Bastan
-
Compteur de contenus
252 -
Inscrit(e) le
-
Dernière visite
Récompenses de Bastan
")





-
Merci@liolinux. J'en tiendrai compte lors de ma prochaine impression.
-
@Phoenixas tu suivi le lien dans mon message ? Désolé @medmedmais une recherche avec PCTG ne donne rien sur le forum... Merci @Sidewaindeurpour ton avis.
-
Bonjour, je reçois cette pub aujourd'hui. Est ce que vous connaissez ? Est ce une bonne alternative à l'ABS où au ASA (pas de warping apparemment). Le conseilleriez vous ? Mci
-

cura Cura me fait des misères
Bastan en réponse au topic de Bastan dans Paramétrer et contrôler son imprimante 3D
Vais essayer ça... Mci -
cura Cura me fait des misères
Bastan en réponse au topic de Bastan dans Paramétrer et contrôler son imprimante 3D
Merci @PPAC, pourtant lorsque je teste avec PrusaSlicer, dans lequel j'ai rentré les dimensions de mon plateau, cela semble marcher. Sans jupe ni bordure c'est évident. Je vais faire un essai avec le doigt sur le bouton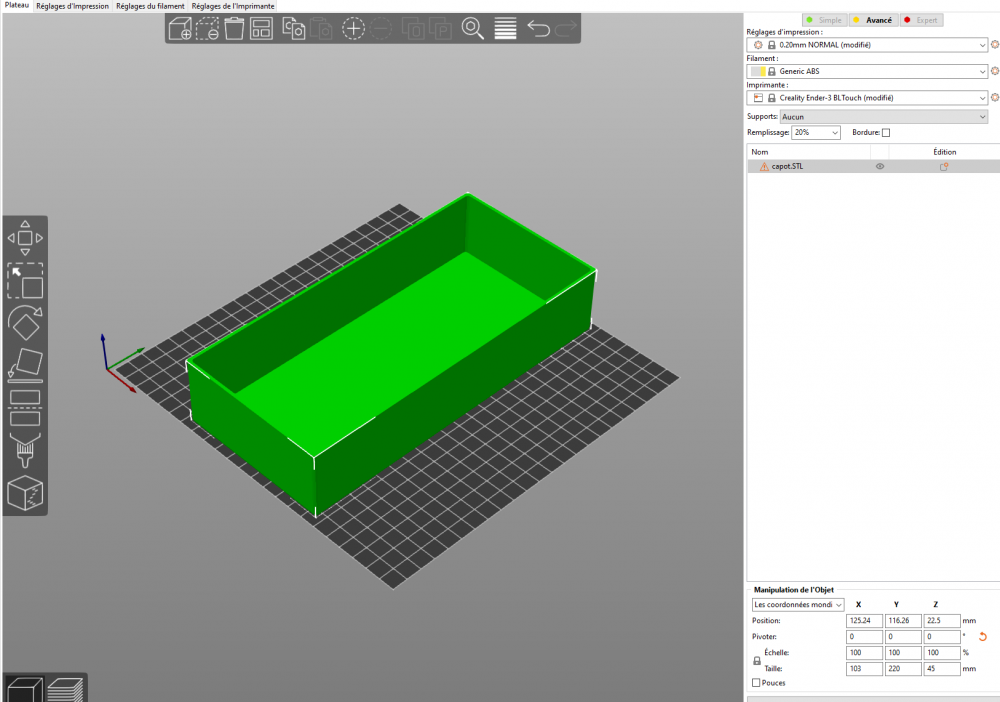
-
