Scorpion68
-
Compteur de contenus
61 -
Inscrit(e) le
-
Dernière visite
Récompenses de Scorpion68
")





-
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
Bl touch d'origine sur axe z donc pas de réglage et c'est pas tout le plateau qui est dérégler je ferrais des photos -
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
tout a fais pour l'instant la machine occase tourne très bien par contre la neuve me fais encore des sienne le ventilateur de la hot end vibre et fais un raffus de tonnerre et pour le réglage bed je n'arrive pas a passer sous zéro même en combinant automatique et manuel le mail que j'ai fais a creality je leur ais mentionné que c'est l'axe Z qui me causait des problèmes il m'ont répondu de vérifier la courroie de l'axe X et Y ils sont encore moins a la hauteur que moi avec le forum on n'arrive a y voir clair doucement petit a petit par contre je cherche des infos pour l'utilisation de tige filetée sur axe Z pour faire une CnC j'ai déjà posé la question plus haut pour les steps -
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
correction faite sur la machine neuve avec essais concluant pour la dimension mais pièce pas très propre je verrais cela dans la semaine sur la machine occasion il faut surement que je change le ventilateur de la Hot-end il vibre et fais un de ses rafus a moins qu'il y a aussi une petite astuce -
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
je viens de le faire je lance un cube de test peu t’on prendre de la simple tige fileter m8 il me semble que dagoma avais une imprimante avec du M8 -
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
