



Bossty
-
Compteur de contenus
59 -
Inscrit(e) le
-
Dernière visite
Récompenses de Bossty
")





-

Simplify 3D "Boutons, vérues et cicatrices" sur impression
Bossty en réponse au topic de Viking27 dans Discussion sur les logiciels 3D
ok tant mieux ! pour cura je peux pas te dire car j'ai jamais utilisé ce programme pour l'instant -
Simplify 3D "Boutons, vérues et cicatrices" sur impression
Bossty en réponse au topic de Viking27 dans Discussion sur les logiciels 3D
ok je comprends, mais soit tu règle mieux ton extrudeur ou soit tu change l'orientation de tes points de départs dans l'onglet "couche" mais si tu veux encore plus corriger ces défauts je te conseil de prendre PrusaSlicer qui lui va te mettre pratiquement tous tes rétractations dans l'épaisseur de ta pièces grâce à ses algorithmes optimisé pour cela, et de plus il fait le lissage sur les parties haut d'une couche -
Simplify 3D "Boutons, vérues et cicatrices" sur impression
Bossty en réponse au topic de Viking27 dans Discussion sur les logiciels 3D
C'est normal, car tu as activé la visualisation de la rétractation dans simplify3D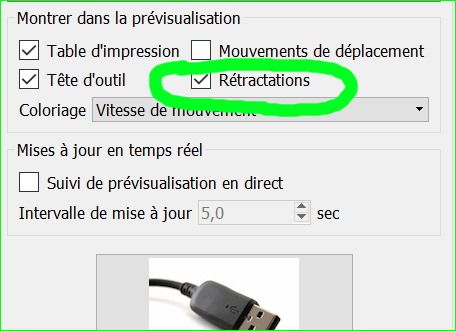
-
Distance de rétraction sur A20M
Bossty en réponse au topic de Faf dans Discussion sur les imprimantes 3D
four_square_cons.stl -
Distance de rétraction sur A20M
Bossty en réponse au topic de Faf dans Discussion sur les imprimantes 3D
-
Distance de rétraction sur A20M
Bossty en réponse au topic de Faf dans Discussion sur les imprimantes 3D
Il y a trop de pression dans ta buse car tu extrudes un peu trop de fils, règle ton Flow avant puis règle après ta rétractation -
- autre - Epaisseur parois trop fine après réduction du modèle
Bossty en réponse au topic de AG1 dans Discussion sur les logiciels 3D
tes paramètres sont pas bon dans ton trancheur car pour lui essayer de faire du 0.25 avec de 0.4 fixe c'est compliqué quand c'est mal régler ton trancheur te le dit, tu as peut être dans ton trancheur la fonction automatique de la largeur d'extrusion mais si tu as mis 0.25mm là je vois pas Peux tu mettre une pièce pour que j'essaye de mon coté ? as tu essayer de mettre la largeur d'extrusion à 0.25 dans ton trancheur ? pour une hauteur de couche de 0.15mm si cela ne marche pas le mieux pour ton problème, c'est de la mettre dans un logiciel 3D et de la retravailler si tu veux jouer sur l'épaisseurs des murs, et puis si tu arrive à 0.25mm ca va être fragile -
- autre - Epaisseur parois trop fine après réduction du modèle
Bossty en réponse au topic de AG1 dans Discussion sur les logiciels 3D
Si j'ai bien comprit ta pièce va avoir des murs de 0.25mm vu le taux de réduction de 50% et que tu utilise une buse de 0.4mm il suffit de mettre la largeur d'extrusion à 0.25mm dans ton trancheur ex: bien sur avec une largeur d'extrusion de par ex de 0.18, la hauteur max pour ces couches doivent être max à 0.15, à 0.25 ca passe à 0.2mm après si tu veux mettre plus de matière soit tu refais la même pièces ou tu convertie le fichier STL en solide puis tu applique un décalage de face ou bien d'extrusion si c'est possible.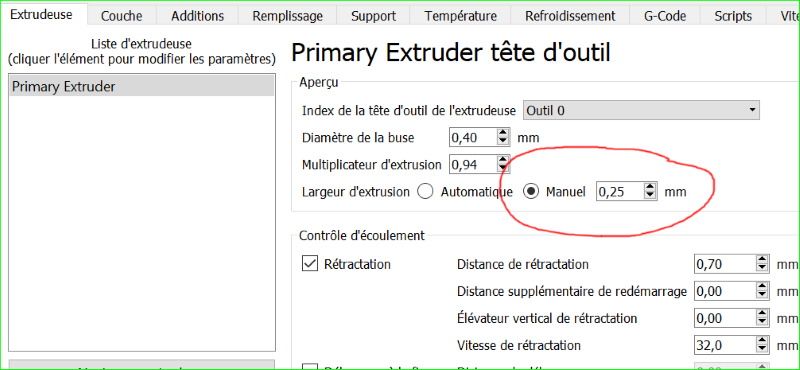
-
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
Merci @fran6p pour cette explication, franchement je ne savais pas qu'on pouvais monter si haut sans rencontrer des pb, non pas de noctua mais un autre qui souffle le même débit que l'origine et certifié 300 000h en 24v qui fait pas trop de bruit, j'ai des 4988 avec un cadre fixé au mur pour un maximum de rigidité alors le bruit est amplifié et le bruits du ventilo de la hotend est effacée par toutes les modulations musicale de mes moteurs -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
