ROQUE
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de ROQUE
")





-
YESSS!! Ça marche! ou plutôt ça parke!! Merci à vous.
-
Bien vu, j'ai: //#define PARK_HEAD_ON_PAUSE // Park the nozzle during pause and filament change. Je décoche les // , je recompile, je recharge mon marlin et je vous dit la suite .... Merci encore. ps : même si ça marche re vais essayer de revenir à une version plus stable : 2.0.9.3 au lieu de 2.0.x
-
Merci de vos réponses. Pour ce qui est des scripts de post traitement sous Ultimaker CURA, j'en connaissais l'utilisation (tour de température et changement de couleur de filament en cours d'impression par exemple). Pour ce qui est de la configuration Marlin, j'ai effectivement la variable "NOZZLE_PARK_FEATURE" activée dans configuration.h et configuration_adv.h. Je rajoute que si je force à la main le switch de fin de filament (dual-guard), la mise en park, en attente de remplacement et de purge de celui-ci , fonctionne. Peut être que le problème vient du sub scénario pause.cpp ou pause.h, mais là je sais pas comment ça marche. Mon Marlin étant une version bugfix 2.0.x je vais regarder chez Marlin si il y a une version vérifiée plus récente.
-
Bonjour, actuellement je "travaille" sur une imprimante Geeetech I3 pro W et une Creality Ender3. Comme Slicer j'utilise principalement CURA, avant j'ai utilisé Repetier-Host. Quand je lance une impression sur l'Ender 3 avec un Gcode écrit par CURA, si je fait "pause" sur le pupitre de commande, l'impression s’arrête, laissant la buse posée sur la pièce, en attendant une validation au pupitre pour repartir . Quand je lance une impression sur la i3 Pro W avec un Gcode écrit par CURA, si je fait "pause" sur le pupitre de commande, l'impression s’arrête, la chauffe de buse stoppe, le plateau reste chaud et le Hotend viens se range à Y0, X0, Z+20. en attendant de relancer la chauffe, une purge de buse, puis l'impression (actions sous validation pupitre de commande) . Je souhaiterai pouvoir dupliquer le script de pause de la i3 pro W sur l'Ender 3. Est ce que les Marlin sont en cause? (pour la I3 ProW ==>2.0.9.2, pour l'Ender 3 ==>2.0.X) Quand j'utilisais Repetier Host je pouvais écrire les scenarii de démarrage, de fin, de pause, d’arrêt et plus. Sur Cura je n'ai trouvé que les scenarii de démarrage et de fin. Où se cachent les autres scripts ? Cordialement.
-
- autre - Taille des moteurs pour extrudeur Dual Drive avec engrenage de réduction
ROQUE en réponse au topic de ROQUE dans Électronique
Merci pour vos réponses. Effectivement Patrick76 , je n'ai pas mis le poids du réducteur car on ne peut pas comparer les extrudeurs. Est ce que l'extrudeur de base est en alu, en plastique? est il équipé d'un radiateur ? ... Idem pour l'extrudeur dual drive, il ne se valent pas en terme de poids. C'est pour cela que je ne me suis intéressé qu'a la taille des moteurs. Pour info, pour ceux qui ont migré leur extrudeur vers un dual drive déjà équipé d'un moteur (comme Savate nous le précise), ils y a tout intérêt à refaire un parcours réglage du Vref du driver. Le nouveau moteur étant moins gourmand en courant. -
- autre - Taille des moteurs pour extrudeur Dual Drive avec engrenage de réduction
ROQUE a posté un sujet dans Électronique
