Pi Home Server
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite



Récompenses de Pi Home Server
")





-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
Bon après un peu de temps je reviens avec mes derniers tests du jours ! Les résultats semblent assez bons. Ci dessous une impression après plusieurs réglages et le bloc de droite est imprimé après lubrification et avoir bien tendu la courroie du plateau. Le résultat est sans appel car on voit bien la différence ! Merci pour votre aide plus que précieuse :-)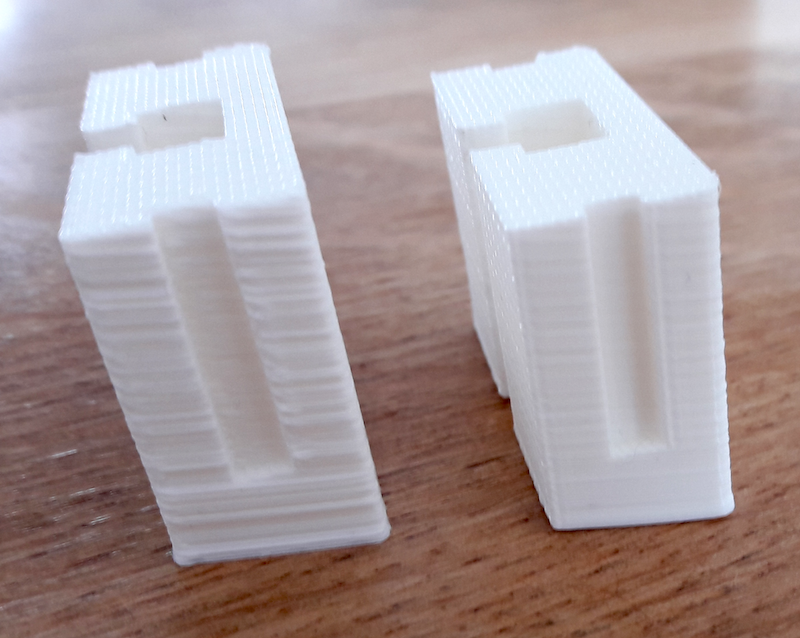
-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@BourrinDesBois Effectivement c'est mieux. Et donc le lendemain j'ai retenté le bonhomme (mode fin, 185° et flow à 95%) et le résultat était pire sur la partie sphérique. J'arrive pas à avoir une zone d'impression nette quand elle s'élargit. Le PLA remonte. Du coup soit la tête tape sur l'objet soit elle met la matière en dehors. Bref j'ai arrêté mes tests avant de transformer l'imprimante en objet volant presque pas identifié ! Pour la couche du dessous oui. L'extrudeur a tendance à claquer un peu mais ca accroche très bien. -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
Merci. Nouvelles tentatives demain matin ! Des conseils pour l'axe des X ? A part jouer sur la tension de la courroie je vois pas ... J'ai trouvé l'XML, je vais faire joujou avec (après avoir fait une sauvegarde !!) -
Merci je vais adapter ca à Cura 2.3 (j'ai du mal à suivre leur numéro de version ;-))
-
@henri9813 Comment avez vous fait pour avoir le plugin Tweak at Z avec Cura by Dagoma ?