Merci les amis de vous pancher suer mon problème voici le M503 de la machine occasion >>> m503 SENDING:M503 echo: G21 ; Units in mm echo: M149 C ; Units in Celsius echo:Filament settings: Disabled echo: M200 D1.75 echo: M200 D0 echo:Steps per unit: echo: M92 X80.00 Y80.00 Z400.00 E97.47 echo:Maximum feedrates (units/s): echo: M203 X300.00 Y300.00 Z5.00 E25.00 echo:Maximum Acceleration (units/s2): echo: M201 X500 Y500 Z100 E1000 echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> echo: M204 P500.00 R500.00 T1000.00 echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.40 E5.00 echo:Home offset: echo: M206 X0.00 Y0.00 Z0.00 echo:Auto Bed Leveling: echo: M420 S0 Z0.00 echo:PID settings: echo: M301 P19.98 I0.88 D50.29 echo: M304 P204.09 I36.11 D288.40 echo:Z-Probe Offset (mm): echo: M851 Z-5.75 language: 0:cn 1:en 2:pt 3:es 4:de 5:fr 6:tr 7:it 8:ru5bedlevel_count_font: 0:save G29 Powercontinue 1:not G29 Powercontinue0ok [ERROR] Can't read from printer (disconnected?) (SerialException): call to ClearCommError failed [ERROR] Can't write to printer (disconnected?) (SerialException): WriteFile failed (WindowsError(5, 'Acc\xe8s refus\xe9.')) Et celui de la machine neuve >>> m503 SENDING:M503 echo: G21 ; Units in mm echo: M149 C ; Units in Celsius echo:Filament settings: Disabled echo: M200 D1.75 echo: M200 D0 echo:Steps per unit: echo: M92 X80.00 Y80.00 Z400.00 E98.50 echo:Maximum feedrates (units/s): echo: M203 X300.00 Y300.00 Z5.00 E25.00 echo:Maximum Acceleration (units/s2): echo: M201 X500 Y500 Z100 E1000 echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> echo: M204 P500.00 R500.00 T1000.00 echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.40 E5.00 echo:Home offset: