Jimisa
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de Jimisa
")





-
Peut être mais pour être sur faudrait voir si l'échelle de temps entre les 2 courbes est identique. Avec la X1, il n'y a pas à se plaindre de la vitesse de monté en température
-
@MrMagounet je comprends mieux l'intérêt pour le BL Touch dans ces cas là. Surtout que j'ai l'impression que mon plateau bouge trop souvent, j'ai des différences sur les résultats de 2 prints de calibration identiques (machine+gcode). On parle de +/-50 µm là. Je teste la hauteur de ma première couche sur un carré au centre, j'ai des valeurs entre 0.18 et 0.22 mm, je refais le même dans la foulée, et je mesure entre 0.2 et 0.4mm. C'est vrai que je me prenais moins la tête au début... Je pense que on arrive aux limites de ce type d'imprimante, c'est fiable à 0.3-4 mm. A mois que quelqu'un me donne tort !
-
Oui je comprends pour la belle courbe, mais justement la courbe du FW d'origine a l'air mieux que celle après calibration du PID. Je pensais que c'était forcement mieux.. Pour mon niveau et pour l'instant je ne voie pas de différence dans le résultat. De ce que je comprend, ça améliore le rendu mais ça ne résout pas des problèmes structurels (respect des dimension, accroche).
-
Artillery X1- Problème dès la première couche !
Jimisa en réponse au topic de hiobo dans Discussion sur les imprimantes 3D
Salut, En lisant les problèmes que tu as eu, j'ai l'impression d'avoir vécu la même chose il y a qq semaines (peut être en moins pire quand même). J'ai créé un sujet sur le forum et j'ai eu pas mal de réponses de MrMagounet, Daniel71, Maya35 et M1K3D0. Merci à vous! -> J'avais mis hors de cause l'adhérence du plateau en essayant avec une plaque de verre (pas de changements) -> la buse était complètement rabotée, l'ouverture était 3x plus grande, donc sous extrusion avec le paramètres standard en 0.4mm . Ça a pas mal aidé. L'apparence de mon filament extrudait ressemblait à tes photos @hiobo. -> les réglages de l'extrudeur (M92 Exxx) + le flow ont l'air d'avoir réglé le problème. Sous Cura 4.7, la largeur de couche pour est de 0.44 pour une buse de 0.4. Avec les paramètres d'usine de la X1, la largeur était plutôt de 0.55 -> en baissant le flow à 85% et en réglant l'extrudeur j'ai eu les bonnes cotes. Mais ce que j'ai découvert c'est que la molette de l'extrudeur doit être réglé une fois pour toute, avant la calibration. Si on la bouge, les valeurs du test d'extrusion changent. Par rapport au niveau de mon plateau (grosse différence entre les X1 des chacun d'entre nous je pense), j'utilise des cales métal pour jauger, et quand les 4 coins sont à 0.04mm de la buse (la cale bouge sous la buse mais à la limite du frottement) le centre est plutôt à 0.06mm. Donc 20µm d'écart.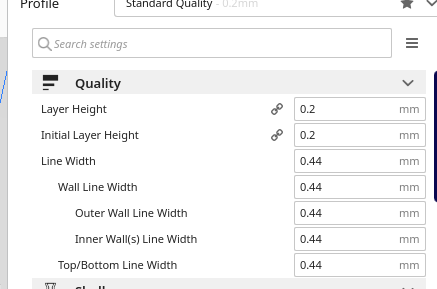
-
j'ai fait 8 cycles à 210°, et les courbes sont à 200°C. 10° de différence ça peut jouer autant? PID firmware : P14.58 I1.14 D46.57 PID après M303 : P35.45 I6.18 D50.82 En gros @Motard Geek ce que tu conseilles c'est de modifier pour se rapprocher des valeurs firmware Tu penses pas que la config usine suffit?
-
Salut, je déterre ce fil car c'est le seul qui parle du réglage du PID. Avant d'y toucher, j'avais ce genre de courbe : la fluctuation est +/-1°C max Après le lancement de la commande M303, et mise à jour via les commandes M301 et M304 la courbe c'est plutôt ça : un joli signal sinusoïdal -> Pourquoi le calcul m'a renvoyé des nouvelles valeurs qui sont moins bien que celles du FW d'origine (V1.1.9)? C'est pas censé affiné les valeurs? Si vous pouvez éclairer ma lanterne?


-
Donc si le plateau d'origine n'est pas bien plat, c'est pas la peine de d'ajouter une plaque métallique, ses défauts vont s'y retrouver?
-
@MrMagounet la feuille dont tu parles c'est celle ci ? Il faut absolument coller la base magnétique sur le plateau d'origine de la X1? On peut pas la fixer autrement (et ainsi avoir la possibilité d'imprimer sur le bed d'origine)?