-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@Tircown je confirme avoir laissé de l'espace et bien descendu les tiges maintenant. Je pense que c'était pas bien fait avant que vous me fassiez la remarque. Pour le parallèle c'est bon maintenant. Il me reste ce soucis sur les cotés gauche et droit de mon cube. Et je dois aussi retester le petit bonhomme pour voir ce que ca donne. -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@vr34 j'ai téléchargé Pronterface pour Mac et j'ai effectué les étapes (claires) que tu m'as données. J'ai donc du régler les coupleurs en laissant un petit espace avec le moteur comme indiqué lors du montage. Mais ca semble moins bouger J'ai ensuite lancé l'impression de ce cube de 2cm d’arête avec un PLA filo3D blanc à 185° en mode standard via CbD : http://www.thingiverse.com/thing:271736 Le résultat est en photo ci dessous : Face du dessous parfaite Face du dessus : de léger trous mais franchement ca va. Et c'est bien plat. Les 1er fils de la diagonale n'ont pas tous tenus et se sont cassés. Les couches suivantes sont bien restées Faces avant et arrières très très légèrement striées Faces gauche et droite (celle à gauche sur la photo) sont par contre beaucoup plus striées et quand on passe l'ongle dessus on sent bien que ca raccroche un peu. Au deux angles à droite on voit qu'il y a un léger surplus de matière. J'ai toujours ce petit soucis de matière qui se redresse au dessus de la couche en cours d'impression Du coup je me dis que sur cet axe c'est la courroie de la tête qui doit jouer (je l'ai pourtant retendue ce matin) ? Petit manque de graissage ? Je vais commander sur Internet de la graisse et vaseline pour les axes J'ai l'impression qu'on est plus très loin ! :-)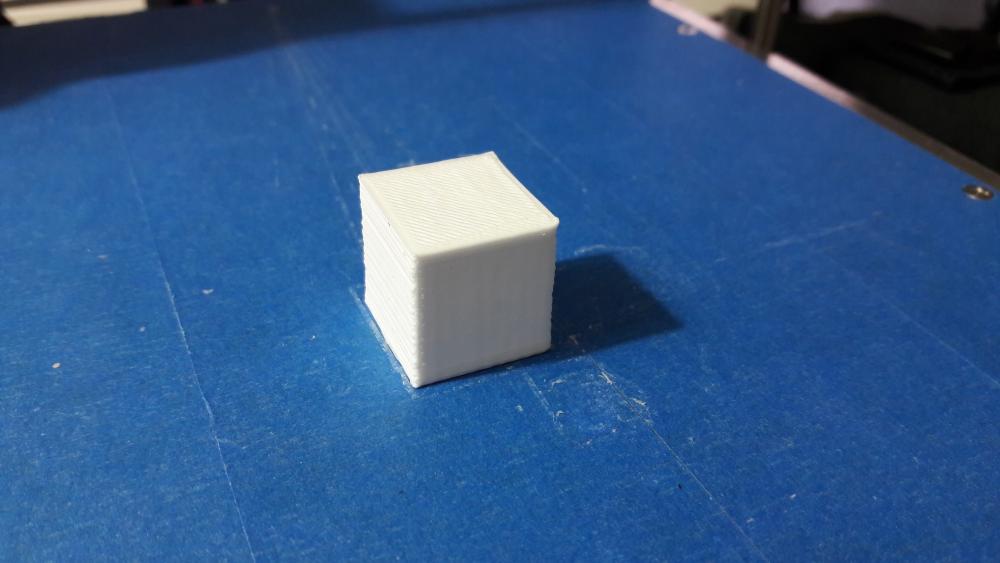
-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
Ok effectivement en desserant/resserant au niveau des coupleurs la tige filetée est légèrement descendue donc celui qui a monté ça à mal fait son travail :-) Maintenant ca bouge moins. Mais il y a toujours un peu de jeu quand je bouge ces deux tiges au niveau des 2 pièces qui maintiennent les axes de la tête. Si vous avez une astuce pour régler le parallélisme ... Moi je compte le nombre de pas à gauche et à droite J'ai aussi retendu la courroie de la tête. Je retente une impression ! -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@vr34 On trouve oui (et merci de chercher) Ok je vais investir dans un pot de graisse et vaseline. Ci dessous la tension de la courroie de la tête lorsqu'elle est sur un coté Et j'ai mis une petite vidéo quand je bouge une des tiges filetées 20161105_111630.mp4
