sr973
-
Compteur de contenus
100 -
Inscrit(e) le
-
Dernière visite





Récompenses de sr973
")





-
Rien n'est perdu, ça se vend au détail : https://www.twotrees3dofficial.com/products/laser-lens-for-ts2-ts3?variant=43930278068444 Je ne sais pas si c'est le cas ici, mais ne surtout pas graver de matière qui puissent réfléchir le laser (papier d'aluminium, miroir, etc...), sinon il retourne à la source et bam ! Pour ce genre de matière il préconisé d'utiliser un masque (feutre noir, peinture, papier à graver,etc...). Une fois de plus je ne sais pas si c'est ce que tu as voulu faire en attendant je donne l'info pour ceux qui l'aurai loupé.
-
Salut, Pour la découpe du cp en 5mm, je fait 3 passes à 100% du puissance, vitesse entre 300 et 400 de mémoire, avec descente de 1mm sur Z à chaque passage. Après une ou deux heures de découpe, je nettoie la lentille avec un coton tige et de l'alcool car sur cette machine la lentille s'encrasse vite. Pour info, ce n'est pas spécialement visible à l'œil nu quand la lentille est sale car une fine pellicule se dépose avec les fumées de bois brûlé.
-
Une fois slicé en mono couleur, tu vas sur la ligne vertical à droite de l'écran. Tu te rend à la couche qui t'intéresse et tu clic droit. Tu aura l'option "changer de bobine ou couleur". Par contre pas fonctionnel si tu peint avec la fonction peinture.
-
https://www.phaserfpv.com.au/products/bambu-lab-a1-mini-combo-3d-printer
-
Et si ce n'était pas du filament mais plutôt une sorte "d'encre" qui viendrai colorer un seul et unique filament "neutre" ?....
-
Je dirai que niveau concurrence, foxalien propose ça : https://www.foxalien.com/products/cnc-router-masuter-pro?_pos=3&_sid=9610a1d57&_ss=r
-
Content que tu ai pu regler ton souci avec ce procédé mais à priori, selon certain, ce n'est pas une solution et même, pas conseillé de se mettre à 128. Si jamais quelqu'un pouvait expliquer pourquoi ce comportement différent avec 16 ou 128, cela m'aiderai à un peu mieux comprendre...
-
Hello, tu as mis quoi comme valeur pour info ?
-
Je voudrai pas faire mon relou @Motard Geek mais après de multiples test de mon côté, toujours le même constat. J'ai exactement les mêmes souci si je met les microstep à 16 et l'interpolation on. Mais uniquement sur les grandes pièces (grande au sens occupation de plateau, pas hauteur). Et quand je repasse à 128 et interpolation off, le même gcode (donc sans repasser par le slicer) passe nickel. Je ne me l'explique toujours pas... Pour répondre à @xavpxle zhop doit bien se faire, mais vu la rapidité de la machine pas évident à voir. Pour le voir il faut observer la 1ère couche qui est à 25 mm/s chez moi et là ça se voit bien.
-
Le calendrier de l'Avent Noël 2022 découpe laser TS2
sr973 en réponse au topic de vap38 dans CNC / Graveur laser
Merci pour la réponse, je vais me commander ça ! -
Le calendrier de l'Avent Noël 2022 découpe laser TS2
sr973 en réponse au topic de vap38 dans CNC / Graveur laser
Bonjour, tu confirmes qu'un tuyau de ce type fait l'affaire ? Tuyau PVC - 10 Metres de Tuyau de Pression de Tube, Tube de Silicone de Silicone Tres Souple 4 MM ID x 6 MM OD Tuyau a l'Air, Tuyau d'Oxygène d'Aquarium Tuyau de Carburant, Tuyau d'Huile https://amzn.eu/d/6jhIQW6 N'hésites pas à partager ton lien si niveau prix c'est plus intéressant ! Merci -
https://www.lesimprimantes3d.fr/forum/topic/50685-bruit-flsunv400/?do=findComment&comment=524404
-
J'ai également eu le souci, à priori beaucoup sont dans le cas. Je te laisse prendre connaissance des commentaires de la vidéo, des infos intéressantes s'y trouvent. https://youtu.be/QF4CbwmVk_c
-
Ahh cool ! Mais du coup cela n'explique toujours pas d'où provient le souci. Pourquoi modifier le z hop créerai un tel comportement ? On est d'accord qu'il y a un loup là ?!
-
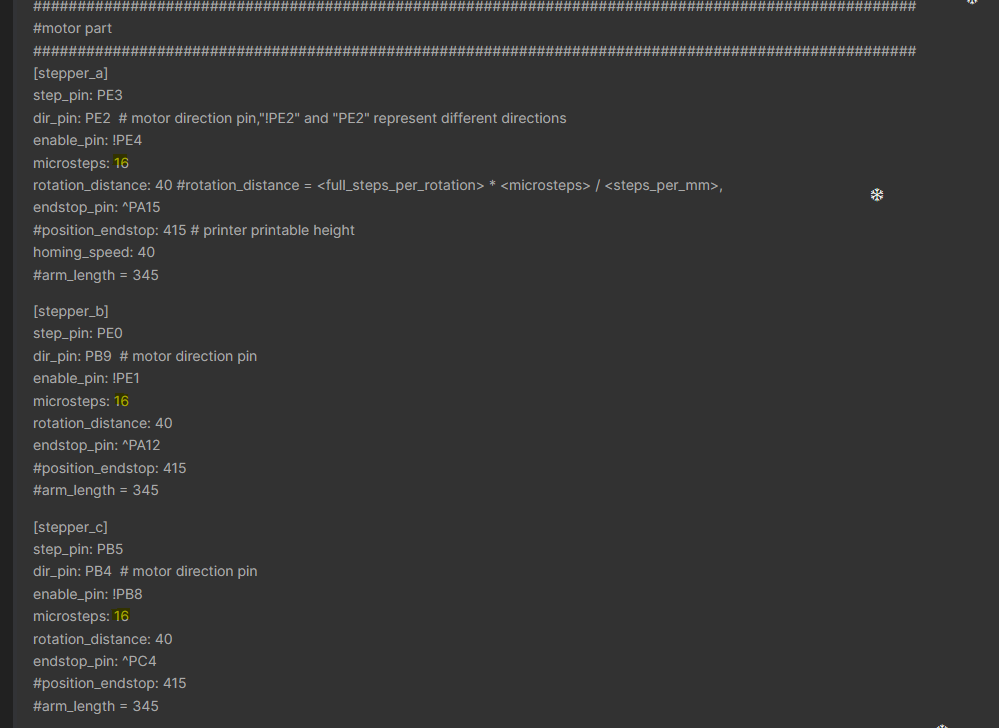
Je l'avais mis à plat moi ! Mais peu importe... Tu as donc eu le même résultat qu'avec ta pièce ? C'est bien ça ? Pour info le printer.cfg se trouve dans la rubrique "machine", c'est celui que tu as partagé. Regarde ce post : Du coup si tu souhaites tester, tu écris ce qui est jaune barré dans le printer.cfg et tu sauvegardes. Soit précis sur l'emplacement (l'ordre) des lignes et ce que tu écrit. Une seule faute et klipper ne sais plus lire le fichier. Un conseil fait une copie du ton fichier actuel avant de le modifier, met le au chaud comme ça en cas de retour en arrière, un simple remplacement du fichier fera l'affaire. Pour être plus précis : En jaune, remplacer 16 par 128 Et à l'emplacement du rouge tu écrit : interpolate: false En cas de doute n'hésite pas...