echo: M206 X0.00 Y0.00 Z0.00 echo:Auto Bed Leveling: echo: M420 S0 Z0.00 echo:PID settings: echo: M301 P19.98 I0.88 D50.29 echo: M304 P204.09 I36.11 D288.40 echo:Z-Probe Offset (mm): echo: M851 Z-8.35 language: 0:cn 1:en 2:pt 3:es 4:de 5:fr 6:tr 7:it 8:ru5bedlevel_count_font: 0:save G29 Powercontinue 1:not G29 Powercontinue0ok la machine occasion a déjà imprimer les pièces correctement a part le problème de mon précédant post mécaniquement je n'ai pas fais de modification -
Dimension des Pieces
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
Salut les Amis j'ai eut des problèmes avec la machine neuve j'ai contacter creality car la sélection de langue se remettais chaque fois en chinois et sur la machine occasion j'avais d'autres problème voir mon précédant fil suite a cela il mont envoyer le firmware1.70.3 et pour l’écran en français comme j'avais des problèmes sur les 2 machine j'ai flasher les deux -
Dimension des Pieces
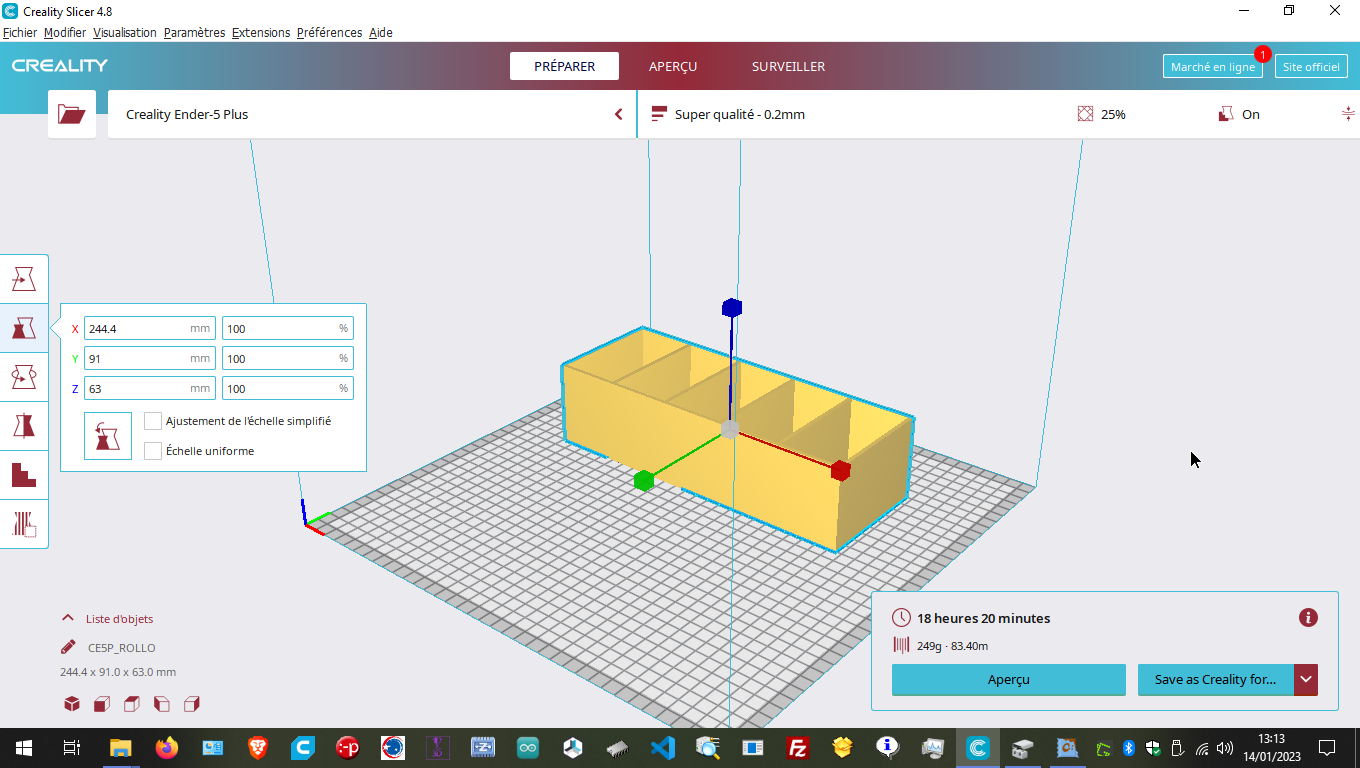
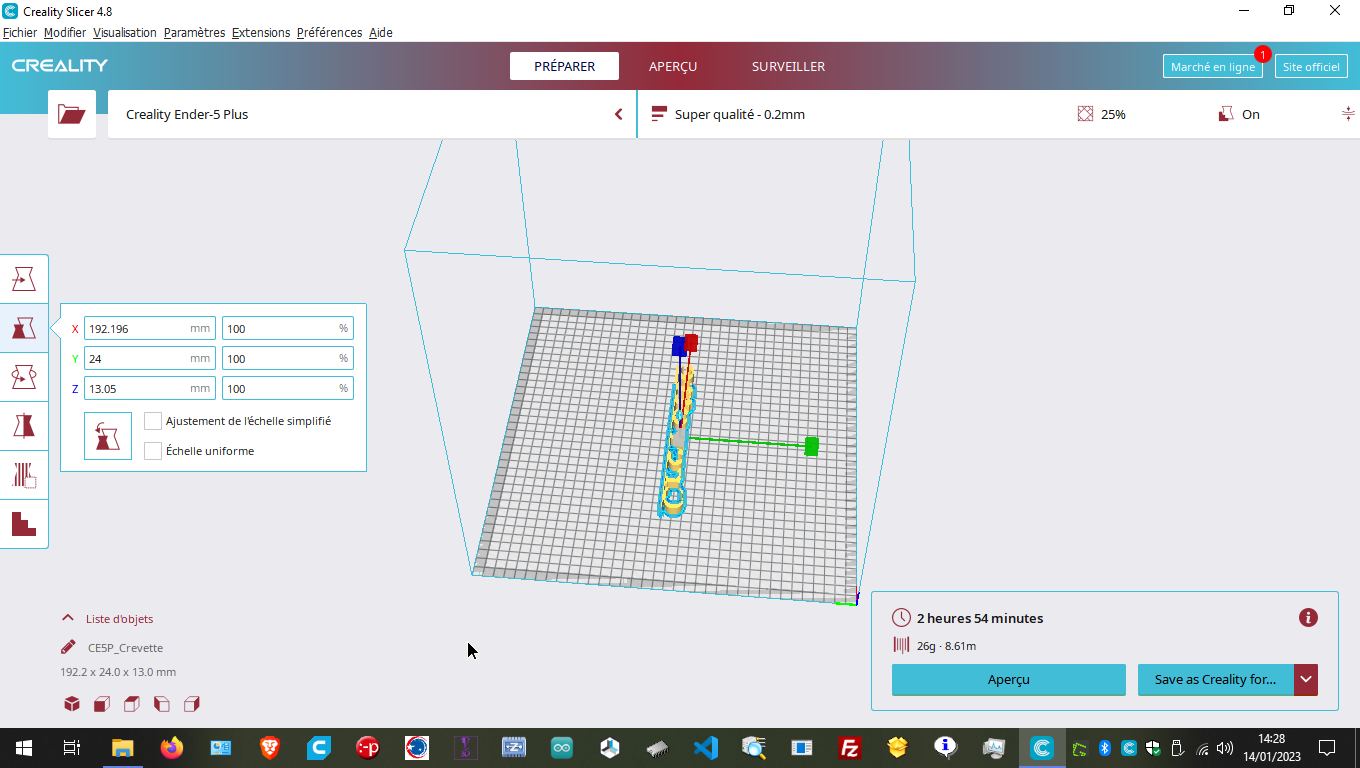
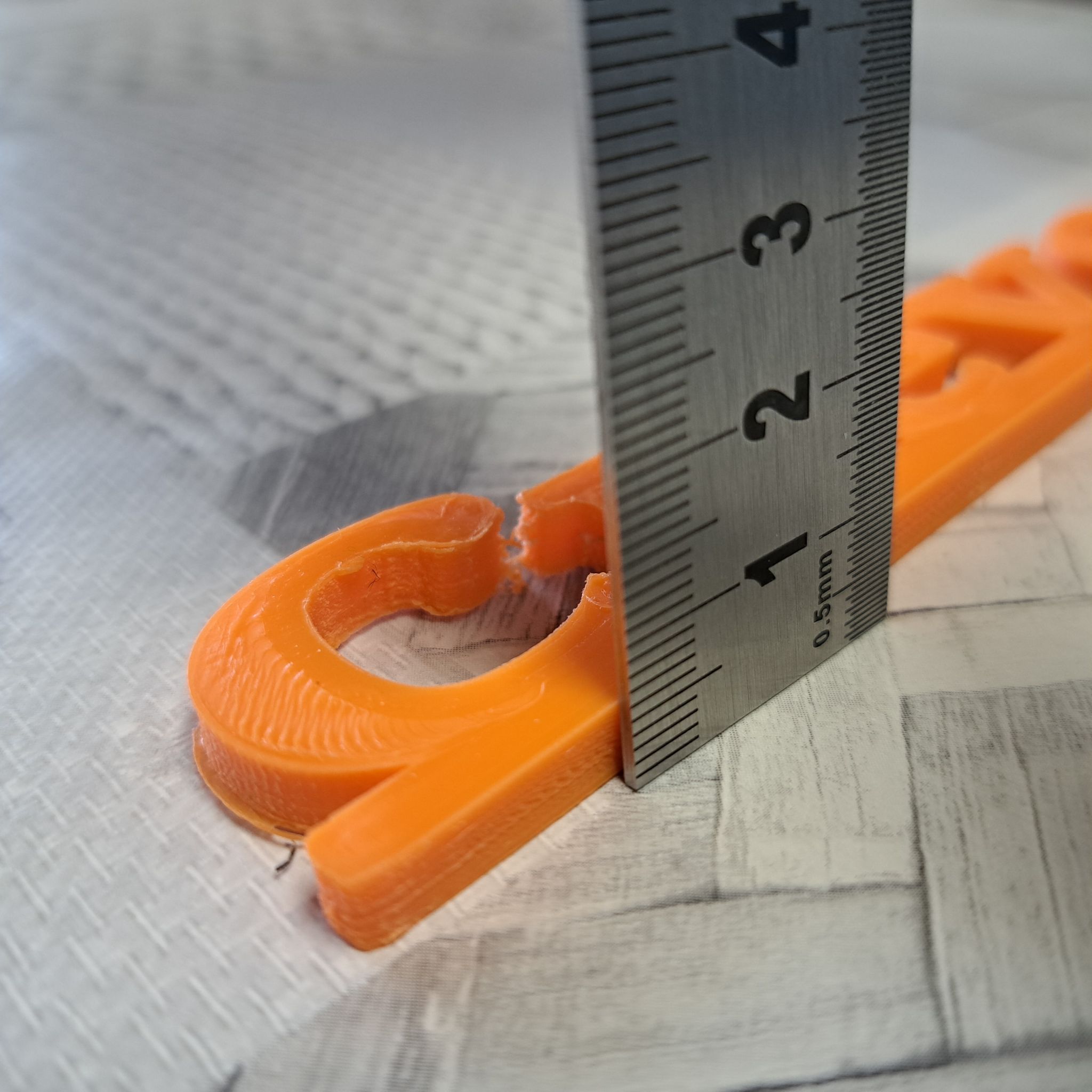
Scorpion68 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
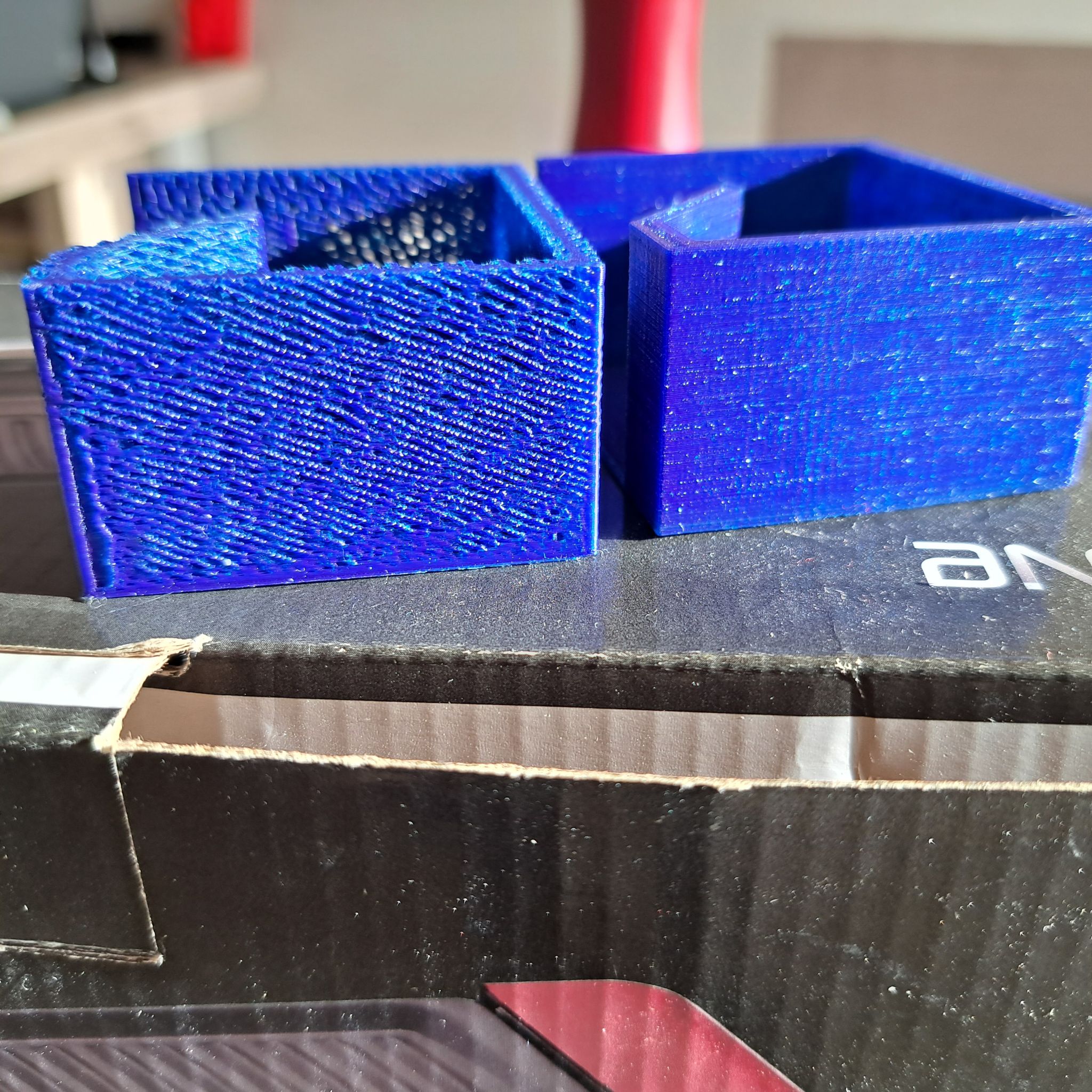
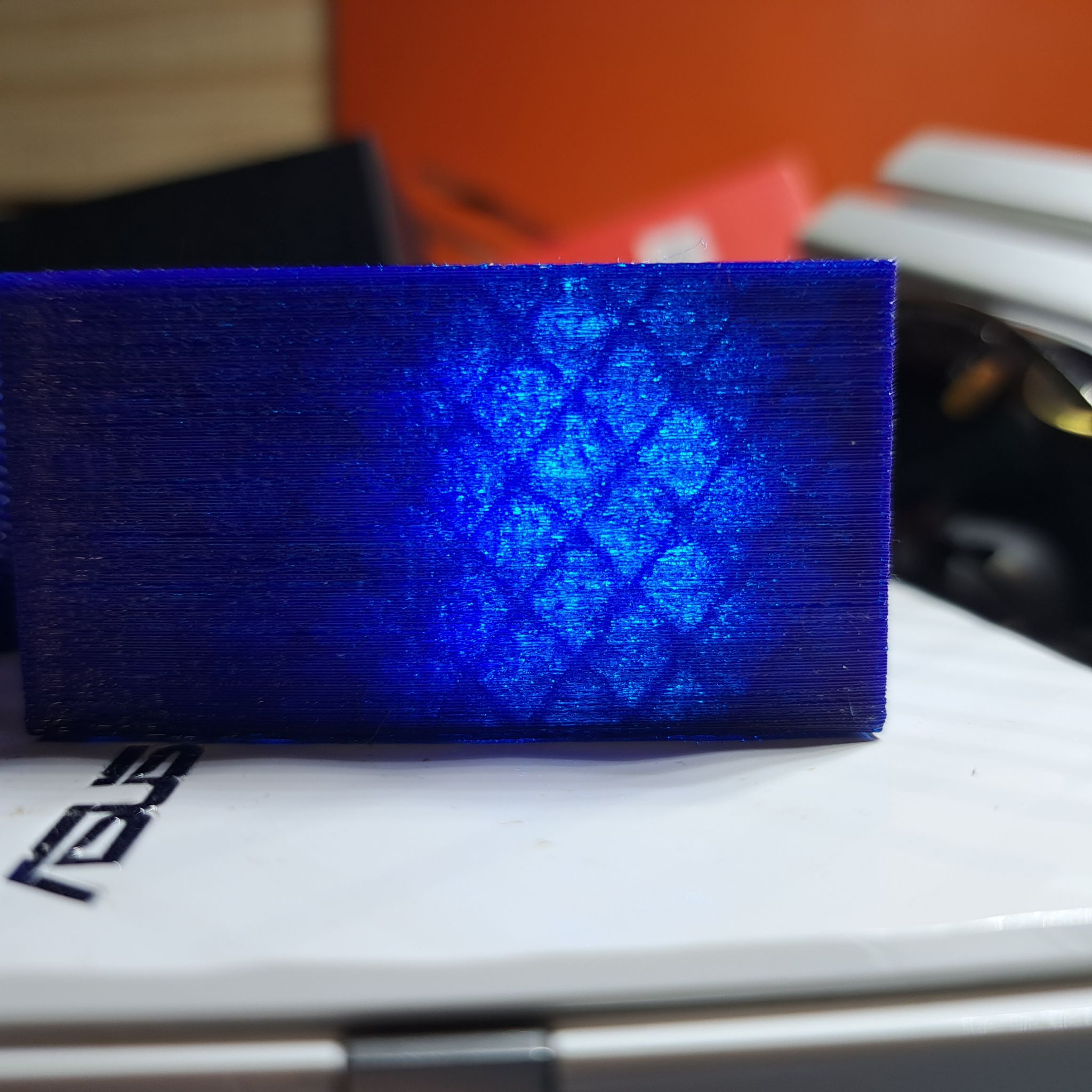
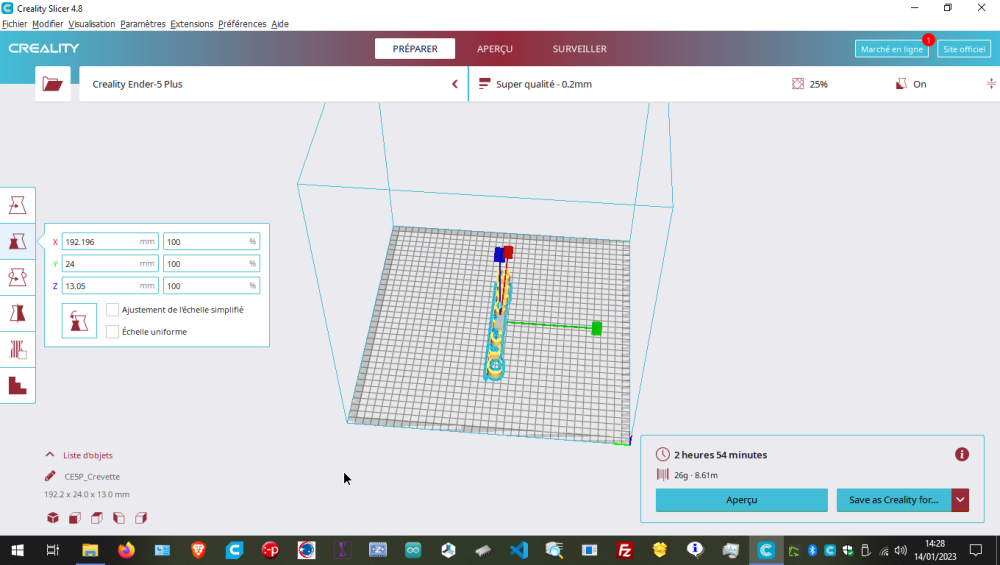
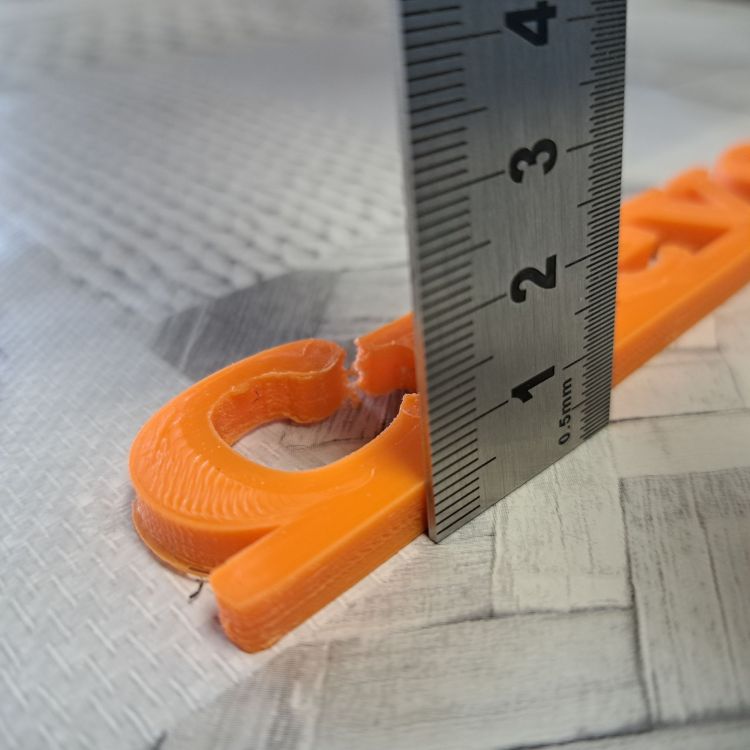
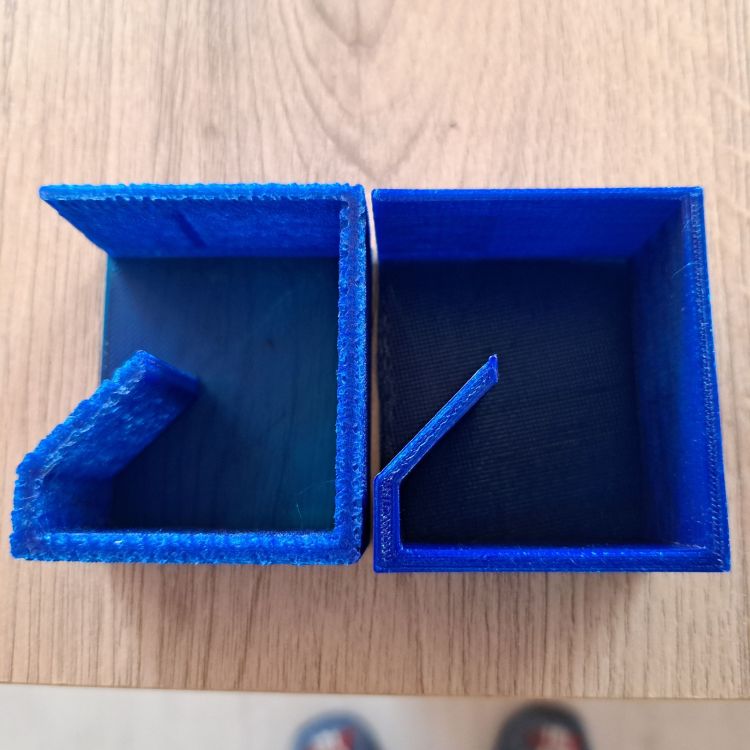
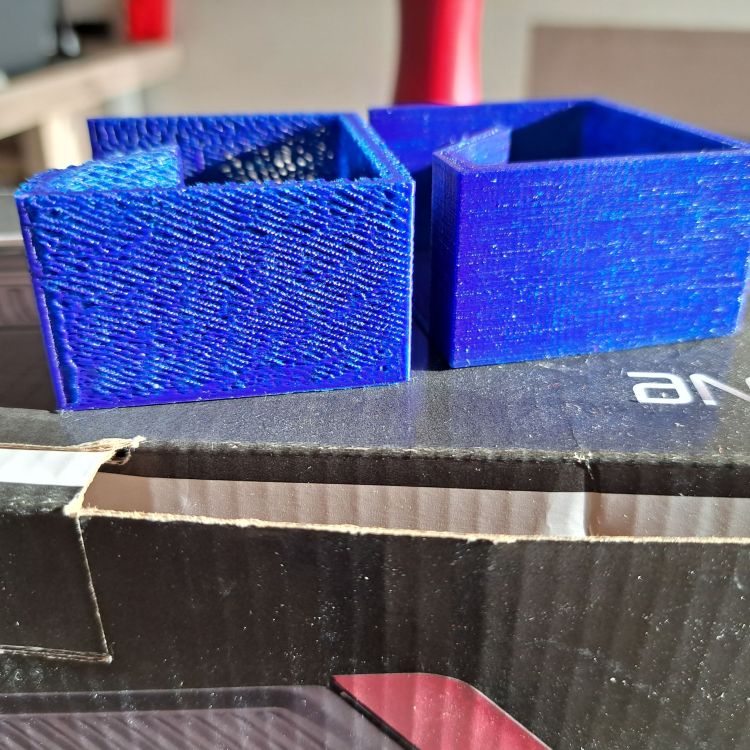
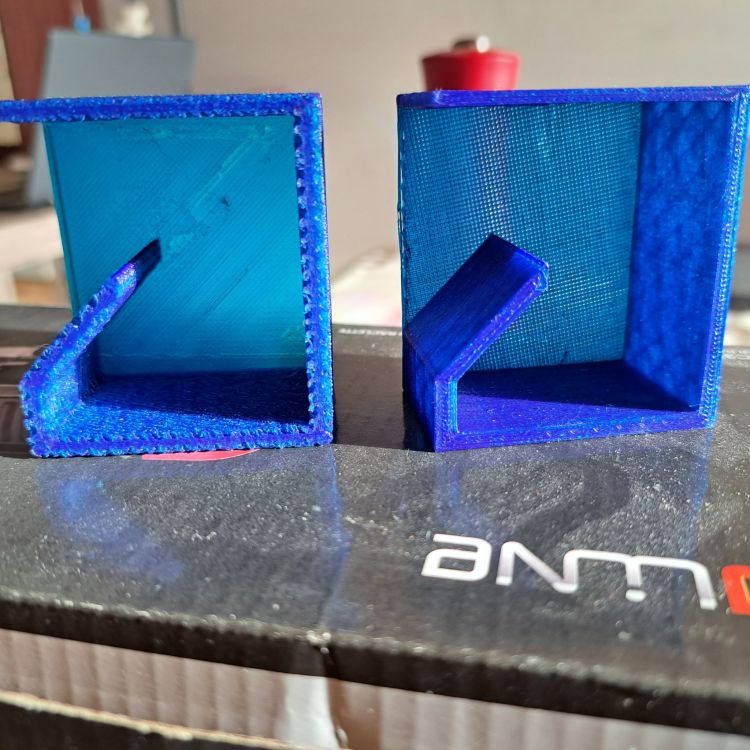
Bonjour tous le monde je reviens vers vous car j'ai un soucis que malheureusement je n'arrive pas a résoudre et sur les recherche Google personne n'en parle a croire que je suis le seul a avoir hérité se problème sur mes deux ender 5 plus 1 acquis en