nobi1kenobi
-
Compteur de contenus
53 -
Inscrit(e) le
-
Dernière visite
Récompenses de nobi1kenobi
")





-
Merci @vap38 pour les informations. Concernant l'alimentation c'est une ancienne génération en 350W ou 360W environ et l'alimentation seule ne faisait pas sauté mon différentiel, mais dès que je rajoutais le PLR j'avais mon défaut. Je précise que le reste n'était pas alimenté (carte mère, écran ...)
-
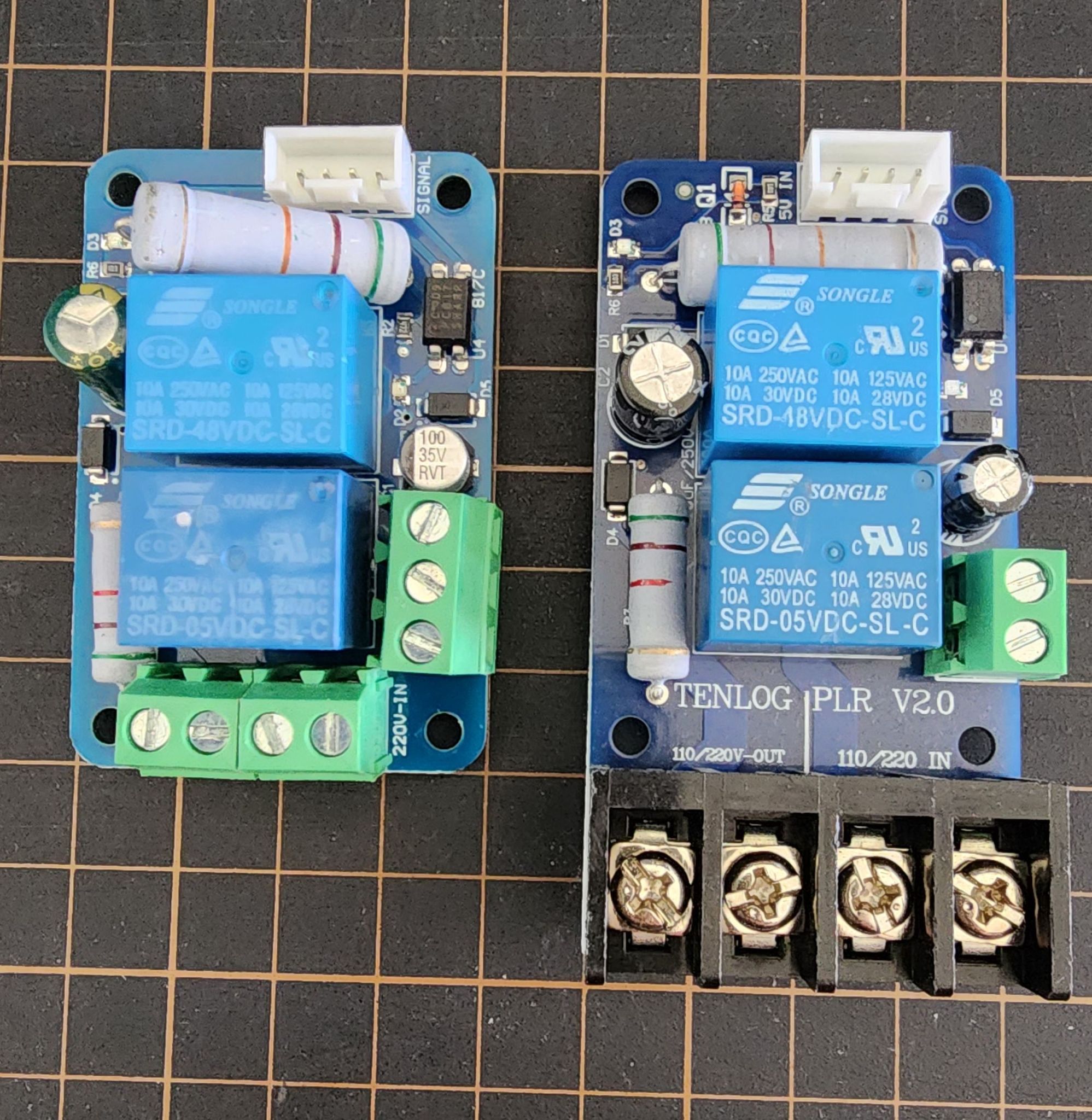
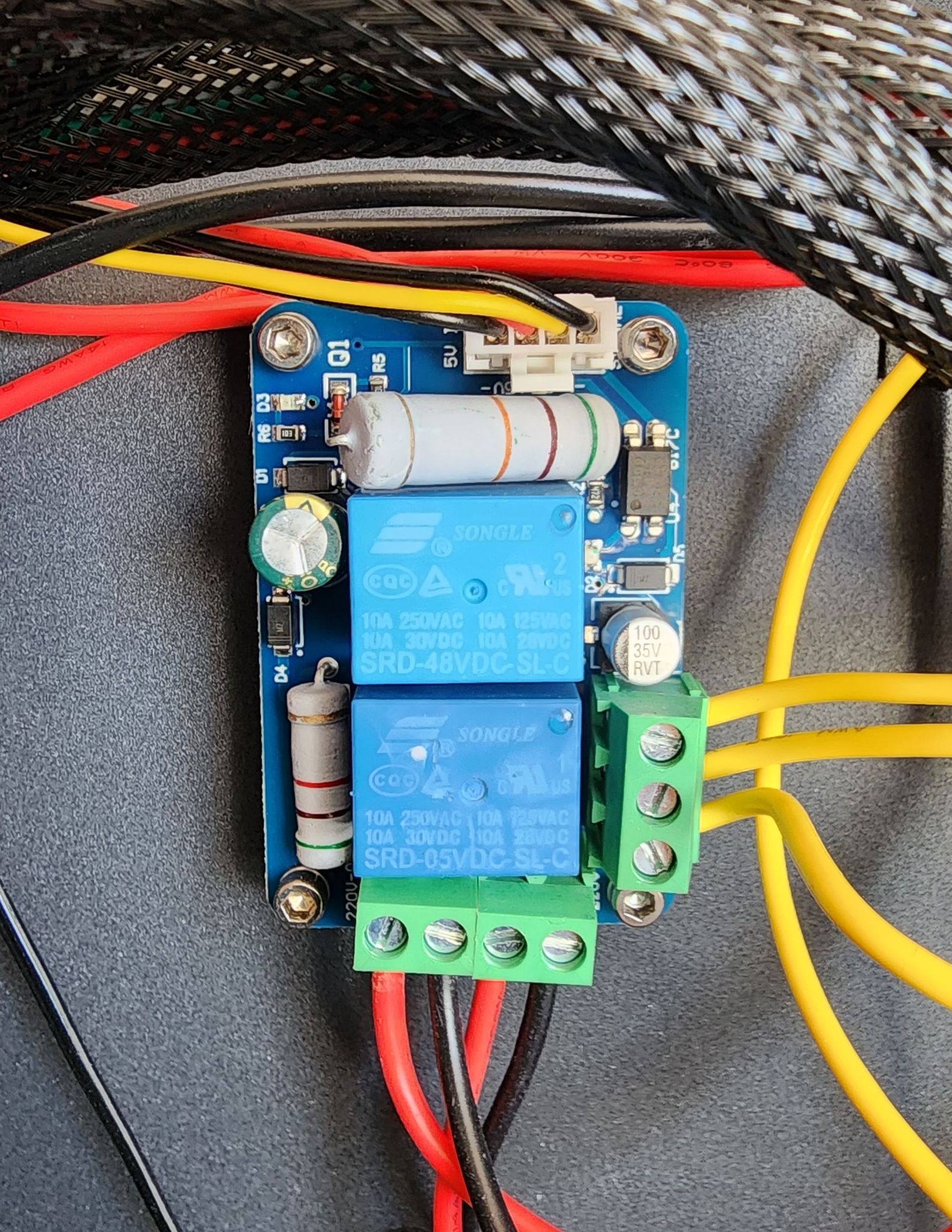
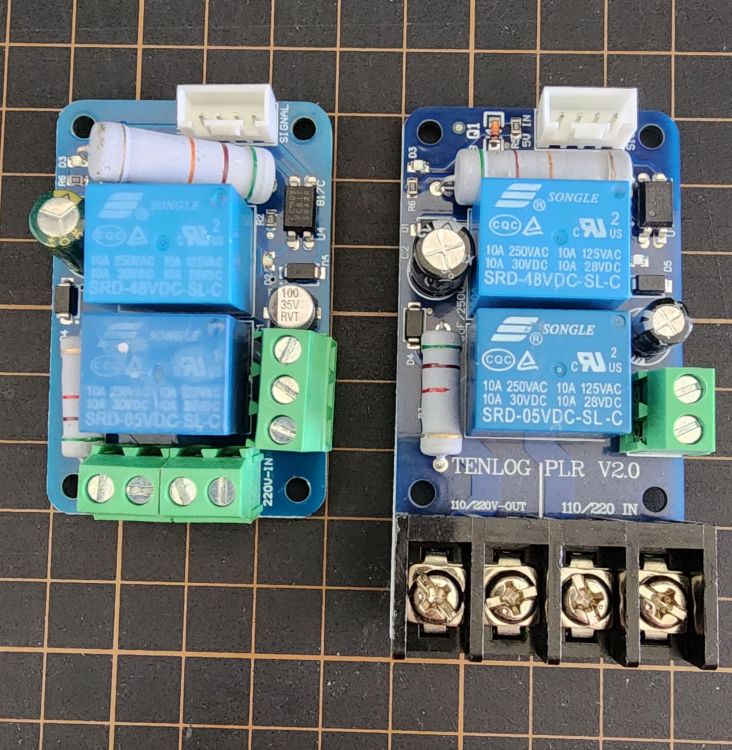
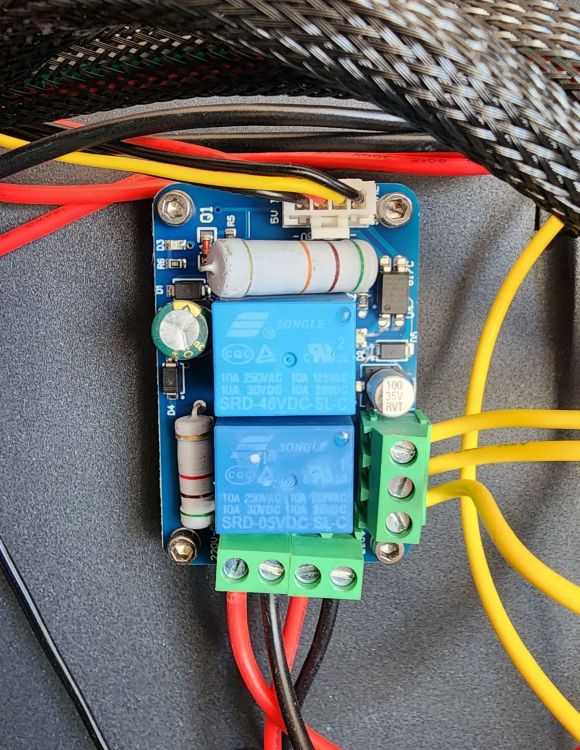
Bonjour, Après un long moment sans print je me suis décidé à remettre en fonction ma tenlog mais j'ai eu un soucis de court-circuit et donc mon différentiel de maison a sauté. Donc après avoir cibler mon problème, il s'avère que mon PLR est HS. J'ai donc commandé un nouveau module mais la version est un peu différente car au lieu d'un bornier triple pour la connexion de l'interrupteur j'ai un bornier double. Sachant que je suis plutôt une quiche dans ce domaine, quelqu'un pourrait-il me dire si je peux connecter deux des fils sur la même borne sans avoir d'incidence. Merci par avance.
-
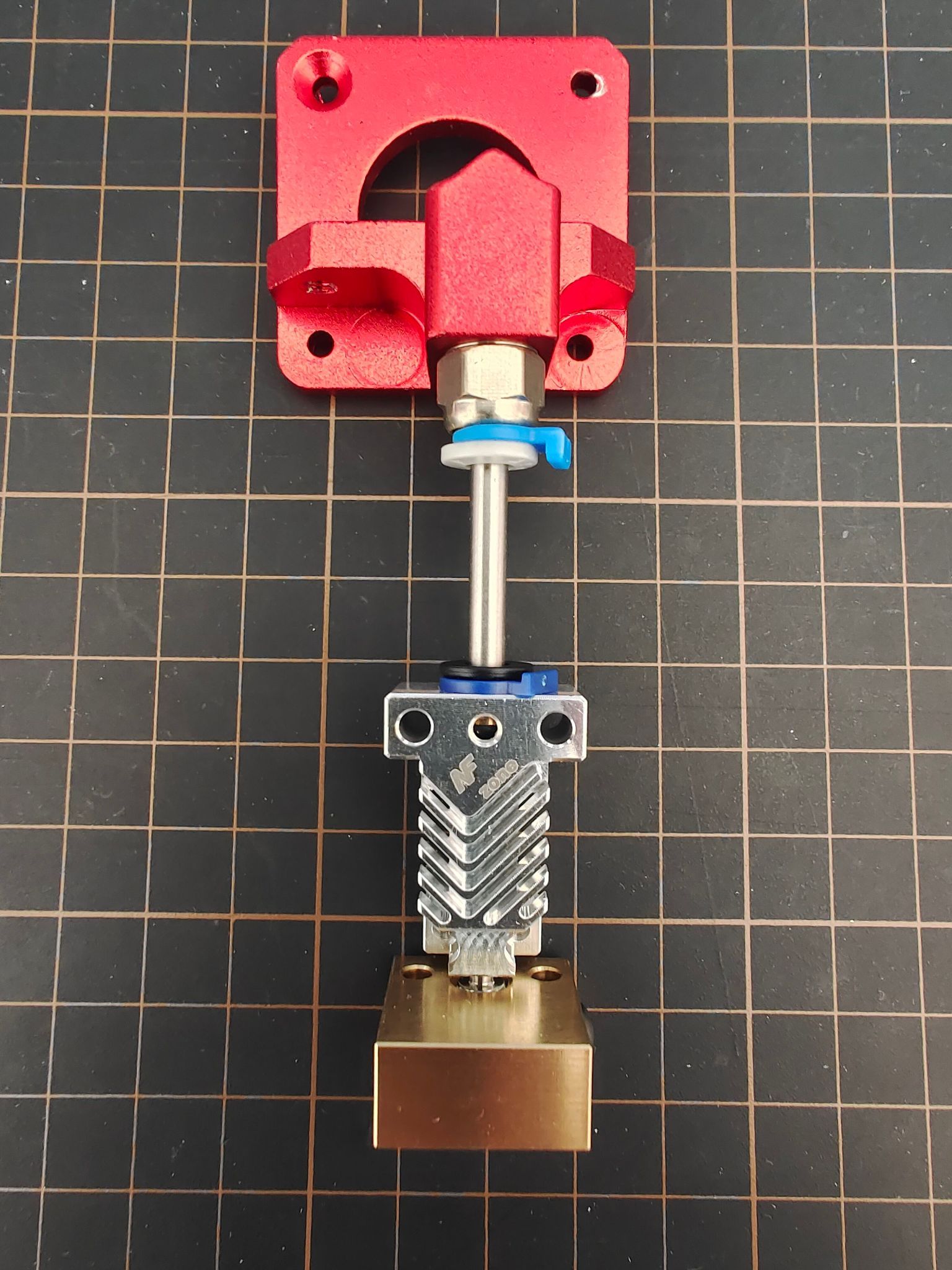
Bonjour @methylene67, quand tu parles de heatbreak bi-métal je suppose que tu veux dire ce genre de modèle ou le PTFE s'insère juste au début. Je ne suis pas équipé de ce genre de modèle et j'ai voulu essayé avec ce que je possédais. Quand j'ai parlé de solution, je pensais au fait que comme le disais @vap38, donc je me suis dit que cela pouvais être une idée. je n'ai pas beaucoup d'expérience contrairement à une partie des membres de ce forum donc j'essaye certaine chose. Je découvre et j'aime bien modifié tant que cela reste dans mes compétences donc je reconnais en lisant ton message que cela ne va probablement pas apporté d'eau au moulin mais j'aurais fait ma petite expérience personnel et peut-être contenter ma curiosité. au plaisir.

-
Bonjour @vap38, j'ai effectué un essai et malheureusement c'est un échec mais après réflexion c'était plus qu'évident. je m'explique, actuellement j'ai un heatbreak bi-métal avec le diamètre du tube PTFE traversant. Donc j'ai changé ce dernier par mon tube inox sauf que l’extrémité de ce dernier se retrouve dans le bloc de chauffe et forcément, lorsque j'ai mis à 240° pour du PETG, le tube est lui aussi monté en température et le filament a fondue en amont donc le résultat ne c'est pas fait attendre. De plus il y a un certain jeu entre le tube et le diamètre interne du heatbreak donc ça favorise aussi les fuites. Je ne lâche pas l'affaire et je vais commander un heatbreak ou le tube restera au niveau du dissipateur thermique quitte à faire un diamètre sur quelques millimètres ajuster au tube. Je ne vais pas plus polluer plus ce post, je pensais apporté peut-être une solution mais elle n'est pas au point. Je vais faire d'autres essais et si cela est concluant, je créerai un nouveau post.


-
à mince @vap38, ça ne m'encourage pas pour la suite mais je vais quand même essayer. Je suppose que tu as rencontré un problème au niveau de la jonction buse/tube car de mon point de vue il ne peut y avoir qu'a cet endroit ou le filament serait susceptible de fuir si la jonction entre les deux n'est pas bien plane. j'ai de mon coté dressé les deux faces sur un tour en prenant soin de bien faire tourné ma pièce concentrique. Si cela ne fonctionne pas je ferais un nouvel essai en rectifiant carrément les deux faces et si malgré tout ça ne fonctionne pas, eh bien je reviendrais à une méthode plus classique.