ok pour cette distance de 5 à 7 mais y a pas un risque de faire trop monter du plastique dans le Heat Break ceux qui ont tu tube en PTFE j'ai pas l'habitude de faire du forum et je me demande comment vous placer cela : Mille excuse d'avoir mis le souk
-
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
Apporter pile poile la bonne quantité permet en effet d'avoir un plus jolie résultat mais surtout la pièce est plus solide et les jeux de fonctionnement sont parfait, et les pièces glisse mieux entre elle oui ceux qui viennent d'Asie beaucoup de pied ne sont pas précis ceux du japon sont très bien mais c'est pas le même prix, certain qui sont chez moi sont précis et j'ai juste des jauges de réglage pour vérifier leurs bon fonctionnement -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
Moi je suis à 0.15 de hauteur pour une surface presque parfait j'ai qu'une montre comparateur et un marbre de 20 mm ma surface ne subit pas de contrainte sur l'axe Z mais tenu par X et Y la vitre est bien flexible (2mm) et grâce à sa flexibilité repose parfaitement par son propre poids ah oui là 1/10 on parle plus de la même chose , moi j'ai 2 ans de mécanique générale et une erreurs de 0.015 c'était le coup de pied au cul garantie et des heures supp, mais c'était une autre époque -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
Le réglage du flow sert à calibré la bonne quantité de plastique, je fais un test à 0.40 0.80 et 1.2mm et mesure pour être au plus prés quand je regards avec un grossissement x100 on vois que le fil déborde de chaque coté très peu env 0.02 donc pour moi une simple parois doit être env entre 0.42 et 0.44mm pour le 0,8 j'ai 0.83 et 1.2 fait 1.26 et cela me donne comme valeur pour mon Flow au plus prés 0.92 la distance extrudé est réglé au 1/10éme plus précis j'y arrive pas (j'ai un système qui me permet de la mesurer au pied à coulisse) normalement ont fait un cube en mode vase puis on mesure mais pour moi c'est imprécis c'est pour cela que je te demande combien tu as pour 100 en flow pour une simple parois -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
Bossty en réponse au topic de likeASecretDream dans Creality
Moi j'ai l'habitude d'imprimer du PETG, au moins 3 fois par semaine, le plus souvent du non transparent, si la machine est bien réglé c'est aussi facile que du PLA mais la vitesse doit être moins rapide et le refroidissement de la fusion faible, le bed à 75 minimun, le PETG tient bien sur mon bed et se décolle facilement après vers les 42°c avant c'est plus compliquer voir impossible, plus délicat non, différent oui, Délicat oui pour de l'ABS, Nylon tu as un flow à 100% pour combien sur une seul parois ? je suis très étonné que tu soit à 100 6mm de rétractation y a des risques à la longue d'avoir des dépôt dans la Heat Break, j'ai eu aussi une vitesse de 30 sur un titan mais j'ai changé et maintenant c'est plus 40 45mm/s -
Je viens de regarder des tuto sur le fonctionnement et je confirme bien que c'est 2.8v, et mon driver et en faite juste 4 Mosfet en forme de H gérer en PMW, tout simplement, chez moi je suis très loin d'avoir 1A, et l'un de mes 5 moteur arrive à max 38°c après comment on peut avoir une moyen en wh d'un moteur, j'en sais rien, j'ai juste des multimètres sans fonction d'enregistrement pour moi dans ma tête c'etait UxI soit 5w mais là j'en sais rien, mais je doute qu'ils fassent 2w