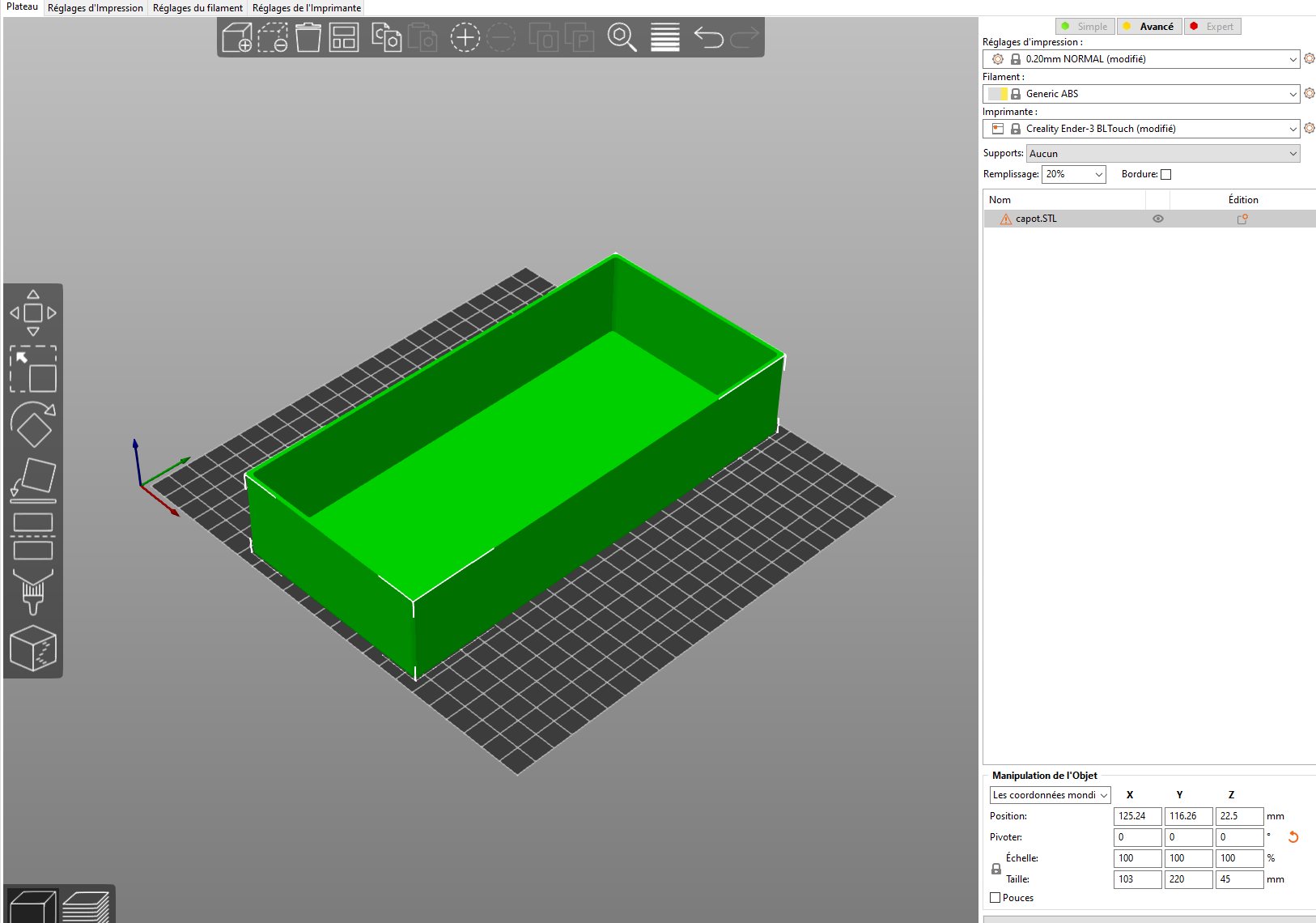
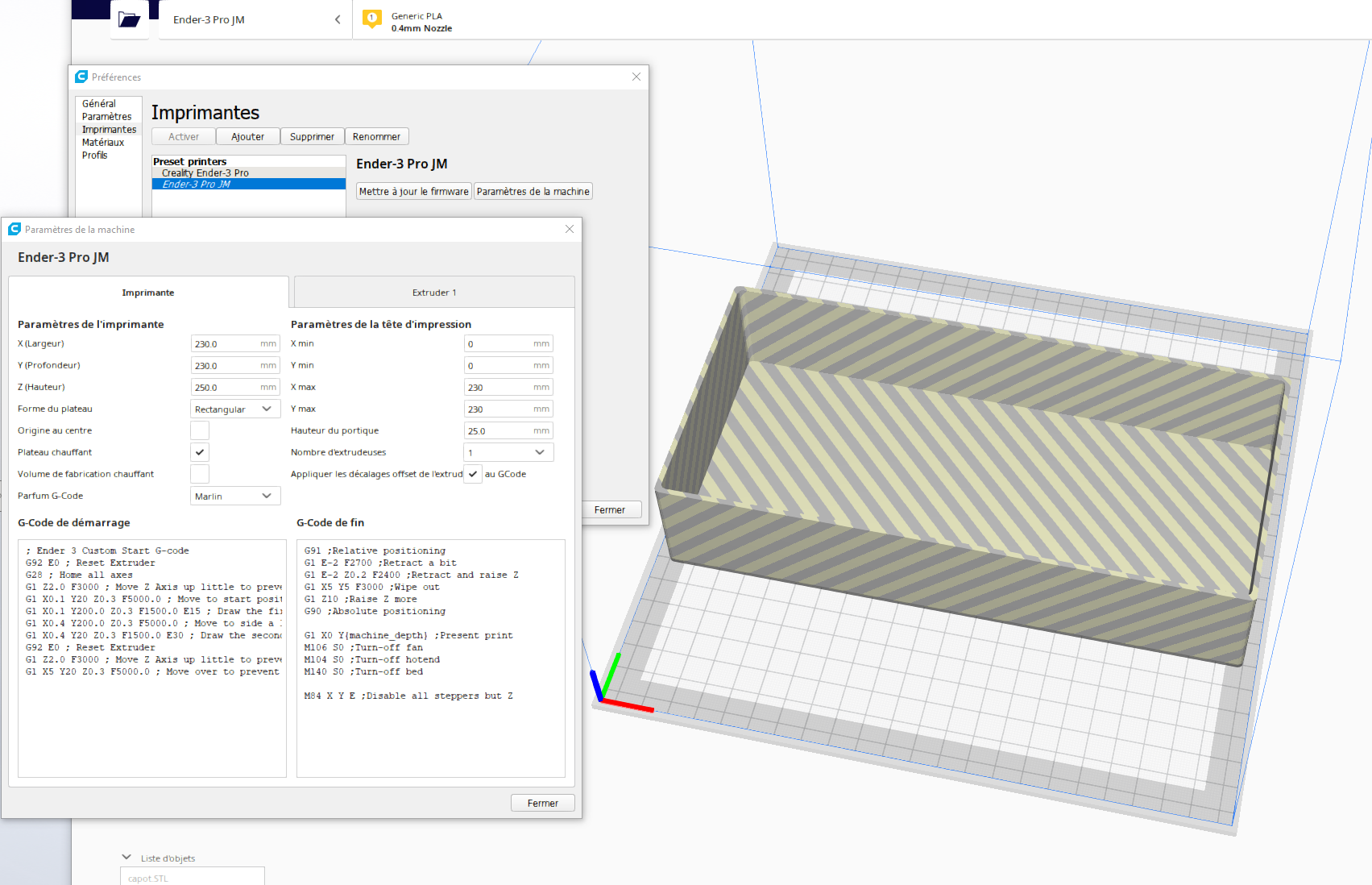
cura Cura me fait des misères
Bastan a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Ma boite fait 220mm de long, le plateau fait 230mm, ça devrait donc passer. Sur cet exemple j'ai paramétré la tête aux valeurs maximum, mais ça ne m'efface pas la zone grise, et Cura refuse donc ma pièce. Pouvez vous me dire ce qui ne va pas dans mon paramétrage ci dessous ? Merci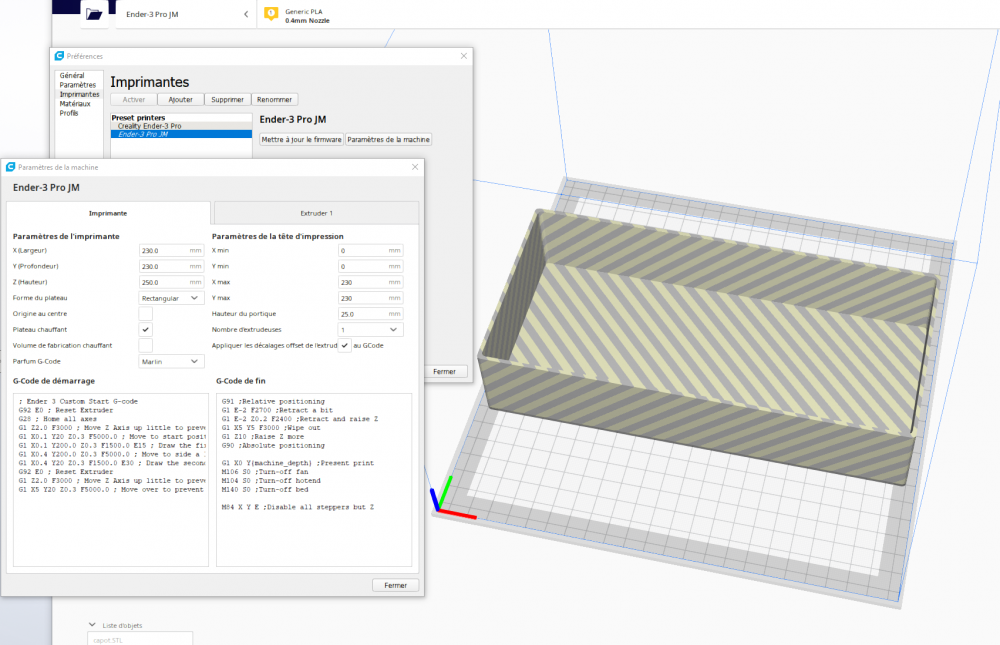
-
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Vraiment fatigué moi. @remibora la réponse que je voulais te faire ici, je l'ai faite là. Mais bon ça sert pour les deux vu que j'avais oublié sur l'autre post. Sorry. -
C'est tout à fait ça ! Trop fort @remibora Trop nul @Bastan Et en plus je l'avais devant les yeux, voici ce qu'indique le log quand c'est le bouton qui agit : SENT: G91 SENT: G1 E10.0 F100 SENT: G90 Désolé, je vais me faire discret quelques temps
-