-
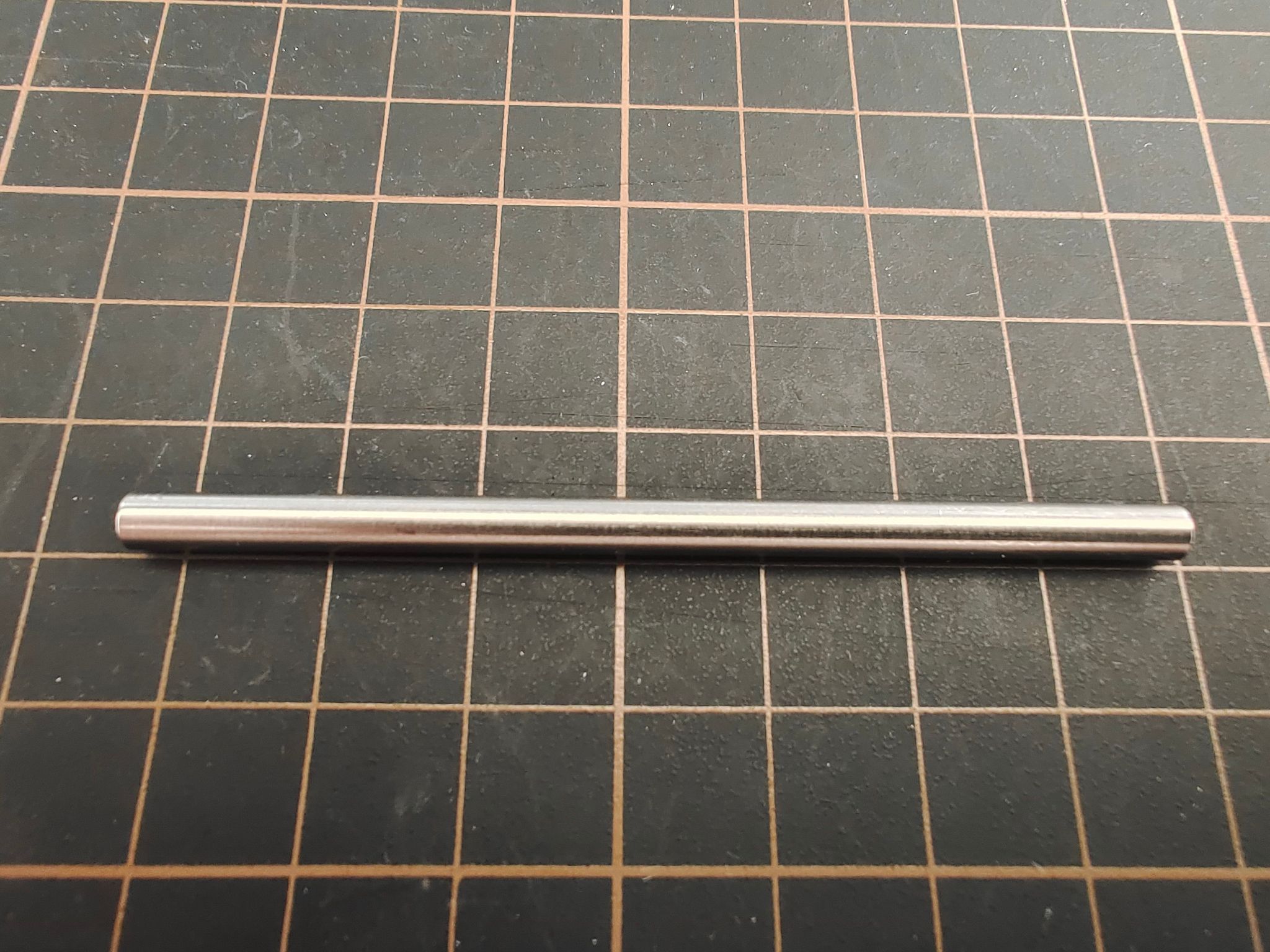
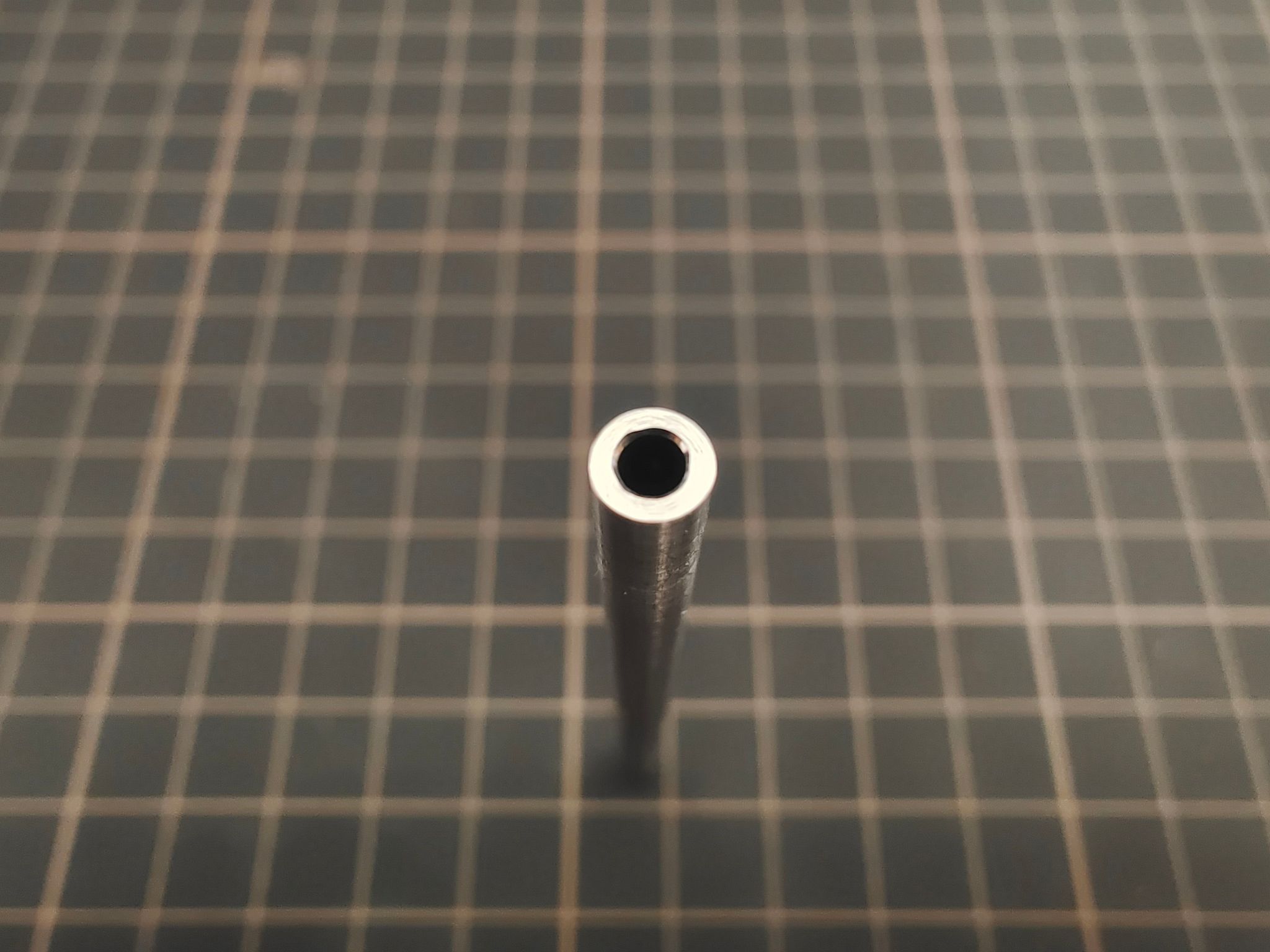
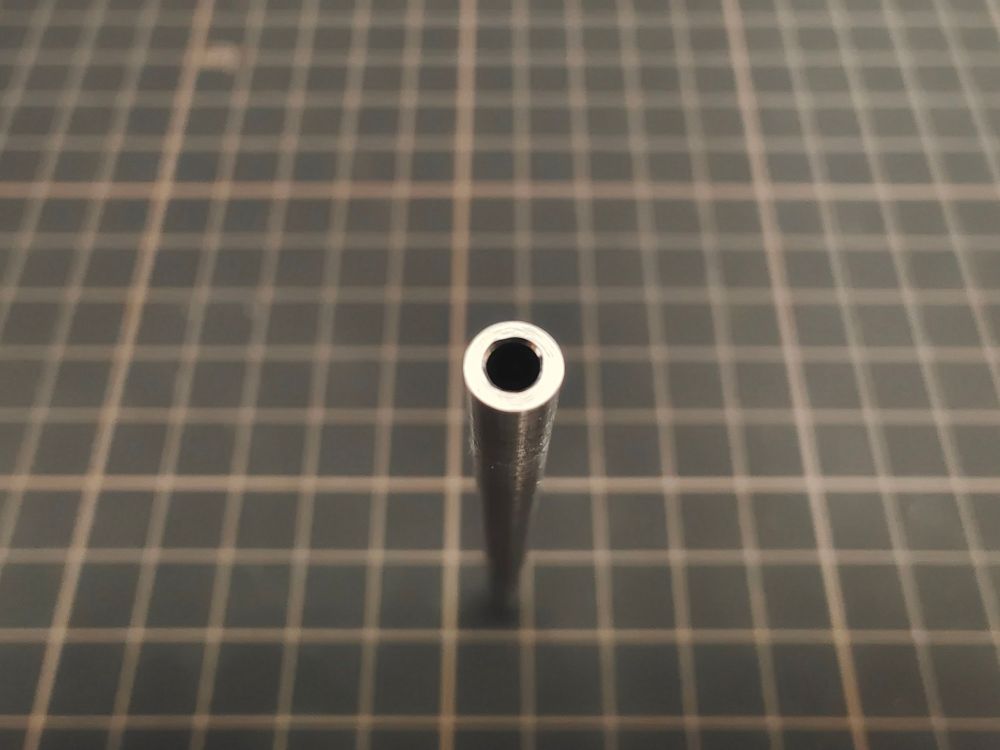
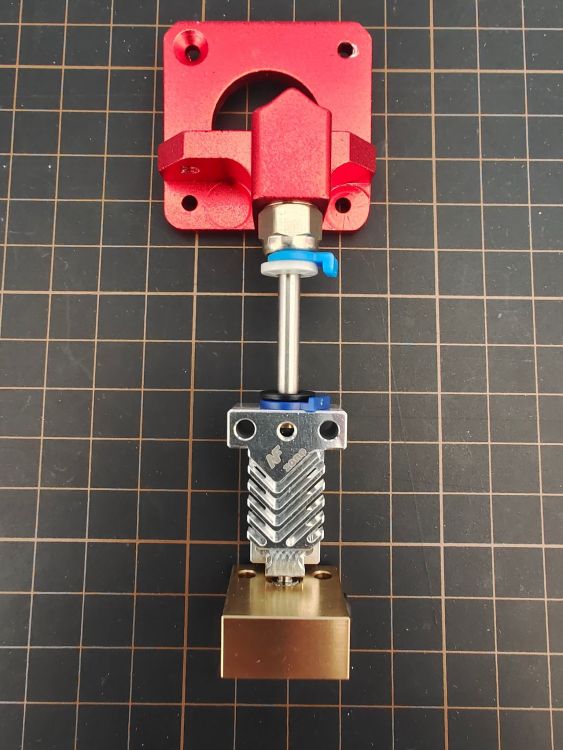
Salut, je ne saurais confirmer le défaut par manque d'expérience mais par contre pour les explications de @vap38 sur la mixité des filaments, je suis complètement d'accord pour en avoir fait l'expérience récemment. J'ai fais plusieurs heures d'impression avec du PLA et j'ai ensuite passé à du PETG. Deux petits prints plus tard et la buse est bouchée et fuite de filament. Après démontage et nettoyage j'ai remplacé mon tube PTFE qui avait souffert. J'ai visionné une vidéo d'un youtubeur que certain connaissent et il donne des idées d'amélioration de la tenlog dont une concernant un tube inox en remplacement du tube PTFE. j'ai commandé un tube sur aliexpress et je l'ai mis à longueur. Pour l'instant je ne l'ai pas tester car je souhaite assembler un extrudeur complet mais je ne possède pas encore toute les pièces, j'ai fais un montage à blanc sur ce que je possède et je n'ai pas de jeu avec les raccords donc j'ai bonne espoir, à voir par la suite. Je vais peut-être essayé sur l'extrudeur d'origine tenlog et si cela fonctionne ça pourrais être "inusable" à la différence du PTFE. Je mets les liens de la vidéo en question ainsi que le lien aliexpress pour ceux que ça intéresse et des photos de mon tube et assemblage. https://www.youtube.com/watch?v=PezEpMUO2j8 https://fr.aliexpress.com/item/1005001637773897.html?spm=a2g0s.8937460.0.0.5aab2e0eiaHbDa&gatewayAdapt=glo2fra

-
merci @vap38 pour ces infos et merci à toi aussi @methylene67, j'avais vu ton post justement ou tu parlais de ces moteurs et je me posais justement la question car c'est vrai que niveau poids et encombrement on ne peut faire difficilement mieux. J'ai remarqué aussi que tu as tourné tes moteurs de 90° et c'est une idée à laquelle je n'avais pas pensé. ça me donne des pistes supplémentaires, merci.
-
j'aimerais avoir des renseignements concernant les différents moteurs qui pourraient être utilisés en remplacement des moteurs d'origine. je pose cette question car cela fait un moment que je pense entreprendre l’assemblage d'extrudeur en remplacement des extrudeurs tenlog d'origine. Je suis conscient que les têtes d'origine fonctionnent relativement bien même si personnellement je les trouvent plutôt "moche" et le refroidissement de la buse n'est pas extraordinaire surtout pour les ponts. Alors certain vont me dire "garde ceux d'origine" mais j'aimerais quand même gagner un peu en poids et de plus j'ai fais l'acquisition d'un extrudeur à double engrenage et de ce fait mon alignement avec le hotend n'est plus bon et je vais devoir réaliser une platine avec un décalage du moteur, donc cela ne passera plus au niveau des montants de l'axe Z et bien sur, je vais aussi changer le hotend et essayer de trouver un système pour le réglage en hauteur de la tête E2. Pour info, je dispose de moteur référence 17HS4401 qui sont déjà moins imposant et qui devrait fonctionner mais je ne dispose pas d'information sur ceux d'origine tenlog pour faire une comparaison, donc au passage si quelqu'un en sait plus, je suis preneur. Merci d'avance.
-

modifications du support plateau et des rails.