-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
Vous avez aussi votre PLA qui se redresse quand vous imprimez le bas d'une sphère ? C'est à dire qu'il se rétracte un peu sur lui ce qui fait qu'il est plus haut que la sortie de la buse (cf la photo du bonhomme blanc où on voit que ca n'est pas plat au niveau des mains alors que c'est la même couche) -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@vr34 @Tircown @jamesk11 Merci à vous Je vais faire la petite vidéo et ensuite regarder ce problème de wooble (vibration de l'axe c'est bien ca ?) Je n'ai rien lubrifié, j'ai assemblé tel quel les différents éléments. Ce qui me dérange un peu c'est que les tiges filetées bougent en haut car elles ne sont pas calées dans une pièce statique. Pour les courroies, comment connaitre la "bonne tension" ? Celle de la tête par exemple quand j'appuie sur la courroie qui passe au dessus, je peux légèrement toucher la courroie qui passe en dessous (je vais ajouter des photos pour illustrer) Je vais tenter d'imprimer cette pièce : http://www.thingiverse.com/thing:1825825 -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
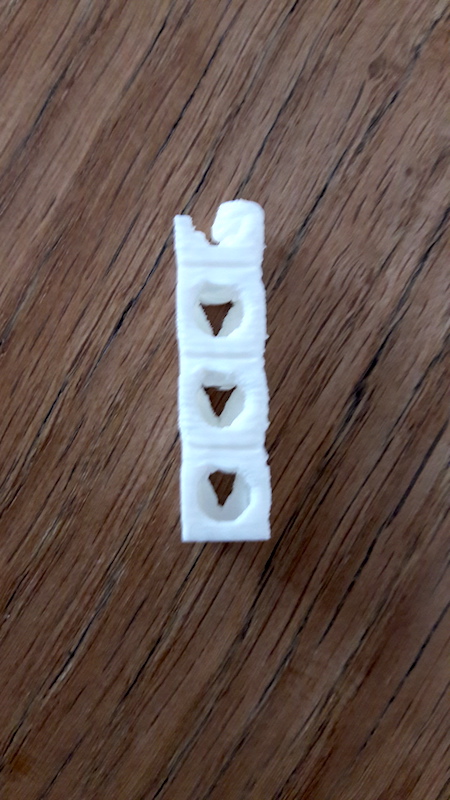
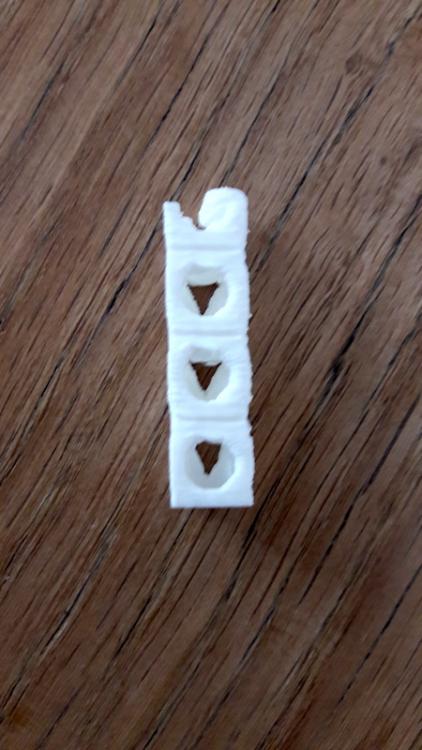
@BourrinDesBois Merci pour l'astuce. Pour info j'ai 2 ventilateurs, seul celui sur l'avant est allumé (le second ne semble pas piloté pour cette impression) Donc j'ai pris le modèle et suivi les conseils en commencant à 180° et en changeant toutes els 70 couches (pour rester cohérent avec l'ecriture) la température de 5° (donc 210 au bout) Résultat malgré une accroche demandée, la tour s'est décollée du support et voici le résultat en photos. On peut le dire, c'est vraiment degueulasse ! C'est toujours avec Cura by Dagoma en mode Standard. Triangles moches, ronds bof et l'autre forme n'en parlons pas ! Je n'arrive toujours pas à comprendre pourquoi lorsque la surface d'impression s'élargit, le plastique se redresse et donc la buse et/ou le capteur finissent par taper dedans. Surement un problème de physique ...