-
@M1K3D0 Si l'IPA dilué ça agresse moins l'ultrabase, banco! J'ai remarqué que quand je nettoyais le plateau chaud (40-60°) avec l'IPA, ça faisait des traces blanchâtres avec le chiffon. J'ai arrêté, car après les problèmes sont arrivés. lien de cause à effet? Sinon 2 remarques relevées durant mes longues calibration plateau : -> il valait mieux attendre un petit moment que les température cible soient maintenues (200-60 PLA) pour ne pas avoir des résultats différents sous la feuille en calibrant -> en tournant les molettes du plateau, il y avait parfois aucun effet à moins de 1/3 tour! J'ai l'impression que les ressorts ne sont pas très précis. Quelle genre de spatule vous utilisez pour décoller?
-
Tu utilises quelle marque? Il y a des paramètres qui changent dans le slicer pour pouvoir les utiliser?
-
Je n'ai pas mesuré, mais le diamètre de la buse dépasse le millimètre largement. Et elle n'avait que un mois d'utilisation. Vous savez si le PLA phosporescent (ICE) est aussi abrasif que le PLA carbone dont tu parles?
-
Je me demande si ça va pas abîmer l'ultrabase la colle? J'ai mis un miroir de 3mm + laque loreal mais j'avais le même résultat -> sur les bords ça attache, pas vers le centre. J'ai ensuite contrôlé la buse : Les deux sont des 0,4mm. Je ne pense pas que les filaments en soient la cause, j'utilise que du PLA et un peu de PLA phosphorescent. C'est plutôt être les réglages trop "proche" du plateau j'imagine. Ou