nobi1kenobi a posté un sujet dans Tutoriels et améliorations pour Tenlog
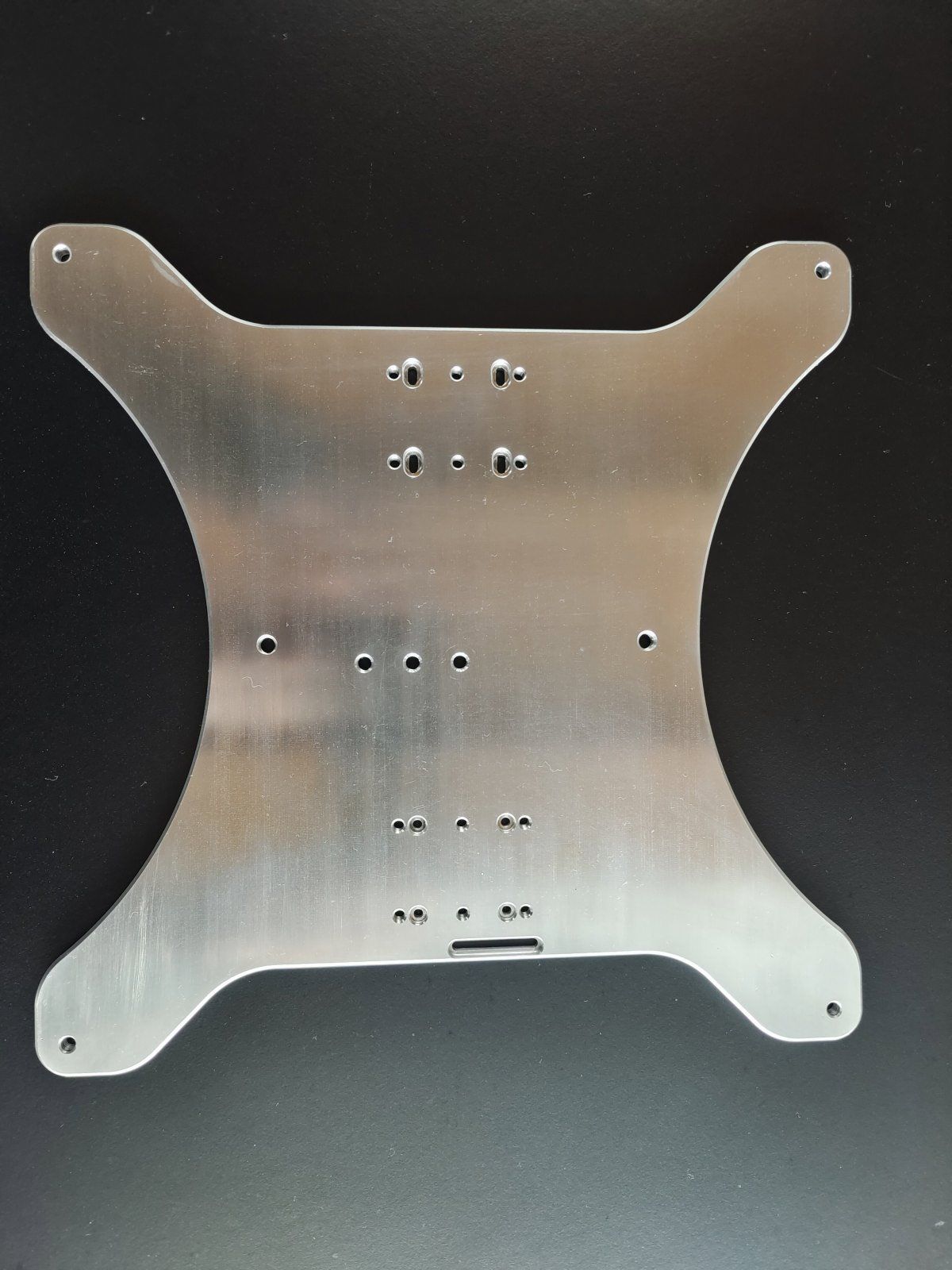
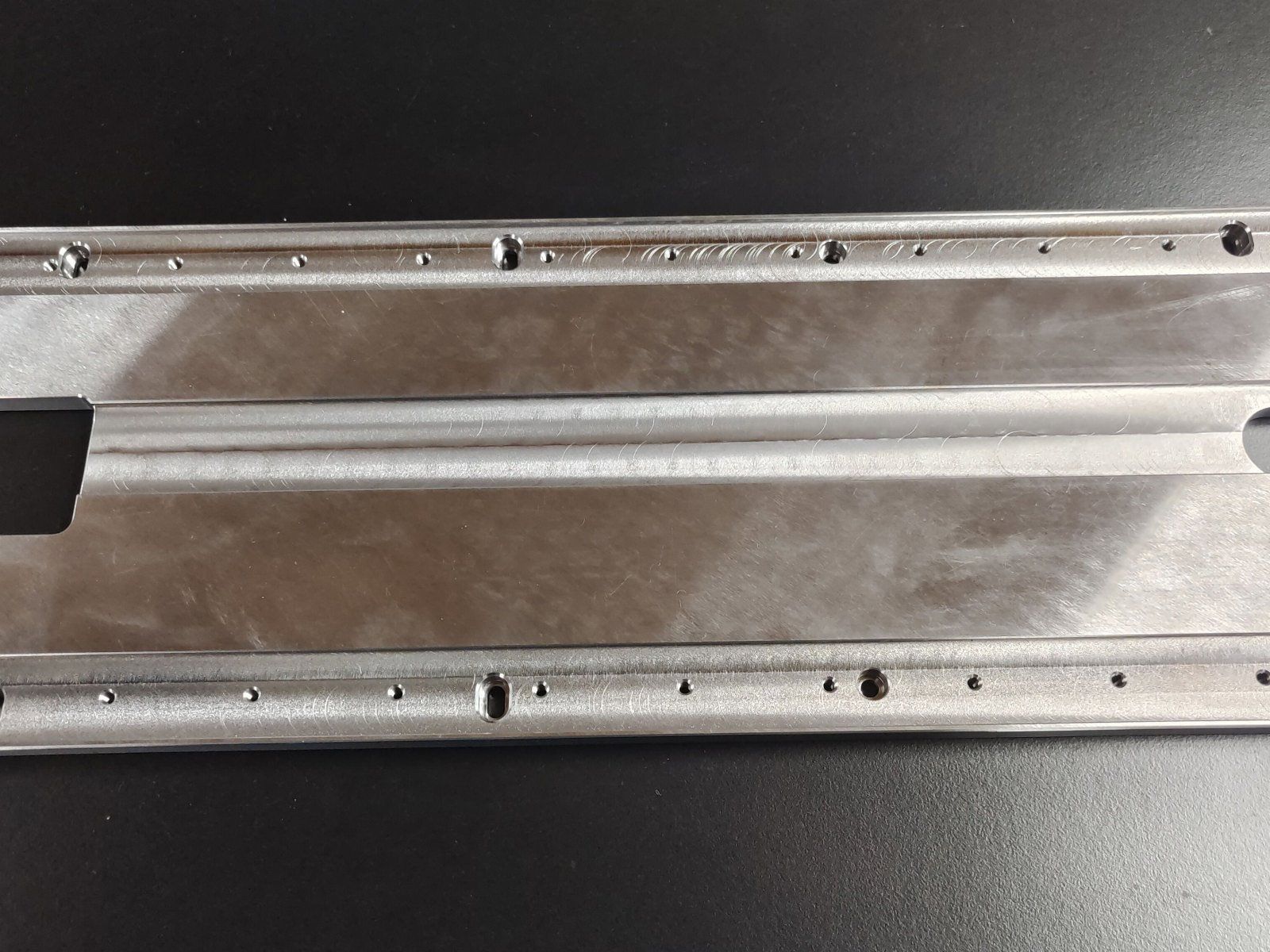
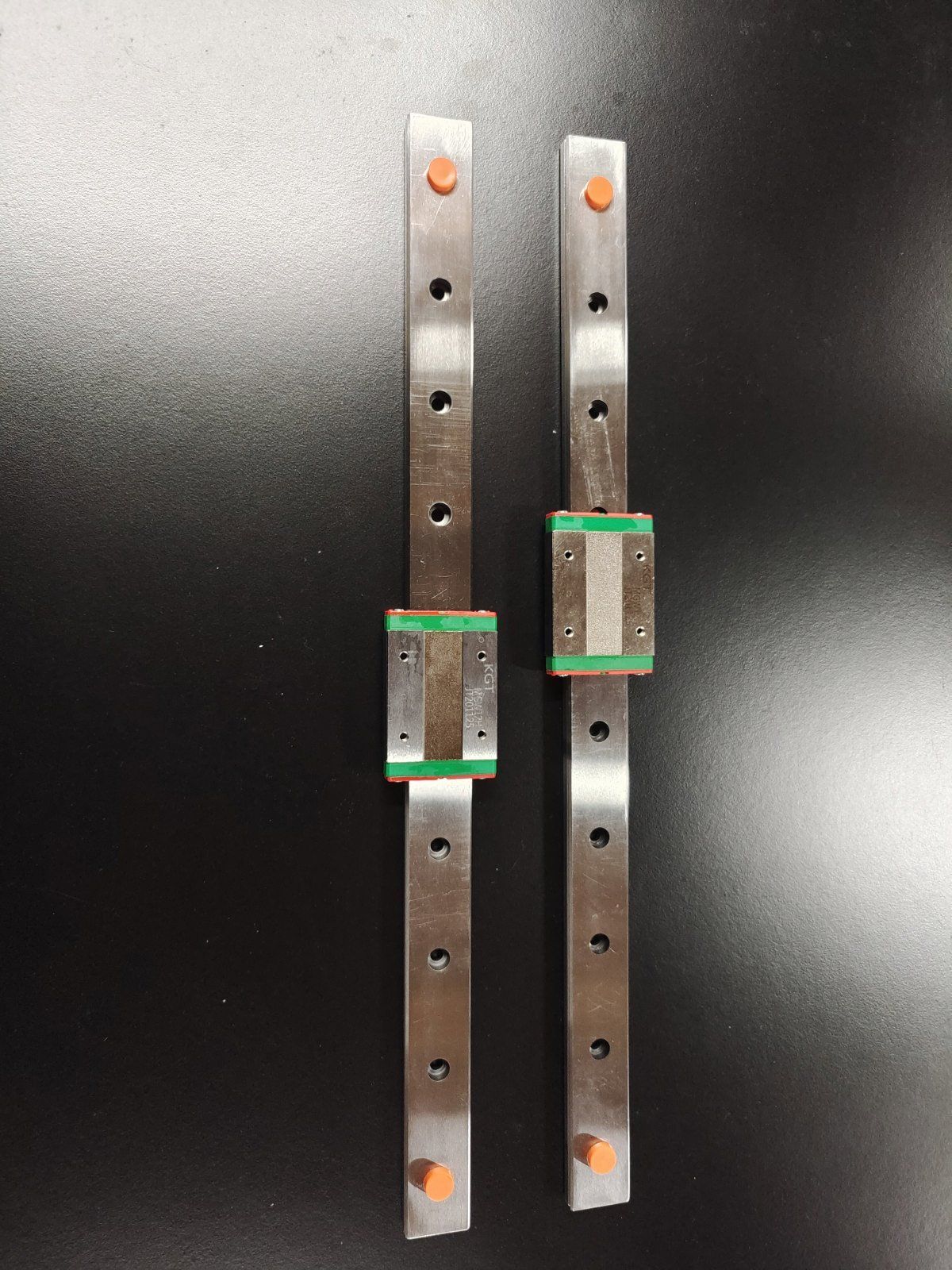
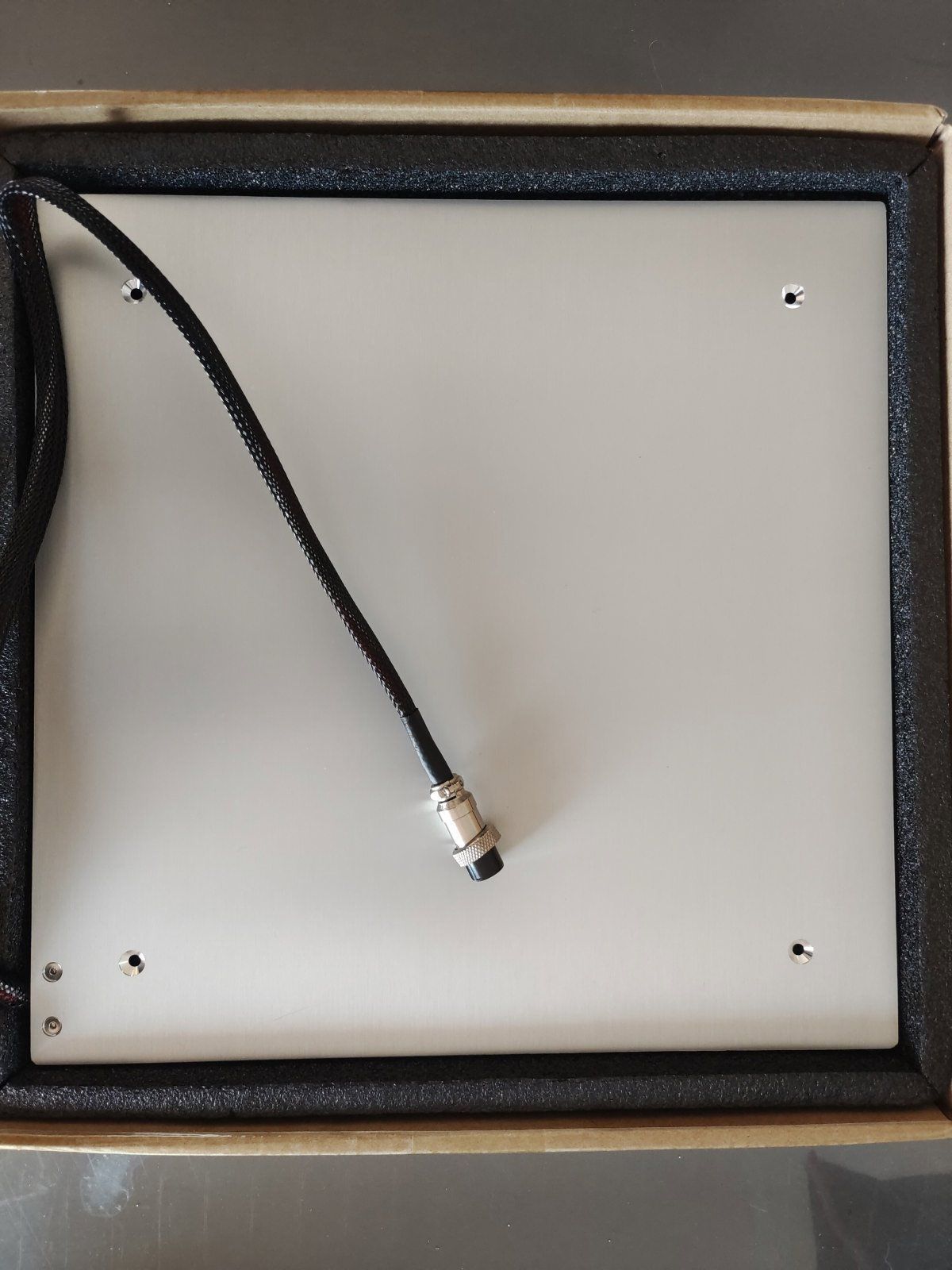
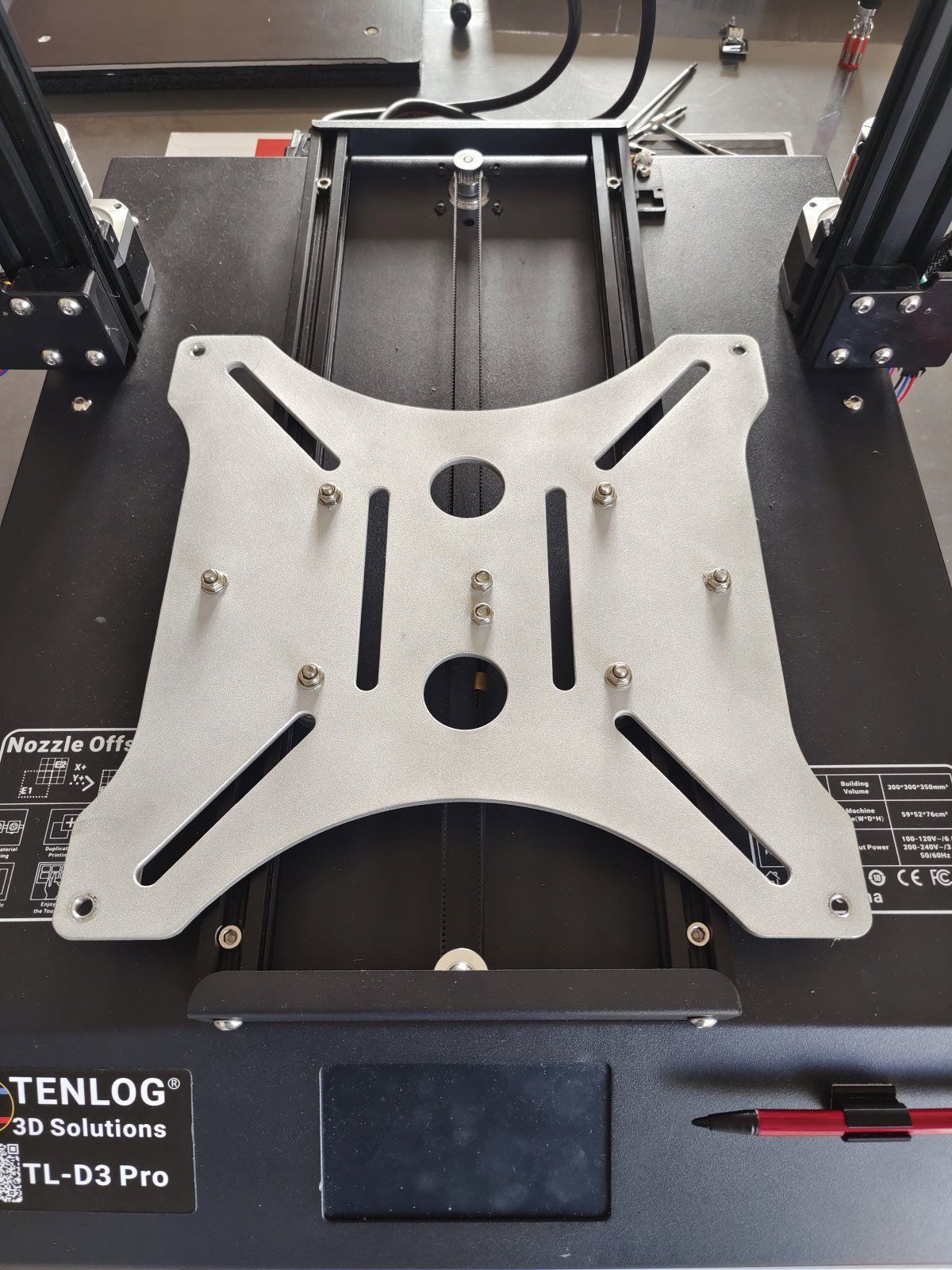
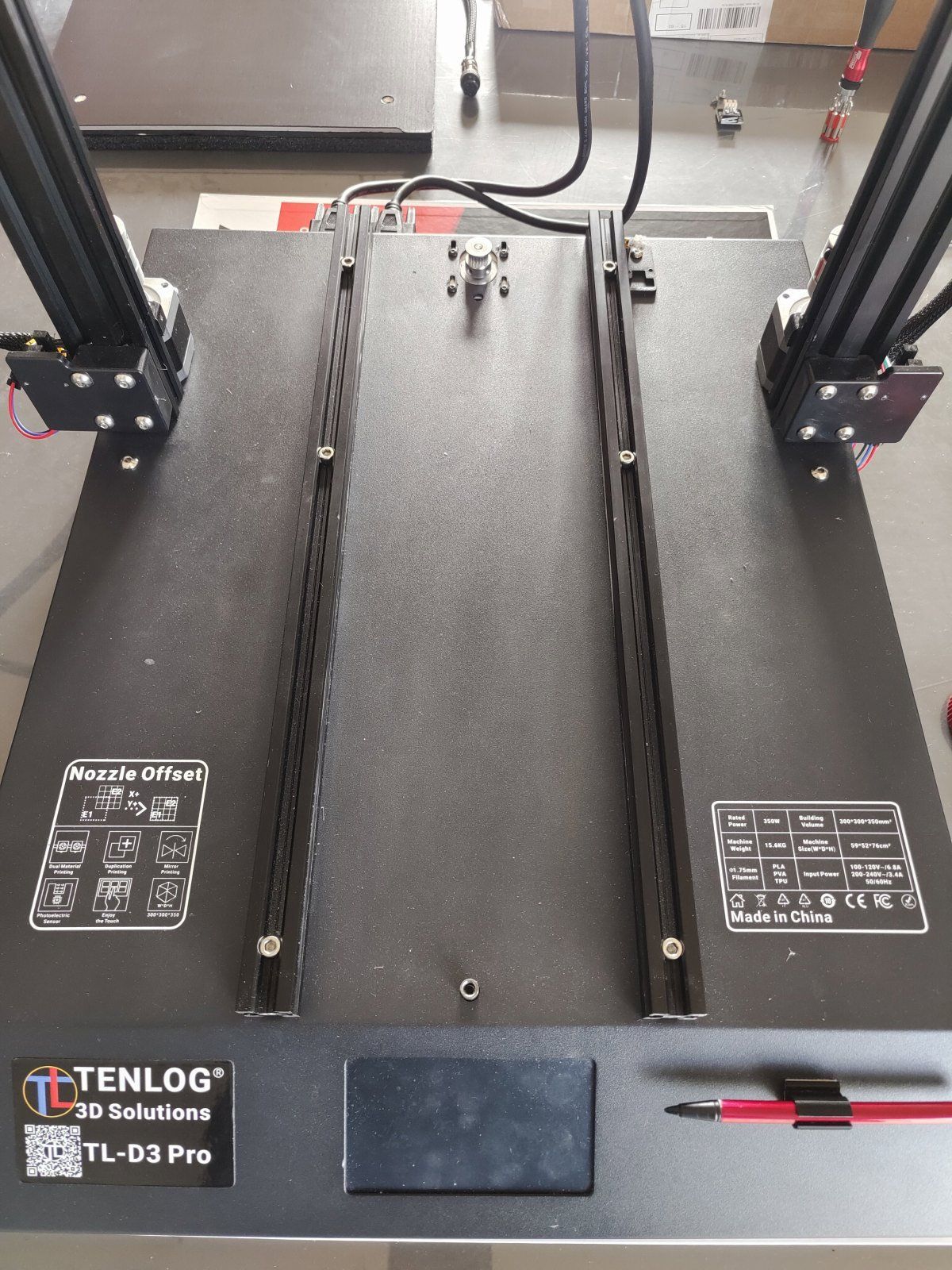
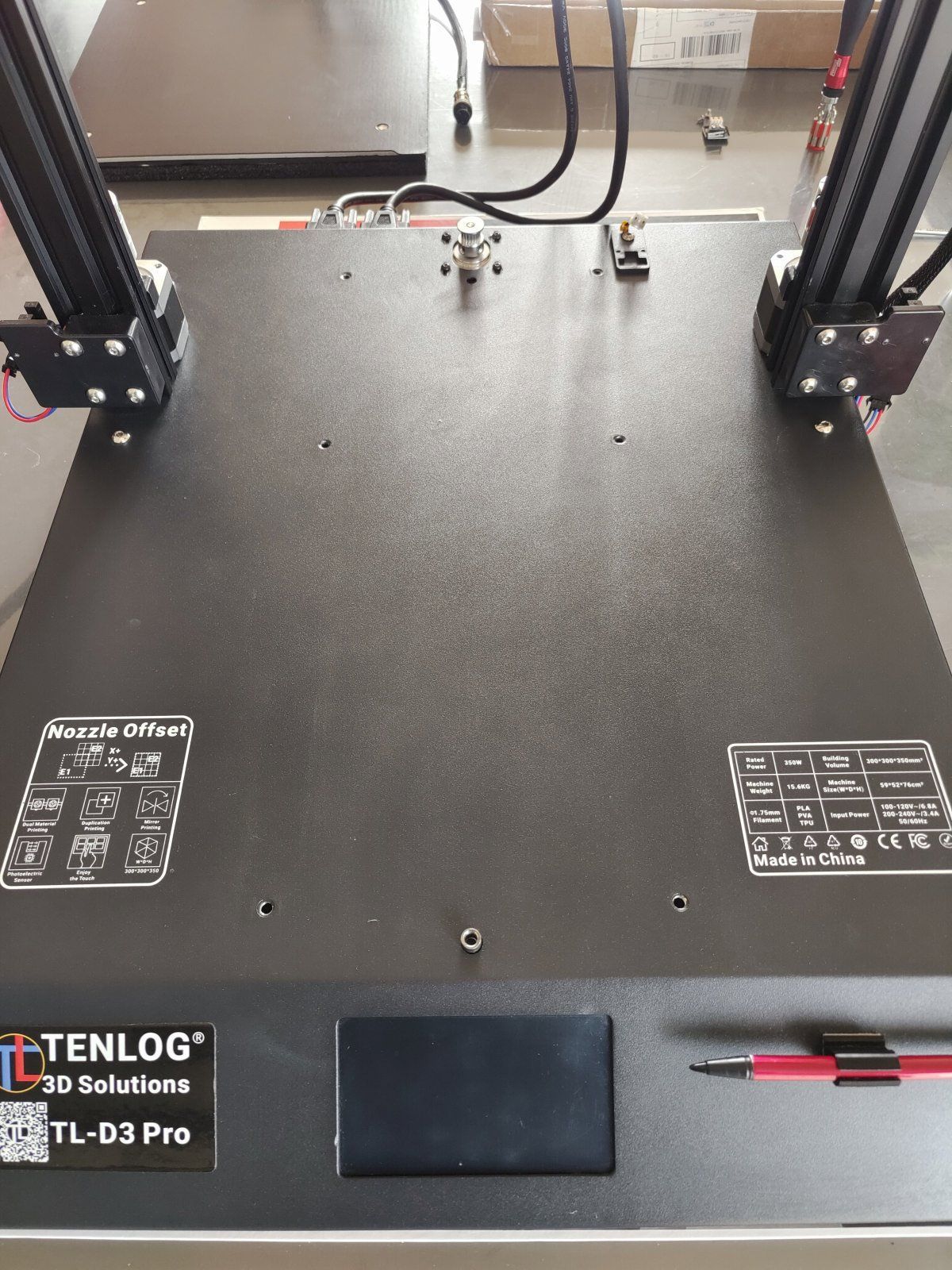
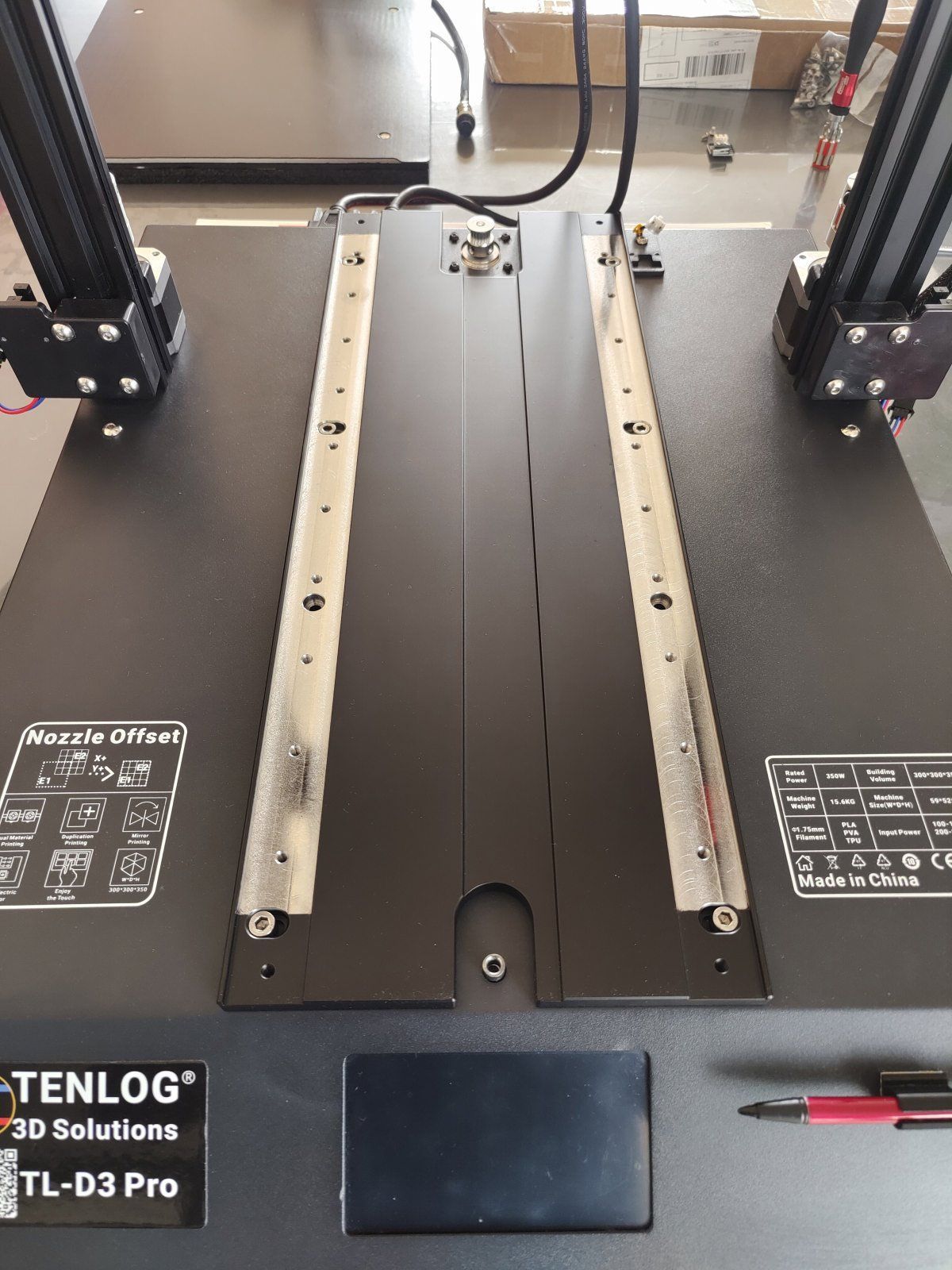
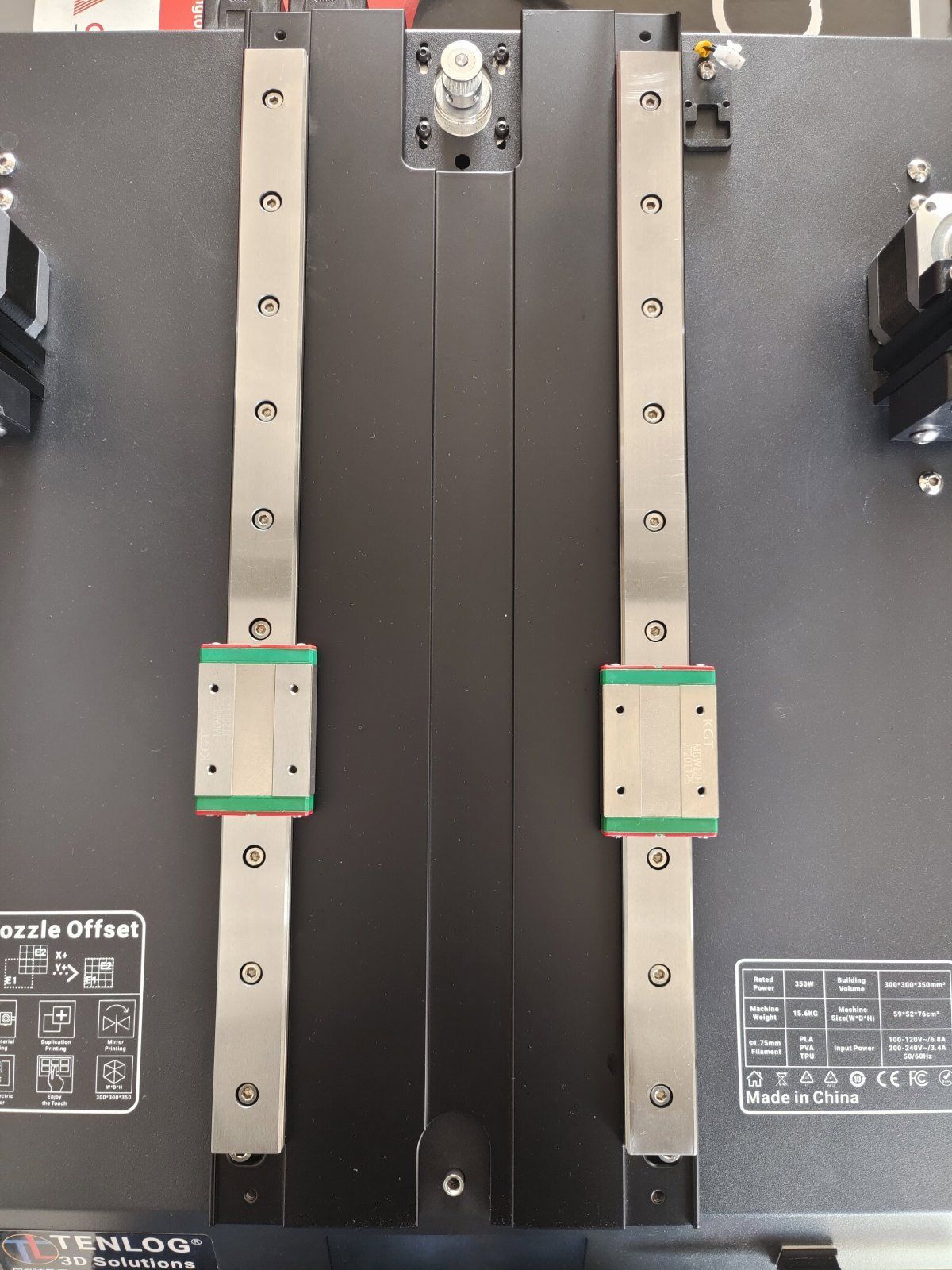
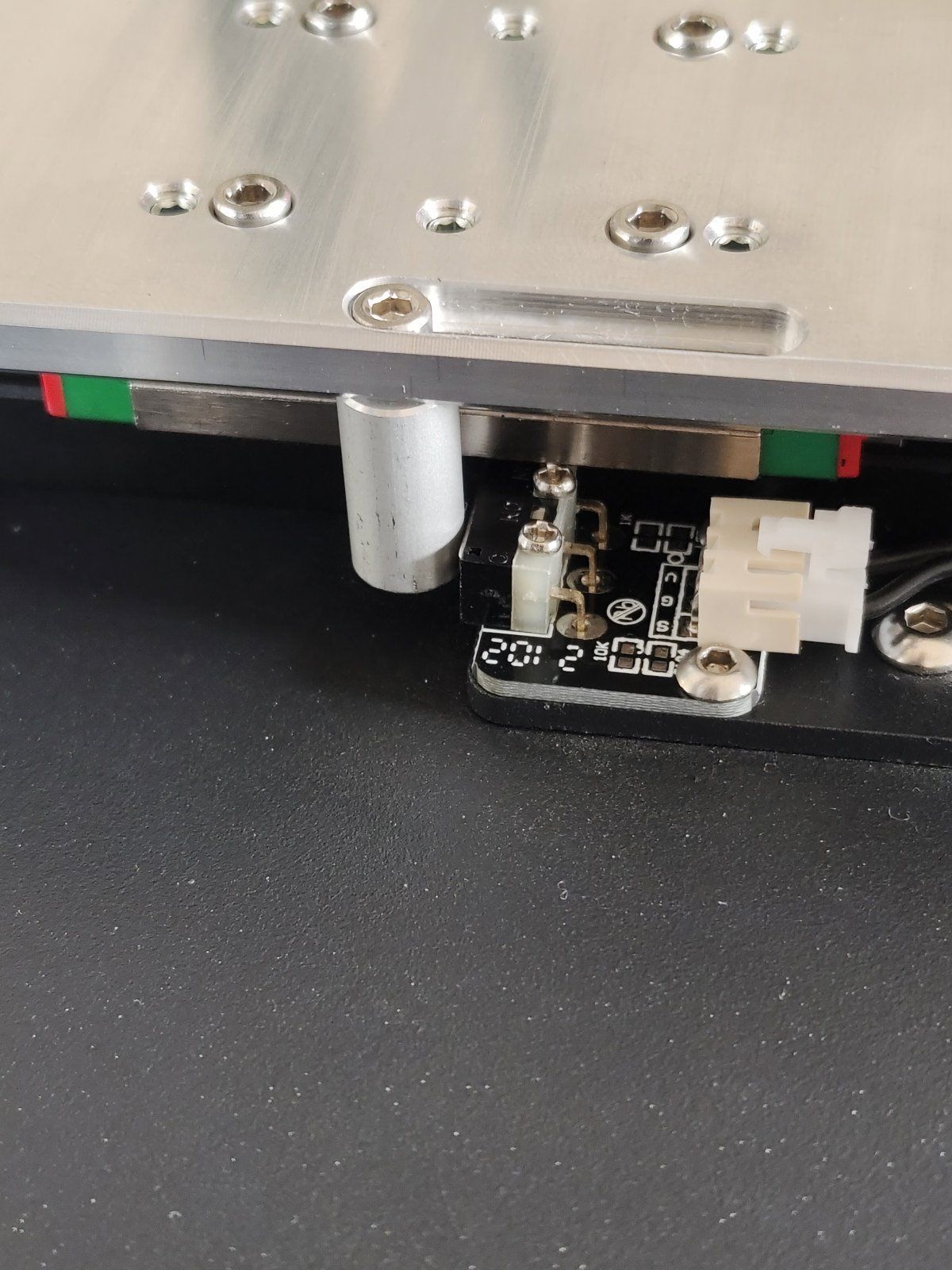
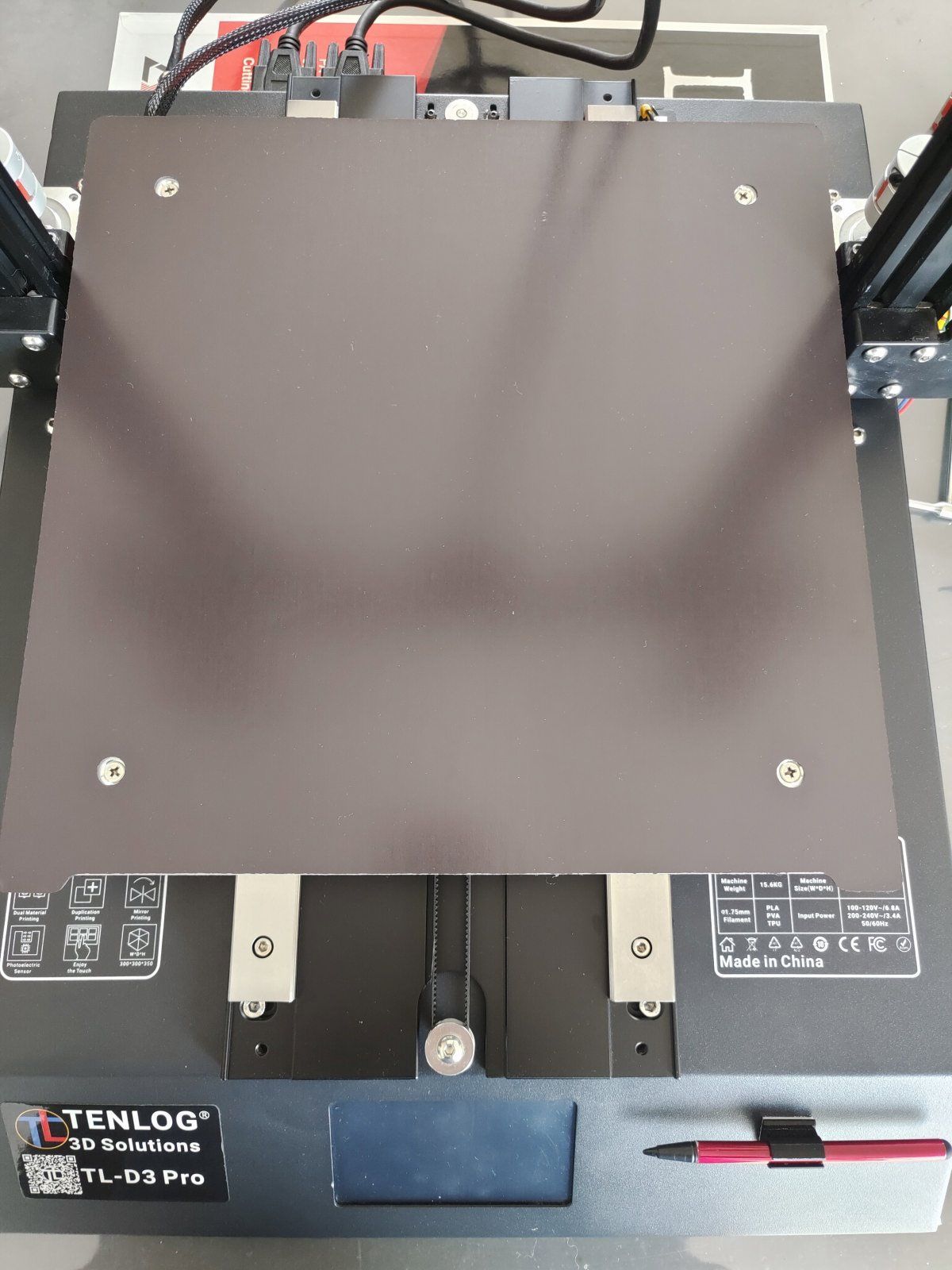
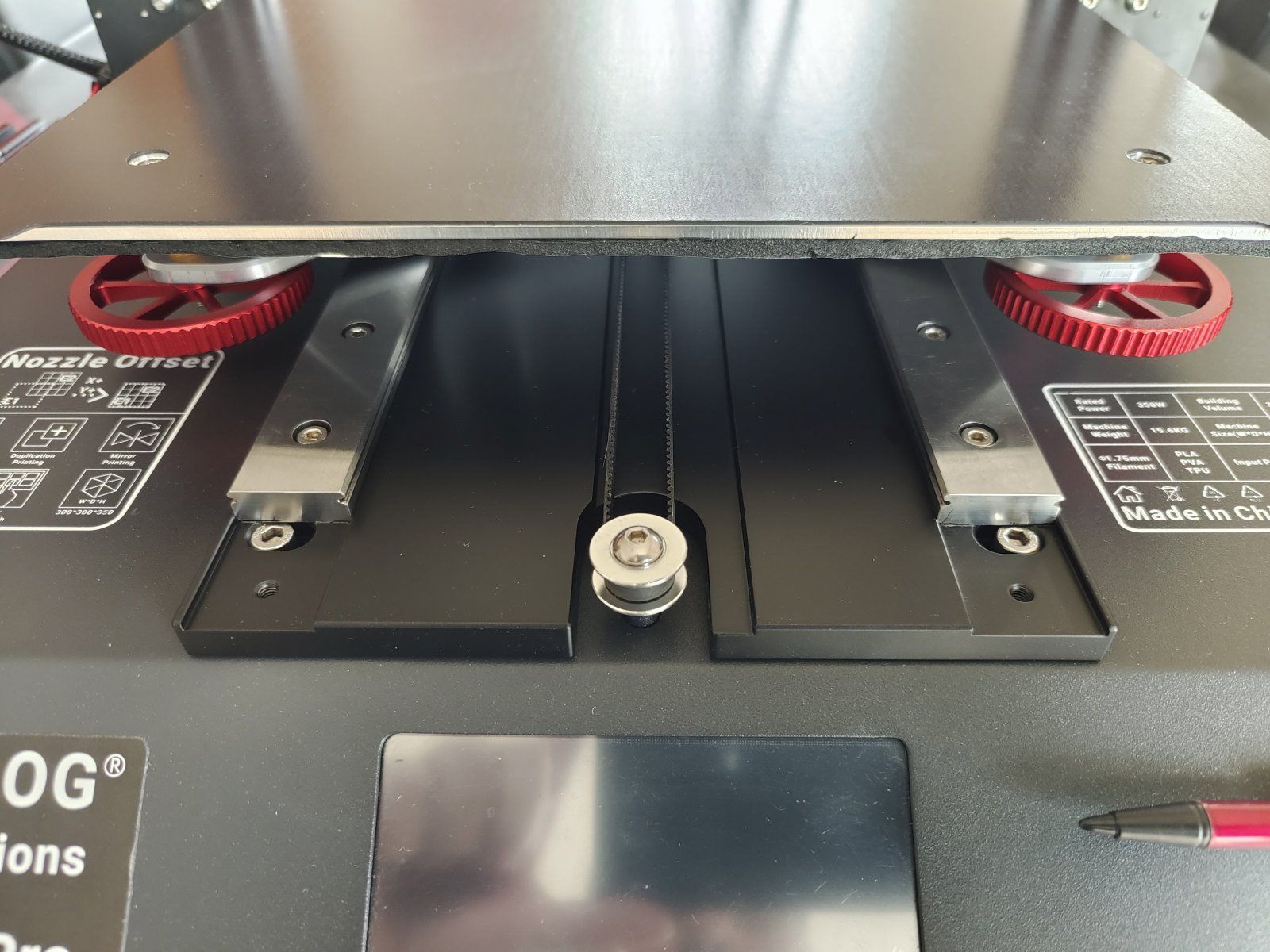
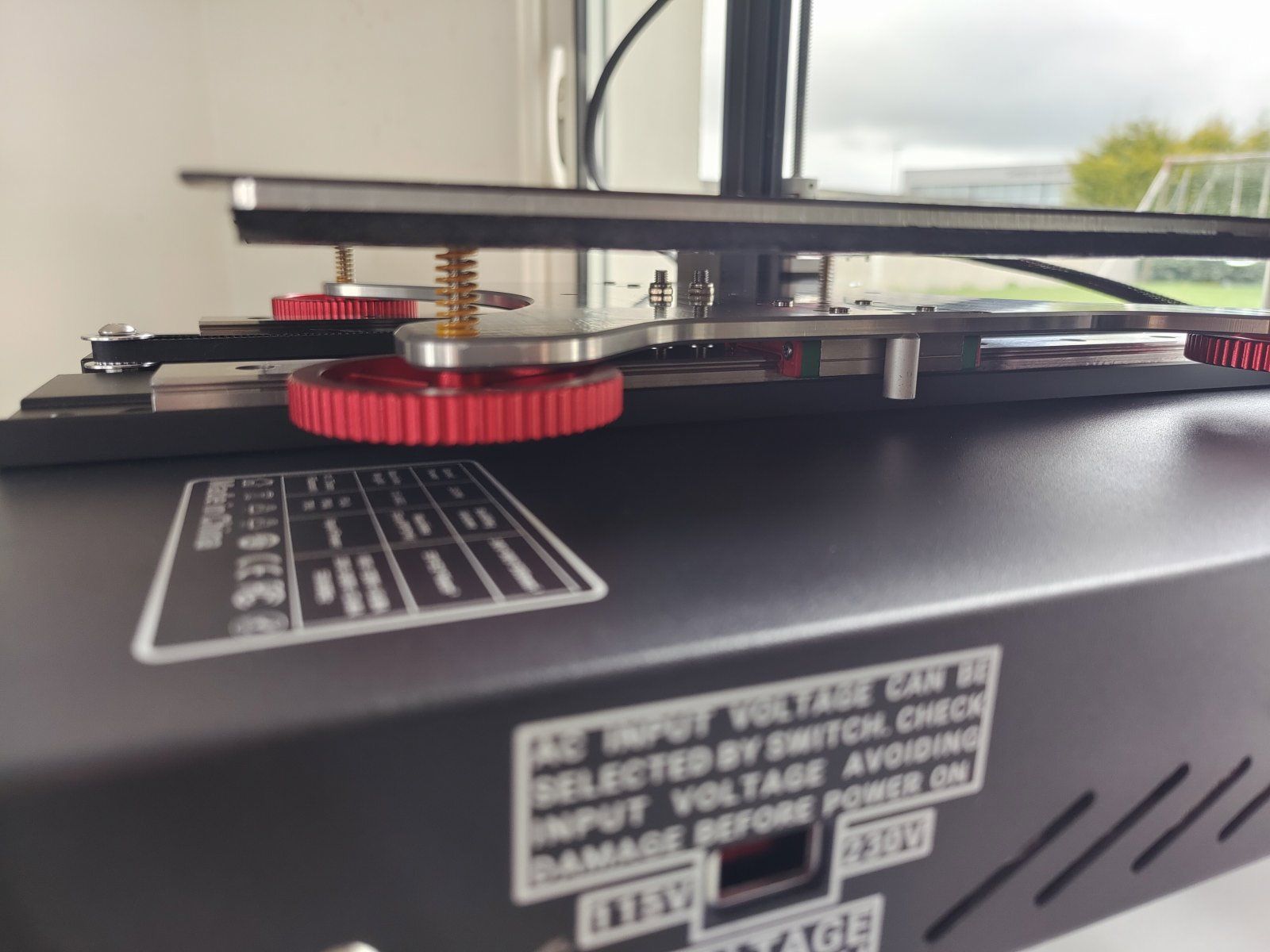
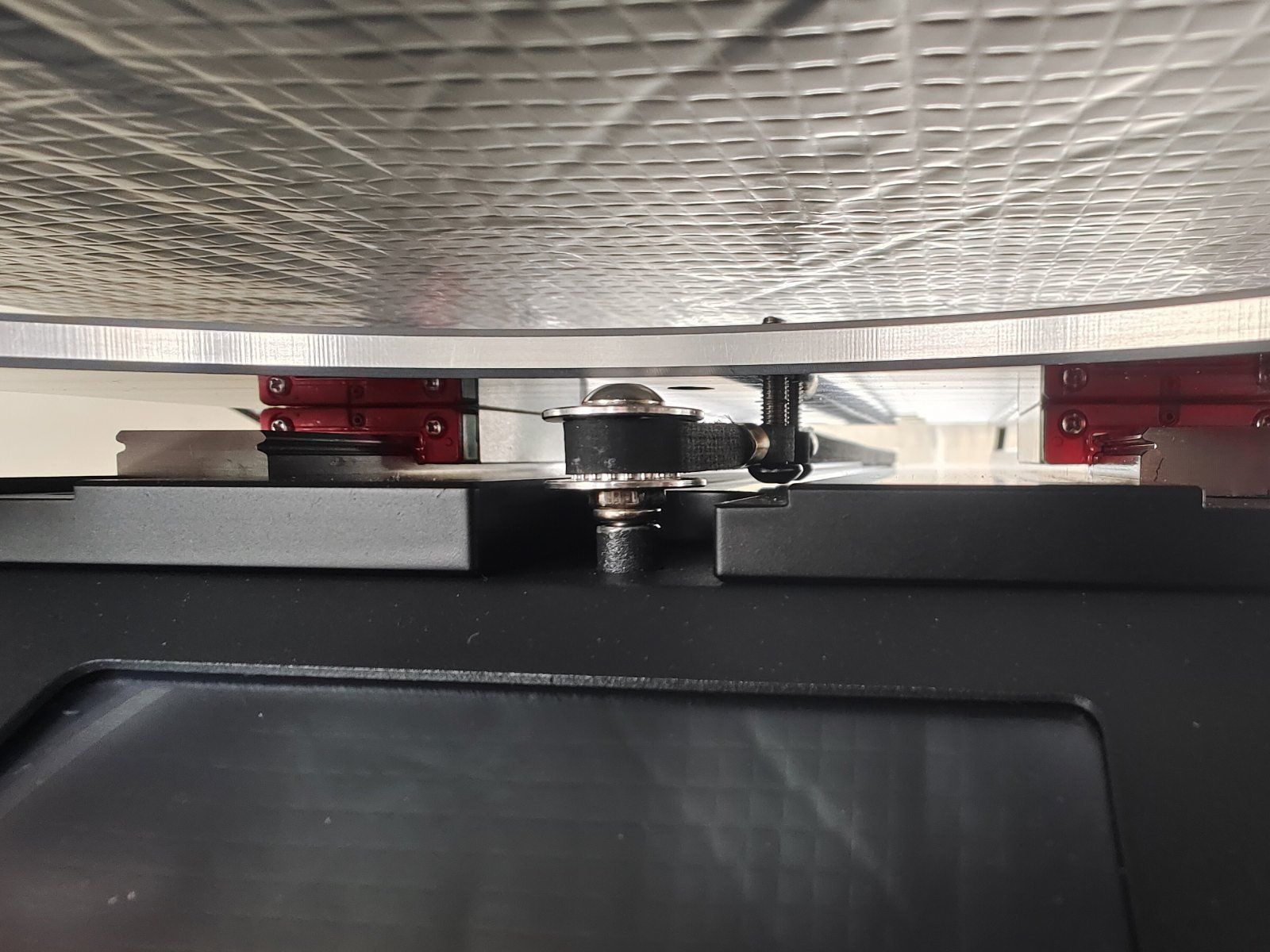
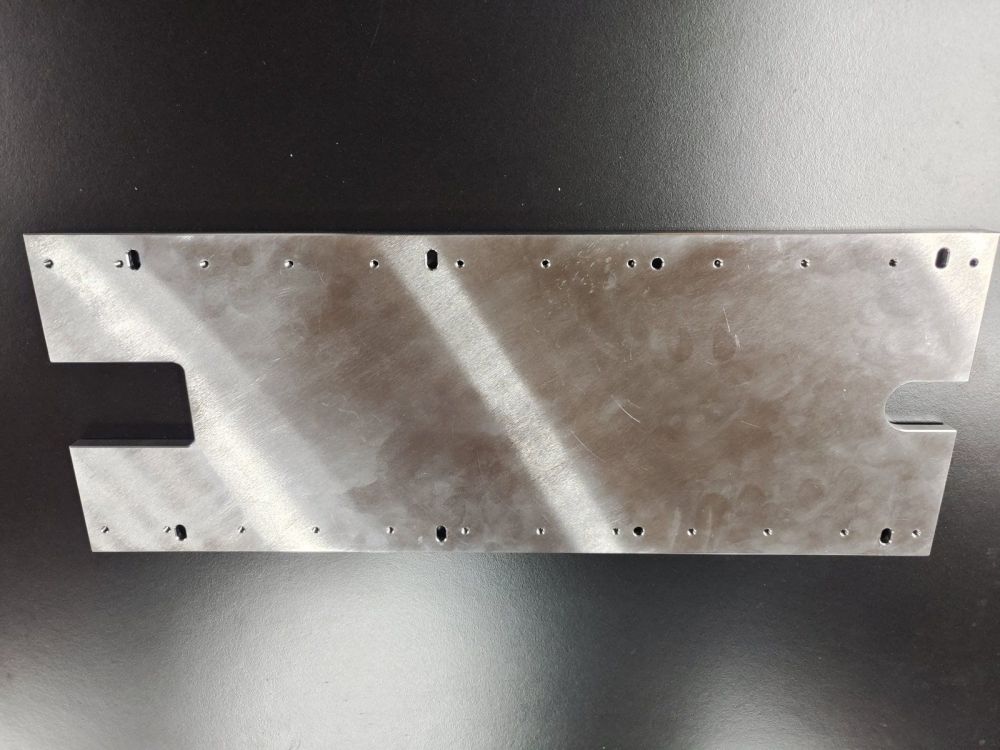
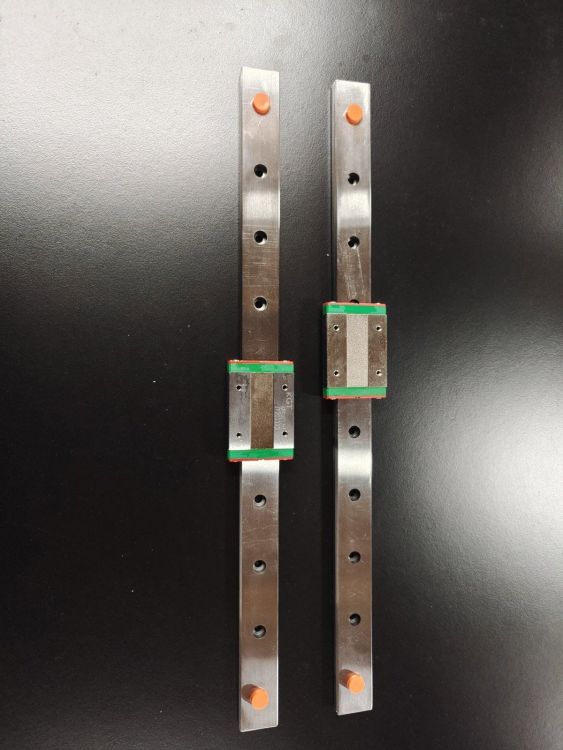
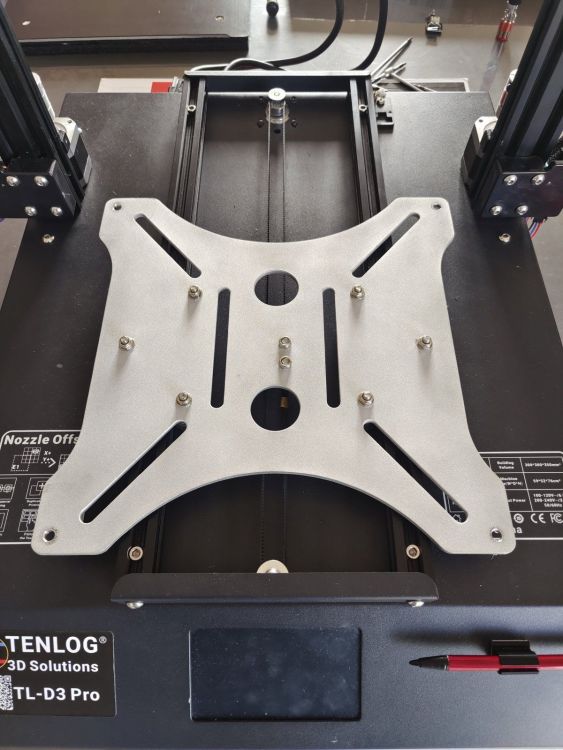
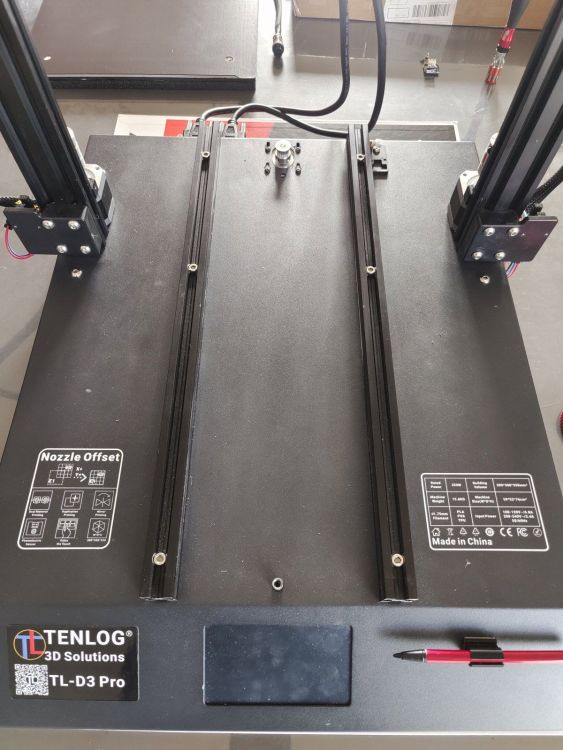
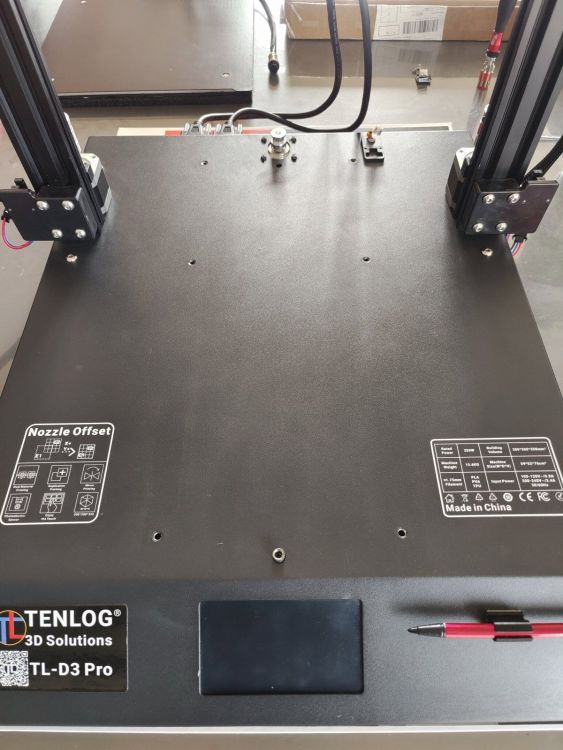
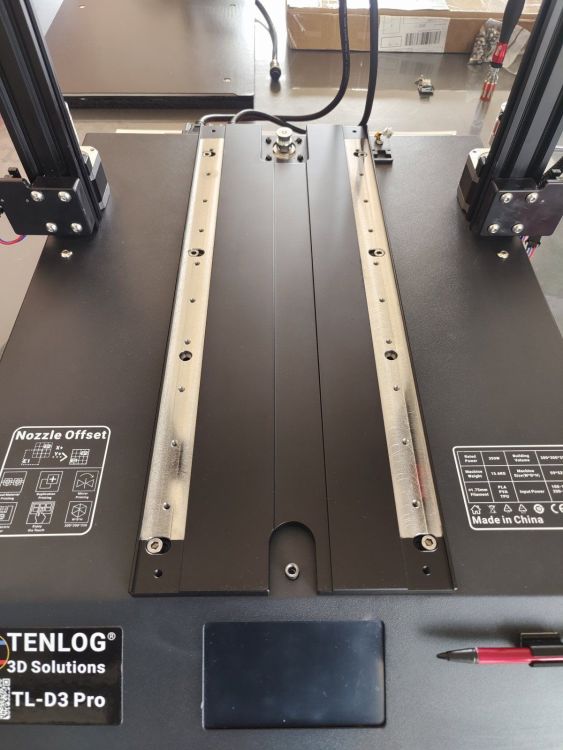
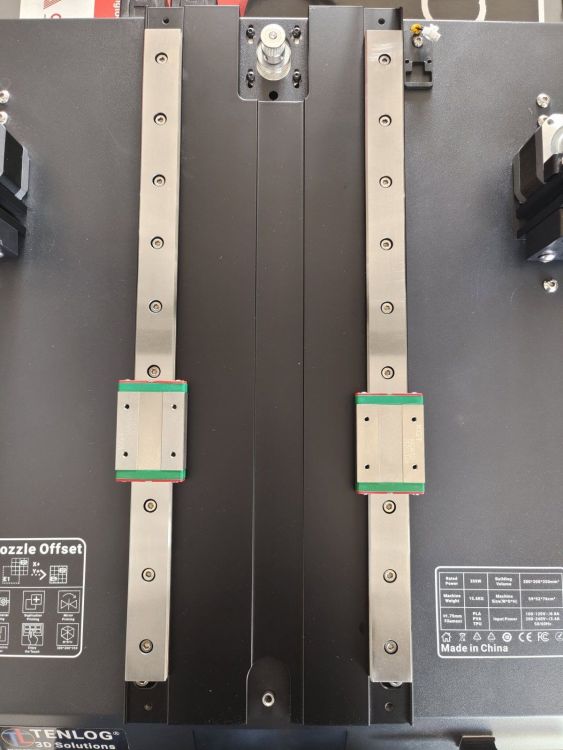
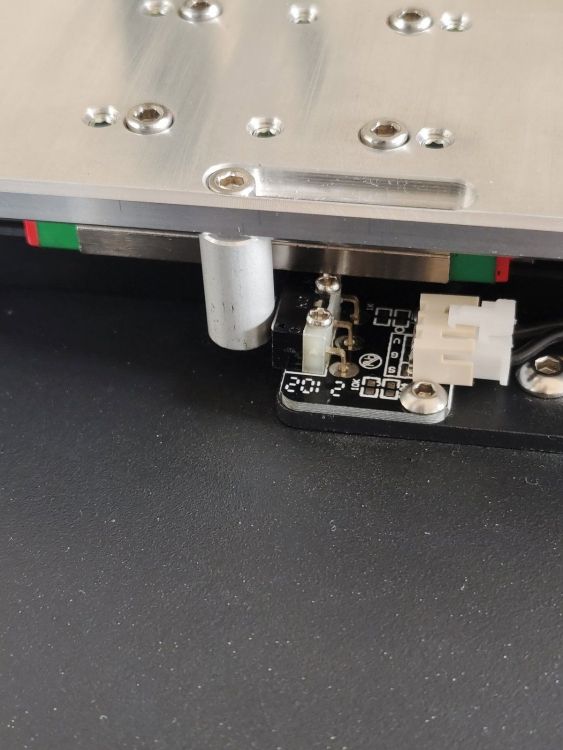
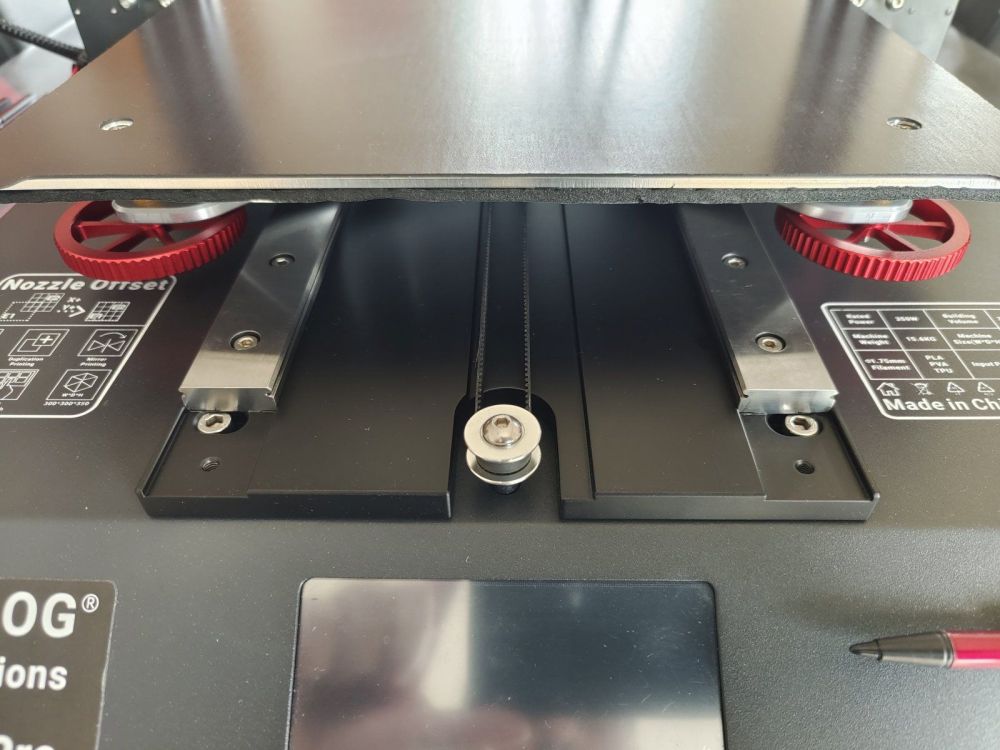
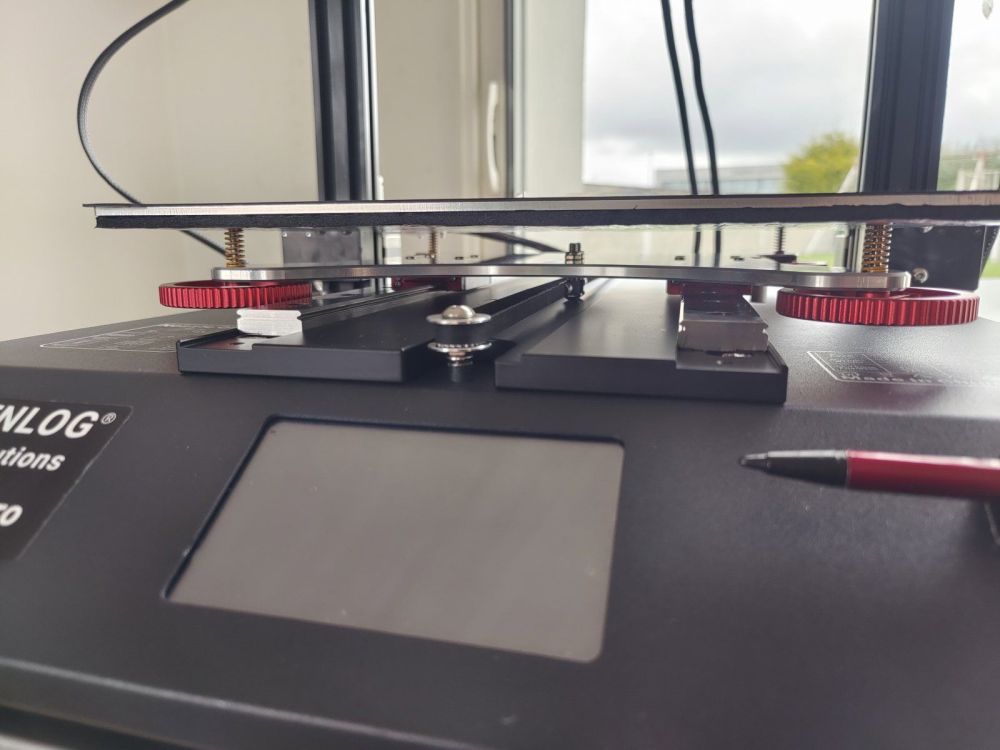
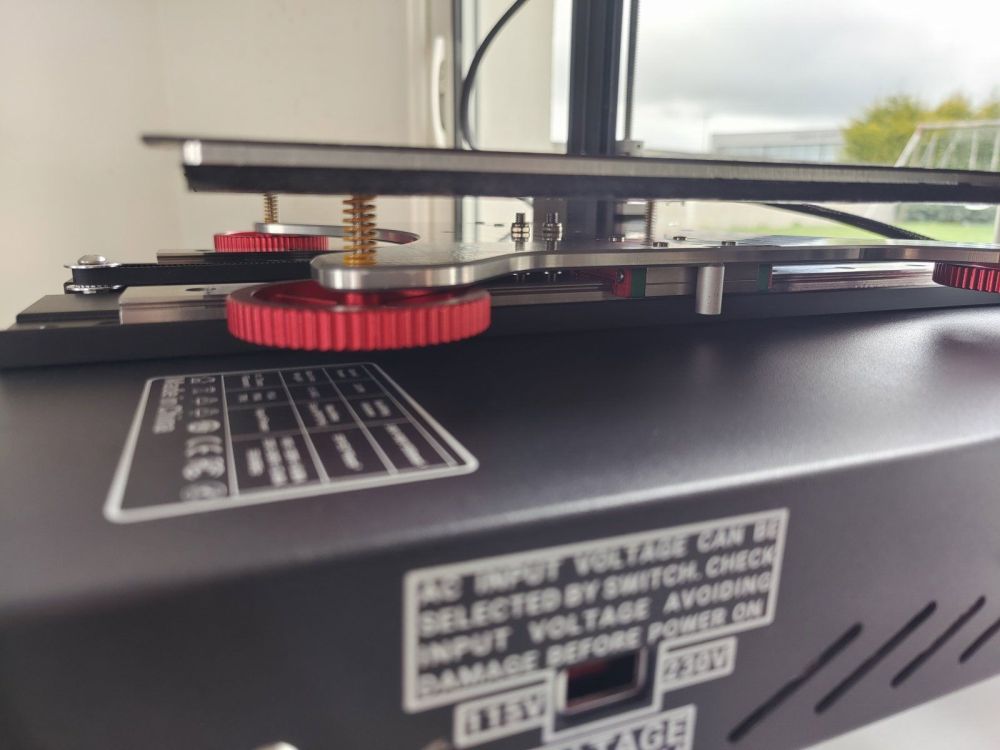