occasion et l'autre neuve du moi de décembre firmware 1.70.3 la qualité d'impression est plus que satisfaisante l'axe X et Y ont la bonne dimension mais la dimension de l'axe Z est littéralement divise par 2 voir photo et gcode 5.zip 6.zip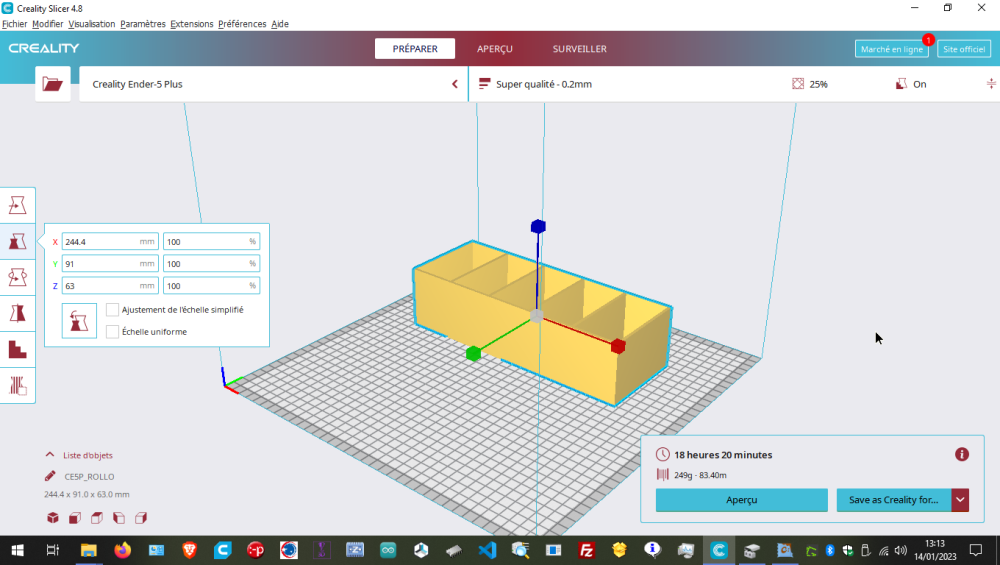

-
Au Secouuuuur
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
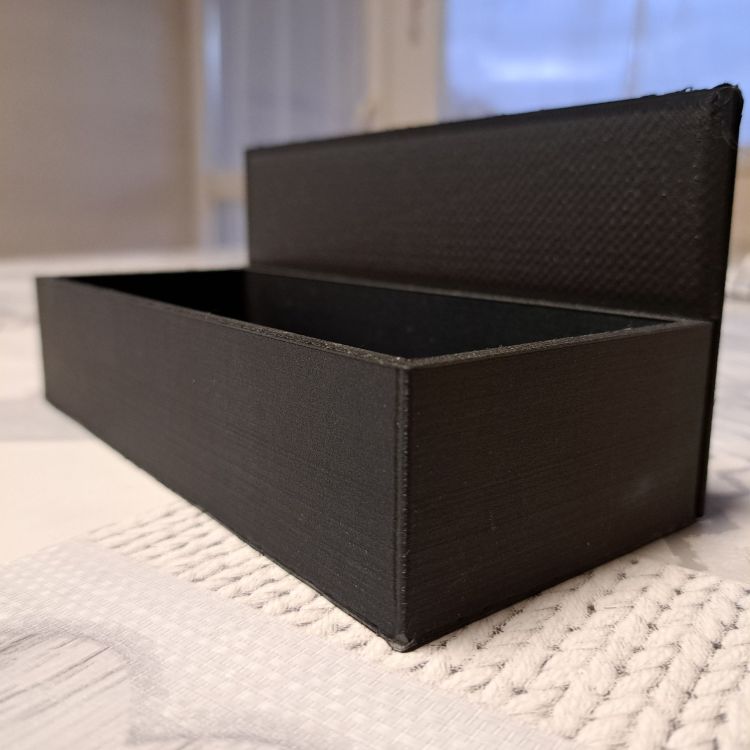
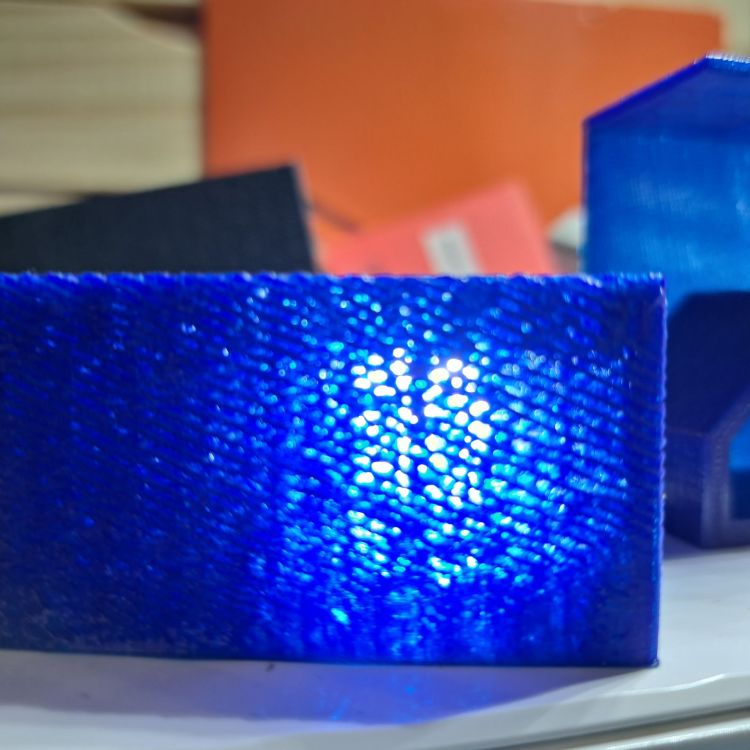
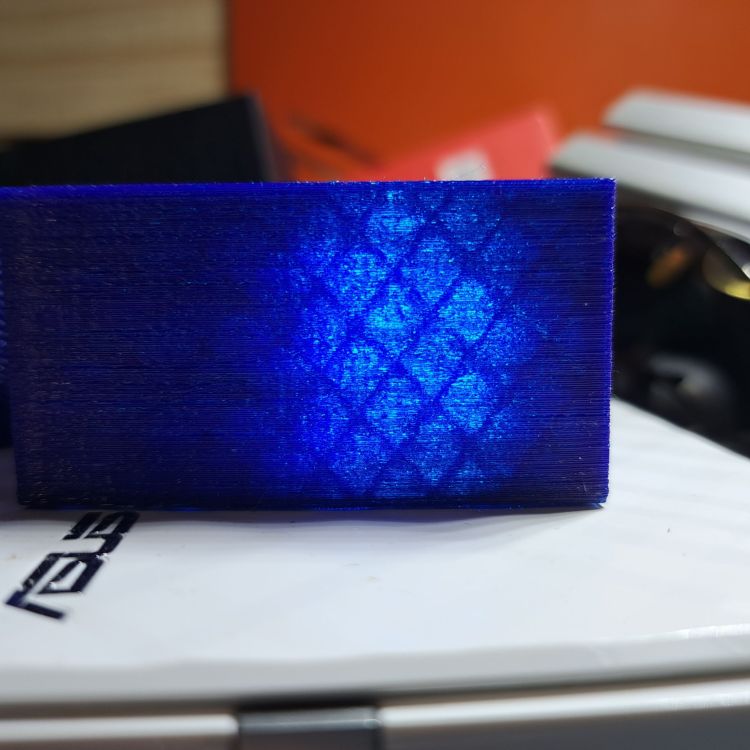
Après Quelques semaines et des heures de recherche me revoilà avec des amélioration mais reste des petits problèmes La qualité est de nouveau présente voici quelques photos mais encore quelques lacunes 1a Après coupure de courant ou fin de matière je ne peut pas reprendre obliger de refaire le print depuis le debut j'ai acquis une deuxième ender 5 plus quasiment neuve qui a quelques lacunes Firmware ver 1.70.3 BL 1b Quand je sélectionne le menu en anglais et je fais retour il reviens en chinois 2bTest de plateau sur seulement il ne fais que 16 points de test au lieu de 25 3b Quand je veux arrêter l'impression en cour il ne s’arrête pas

-
Homers Tarantula Pro Marlin SGEN L Firmware
Scorpion68 en réponse au topic de nyarlath dans TEVO 3D / TevoUP
plus personne ???? -
Au Secouuuuur
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
gros bisous a toi Titi ont n'avance effectivement j'ai essayer le deuxième firmware que tu m'as indiquer j'ai l' histoire des menus c'est déjà regeler tout est en french mais l'histoire du crepis il est moins important ais toujours visible je vais faire un print ce week end ont verra ce que sa donne -
Au Secouuuuur
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