Bonjour, Les extrudeur classiques (direct drive ou Bowden) sont mis en œuvre par un moteur pas a pas, qui est choisi (caractéristiques techniques) en fonction de la puissance qu'il doit produire (P=Couple*Vitesse de rotation) . Le couple étant directement lié au courant consommé et la vitesse de rotation à la tension du moteur. Pour la vitesse de rotation (sur 1 pas) c'est la carte mère qui décide au travers du driver (tension continue à puissance constante). Pour le courant il est paramétré par driver au travers d'un ajustable (VRef) . Ce courant doit être réglé pour donner suffisamment de couple au moteur, pour éviter que les pas ne "sautent", avec un maximum lié à la surchauffe du moteur (idem réglage du courant court circuit que l'on règle sur les variateurs des moteurs continus). La tension maxi sur un moteur est liée à l'isolation des conducteurs (tenu en température) . Le courant créé le champs magnétique qui induit la force du déplacement (le couple). Si maintenant on remplace notre extrudeur classique par un extrudeur dual Drive avec une réduction ayant un rapport d'engrenage interne de 3:1. (voir image) le courant nécessaire pour entrainer le moteur pas a pas, devrait être plus faible. On pourrait donc obtenir les même caractéristiques d'extrusion en baissant notre courant dans un rapport de 3:1. La vitesse d'un moteur stepper est inversement proportionnelle au courant appliqué (https://daycounter.com/Calculators/Stepper-Motor-Calculator.phtml), le moteur pourra donc tourner plus vite. A ce moment là pourquoi ne pas prendre un moteur 3 fois moins puissant (2 fois en prenant en compte les pertes liées au rendement des engrenages et des bagues de roulement). L’intérêt de la question c'est que, si mon raisonnement est juste, pour un direct drive on peut monter un moteur beaucoup plus petit et donc plus léger si on a un extrudeur dual drive avec rapport de réduction que sur un extrudeur direct. L’intérêt d'un chariot X léger n'est pas à démontrer en terme de qualité d'impression. Par exemple: Si mon moteur de base est un NEMA 17 modele 17HS16-2004S-C4 (https://www.omc-stepperonline.com/fr/nema-17-moteur-pas-a-pas/nema-17-bipolaire-45ncm-64oz-in-2a-42x42x40mm-4-fils-avec-cable-de-1600mm-63-17hs16-2004s-c4?mfp=184-taille-du-cadre-mm[Nema 17 (42 x 42)]%2C149-angle-de-pas-deg[1.8]%2C24-nombre-de-cable[4]) Caractéristiques: Dimensions: 42x42x40mm Poids: 310g Nombre de phase: 2 Voltage standard: 2,2 V Nombre de pas: 200 Inductance/phase: 2,6 mH par phase Courant/phase: 1,8 A par phase j'aurais comme caractéristiques mécanique: Maximum Speed = 1.06(tours/sec) & Maximum Power = 4.4 Watts Si je prend pour un extrudeur dual drive avec réduction d'engrenage, un moteur NEMA17 modèle 17HS10-0704S(https://www.omc-stepperonline.com/fr/nema-17-moteur-pas-a-pas/nema-17-bipolaire-1-8deg-13ncm-18-4oz-in-0-7a-2-9v-42x42x25mm-4-fils-17hs10-0704s?mfp=184-taille-du-cadre-mm[Nema 17 (42 x 42)]%2C149-angle-de-pas-deg[1.8]%2C24-nombre-de-cable[4]) Caracteristiques: Dimensions: 42x42x25mm Poids: 180g Nombre de Phase: 2 Voltage standard: 2.94V Nombre de pas: 200 Inductance/phase: 5.5mH par phase Courant/phase: 0.7A par phase J'aurai comme caractéristiques mécanique: Maximum Speed = 1.91(tours/sec) & Maximum Power = 2.06 Watts Bilan: Gain de poids ==> 310 - 180 =130g (presque la moitié du poids) Couple de maintien similaire ==> 45Ncm (original) & 3x13 = 39Ncm (version réduction 3:1) Taille réduite ==>40mm (original) & 25mm (version réduction 3:1) Driver de Carte mère qui chauffent moins car moins de courant à délivrer. Nécessité d'acheter un moteur de plus Parmi vous, est ce quelqu'un à essayé de réduire la taille du moteur d'extrusion en passant en dual drive avec rapport de réduction? D'avance merci de votre retour sur le sujet. Cordialement.
