Beewap
-
Compteur de contenus
3 -
Inscrit(e) le
-
Dernière visite
Récompenses de Beewap
")




-
Bonjour, Merci pour les liens. J'avais déjà trouvé des articles similaires mais pour le coup, j'ai modifié mes settings sur plusieurs paramètres et j'ai réussi à régler le problème du warping. Pour ce faire je suis passé entre autre, au brim et non pas le skirt (cela semblait assez évident), j'ai également augmenté l'épaisseur de la première couche et modifier la hauteur à partir de laquelle le ventilo se mettait en route avec une vitesse qui augmente au fur et à mesure qu'il monte. J'ai également changé l'orientation des fils en concentric au lieu de liénaire. Au final après plusieurs essais ça fonctionne. J'ai pu imprimer ma pièce sans problème de warping. Peut-être qu'il n'était pas nécessaire de changer tous ces paramêtres en même temps mais au moins ça fonctionne. Pour le problème de trou entre le contour et le remplissage, je pense que ce n'est pas encore réglé mais ici la pièce que j'ai imprimé ne me permet pas de voir le problème. Merci en tout cas.
-
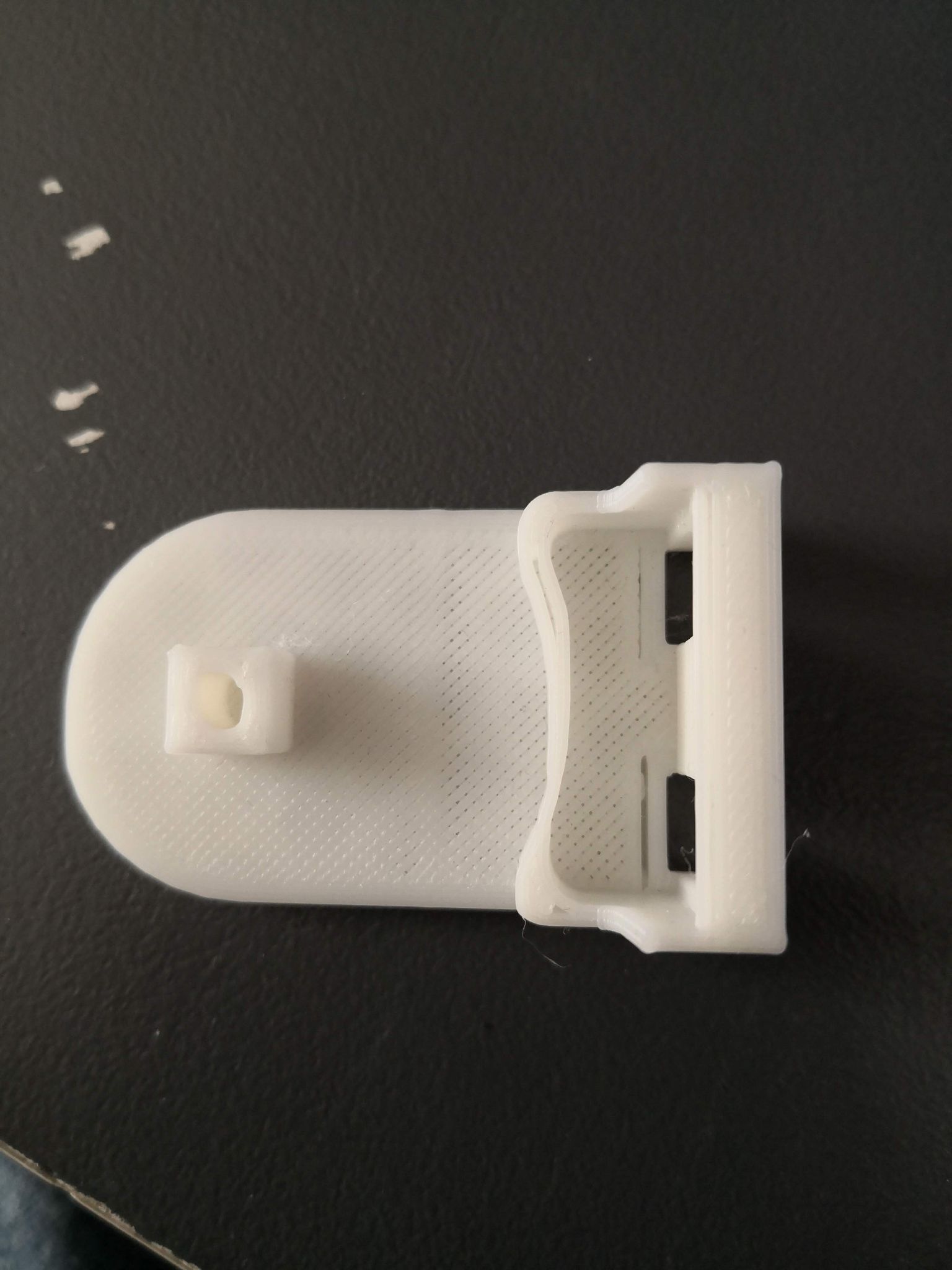
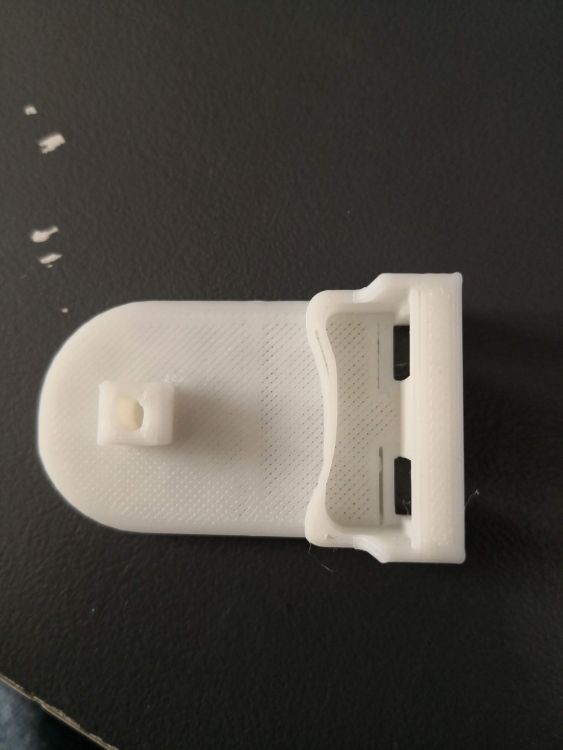
Bonjour, J'avais fais un premier post dans le topic unique de la CR6 SE mais je me suis dis que j'allais en refaire un au propre à part pour pas polluer pour rien l'autre post mais donc j'ai quelques soucis d'impressions avec mon imprimante et je ne sais pas trop comment les régler. J'ai donc tout d'abord un problème de warping. J'utilise le fil fourni avec la CR6-SE, donc du PLA. J'ai imprimé avec les valeurs par défaut donc 200°/60° le plateau et j'ai eu du warping. J'ai testé en montant le plateau à 80° et j'ai également constaté du warping. Second problème il s'agit d'un trou (pas de matière) entre les contours et le remplissable. Je joins une photo pour illustrer cela (j'ai eu d'autres impressions où cela était plus étendue mais je n'ai pas pensé à faire une photo). On voit sur le côté droit en bas une ligne juste à côté du remplissage ou il n'y a pas de matière. Pour ce type de problème les infos que j'ai trouvé parlais d'augmenter l'overlap pour lesquels j'ai 30% sur l'infill overlap et 10% sur le skin overlap. Je pensais donc augmenter le skin overlap parce qu'il me semble bas et que le problème se situait sur un trou entre les lignes extérieures et le remplissage. Dans les 2 cas, le nivellement du plateau a été fait et ajuster avec une feuille qui accroche légèrement au plateau qd je descends la buse. Donc je pense être à la bonne distance (j'avais même été un cran trop bas et le fil n'arrivait pas à sortir). J'utilise le Skirt pour le type d'adhésion. Peut-être que le Brim règlerait le