Salut pommeverte je suis vraiment dans la mer.............................. titi as essayer de me donner quelques tuyaux mais ont bloque niveau firmwareil vaut mieux que je te renvoie vers le post en question Au Secouuuuur -
Tronxy XY 2 Pro - Problème de calibration du Bed
Scorpion68 en réponse au topic de StereoBlade dans Tronxy
je te remercie c'est quand même fou ils connaissent le problème cela devrait être dans le colis de l'imprimante c'est comme si tu achète une voiture et que tu dois racheter le moteur comme un kit Loooool est ce qu'il y aurais moyen d'avoir ton fichier excel sa me parai utile encor merci a toi je vais commander le kit -
Homers Tarantula Pro Marlin SGEN L Firmware
Scorpion68 en réponse au topic de nyarlath dans TEVO 3D / TevoUP
Salut a tous je suis un peut dans la merde sur une Homers/Tevo Tarantula Pro je viens de remplacerla carte mere MKS GEN L V1.0 j'ai formater la carte sd et mis le firmware.bin dessus seulement voila mon écran est blanc je ne peut pas lancer la mise en place du firmware help SVP en branchant l'imprimante sur le port usb elle est reconnue par usb serial ch340pc redémarrer avec pronterface reste bloquer sur Connecting... sa fait plus de 5 heures que je fouille sur le net pour trouver une solution tu peut me donner la démarche exact a suivre Merci -
Au Secouuuuur
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
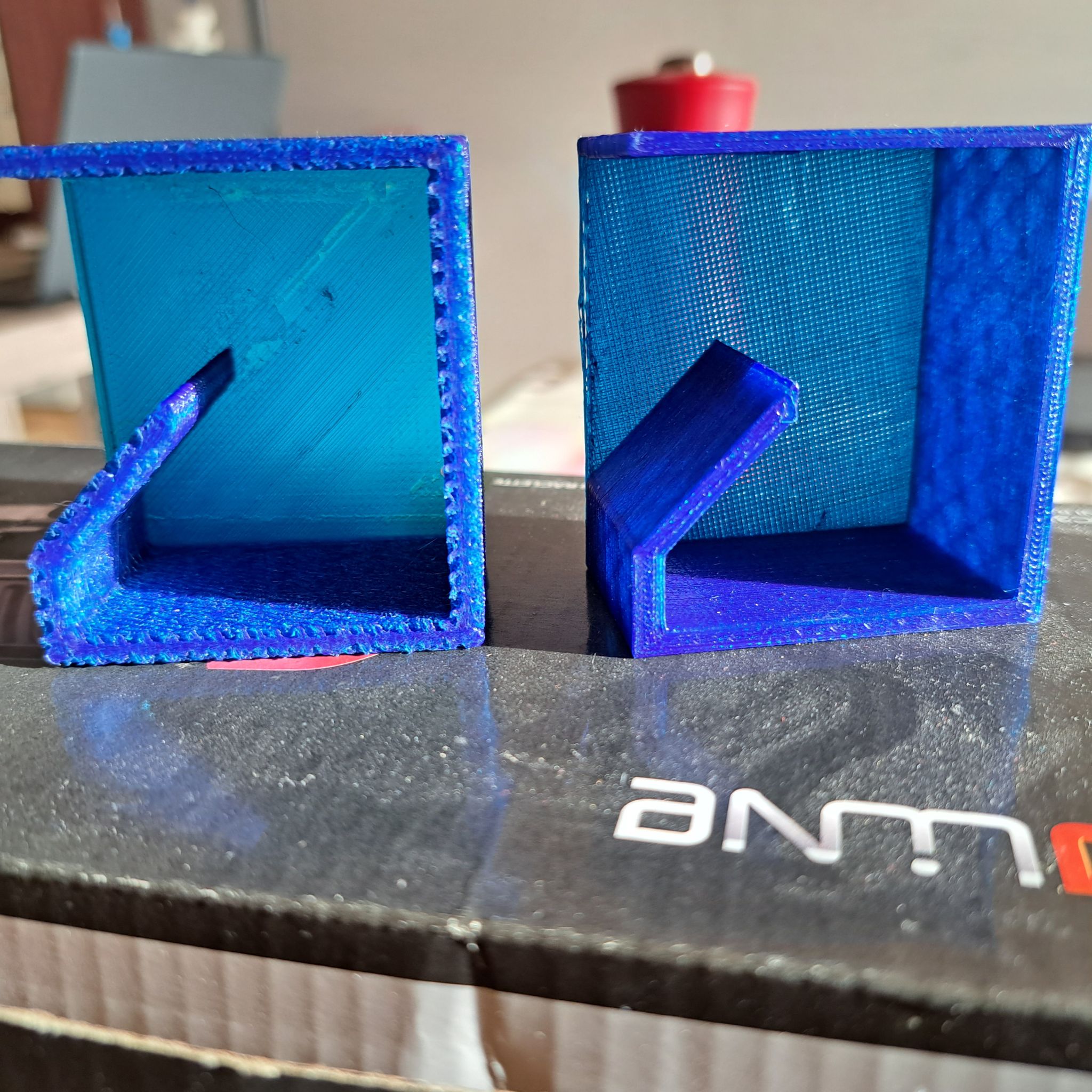
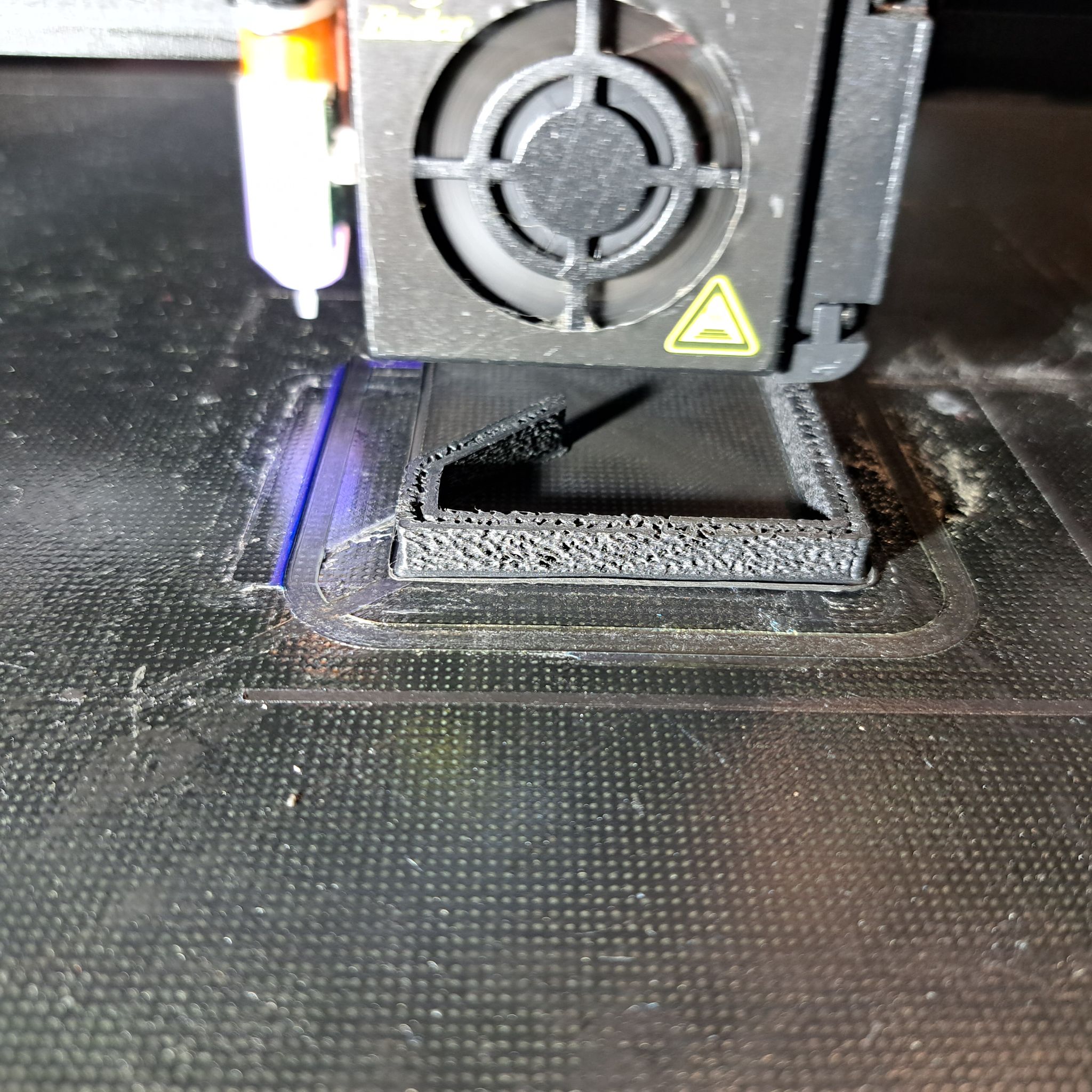
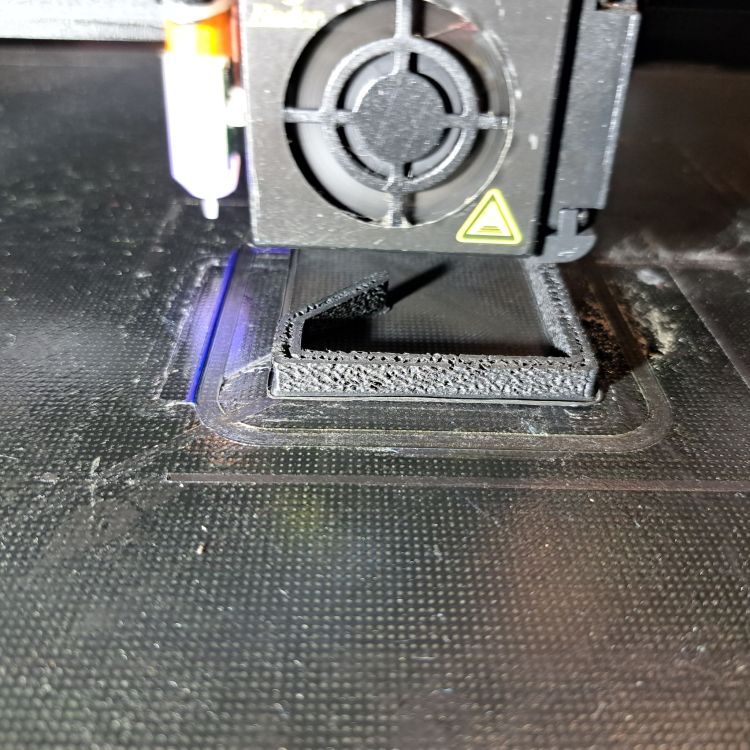