-
Bonjour à toutes et tous, C'est ENCORE lui !! je reviens sur ce que je vous ai dit: Mes moteurs (Ender3), à la vue des références et des info de chez CREALITY, ont comme courant max respectivement pour X, Y, Z : 1.0A, et pour E : 1.5A. Et pas 0.8A et 1.0A comme je l'avais écrit précédemment. Je reprends ma copie avec une marge de sécurité de 90%: Moteur XYZ : I max =1.0A==>I nom= 1.0/1.414*0.9 =0.64A Moteur E : I max =1.5A==>I nom= 1.5/1.414*0.9 =0.95A Vref X , Y & Z : 0.64*8*0.15= 0.76V au lieu de 0.58V mesuré Vref E : 0.95*8*0.15= 1.15V au lieu de 0.72V mesuré Je n'ai pas modifié les Vref des axes de déplacement pièce (X, Y & Z). Je n'ai touché que le Vref de l'extrudeur ==> je l'ai passé à 1.10V (Je suis timide, j'ai pas osé plus). J'ai recalibré mon extrudeur, puis j'ai testé mon extrudeur sur une pièce filament PLA , avec pas mal de rétraction (4 plots espacés), durée d'impression 3h00, pas de saut de moteur, température estimée du moteur à 30/40°C (guère plus chaud que les autres moteurs). YES!!!! Tout va bien avec le PLA (ICE-filament) je vais tenter un autre test avec un autre marque de PLA (Basic-fil) puis du PETG. Merci à vous tous pour les infos.
-
Bonsoir, Merci à tous les intervenants pour leur analyse. @fran6p Je pense que les réglages des Vref de base sur les Carte mère sont fait à la chaine et sont sensé couvrir plusieurs configuration de moteurs ( montage fonction des stocks négociés), donc pour éviter du retour SAV en casse moteur, on limite plutôt bas le réglage des courants. Il est étonnant de voir que sur des machines de géométrie similaires on trouve par axe, une variété de moteur aussi différente en caractéristique. Je vais retoucher le Vref de mon driver d'extrusion en le passant à 0.84V puis test. Si vous voyer de la fumée par le fenêtre c'est que je me suis gourré dans mon calcul !!! Pour @Kalamiit je précise que chaud et froid sont des variables utilisées dans le très sérieux système de mesure international "PIFOMETRIE". Dans l’échelle de mesure de température. On y trouve: ça caille, c'est froid, c'est tiède, c'est chaud, je me suis cramé.
-
ReBonjour, Mes moteurs en fonctionnement sont froids, et j’entends de ci-de-là, que bon nombre de makers se plaignent de la température élevée de leur moteurs. Est ce pas, là aussi, une indication que mes moteurs (surtout celui de l'extrudeur) sont sous alimentés? Merci Kalamiit de ta réponse. Je n'utilise pour l'instant que du PLA (ice filament) avec des température autour de 195-205°C, ce qui est la plage de température qui j'ai trouvé acceptable et contrôlé avec des tests (tour de température) . J'ai aussi monté du Capricorn étroit, mais cela le fait aussi avec du PTFE classique. Je sèche !!
-
Bonjour, Info pour le modérateur: Si ce sujet n'est pas placé au bon endroit, je m'en remet à vous pour bien sûr le déplacer. Cordialement.