alors les buses de Artillery ne sont pas très durables? Changer la buse a amélioré l'accroche mais pas tant que ça Ce qui a l'air de faire effet c'est de chauffer la tête à 210° alors qu'avant une bonne accroche arrivait dès 190° pour le même fil

-
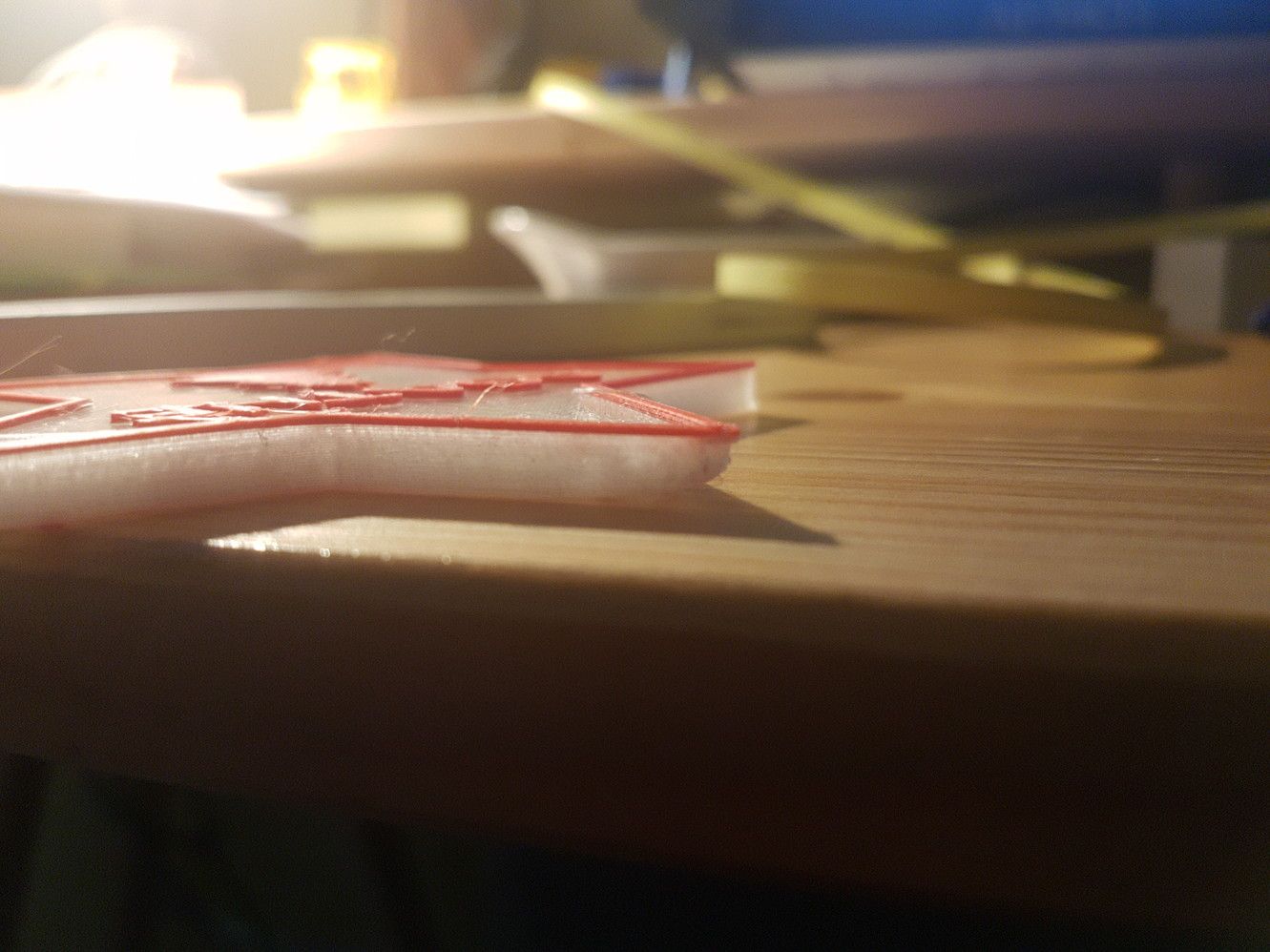
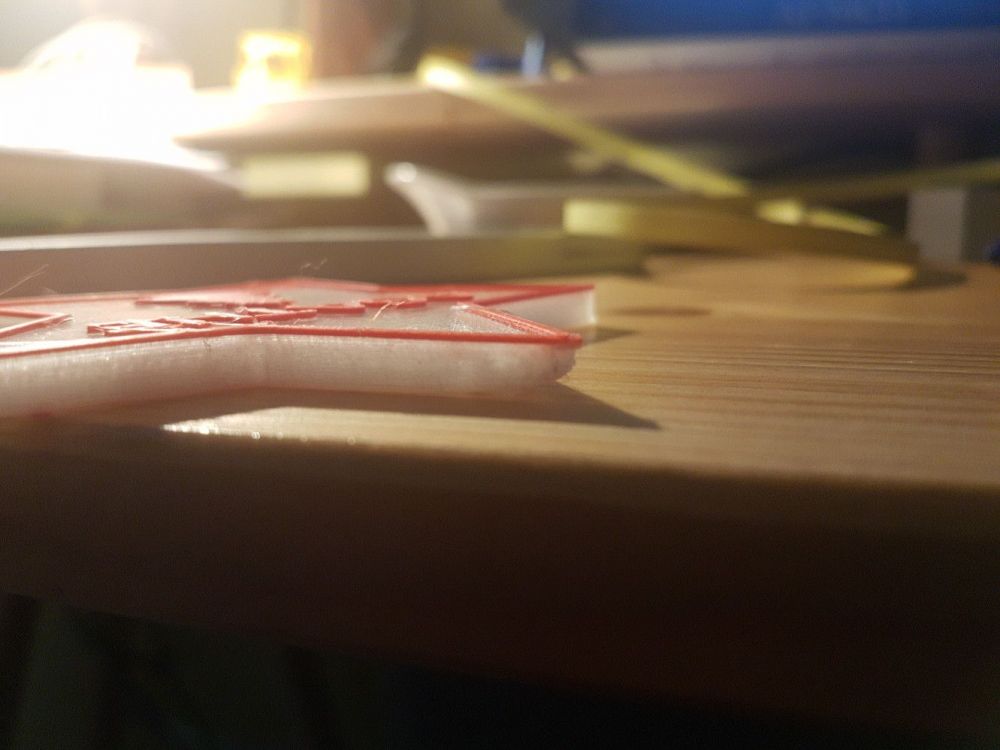
Et bien même à 80° pas de meilleure accroche, et je suis bien à - de 0.2mm quand je fais mon levelling, et aux 5 points de contrôle. En fait, j'ai calibré comme j'avais fait à la réception de la machine, l'accroche est nickel aux bords, mais au milieu j'ai ça : test_centre.mp4 Pour le levelling (pas de son, mais la feuille accroche bien) : calibration centre.mp4 @MrMagounet à quelle fréquence tu nettoyais le plateau?
-
J'avais essayé à 60° (profil SW X1 sur cura), les pièces se décollaient, j'avais ensuite essayé à <60° et j'avais eu un bon résultat pour le collage des pièces étroites comme les coins ou des lettres, donc j'avais continué avec cette température. Maintenant ça revient : On va essayer à 80°. Pour accélérer le processus de refroidissement, tu as essayer avec une bombe froid? Je pense à un truc pour l'accrochage, est ce que l'on peut ajuster un offset pour l'axe Z? Si en position première couche il y a un espace trop important même après le bed levelling, est ce qu'il y a un paramètre pour jouer sur l'axe des Z?
-
80°? pour du PLA? Et ça ne décroche jamais? Même les pièces étroites?