Grillons
-
Compteur de contenus
28 -
Inscrit(e) le
-
Dernière visite
Récompenses de Grillons
")





-
fils durant l'impression de PETG ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
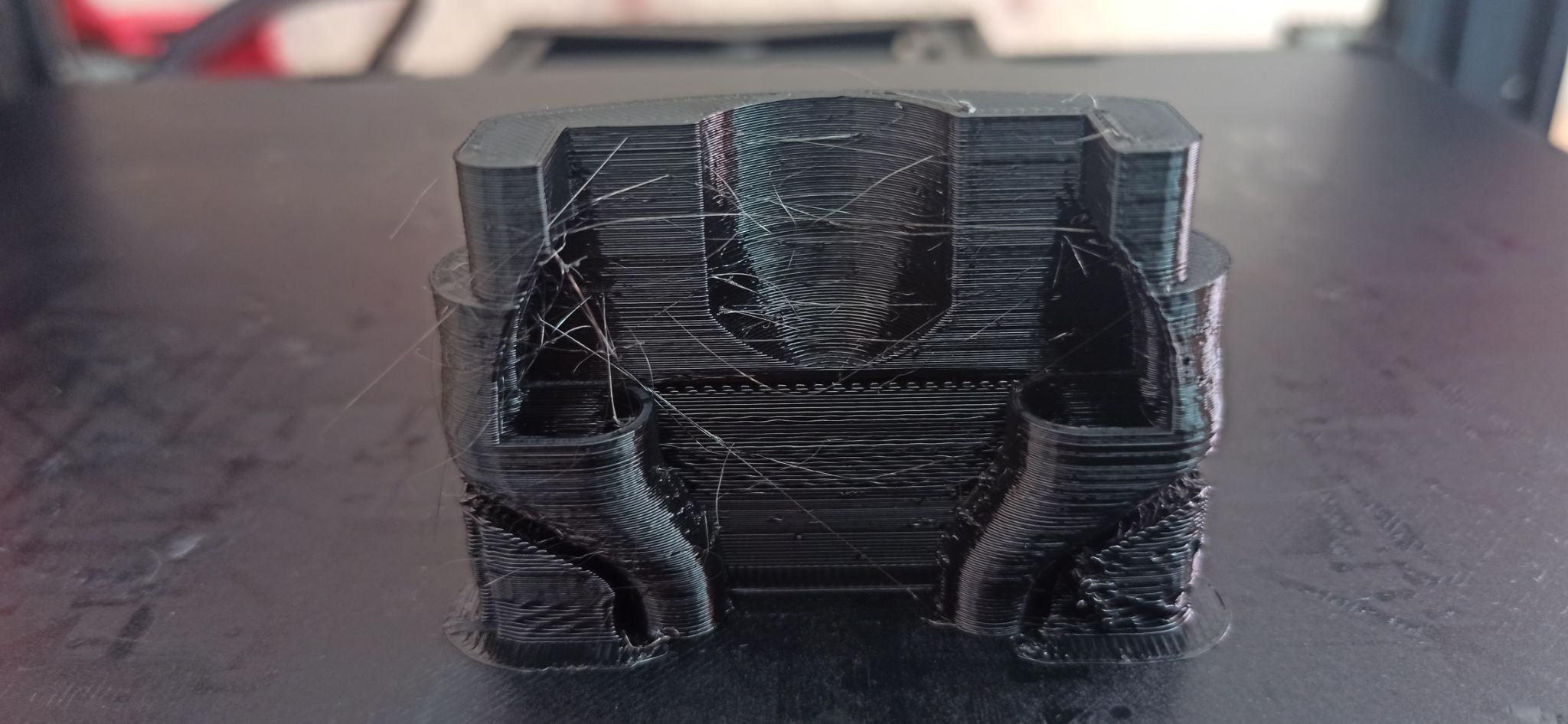
J'ai trouvé pourquoi j'avais ces fils durant les périmètres, j'avais mis 50 mm/s, je suis redescendu à 40 mm/s et plus de fils. -
fils durant l'impression de PETG ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
Je te remercie, je regarderai dès que possible. -
fils durant l'impression de PETG ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
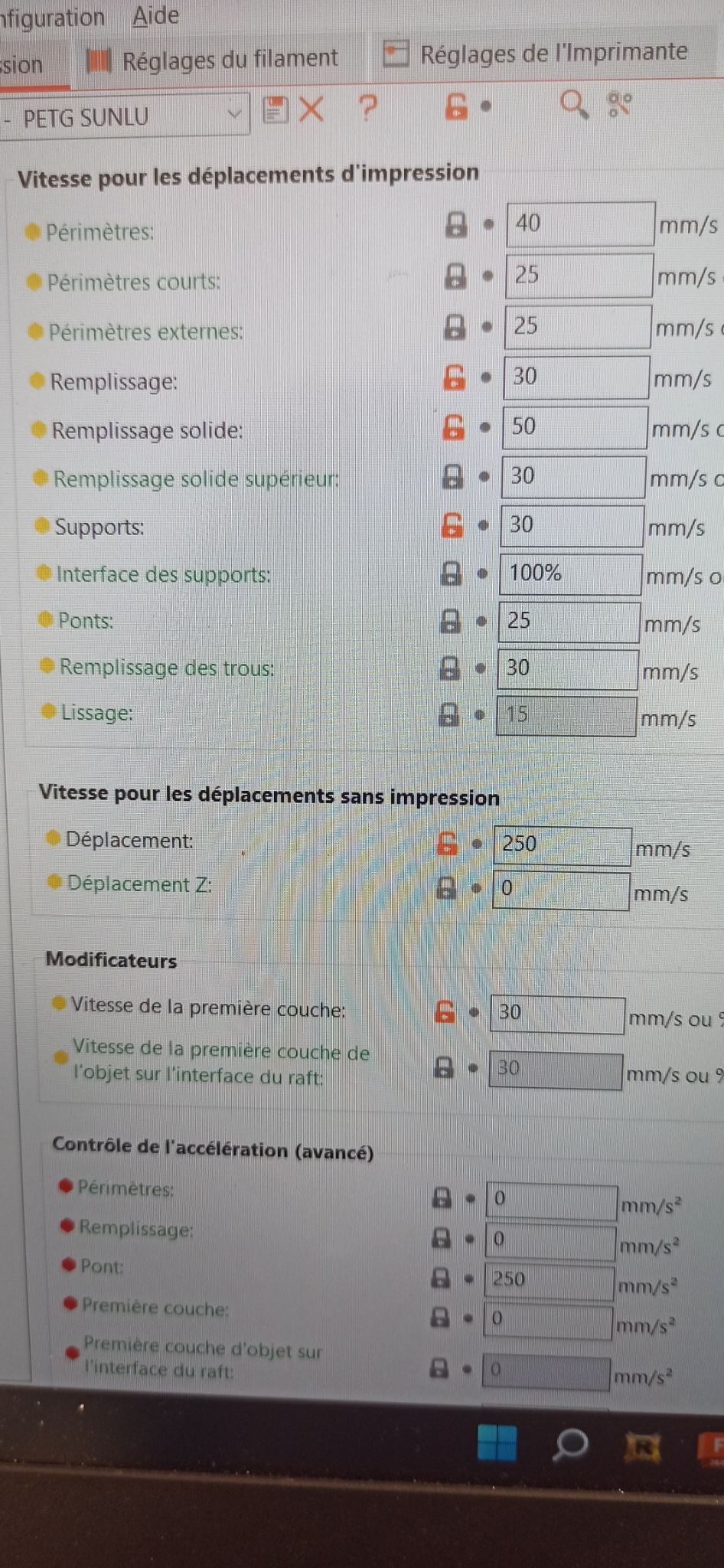
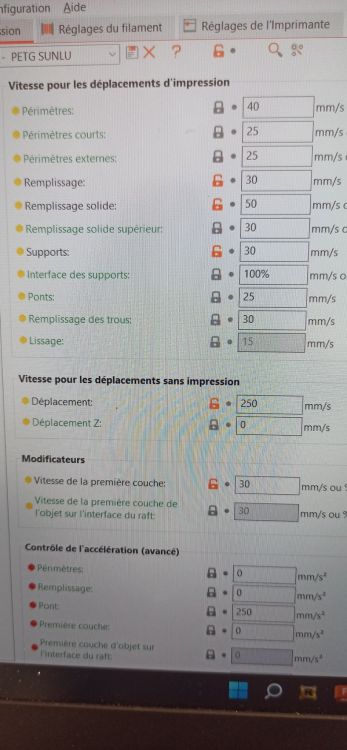
J'ai réglé ma rétraction à 6 mm et 40 mm/s. Je suis passé de 240° à 235 pour le problème signalé dans ventilation. Pour le pont, c'est le réglage d'origine de prusaslicer, je ne l'ai jamais touché, pas encore assez qualifié , mais attention il s'agit de l'accélération en mm/s² J'ai réglé le déplacement à vide à 250 mm/s (un vitesse rapide de déplacement sans impression est recommandée pour éviter les rétractions). Toutefois il n'y arrive rarement car prusaslicer ajuste quand même la vitesse en fonction de la distance ce qui est aussi visible dans les remplissages étroits par rapport aux larges. -
fils durant l'impression de PETG ???