Bon ont reprend ont avance voici le fichier gcode Test Applique .gcode celle de gauche avec la ender avant mise a jour du firmware celle de droite tronxy ont vois nettement la differance entre l'épaisseur des murs et toujours ce crépit en plus j'ai carrément des trous dans les murs toujours avec la même bobine de pla remise a jour avec firmware Ender-5PlusBLTouch_0224_V1.70.3 BL il y a un léger mieux mais.............. au démarrage j'ai un écran en french quand je sélectionne température voici l’écran de réponse comme je savais que le câblage est bon par acquis de conscience j'ai refais les test avec pronterface tout est ok Connecting... start Printer is now online. echo:Marlin Ver 1.70.3 BL echo: Last Updated: 2022-02-24 | Author: Ender-5 Plus echo:Compiled: Feb 24 2022 echo: Free Memory: 1406 PlannerBufferBytes: 1232 echo:V42 stored settings retrieved (530 bytes; crc 51836) echo: G21 ; Units in mm echo: M149 C ; Units in Celsius echo:Filament settings: Disabled echo: M200 D1.75 echo: M200 D0 echo:Steps per unit: echo: M92 X80.00 Y80.00 Z800.00 E92.60 echo:Maximum feedrates (units/s): echo: M203 X300.00 Y300.00 Z5.00 E25.00 echo:Maximum Acceleration (units/s2): echo: M201 X500 Y500 Z100 E1000 echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> echo: M204 P500.00 R500.00 T1000.00 echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.40 E5.00 echo:Home offset: echo: M206 X0.00 Y0.00 Z0.00 echo:Auto Bed Leveling: echo: M420 S0 Z0.00 echo:PID settings: echo: M301 P19.98 I0.88 D50.29 echo: M304 P204.09 I36.11 D288.40 echo:Z-Probe Offset (mm): echo: M851 Z-4.00 language: 0:cn 1:en 2:pt 3:es 4:de 5:fr 6:tr 7:it 8:ru1bedlevel_count_font: 0:save G29 Powercontinue 1:not G29 Powercontinue0 echo:SD card ok Init power off infomation. size: 587 init valid: 54 54 current_position(X,Y,Z,E,F,T1..T4,B): 