problème de warping ? Ou augmenter le nombre de lignes du Skirt ? J'utilise jusqu'à présent un profil standard 0.2mm fourni avec le Creality Slicer et les valeurs par défauts sauf une, le max resolution et le max travel resolution que j'ai changé à 0.3mm (et là j'avoue que je ne me souviens pas pourquoi j'ai changé cette valeur, c'était pour palier à un autre soucis mais je ne sais plus lequel et cela avait sembler le régler). Dans mon post précédent où j'expliquais mes deux problèmes cités j'avais eu une réponse de Lazybutt, donc merci pour ta réponse, tes explications par rapport au diamètre de la buse et de l'épaisseur du fil m'ont été utile, je comprends mieux, par contre tu parlais de voir dans dans les paramètres de flow rate pour compenser une sous-extrusion ici dans Creality Slicer j'ai un flow rate compensation factor de 100% et un flow rate comprensation max extrusion offset de 0mm. Je ne sais pas trop comment par quoi changer ces valeurs. Si vous avez des pistes pour moi, je suis preneur. Merci d'avance et bonne journée à tous Autre impression où l'on peut voir un problème de creux entre les contours et l'intérieur.

-
Beewap a rejoint la communauté
-
Bonjour, Je suis débutant dans les prints 3D mais j'ai également une CR6 SE (via kickstarter), jusqu'à présent j'en suis assez satisfait mais j'ai quelques soucis d'impressions et je ne trouve pas vraiment la solution. Alors ici j'utilise le filament fourni par creality avec l'imprimante, donc un PLA si je dis pas de bétises et Creality Slicer 4.2. J'ai tout d'abord un problème de warping (coins qui décollent). J'ai lu que c'était un problème d'adhérence et que d'augmenter la température du plateau serait déjà une solution mais jusqu'à combien faut-il le faire chauffer ? J'ai déjà essayé en montant la température de 60 à 80°c. Autre soucis que j'ai remarqué c'est un espace très fin entre les contours et le remplissage. Ca j'ai lu que cela devait se régler avec l'overlap. Je vois que dans Creality Slicer j'ai 30% d'overlap sur l'infill overlap et 10% seulement sur le skin overlap. J'imagine que mon problème est lié au skin overlap. Je peux l'augmenter de combien ? 20% ? Plus ? Avez-vous des valeurs à me proposer pour que mes impressions se passent encore mieux ? Aussi, dans les profiles que j'ai sur creality slicer je n'ai que 4 tailles disponibles, 0.2mm low, 0.2mm standard, 0.16 dynamic et 0.12 super quality. N'y a-t-il pas moyen d'avoir des tailles plus grandes de type 0.4mm ? Pour pouvoir faire des impressions plus basique parfois si l'objet imprimé ne nécessite pas d'être aussi fin que du 0.2mm. Dans l'espoir d'avoir quelques réponses, Bonne fin de journée à tous,