-
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
Wahou parfait !! -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
@gael123 La pièce imprimée ou là où je me trouve ? Coté localisation c'est une salle à manger où la température est de 21° et l'étalonnage a été fait à cette température. Pour l'impression pas de ventilateur dirigé sur le modèle. Deux ventilateurs par défaut sur l'avant et l'arrière de la tête d'impression. J'ai tenté d'imprimer à 185° ca semble vaguement mieux. A 180° c'est pire (toujours avec Cura by Dagoma pour le moment) -
DiscoEasy200 - Résultat des premières impressions
Pi Home Server en réponse au topic de Pi Home Server dans Dagoma
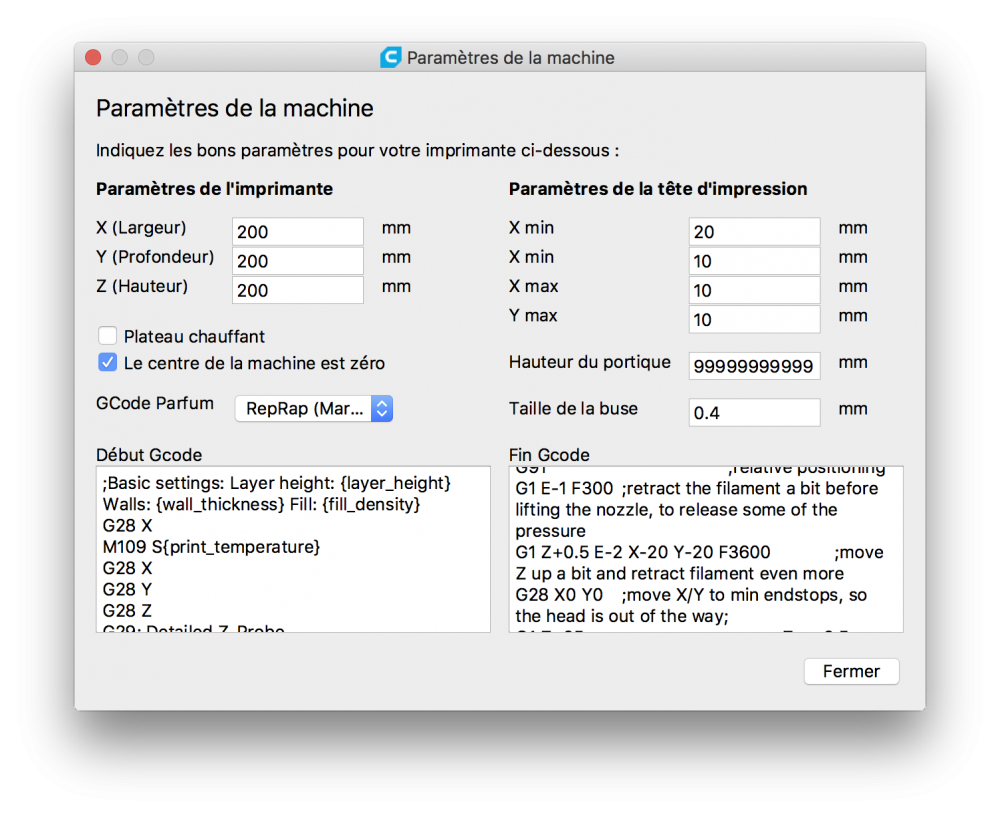
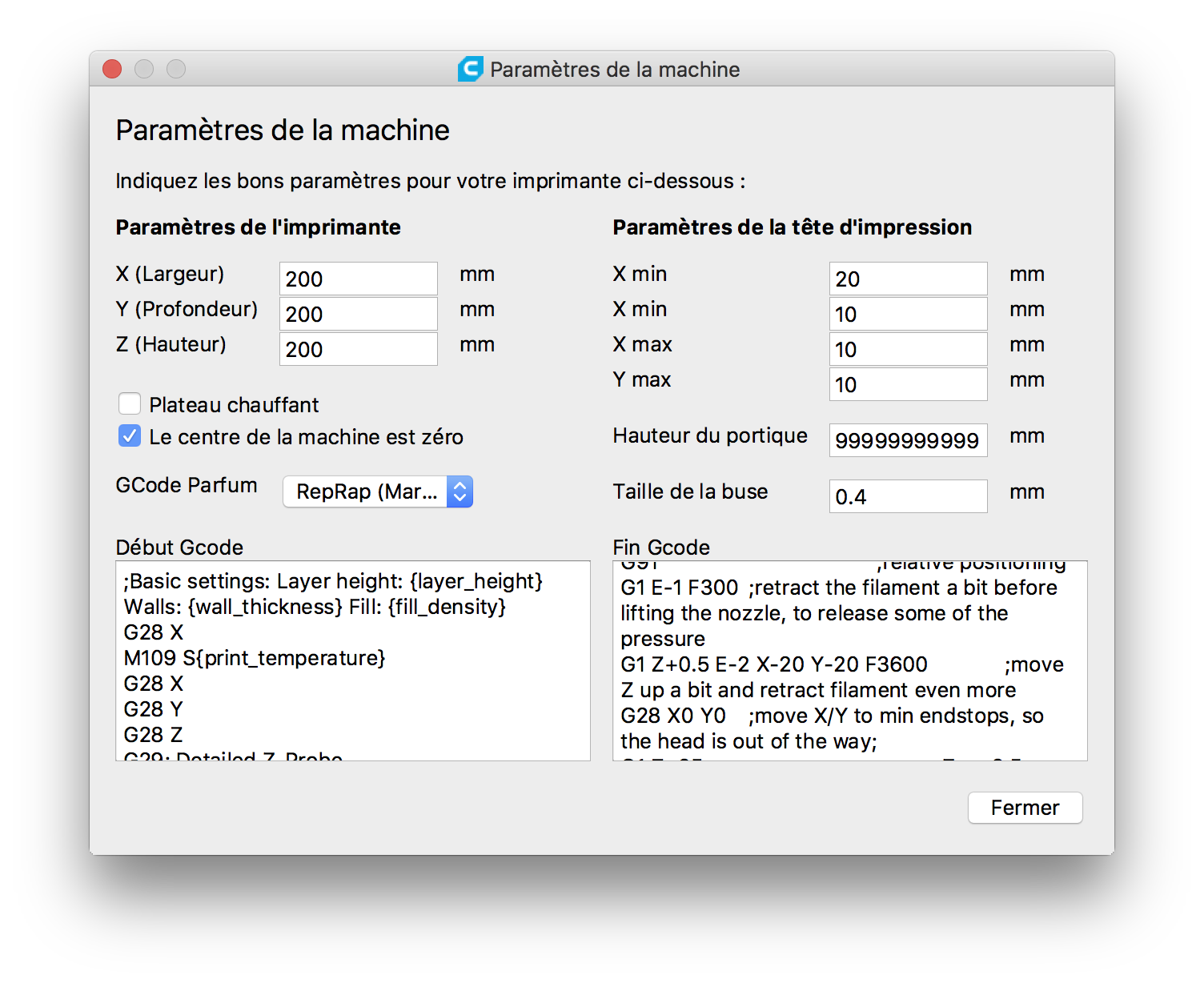
@Patrick013 Tu pourrais me donner ton start code et end code de la configuration de ton imprimante ? J'ai voulu utiliser des variables mais elles ne sont pas mises à jour : Le StartCode ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} G28 X M109 S{print_temperature} G28 X G28 Y G28 Z G29; Detailed Z-Probe G1 Z3 G1 X100 Y200 F3000 G1 Z0 M109 S{print_temperature} M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F3600 Le EndCode (le même que celui généré par Cura by Dagoma) M104 S0 ;extruder heater off M106 ;start fan full power M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-2 X-20 Y-20 F3600 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way; G1 Z+25 ;move Z up 2,5cm G4 P5000 M107 ;stop fan M84 ;shut down motors