197.72 202.20 13.56 2784.37 5.00 200 60 100 2 60 100 power off info print speed cmd_queue(R,W,C,Q): 2 2 4 G0 X153.169 Y149.568 G0 X153.046 Y150.569 G0 F300 X197.715 Y202.2 Z13.56 G0 F12000 X197.43 Y149.568 G92 Z13.560 E2781.366 G0 F300 X197.715 Y202.2 Z13.56 G0 F12000 X197.43 Y149.568 G0 X153.169 Y149.568 G0 X153.046 Y150.569 sd file(start_time,file_name,sd_pos): 5198 /APPLIQ~1.GCO 422785 echo:Now fresh file: /APPLIQ~1.GCO File opened: APPLIQ~1.GCO Size: 1222309 File selected echo:V42 stored settings retrieved (530 bytes; crc 51836) echo: G21 ; Units in mm echo: M149 C ; Units in Celsius echo:Filament settings: Disabled echo: M200 D1.75 echo: M200 D0 echo:Steps per unit: echo: M92 X80.00 Y80.00 Z800.00 E92.60 echo:Maximum feedrates (units/s): echo: M203 X300.00 Y300.00 Z5.00 E25.00 echo:Maximum Acceleration (units/s2): echo: M201 X500 Y500 Z100 E1000 echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> echo: M204 P500.00 R500.00 T1000.00 echo:Advanced: S<min_feedrate> T<min_travel_feedrate> B<min_segment_time_ms> X<max_xy_jerk> Z<max_z_jerk> E<max_e_jerk> echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.40 E5.00 echo:Home offset: echo: M206 X0.00 Y0.00 Z0.00 echo:Auto Bed Leveling: echo: M420 S0 Z0.00 echo:PID settings: echo: M301 P19.98 I0.88 D50.29 echo: M304 P204.09 I36.11 D288.40 echo:Z-Probe Offset (mm): echo: M851 Z-4.00 language: 0:cn 1:en 2:pt 3:es 4:de 5:fr 6:tr 7:it 8:ru1bedlevel_count_font: 0:save G29 Powercontinue 1:not G29 Powercontinue0***Initing card is OK*** echo:SD card ok ===Initing RTS has finished=== quand je veux rentrer dans configuration quand je lance le test plateau il ne fais que 24 points et en plus