Grillons a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'aimerai connaître la cause de ces filaments durant l'impression et vous remercie d'avance de vos réponses. Ça n'a pas l'air d'être du stringing car la plupart de ces fils se font durant l'impression des périmètres et non pas durant un déplacement dans le vide et/ou une rétraction et seulement une extrémité touche l'impression (bien visible sur les 2 fils tout à gauche et débordants sur la gauche de la pièce et sur celui presque en haut à droite du creux en arc de cercle). Température ambiante de la chambre 35° (et oui, il fait chaud ici en ce moment) PETG Sunlu Temp buse 235°, plateau 70° Ventilation 40% et 80% pour les couches inférieures à 20 secondes (d'habitude je règle à 20 et 40%, mais pour bien imprimer la partie s'élargissant des tubes inférieurs, j'ai dû régler sur ces pourcentages et un support afin d'éviter que les bords extérieurs ne se courbent vers le haut). Prusaslicer dernière version Hauteur de couche 0.2 mm remplissage une couche sur 2 Vitesses :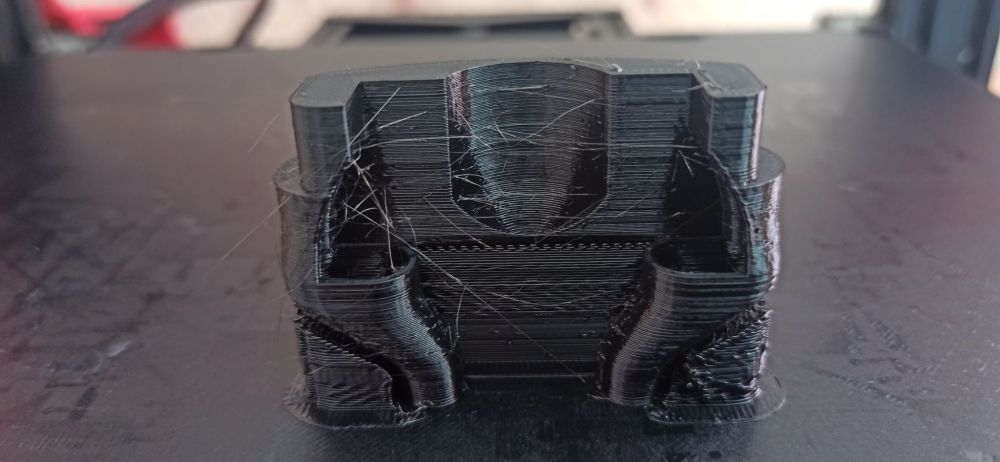
-
Demande d'avis sur un addon pour plateau chauffant
Grillons en réponse au topic de Grillons dans Discussion sur les imprimantes 3D
Je le ferai et posterai les résultats. Cela correspond bien à ce que je pensais pour la température ainsi que la conso, même si la différence de conso ne sera pas énorme. Par contre merci du renseignement à propos de la colle. -