-
Bonjour à toutes et tous, Vous vous dites certainement, encore un qui a rien compris à ce réglage !! Et vous aurez peut être pas tord. Voici mon problème: Depuis quelques temps mon extrudeur tape et je vois bien que ces claquement sont associés à un pas du moteur de l'extrudeur qui saute. J'ai tendu et détendu le ressort rien n'y fait. J'ai démonté, nettoyé mon hotend, j'ai remplacé la buse et le tube PTFE , rien n'y fait. J'ai aussi remplacé le système d'extrusion d'origine par un autre en métal. J'ai augmenté la température de chauffe, toujours pareil. Toujours ce claquement. J'ai alors contrôlé les tensions des drivers et je trouve: X = 0,58v ,Y = 0,58v ,Z = 0,58v et E = 0,72v Mes Données CREALITY ENDER3 - Carte V4.2.2 , drivers de stepers ==>A4988 (lettre E sur le lecteur de micro SD), Rsense associés ==>R150 (0.15Ohms) . Mes moteurs sont ceux d'origine: X, Y & Z ==> 42-34 de chez Creality (BJ42D15-26V09 et 42HS034DF570A-01) ==>0.8A max E ==>42-40 de chez Creality (C17HD2024-02N)==>1.0A max Si je reprend la prose que j'ai lu sur le site (merci @stef_ladefense) pour le calcul des tensions, je devrait avoir pour un A4988: Inom = Vref / (8 * Rsense) ==> Vref = Inom * 8 * Rsense Donc danc ce cas: Moteur XYZ : I max =0.8A==>I nom= 0.8/1.414 =0.566A==>0.6A Moteur E : I max =1.0A==>I nom= 1.0/1.414 =0.707A==>0.7A Vref X , Y & Z : 0.6*8*0.15= 0.72V au lieu de 0.58V mesuré Vref E : 0.7*8*0.15= 0.84V au lieu de 0.72V mesuré J'en conclue que mes tensions sont trop faible et que je dois les augmenter (surtout celle de l'extrudeur). Si d'aventure @stef_ladefense pouvait me confirmer ma démarche !! merci à vous pour vos reponses.
-
Bonjour, Je possède une imprimante GEEETech Prusa i3 Pro W (mono extrudeur direct drive MK8, carte mère GT2560 Rev. A+,Drivers A4988 passés en DRV8825, alim 12V) qui fait un peu doublon avec mon ender3. Comme cette GEEETech est une machine "école" qui a vocation à l'évolution, je souhaiterai l'upgrader en la passant en dual extrudeurs Bowden : une tête d'extrusion 2 in 1 sur chariot X et les ensembles stepper / extrudeur montés en haut du châssis (coté droit et coté gauche). Je dois donc approvisionner 2 ensembles extrudeurs / stepper et je dois avouer que je suis "sec" pour le choix des stepper moteurs . Actuellement sur ma config. de base (direct drive) le moteur d'extrudeur est un D42SHD0229-24B1 (Rated DC current : 1.68A, Holding torque >= 280mN.m, Angle: 1.8°, tension 2.77V). Est ce que le système Bowden nécessite les même caractéristiques mécaniques et électrique que pour un direct drive (couple, courant)? Quel choix dans les caractéristiques serait le plus judicieux? Si quelqu'un s'est lancé dans la même démarche je requiert son expertise et son expérience pour acheter une paire d'extrudeur/stepper. Si ce sujet a déjà été traité, (J'ai eu beau cherché, je n'ai pas trouvé) pouvez vous me donner le lien svp. D'avance merci.
-
[Astuce] Inverser le sens de rotation de l'encodeur de l'écran LCD
ROQUE en réponse à un sujet dans Tutoriels et améliorations pour GEEETech
Bonjour, déterrage du fil. J'ai été perturbé, moi aussi par le sens de rotation de la commande de ma Gtech i3 pro W (inverse de celui de ma Creality Ender 3) En faisant la mise à jour du marlin en version 2.0.x . Il y a 2 options dans le fichier Configuration.h donc 4 possibilités Tout d'abord==> (F3) pour rechercher "Encoder Direction Options" dans ce fichier (perso j'utilise Visual Studio Code) Sachant que dans Marlin on active les fonctions par suppression des // du début de ligne (qui servent à commenter la ligne)on peut agir sur : #define REVERSE_ENCODER_DIRECTION. ==> pour inverser l’édition des valeurs (augmentation / diminution des températures par exemple) et le déplacement dans les menus. ou #define REVERSE_MENU_DIRECTION.==> pour inverser le déplacement dans les menus seulement. ou Ces deux lignes ensemble pour n'avoir que l'inversion de l'édition des valeurs. ou ne rien toucher, pour ne rien changer. Cordialement.- 26 réponses
-
- 1
-

-
- horlogique
- lcd2004 controller
- (et 2 en plus)
-
Bonsoir , rien ne vous échappe !! Bien vu. C'est une boulette!! il me faut le modifier, c'est l'extrudeur de base, mais le recalcul pour 100mm m'avait donne 102 et pas 1025 !! Merci encore.