Je vous partage les modifications que j'ai effectué sur mon imprimante. Avant d'en dire plus, je suis tout à fais conscient que ce que j'ai réalisé n'est pas à la portée de tout le monde. Je ne parle pas d'un point de vu technique car il n'y a rien d'exceptionnel mais plus au niveau de la réalisation des éléments. J'ai utilisé des machines industrielles et de l'outillage spécifique qui font partie de mon travail. Si je me suis lancé sur cette modification c'est tout d'abord par le manque de précision de certaines pièces et parce que j'aime bien "améliorer" des systèmes tant que cela reste dans mes compétences. J'ai mis "améliorer" entre guillemets car parfois ça ne fonctionne pas comme prévu. Bien venons en au sujet, je me suis rendu compte que les profilés alu sur lesquels le plateau se déplace n'étaient pas bien droit. Lorsque je réglais mes excentriques au milieu de plateau et qu'ensuite je le déplaçais aux extrémités, les roues forçaient trop et inversement lorsque je réglais aux extrémités et que je déplaçais au milieu eh bien ça ne touchait quasiment plus. J'avais aussi un problème avec mon plateau qui était convexe. J'ai donc décidé de réalisé une plaque de regroupement en tôle bleue (XC90) de 10mm d'épaisseur + un nouveau support