Demande d'avis sur un addon pour plateau chauffant
Grillons en réponse au topic de Grillons dans Discussion sur les imprimantes 3D
Le boîtier de l'imprimante est bien chaud effectivement. Je ferai un retour d'expérience, mais là, je dois la démonter pour gros nettoyage, surtout des roulements du plateau, je vais en profiter pour bien régler le parallélisme des rails du plateau, vérifier le bon équerrage des profilés du portique (les faire rectifier au besoin) et installer des renforts de cadre pour stabiliser le portique et le maintenir bien perpendiculaire aux rails du plateau Théoriquement la résistance chauffe le dessous du plateau, mais aussi l'air sous le plateau (et le boîtier de l'imprimante contenant alim, carte mère, ...). La partie exposée à l'air est refroidie par l'air, un peu comme les moteurs nema, si tu leur colle un radiateur, tu feras baisser leur température et si tu leur met un ventilo de 40 mm c'est encore mieux. Donc, je pense qu'avec ça, la résistance gardera mieux sa température et devrais faire baisser un peu la conso électrique, mais à mon avis ce ne sera pas énorme, je verrai bien une fois monté. Ta réponse me rassure, si des fabriquants le montent d'origine, c'est que ce ne dois pas être mauvais pour la machine. Il ne faut pas oublier que les imprimantes 3D grand public ne sont quand même des low cost, surtout pour les chinoises... Tiens, c'est vrai, je n'avais pas pensé à la répartition de la température du plateau, ça pourrait aider à avoir la même température sur tout le plateau et surtout sur las bords et angles. -
Besoin de conseils pour impression PLA
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
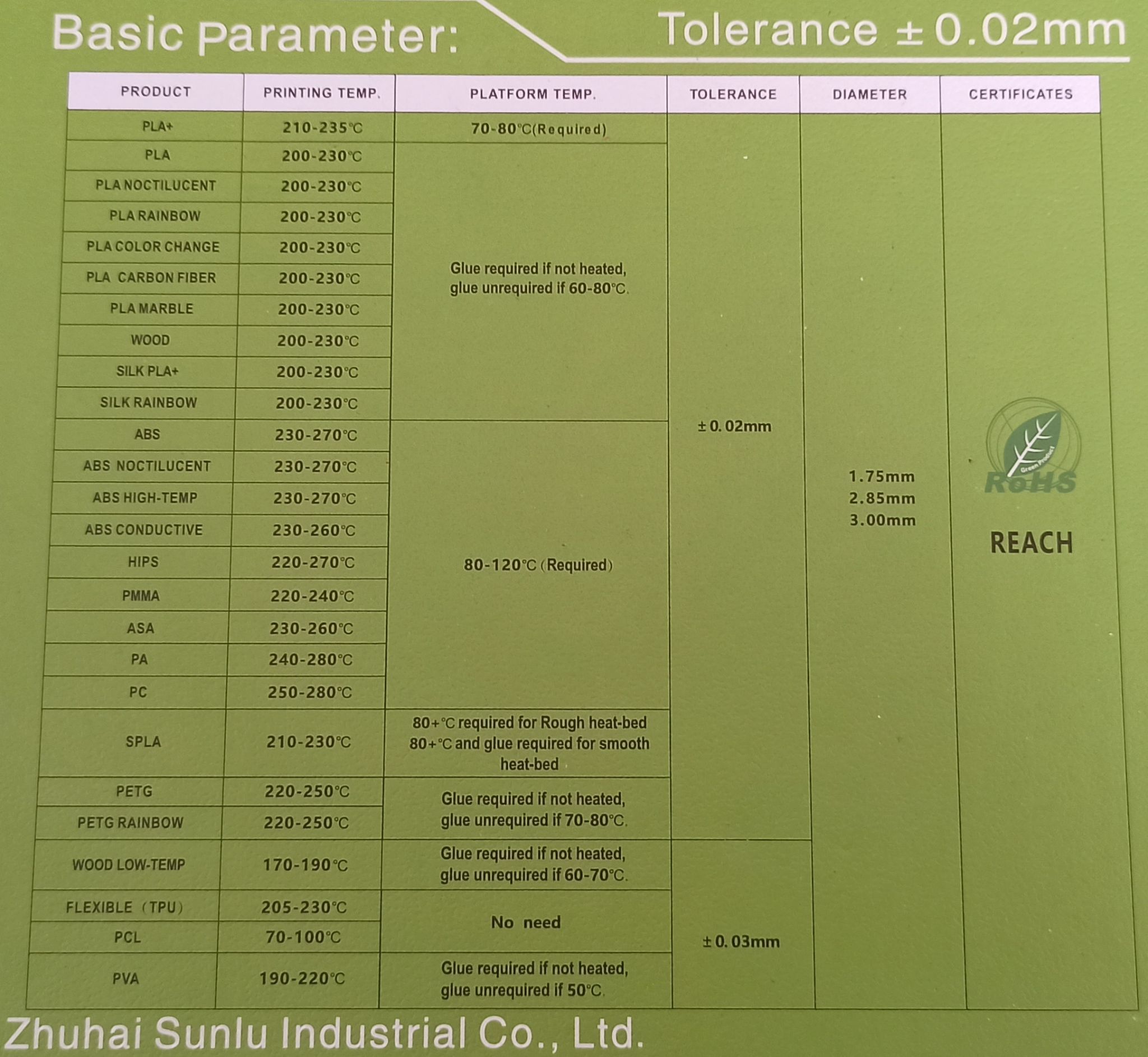
Merci, pour ton conseil très utile, je n'aurai pas pensé à mettre une buse en 0.6mm. Je te remercie pour ces conseils. Je n'ai pas encore déballé le wood et le marbre et je n'ai donc pas encore pu bien vérifier la rugosité de ces filaments, le wood semblait un peu rugueux à travers l'emballage, pour le marbre, j'avais l'impression qu'il était comme tu dis. Merci aussi pour tes conseils pour le wood. Je te remercie pour ces conseils et surtout pour l'or, l'argent et le copper. Je n'avais pas précisé la marque de mes filaments car vous ne les utilisez peut-être pas, je voulais avoir des indications sur vos vitesses, températures et refroidissement afin de pouvoir plus rapidement affiner les réglages des miens. J'utilise des filaments de marque SUNLU, voici le tableau des températures, buse et plateau conseillé pour chaque qualité de filament. Et voici un 