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Ben si. Je pense à un bug Pronterface. Si je règle une vitesse de 100 et une longueur de 10 et que je clique sur le bouton => PF affiche "SENT: G1 E10.0 F100", et extrude 10 mm. Si je le tape (ou copie/colle)dans la ligne de commande => PF affiche "SENT: G1 E10.0 F100" mais il ne se passe rien. Si je recommence => PF affiche "SENT: G1 E10.0 F100" et il rétracte 100 mm. Si je recommence => PF affiche "SENT: G1 E10.0 F100" et il ne fait plus rien. Si je clique sur le bouton => PF affiche "SENT: G1 E10.0 F100", et extrude 10 mm. Etonnant comme comportement. J'ai laissé tomber. -
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Pareil, je n'utilise plus la ligne de commande dans Pronterface car 9 fois sur 10 l'extruder ne tourne pas (parfois si au premier coup, mais après rien)Que je sois en mode relatif où absolu. Par contre il tourne en utilisant les boutons à cliquer dans Pronterface, où l'interface de l'imprimante. Ça le faisait avec le firmware fourni par @remibora, et ça le fait toujours avec le Marlin à jour que j'ai modifié et installé. Ça n'est finalement pas très gênant pour moi, alors j'ai fait l'impasse. Mais puisque tu en parles... -
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Aucun problème @remibora, tu as tout à fait raison. Je ne supporte pas que parfois on vienne "polluer" les fils que j'ouvre, et voilà que je fais pareil. D'autant plus que j'apprends plein de choses sur celui ci. Je ne le ferai plus ! -
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Un petit coup de Z offset et c'est bon ! J'ai juste là ? -
firmware et ender 3 non pro
Bastan en réponse au topic de francis.dhooge dans Discussion sur les imprimantes 3D
Bonjour, Tout petit hors sujet, j'espère que @francis.dhoogeme pardonnera. Que me conseillez vous comme Raspberry pour débuter, mais ne pas être trop limité quand même. Car apparemment, il y a une large palette: Merci
-
Merci pour toutes vos explications
-
Bon.... je vais me taper quelques tutos sur YT, et essayer la chose En plus on peut faire plein d'autres choses avec j'ai l'impression....