de plateau chauffant en aluminium avec butée de fin de course réglable qui fait quant à lui 6mm d'épaisseur pour une meilleur rigidité. J'ai acheté deux glissières linéaire avec chariot et un nouveau plateau chauffant (en espérant que celui-ci soit bien plan). Je ne vous cache pas que j'ai du faire quelques évolutions car j'ai eu quelques contraintes. La première était lorsque j'ai fixé mon support plateau sur les chariots des glissières. Si vous n'avez qu'un chariot comme sur le kit réalisé par studiolab39 qui soit dit en passant a l'air vraiment top (c'est ce qui m'a donné l'idée de réalisé cette modif), est bien cela ne pose pas de soucis, par contre avec deux, au moment du serrage de l'ensemble il se passe un phénomène de torsion et la plus rien de coulisse, j'ai donc ajouté des vis sans tête à coté des vis de serrage pour évité ce phénomène. Ensuite j'avais repris les positions des vis de maintien de la courroie mais la encore j'ai du déplacé une des positions car ma course n'était pas bonne et par la même occasion j'ai aussi rallongé la rainure pour le réglage de la butée qui actionne le capteur fin de course. Et enfin sur la plaque de regroupement j'ai élargie la rainure centrale car les têtes des vis pour la courroie touchaient. Voila, après montage de l'ensemble et les problèmes résolus je suis plutôt satisfait. Le plateau que j'ai commandé est bien plan, le seul soucis est que les nouveaux plateaux sont pour les imprimantes dernières générations donc sans la connectique à visser, comme j'en avais une d'un vieux plateau, un petit coup de fer à souder + gaine thermo et le tour est joué. J'en ai profité pour mettre un isolant thermique sur le dessous et une surface magnétique sur le dessus. J'ai maintenant un déplacement bien linéaire et mon levelling est top au centre comme aux extrémités. J'ai eu un soucis sur mes premiers print avec un décalage en Y mais j'ai compris mon erreur car j'ai utilisé un hyper lubrifiant de la marque Mecacyl pour les chariots. Le problème est que ce lubrifiant est extrêmement fluide et que par le phénomène de gravité il coulait sur ma plaque et les billes n'étaient plus lubrifiées. Je l'ai remplacé par de la graisse blanche au lithium WD-40 et la c'est nickel, plus de décalage. Aller, j’arrête de blablater et je joins différentes photos de mon projet. Bonne visualisation.