1er print avec le silk pla+ rainbow, sans avoir fait préalablement de tour de chauffe, et donc en utilisant une temp. buse moyenne et la temp. plateau mini. J'ai eu très peu de strigging et seulement sur le haut des pointes. Voici mes réglages pour l'image qui suit avec prusaslicer. temp. buse 215 temp. plateau 60 ventilation 100% à la 4ème couche auteur de couche 0.2 vitesse 1ère couche 20 mm/s (beaucoup de petites pièces) vit. déplacements sans impression 250 mm/s vit. périmètres 50 mm/s vit périmètres courts 25 remplissage 30 remplissage solide 60 rétractions 2.5 mm à 40 mm/s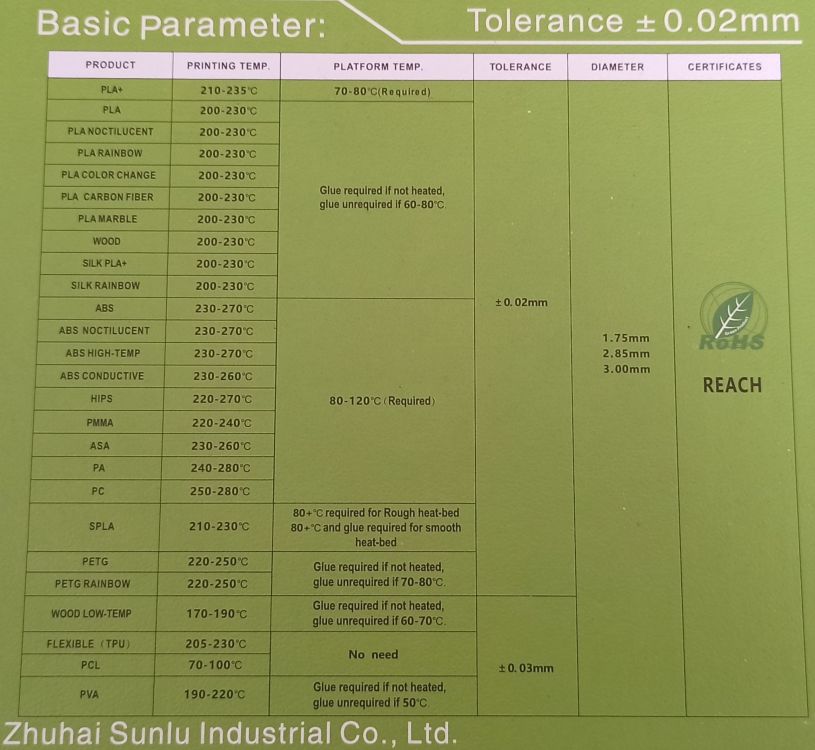

-
Demande d'avis sur un addon pour plateau chauffant
Grillons en réponse au topic de Grillons dans Discussion sur les imprimantes 3D
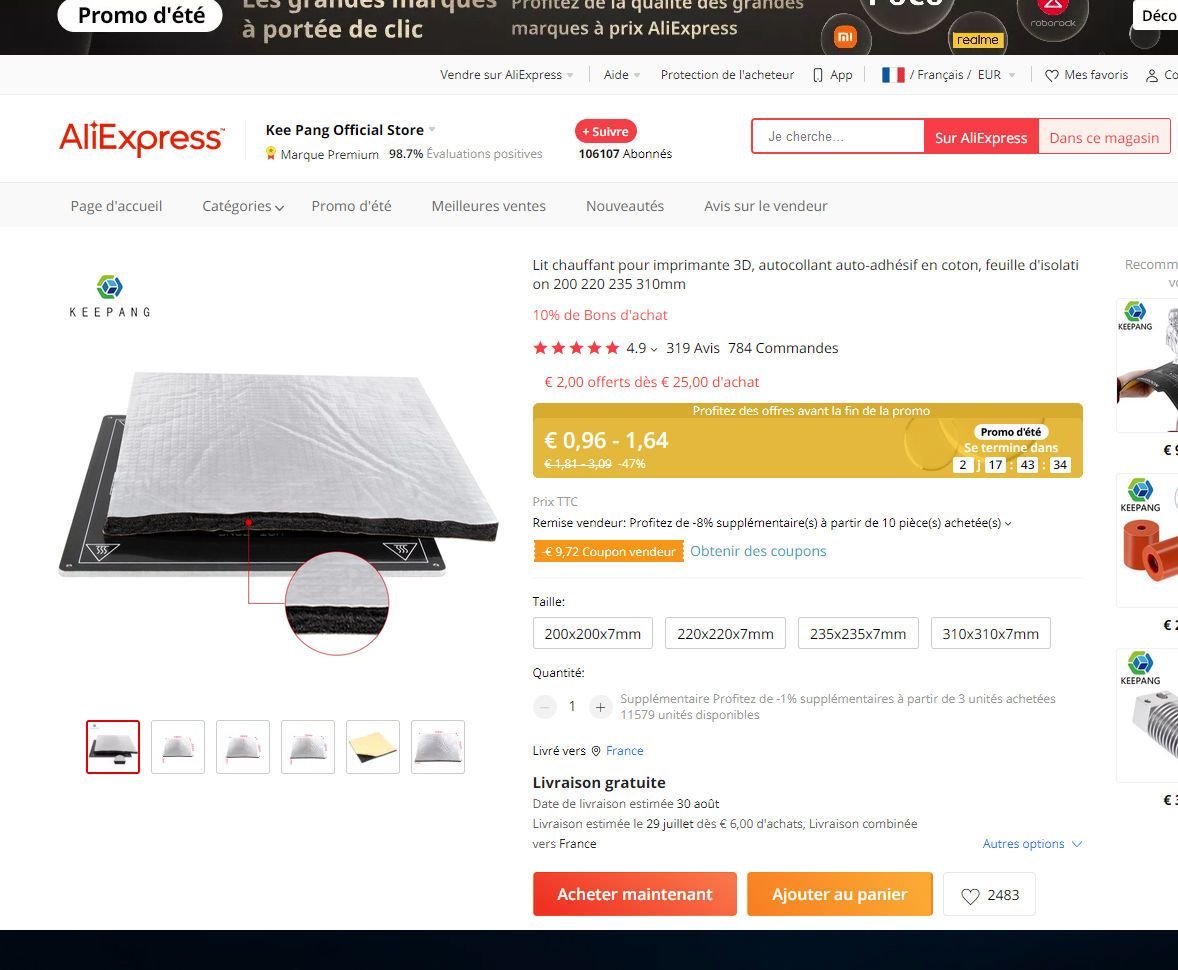
pour éviter de chauffer le boitier de l'imprimante où se trouve les composants électroniques (carte mère, alim, ...) et peut-être diminuer la consomation électrique en évitant une déperdition de chaleur vers le bas. Comme tu peux le voir sur l'image, c'est disponible en différentes tailles. Il y a une promo d'été en ce moment sur ce produit. -
Demande d'avis sur un addon pour plateau chauffant