-
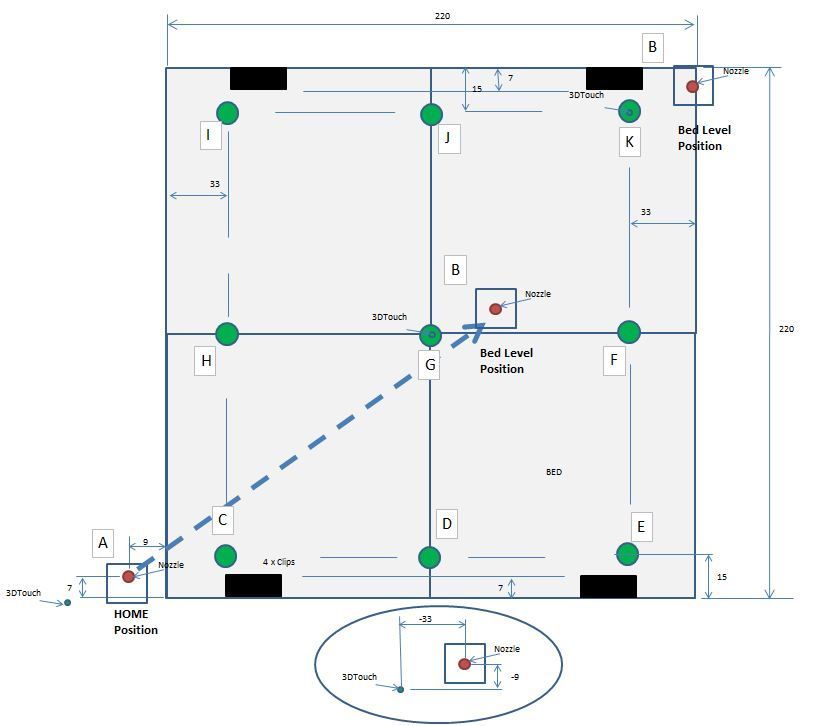
Merci, j'en ai tenu compte pour mieux comprendre ce que je faisais. Finalement le pb que j'avais, était antérieur sur mon imprimante : le tendeur de courroie en X m’empêchait de pouvoir dérouler le chariot X sur 200mm . J'ai corrigé ça, et depuis mon X peut réaliser (ça passe au mm) 200 (taille du verre) + 9 (home Nozzle) = 209 mm. Cela m'a permit de téléverser mon MARLIN 2.0.9.2 modifié. Et ça marche!! Merci encore. Fichier Configuration.h Nom, Dimensions & Langue : #define CUSTOM_MACHINE_NAME "GEEETECH i3 PRO W 3DTouch v1.0" #define X_BED_SIZE 200 #define Y_BED_SIZE 200 #define LCD_LANGUAGE fr Calibration #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 1025 } #define DEFAULT_MAX_FEEDRATE { 500, 500, 5, 25 } #define DEFAULT_MAX_ACCELERATION { 500, 500, 100, 5000 } Drivers #define X_DRIVER_TYPE A4988 #define Y_DRIVER_TYPE A4988 #define Z_DRIVER_TYPE A4988 #define E0_DRIVER_TYPE A4988 BLTouch #define BLTOUCH #define NOZZLE_TO_PROBE_OFFSET {-33,-9,0} #define PROBING_MARGIN 10 #define AUTO_BED_LEVELING_BILINEAR #define Z_SAFE_HOMING #define GRID_MAX_POINTS_X 3 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X //#define MIN_SOFTWARE_ENDSTOP_Z #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN BED NOZZLE CENTERING #define MANUAL_X_HOME_POS -9 //#define MANUAL_Y_HOME_POS 0 Fichier Configuration_adv.h BLTouch #define BABYSTEPPING #define PROBING_MARGIN_LEFT 30 #define PROBING_MARGIN_RIGHT 30 //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #define PROBE_OFFSET_WIZARD