-
je fais un petit retour sur mes problèmes de warping et surtout sur le problème d'adhérence en particulier. Mon soucis était plus particulièrement avec le filament GST3D même si j'avais le problème avec d'autre marque mais beaucoup moins régulièrement. Après moulte essai je me suis fais une raison et dis que je laissais de coté ce filament (10Kg quand même). Malgré être retourné avec le filament que j'utilisais avant j’ai recommencé à avoir des problèmes d’adhérence et ce même avec le plateau réglé et mes différentes surfaces, donc je me suis résigner à utiliser de la colle bâton sur mon ziflex et la ça a fonctionner nickel. Suite au résultat positif j'ai nettoyé ma surface avec une éponge pour surface délicate et du cif, rincé et sécher le tout. J'ai lancé un nouveau print mais j'ai voulu voir (à tout hasard) si l'adhérence serait au rendez-vous sans colle et la miracle, ça adhère. J'ai enchainé avec mon fameux filament de chez GST3D et idem, ça fonctionne et plus de warping. Donc pour résumé, malgré avoir nettoyé ma surface avec de l'alcool à 95 (je n'ai pas d'alcool isopropylique) après chaque print il devait y avoir une pellicule qui empêchait au filament de bien collé. Si ma mésaventure peut en aider certain ce sera déjà ça. Pour info j'utilise prusaslicer en slicer principale et dans mes réglages j'imprime ma première couche à 0,2 et 200% ainsi que la ventilation coupée pour les trois premières couches. 200% peut paraitre énorme mais pour moi dans prusaslicer ça fonctionne très bien et je n'ai pas de pied d'éléphant sur mon print, avec d'autre profile ou slicer cela ne fonctionnera peut-être ou probablement pas, à chacun de faire des essais.
-
Très bien @vap38, je vais faire des réglages supplémentaire et modifié dans mon slicer. Je te remercie pour ta patience et ta persévérance.
-
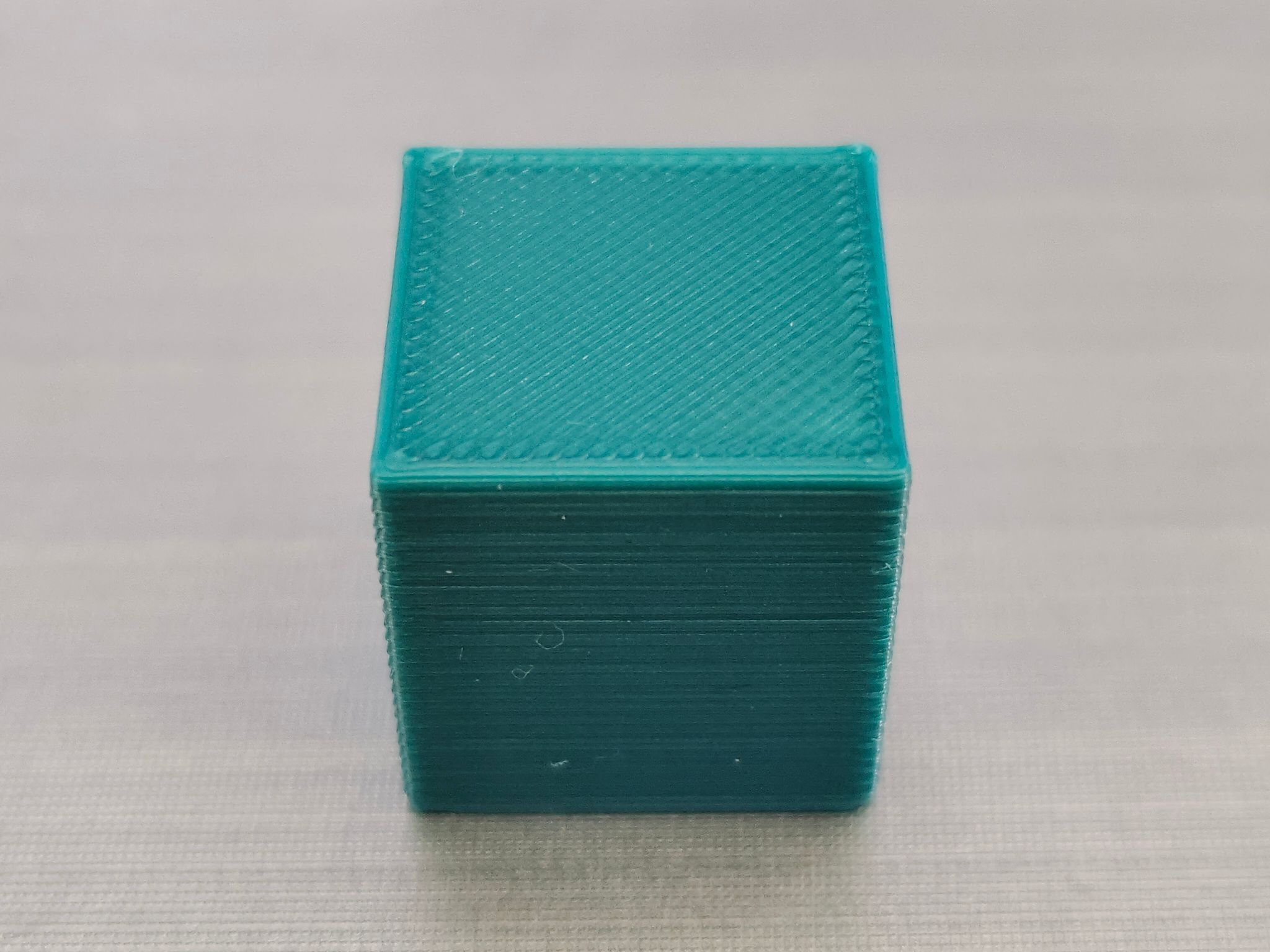
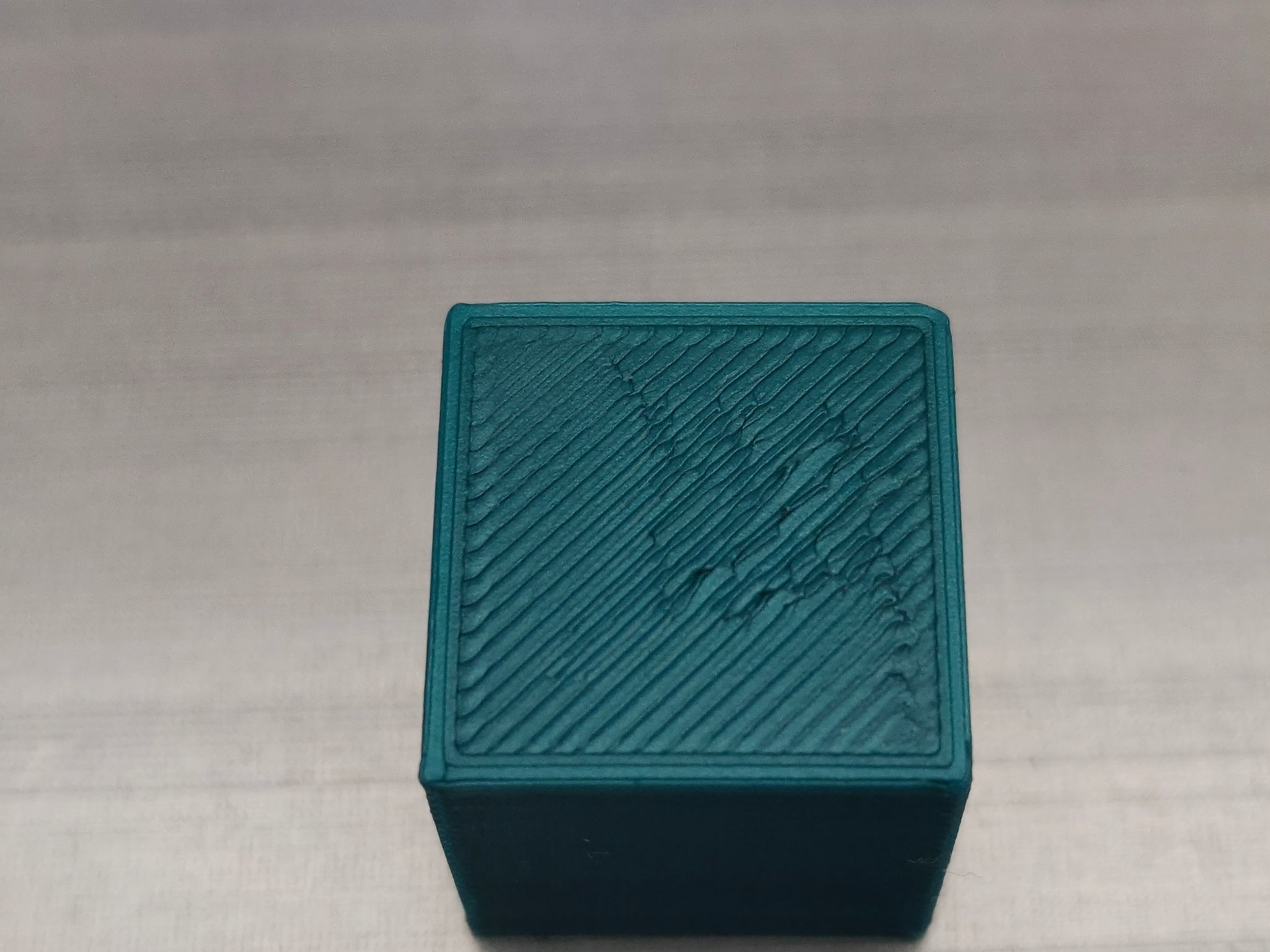
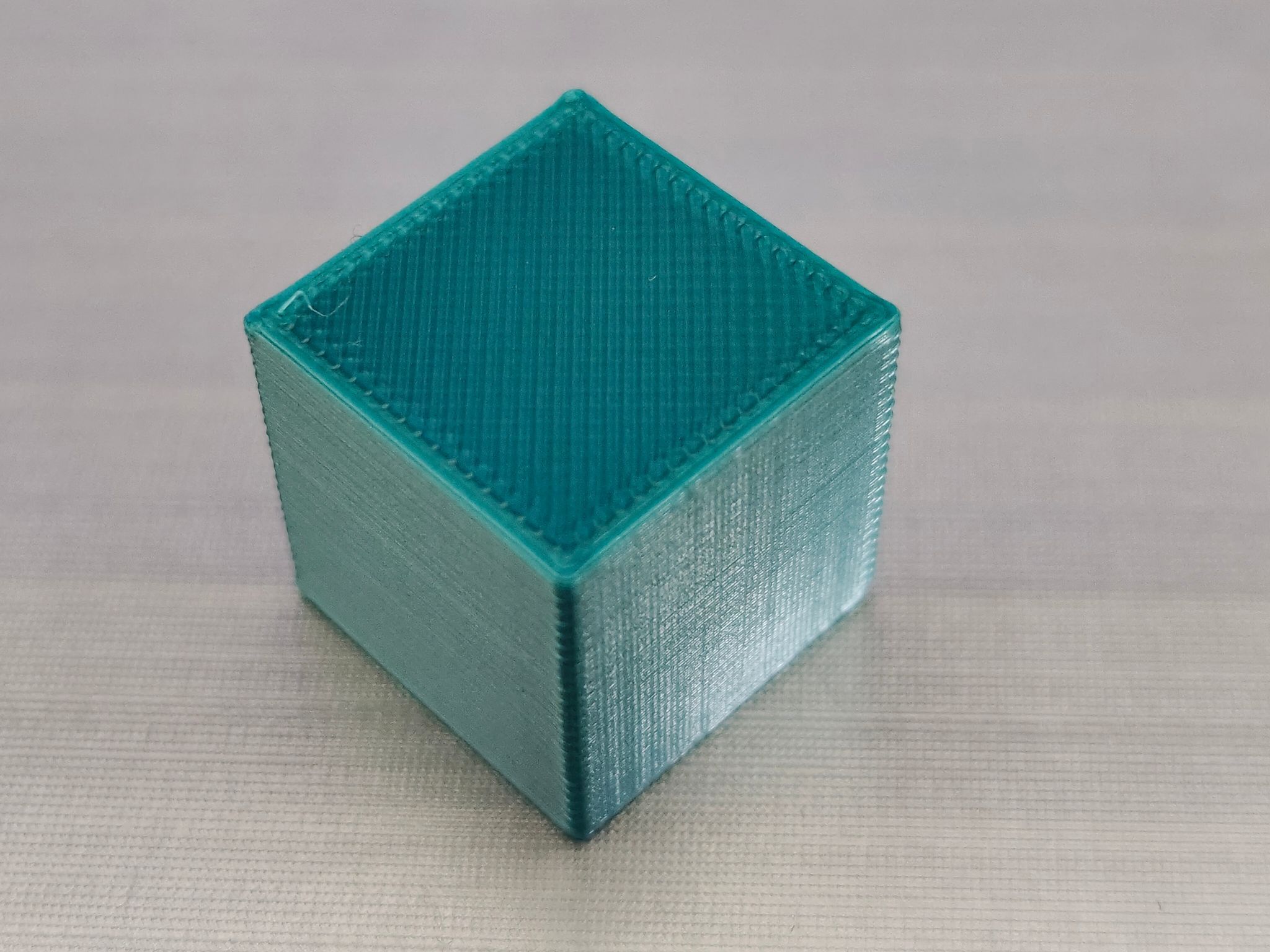
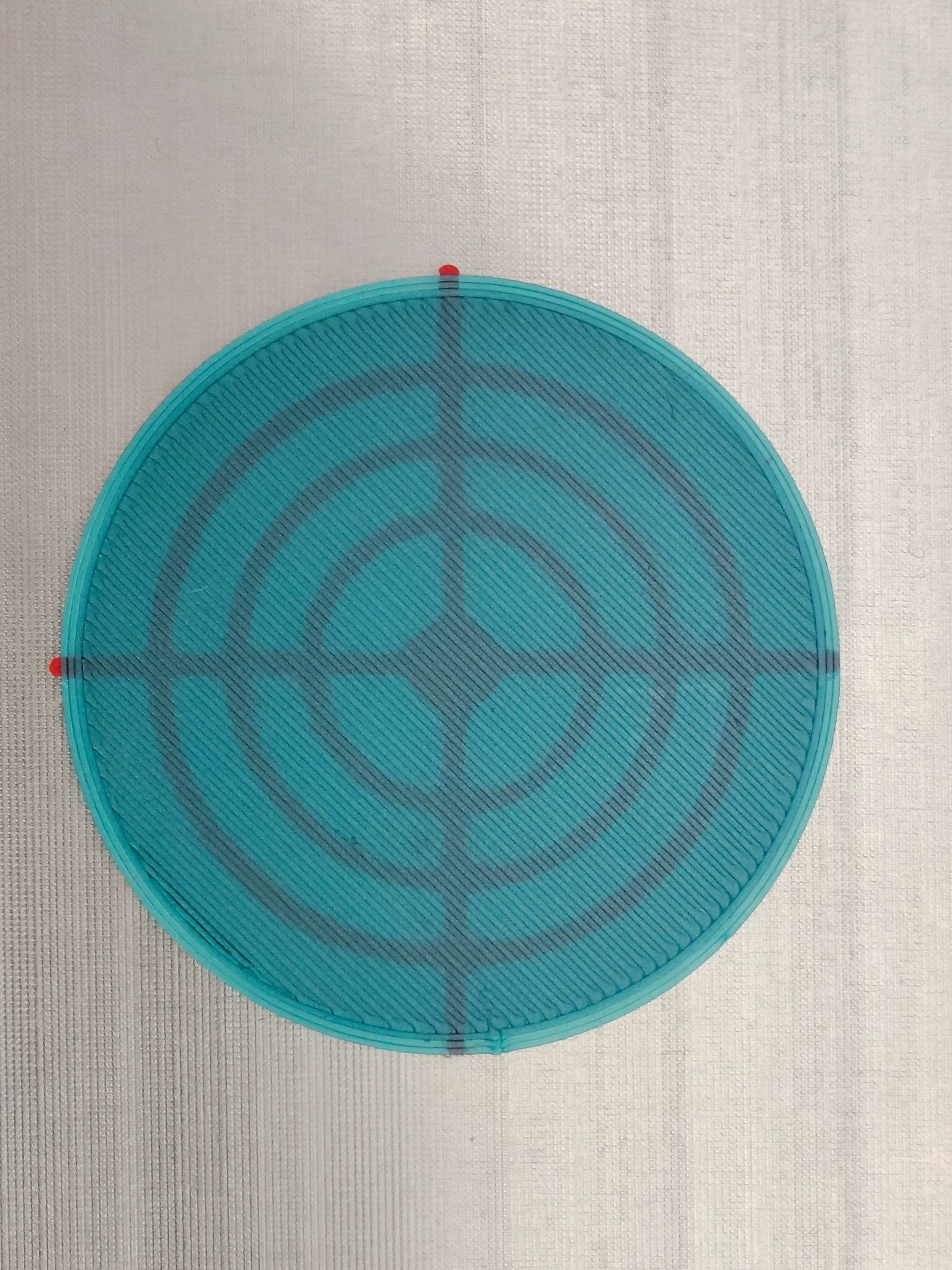
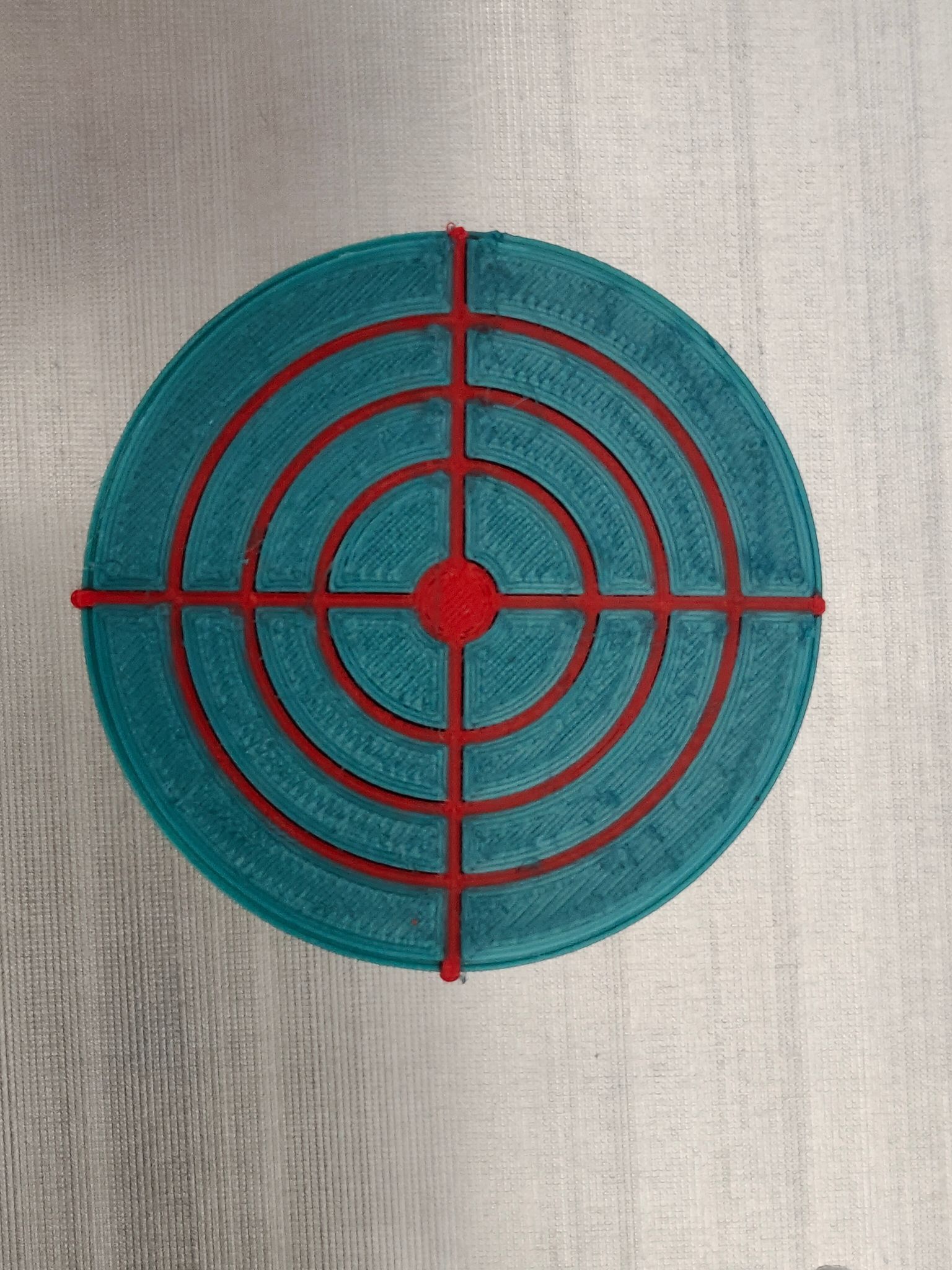
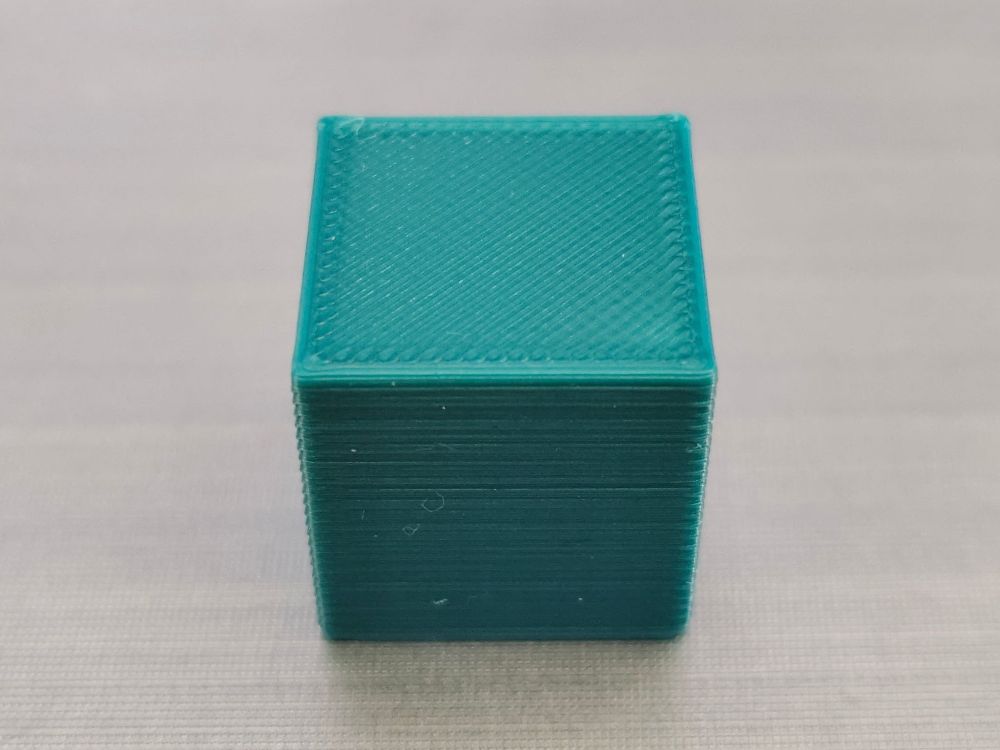
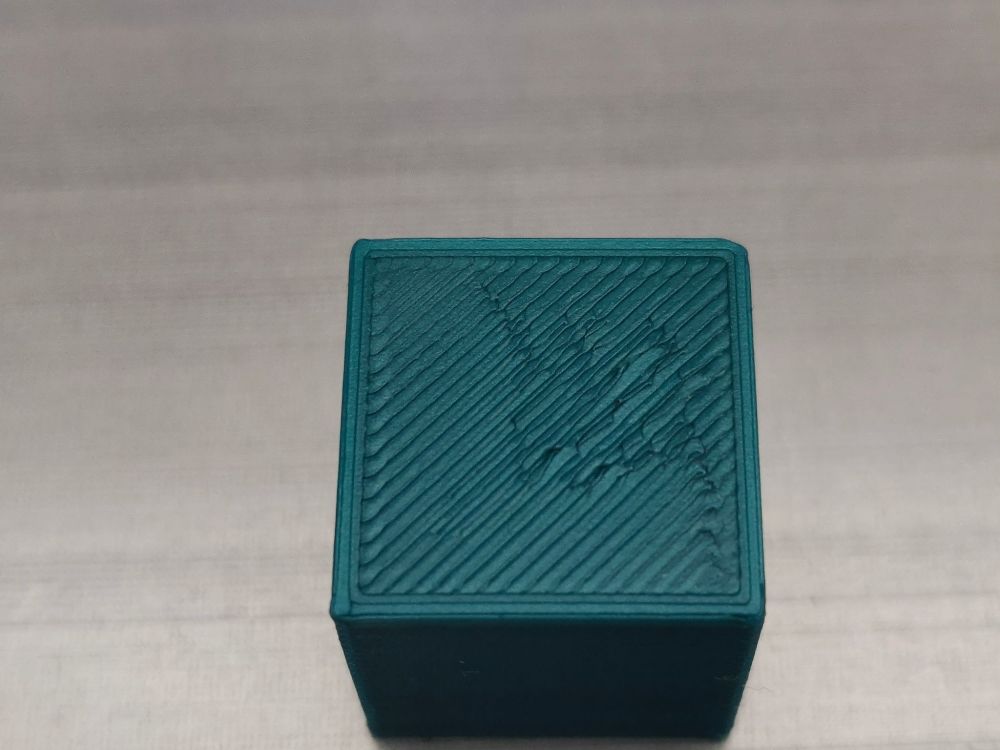
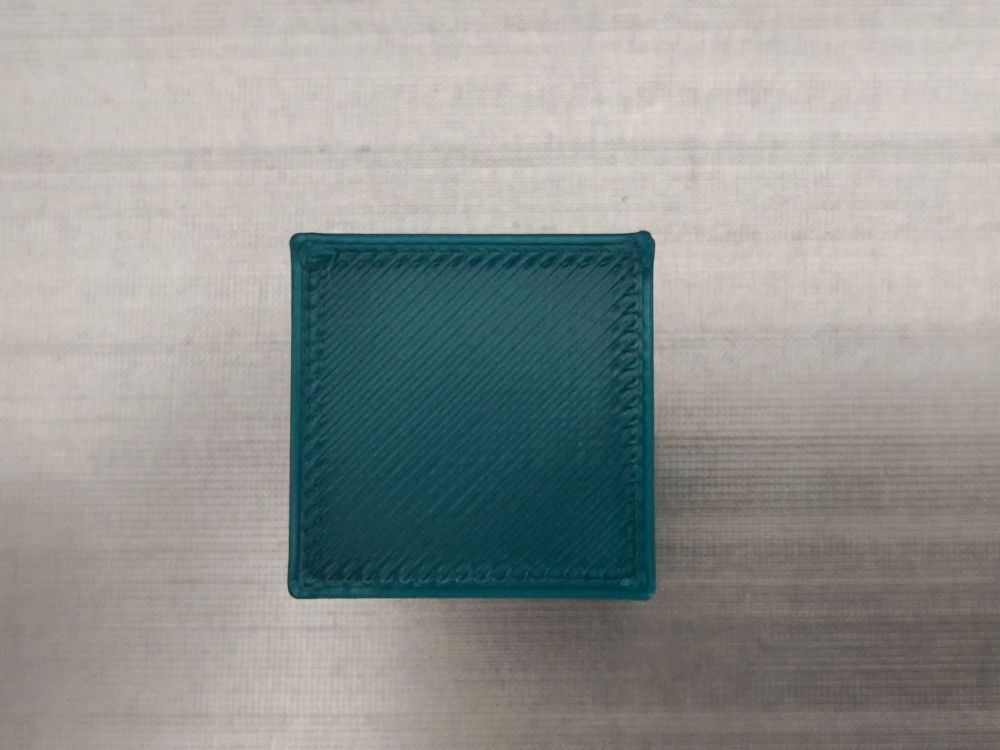
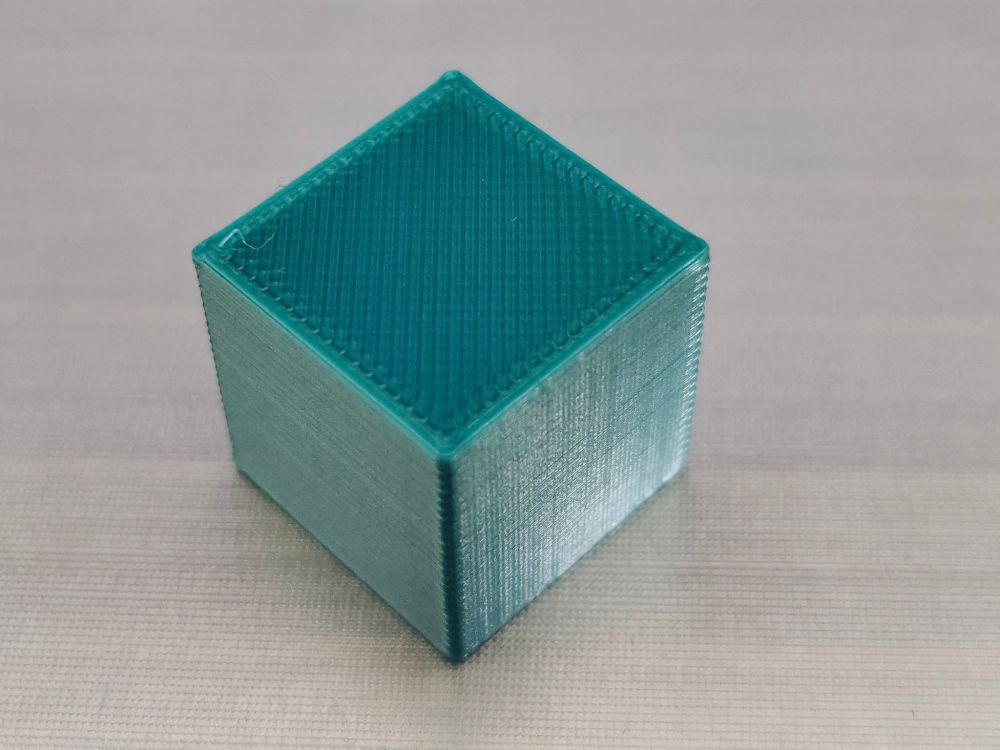
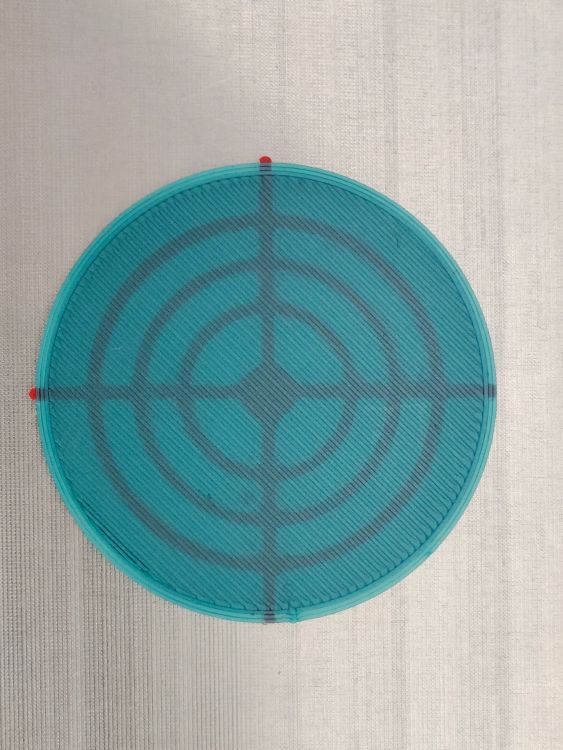