Grillons a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour, j'ai une CR-10S PRO V2 et j'ai trouvé l'article ci-dessous sur aliexpress, à coller sous la résistance chauffante du plateau. je pense que cela éviterai de chauffer le boitier de la bécane et renverrai plus de chaleur vers le plateau. Toutefois je me demande si cela ne posera pas de problèmes de température ou autres et si oui, lesquels. J'aimerai savoir ce que vous en pensez. Merci d'avance de vos réponses.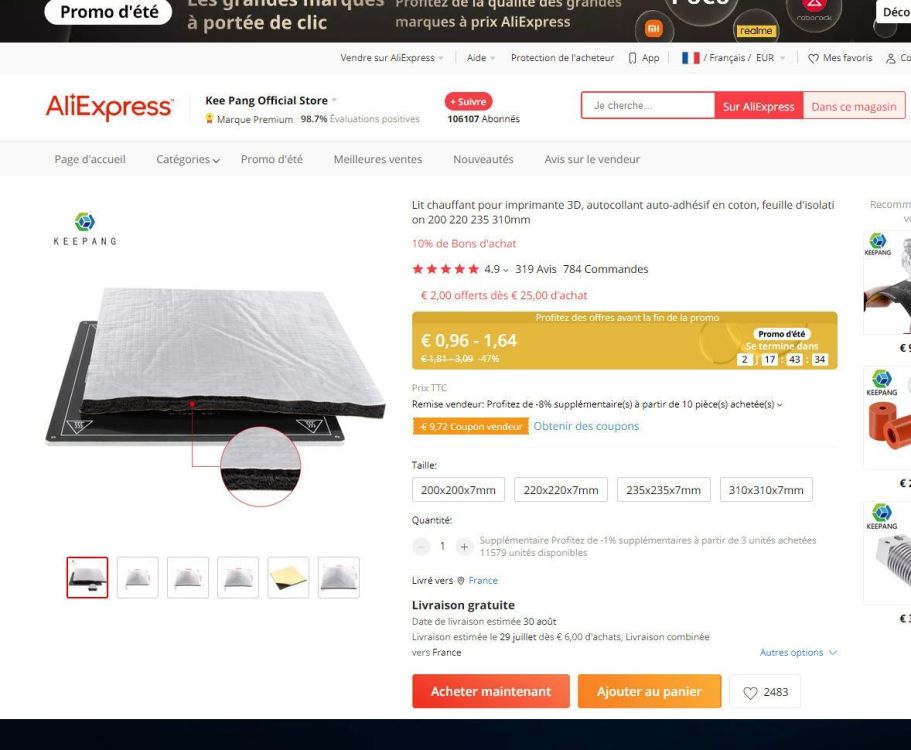
-
Besoin de conseils pour impression PLA
Grillons a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour tout le monde, Depuis presqu'un an que j'ai ma CR-10s PRO V2, je n'ai imprimé que du PETG. Maintenant je veux essayer les diverses déclinaisons de PLA, à savoir le PLA, le PLA+, le Silk PLA+. Sachant que les ventilos de la buse et du hotend sont d'origine, quel pourcentage de ventilation me conseillez vous pour chaque déclinaison pour impression normale et de couche de moins de 20 secondes (prusaslicer) ? Quelles vitesses de 1ère couche et d'impression normale ? J'ai lu quelque part que pour avoir un meilleur rendu avec le Silk PLA, il faut diminuer la température et la vitesse d'impression, vous en pensez quoi ? J'ai aussi acheté une bobine PLA wood low temp et une marbre, pas encore déballées, dois-je utiliser une buse 0.4mm métal ou la buse laiton ? Je vous remercie d'avance de vos réponses. -
Je te remercie, c'est ce que j'ai dû faire.