décaler et régler le Z offset manuellement c'est même pas possible les moteurs ne tourne pas suite a cela je relance une impression que voici en cours pour l'heure actuel j'ai un menu en franco chinois et toujours du crepis j'ai l'impression de faire du sur place
-
Au Secouuuuur
Scorpion68 en réponse au topic de Scorpion68 dans Entraide : Questions/Réponses sur l'impression 3D
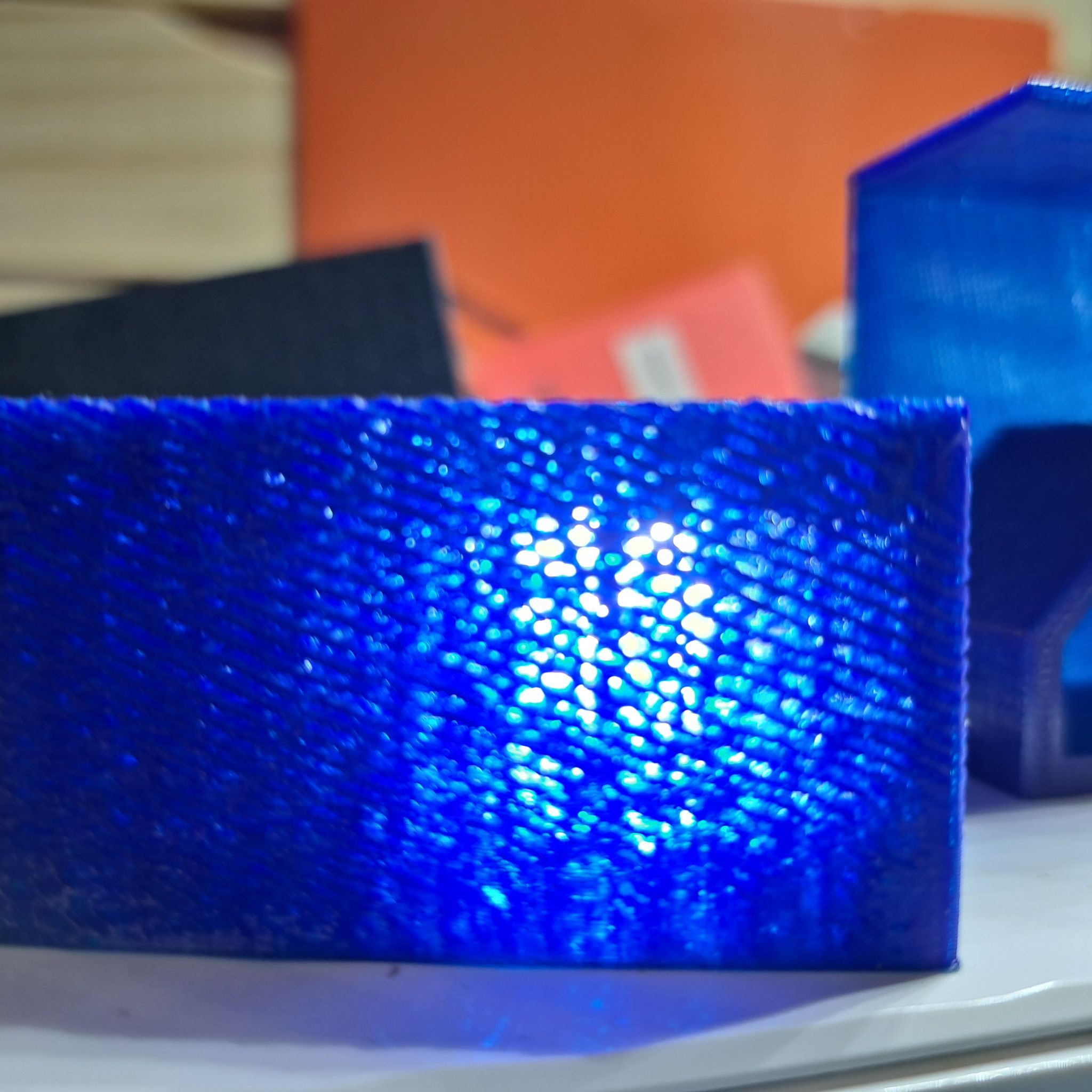
As tu mis au four à 30 35 degrés pendant 3h ton filament pour le faire sécher ? Bobine Neuve donc pas de soucis d’humidité As tu fais le test des 100 mm sur l'extrudeur ? Cela est régler depuis un precedant post As tu vérifié que le diamètre de buse monté correspond au diamètre de buse du trancheur ? Buse neuve 0.4 déclaration dans slicer 0.4 As tu vérifié un éventuel mauvais contacts ou cable coupé sur le moteur du E côté moteur et coté carte mère ? la filasse est vérifier rien a dire de se cote C'est étrange que le firmware d'origine soit motier français moitié chinois. As tu essayé en anglais ? je ne peut malheureusement pas sélectionner soit l'un ou l'autre Peut tu nous donner une liste des contrôles et corrections que tu as déjà fait car cela devient difficile à suivre Démontage tête de chauffe nettoyage au petit chalumeau remontage avec buse neuve contrôle des éventuels jeux dans tous les axes sans fatigue apparente Pla neuf essais avec des marque et température différente même résultat si je print a 180 degrés c'est la que j’obtiens le meilleur résultat mais c'est loin d’être satisfaisant les seul print que je peut faire avec cette machine sont des maisons pour maquettes au moins il y a déjà le crépit sur les murs Looooooool