Salut @vap38, je viens d'effectué les vérifications ainsi qu'un cube de calibration et une petite cible pour la double extrusion. Pour la calibration des extrudeurs c'est normale car ma première capture du M503 n'a pas fonctionner et vu que j'avais fais un M502 avant les valeurs étaient remises par défaut. Comme tu la mentionné dans ton précédent message j'ai vérifié les deux extrudeurs et pour moi tout est bon, pas de jeu particulier ou d'éléments desserrés. Sur le cube de calibration, hormis un petit défaut sur la première couche et peut-être un réglage un peu plus fin sur mes axes à effectué (les cotes de mon cube sont dans le dixième), il n'y à rien de particulier. Pour la cible en double extrusion, je l'ai effectuée en 0,1 et 0,2 de hauteur de couche. Le print c'est presque déroulé normalement, je dis presque car pour les deux impressions j'ai rencontré le même problème. Pour l'impression en 0,1 quand je suis arrivé à une hauteur de 0,3 les extrudeurs se sont mis à faire un cliquetis, j'avais bien la rétractation mais le filament n'était pas réinjecter dans la buse et à la couche suivante tout redevient normal. Pour l'impression en 0,2 c'est à partir de la hauteur 0,4 et même constat. Je mets des photos des prints ainsi que deux vidéos qui montre les extrudeurs au moment du problème, je vais joindre aussi le fichier Gcode de la cible en 0,2 que j'ai slicer avec ideaMaker si tu peux éventuellement regarder ou le tester pour voir si il y a un soucis quelque part. Merci par avance. https://mega.nz/file/fAEWxJiL#4dj3vDlMagtEveErEuhBq1kHu1YsTN17roCHp2QQDUU https://mega.nz/file/rAEAFbjD#lLU7uNBtLeTFJrhQZ3T-IZgXcK2-3EP8DY2uJClu-Z4 Cible 0.2.gcode

-
et voilà. c'est mieux avec le fichier M503 pronterface.txt
-
@vap38 je peux te répondre rapidement car j'ai déjà effectué un essai avec pronterface et c'est pareil et pour le firmware j'avais déjà récupéré sur le site de studiolab39 la compilation des firmwares jusqu'à la 1.0.24 par contre je ne me souvient plus si après le téléversement j'ai effectué un M502 puis M500
-
bon, j'ai démonté chaque moteur, vérifié les roulements, tout est nickel, pas de point dur et les axes sont bien. Pour l'alignement ça ma l'air bien, après niveau réglage il n'y a pas trop de possibilité puisque les moteurs sont en appuis et maintenus par une équerre fixé sur le moteur et le profilé. Maintenant, si le problème vient de l'écran comme le signal @papajds, hormis changé l'écran je ne vois pas comment faire.