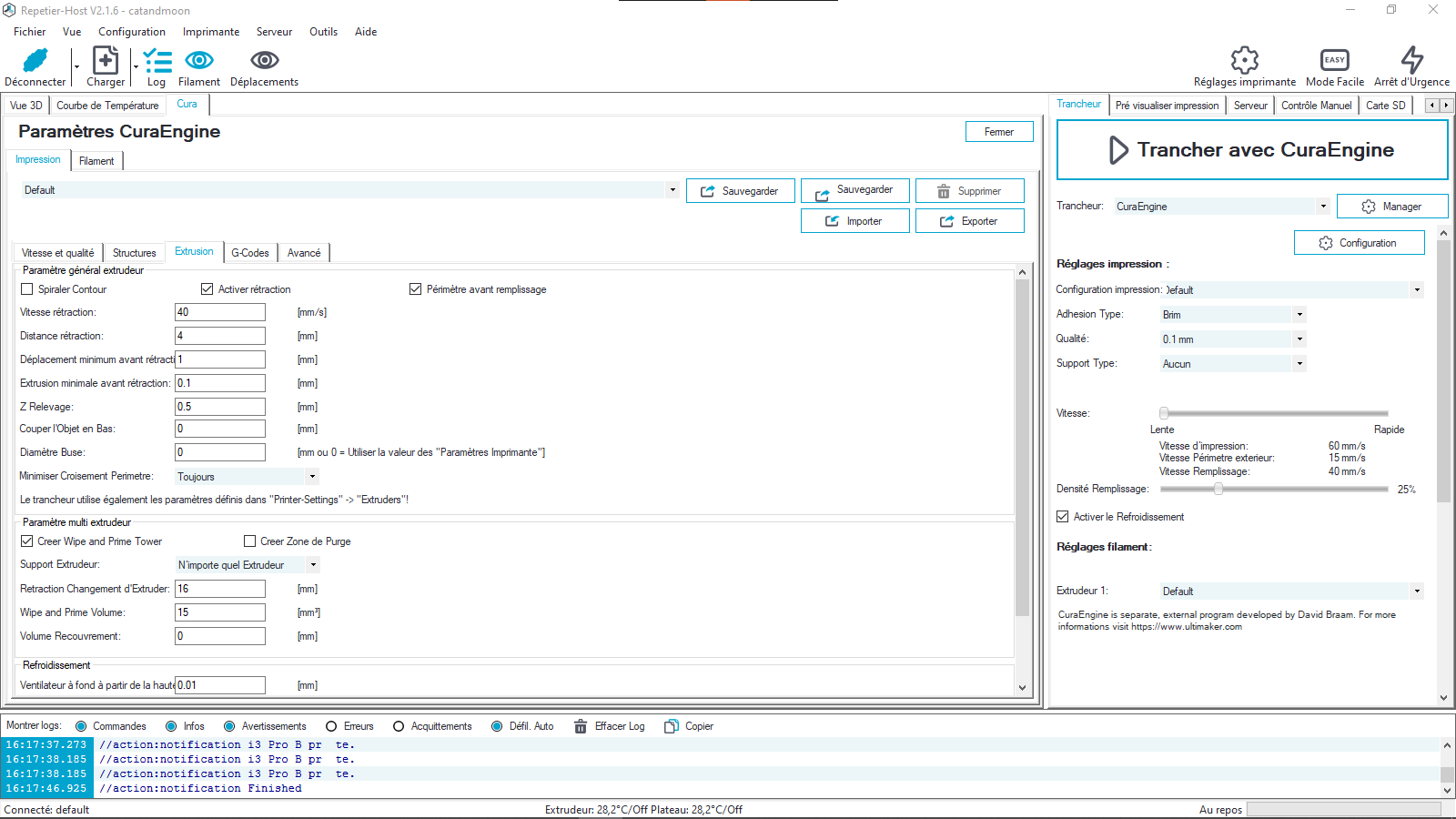
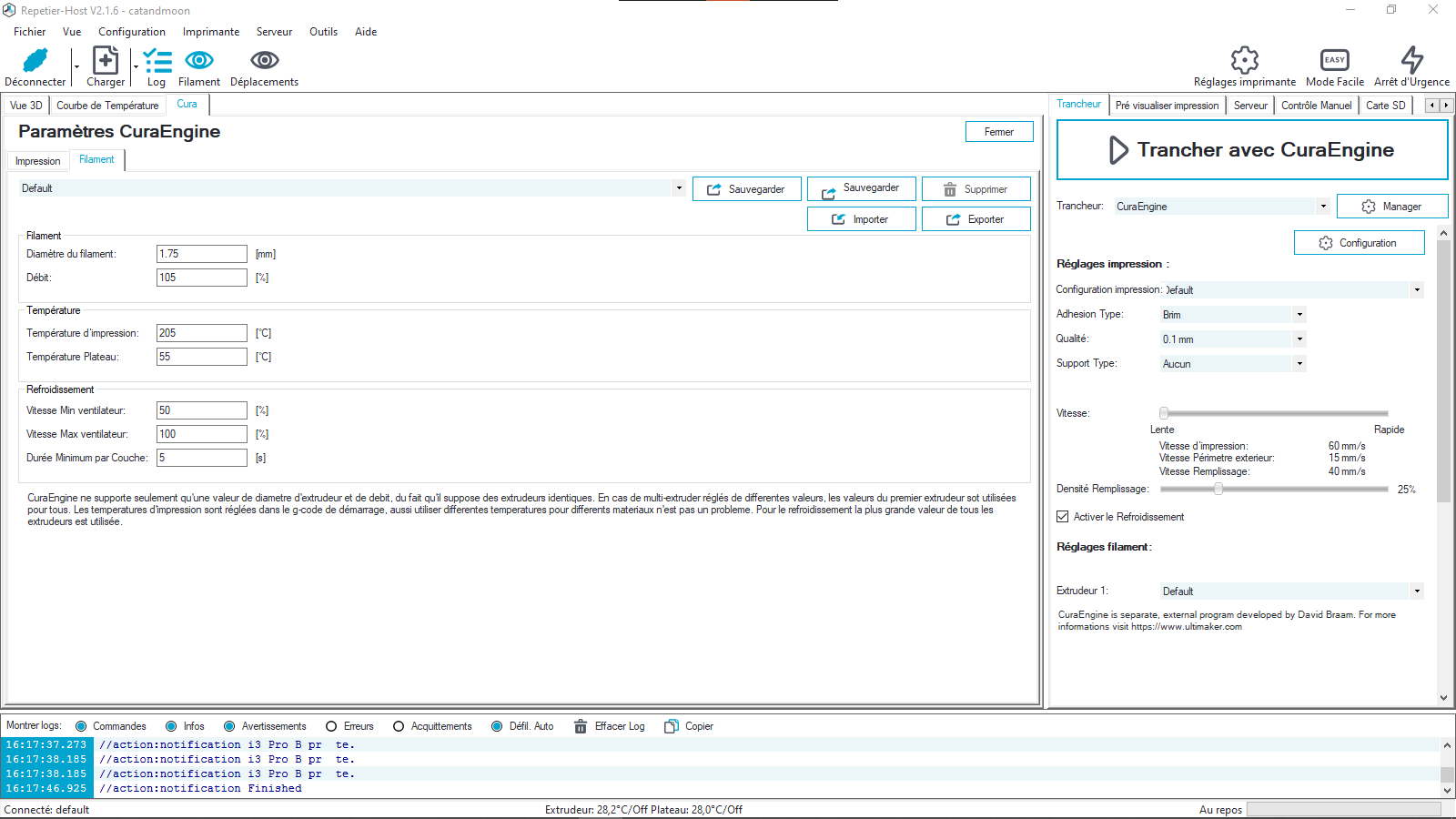
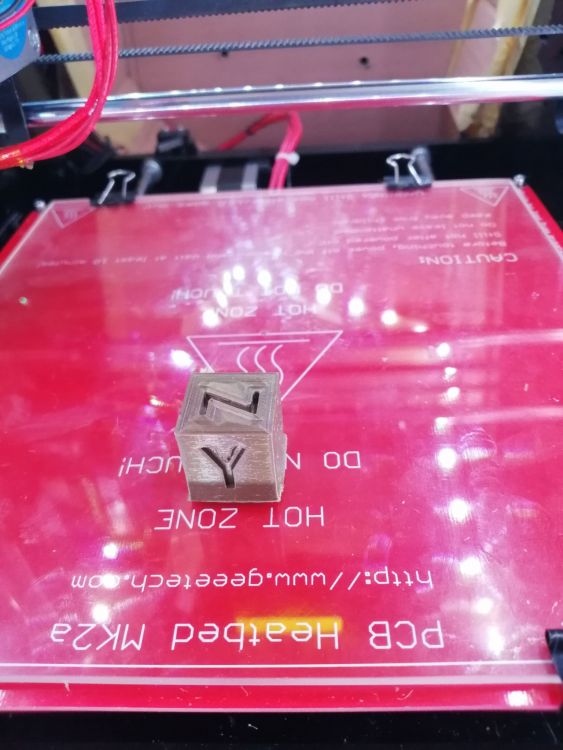
Bonjour, J'ai mis le ventilateur d'origine sur le coté du corps chauffant pour le moment (limité à 35% maxi). Je suis passé sur une buse de 0.3mm, couches de 0.2mm, slicé avec Slic3r, températures 1ere couche buse 198°C puis 195°C et bed à 52°C, remplissage à 25% (vitesses sur screenshot). J'ai donc refait le nivellement du bed. Je vous joins des photos du cube de calibrage. les côtes sont bonnes (au pied à coulisse). Cà devient très sympa. Je pense que je n'ai plus qu'à imprimer un fan duct (que je devrais adapter à cause des pièces alu de l'extrudeur, un peu différentes de l'origine), à moins que vous n'ayez des suggestions d'améliorations Je viens de lancer un benchy avec des couches de 0.10mm, pour