-
Bonjour tout le monde. Il y a eu une coupure de courant durant la mise à jour du firmware écran de ma CR-10S PRO V2, depuis l'écran s'allume tout blanc et impossible de le reflasher. J'ai même débranché mon imprimante durant plusieurs mn, rien n'y fait. Auriez-vous un solution pour le reflasher, mon imprimante est inutilisable en l'état ? Merci d'avance de vos réponses.
-
Z offset aléatoire ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
Je te remercie pour tes réponses. J'ai mis le firmware de tinymachines afin d'enlever les restrictions de celui du fabriquant. Quel bonheur de ne plus avoir à attendre la fin du palpage à chaque print. Pour le z-offset, avec le firmware creality, je devais apporter une correction de -10 à -15/100èmes, avec le tinymachine, que du bonheur, je n'ai pas eu besoin de corriger le z-offset et tout refonctionne correctement. Une autre petite question, je vois que dans le firmware tinymachines qui est plus tourné côté utilisateurs que publicitaire, le mode d'économie d'énergie (extinction automatique de la chauffe du plateau) est désactivé par défaut contrairement à celui de creality. Dans la pratiques, est-ce que les makers utilisent ce mode d'économie d'énergie, parce que je me pose des questions à son propos pour de longs prints ? -
Z offset aléatoire ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
Excuse-moi, je suis encore novice en impression 3D, j'aprécie ton aide. Oui, je peux régler le z-offset sur l'écran, dans les paramètres du print, donc une fois lancé le print. Quand je lance une impression avec l'auto leveling activé qui fera un M500 après les 25 points de contrôle), je peux régler le z-offset sans les paramètres du print, ce que je fait immédiatement. Ensuite lorsque le print lance le G29 avec l'auto leveling activé, je commence à croire qu'il sauvegarde aussi le z-offset. Pour le moment, il faut que je règle le z-offset entre +10 à +15 centièmes de mm. Toutefois après plusieurs tentatives avortées, si je re-clique sur le menu leveling de l'écran et refait un home, je m’aperçoit que le home est monté ???? Je vais essayer de faire un reset leveling pour voir. J'ai une autre question : Dans prusa slicer et ma cr-10s pro v2, dois-je mettre mon extrudeur en absolu (M82) ou en relatif (M83) ? -
Z offset aléatoire ???
Grillons en réponse au topic de Grillons dans Entraide : Questions/Réponses sur l'impression 3D
En fait le firmware d'origine de la creality cr-10s pro v2 ( celui que j'ai encore) a pas mal de restrictions : ne prend pas les codes m300 (pause), m600 (changement de filament), le leveling n'est pris en compte qu'en activant le leveling automatique sur l'écran LCD. Cette dernière commande fait un G29 (leveling) et un m500 (sauvegarde du mesh). Le ma420 (rappel du mesh) ne peut fonctionner qu'avec cette dernière option activée. Cette option sauvegarde uniquement le réglage du Home sur le LCD et le mesh en 25 points. Le z-offset ne peut être réglé qu'après avoir lancé un print, dans les paramètres de celui-ci et y est mémorisé tant qu'on ne le touche pas. J'essaierai quand même de mettre un m500 après le G29 du g-code pour voir. Merci du conseil.