voir. A ces vitesses, repetier host host m'indique 2h31 de print. On verra ce que çà donne. [EDIT] J'ai aussi détendu les courroies des axes X et Y. J'ai aussi démonté les TL Smoothers. Ca me parait plus propre sans, peut être une impression [/EDIT]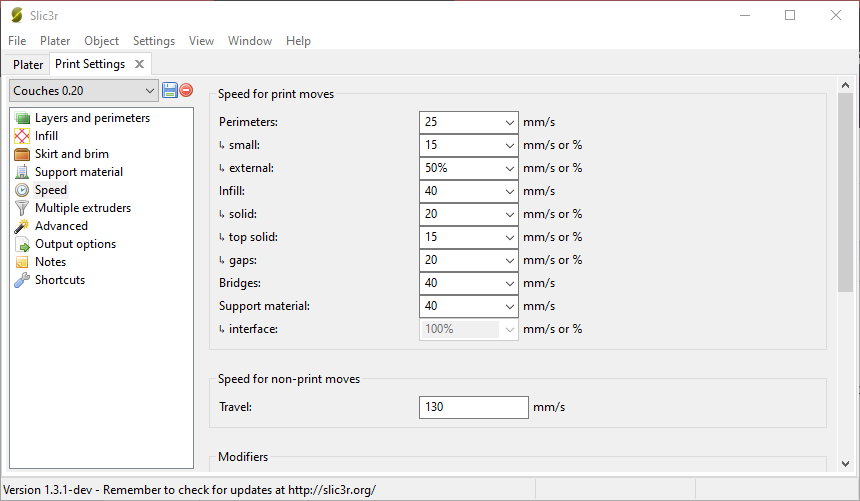



-
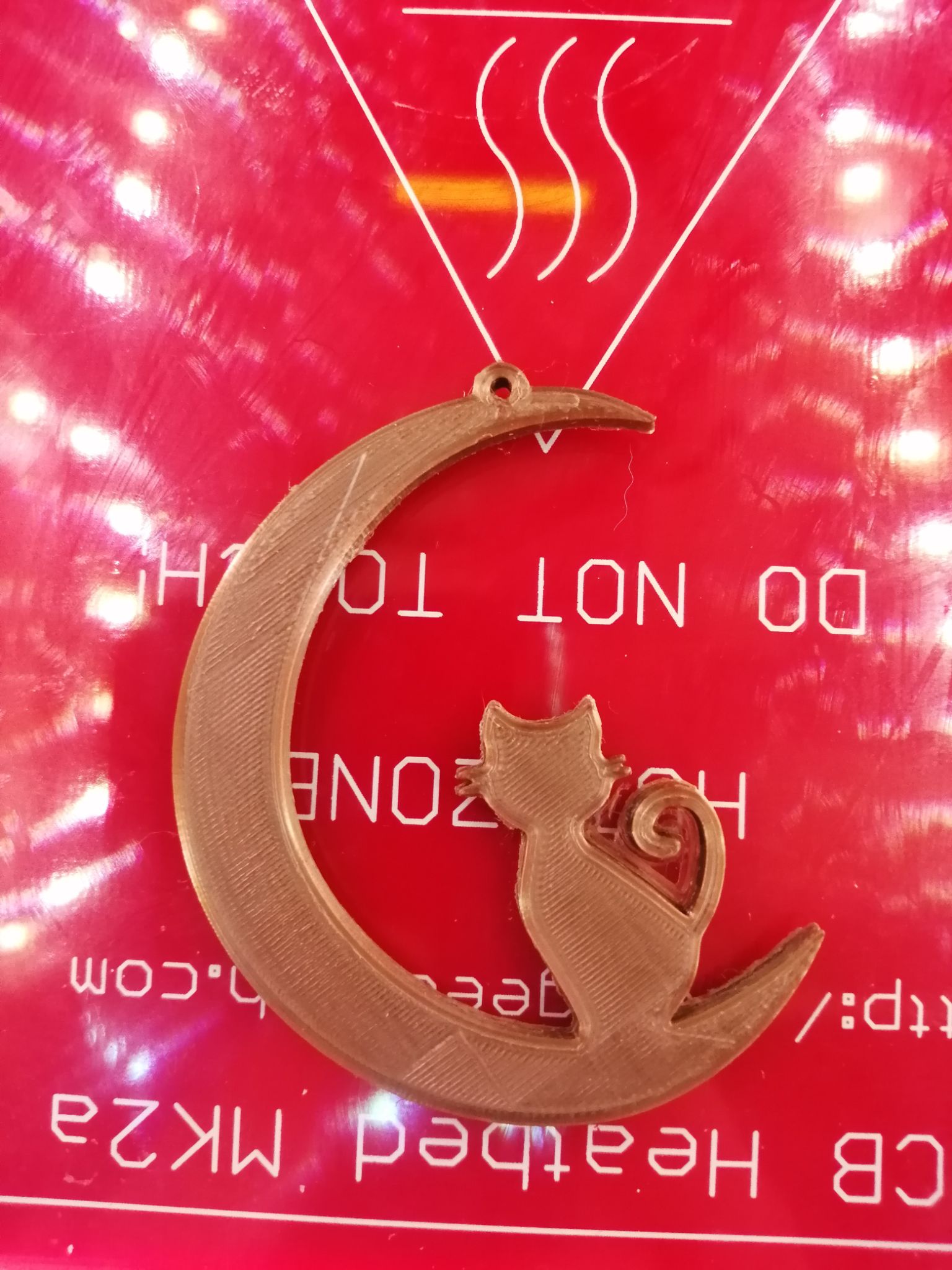
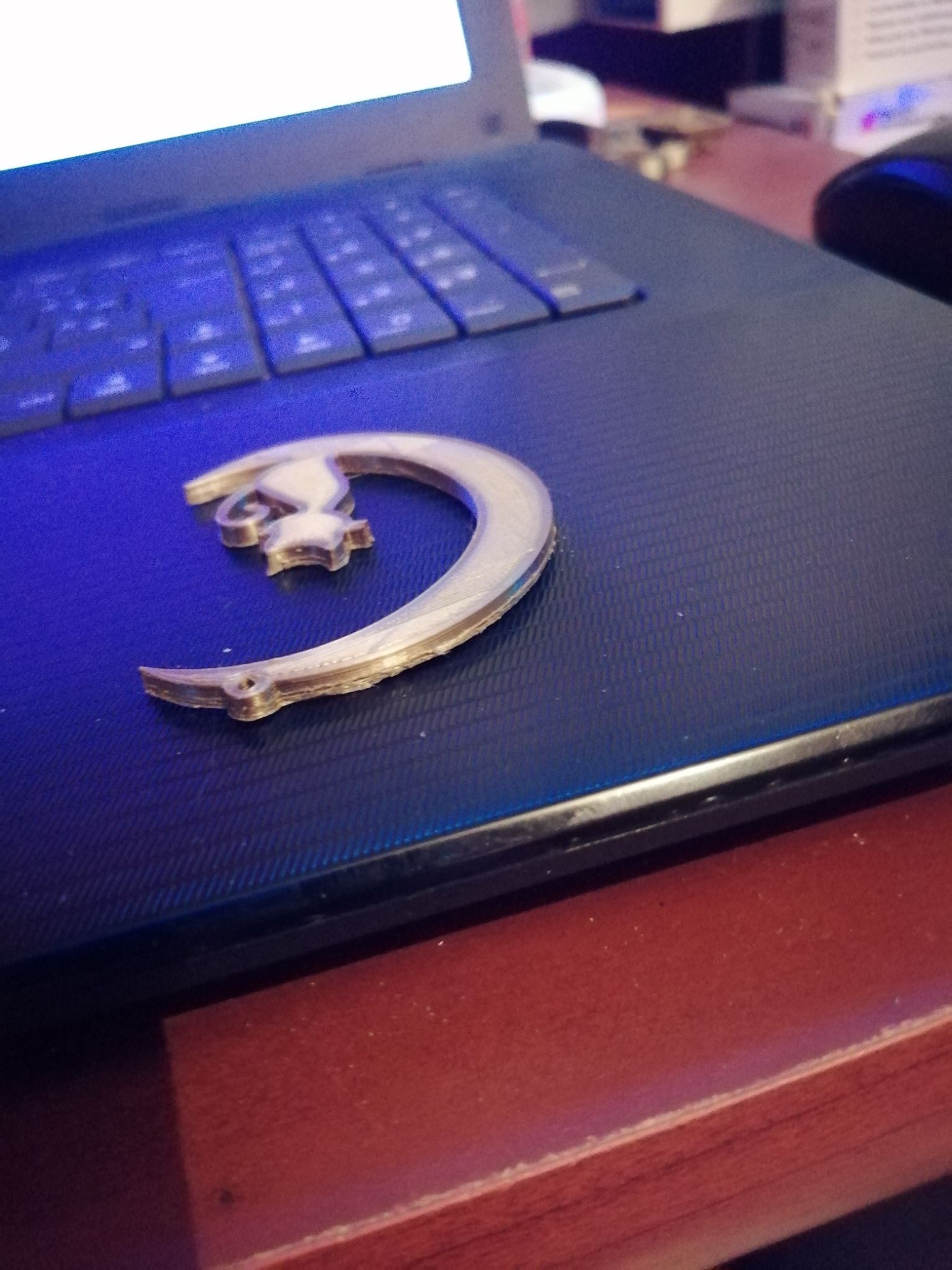
Bonjour, Un ami m'a offert une I3 Pro B Acrylic d'occaz. C'est super C'est aussi ma 1ere imprimante 3D, je l'ai eue décablée, avec seulement ne partie du hotend et quelques vis manquantes. Pas de soucis, je l'ai recablée, commandé une nouvelle MK8, modifiée avec les pièces alu fournies par le vendeur de l'imprimante. Je l'avais montée, dponc pas de soucis pour tout çà. Seulement, une gaffe: les axes X et Y ne bougeaient pas, j'ai donc démonté leurs drivers pour vérifier les jumpers, puis les ai remontés... à l'envers. Bien sûr ils n'ont pas aimé çà, j'ai donc monté des DRV8825 à la place des 4988 d'origine, sur les axes X, Y et Z, et monté des TL-Smoothers sur les axes X et Y, puisque je n'en ai commandé qu'un lot de 3 et que l'axe Z comporte 2 pas-à-pas et çà ne me selbkait pas nécessairement très utile. Puis j'ai compilé marlin 2.0.7.2 avec les options qui vont bien (pas/mm, type de drivers, et, puisque j'ai un servo de voiture R/C, un lecteur de dvd de pc portable HS et un capteur optique d'une Epson HS, activé le BLTouch - que je fabriquerai quand j'aurais de belles impressions d'origine), flashé la GT2560 A+ sans pb. Après réglage des axes X, Y et Z au pied à coulisse et nivelage manuel du bed, recherche de réglages corrects pour repetier (slicer: cura), j'obtiens des impressions sympas, à vitesse mini. Je verrais pour trouver des vitesses plus élevées plus tard. Je vous joints quelques photos de ma dernière impression et des screens de mes réglages. J'ai dû "caissoner" l'imprimante (sauf la PSU et la carte mère), pas mal de petits courants d'air chez moi. Oui "caissoner", en fait du gros bidouillage en carton avec de la bande de masquage, plus un gros ventilo 12V dans le fond histoire de brasser un peu, et comme le carton n'est pas transparent, un ruban de LED posé à l'adhesif ainsi qu'une webcam 640x480 pour voir ce qu'il s'y passe sans avoir à ouvrir la porte de l'engin Bien sûr je ne la quitte pas tant que l'alim est allumée, j'aimerais bien avoir une cheminée mais on va éviter J'ignore si vous parviendrez à voir les défauts sur la photo où le chat est posé sur le pc portable. On dirait que l'une des couches a été imprimée un poil à côté des autres, mais uniquement sur une partie de l'arrondi extérieur. J'aimerai parvenir à corriger ceci, mais à quoi çà peut être dû ? Surextrusion ? Bed trop chaud ? Second point, j'aimerai améliorer mes surfaces horizontales (remplissages), les bordures sont super dorées et brillantes, mais pas les surfaces horizontales (surtout supérieure), on voit les cordons, on les sens au toucher, c'est assez râpeux. Par contre, lorsqu'elle imprime, les surafces horizontales internes sont nettement plus belles, le "gaufrage" est aussi très propre, rectiligne, sans cheveux d'ange. Info utile, le filament: du PLA Nouleï Silk-Like 1.75mm (extrusion de 195 à 230°C). [EDIT] J'oubliais, j'utilise une buse de 0.2mm. Peut êre réduire un peu l'épaisseur des parois ? [/EDIT] Merci pour votre aide.