



gromo
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Récompenses de gromo
")





-
Super, merci beaucoup ! Ça va faire gagner beaucoup de temps à ceux qui, comme moi, galèrent en recherche de panne
-

Sidewinder x2 - Impression PETG
gromo en réponse au topic de barkman dans Discussion sur les imprimantes 3D
Salut barkman ! Si ça peut t'aider, voilà les paramètres PETG qui me permettent de bonnes impressions avec l'X2. Il y a bien sûr le préalable de la calibration de l’extrudeur (j'ai suivi https://docarti.fr/calibration-de-lextrudeur-1/ ) Particularité chez moi, comme j'imprime sur plaque de verre, ç'est rarement la même à chaque print, refroidissement oblige. J'ai donc ajouté un autolevel au départ (G29 suivi de M500 entre le home et la purge), ça me garantit une bonne première couche à chaque impression. J'utilise essentiellement du PETG d'Arianeplast, un peu d'Eryone et parfois de l'Amazonbasics pour certaines couleurs). Pour chaque nouvelle bobine je fais une tour de température. J'utilise pour ça le plugin de Cura qui facilite grandement la tâche. Voila mes paramètres : Température buse : 230°C ou 235°C selon le résultat de la tour Température plateau : 80°C (parfois 70°C si base de la tour trop "baveuse") Expansion couche initiale : -0.3 mm (valeur négative pour compenser l'effet patte d'éléphant entre les deux premières couches) Rétraction : 2 mm Vitesse de rétraction : 25 mm/s Déplacement minimal rétraction : 1.5 mm Vitesse impression : 60 mm/s Vitesse remplissage : 60 mm/s Vitesse parois : 30 mm/s Vitesse déplacement : 150 mm/s Vitesse couche initiale : 15 mm/s Nombre de couches plus lentes : 3 Vitesse du ventilateur : 50% À l'introduction manuelle, il est normal que le filament sorte un peu n'importe comment. Le fait qu'il s'enroule plus ou moins sur lui-même dépend de la qualité, c'est normal aussi. À chaque impression, juste avant la purge (fin de chauffe, led rouge), je veille à ce que la buse soit propre. Perso, je trouve "The great gratouille" de Docarti bien pratique pour ça (merci Jean-Philippe). Bon courage -
gromo a changé sa photo de profil
-
[Problème résolu] Pour résumer : carte mère changée, nappes changées et soudures refaites sur carte connecteur Z. Un très grand merci MrMagounet pour toutes tes contributions, sur ce forum et ailleurs, et en particulier pour tes réponses patientes à mes questions de néophyte. J'ai pu rapidement trouver que des soudures avaient morflé sur la carte connecteur de l'axe Z (serait-ce le coup de chaud d'un court circuit ?). Un coup de fer à souder et hop, j'ai pu dépanner mon X2. Je suis en train de faire une impression test et tout semble à nouveau opérationnel !
-
Sais-tu sur quels pins de la carte mère sont connectés la sonde de la tête ? Le manque d'infos sur les Artillery est un vrai problème, surtout avec un SAV français aussi indigent tous revendeurs confondus. Je mesure mieux aujourd'hui le problème posé par un achat de matos pas cher produit en Chine. Tant que ça marche tout va bien, à la moindre panne c'est la galère.
-
Voilà un nouveau point d'étape et, là, j'ai vraiment besoin de vos lumières car je ne sais plus trop où chercher. Je pense avoir testé toutes les tensions OK partout, les nappes sont neuves, les soudures de la carte sur la tête sont OK Le démarrage se passe enfin correctement Les réglages du plateau (Z0 etc.) se passent bien Point inquiétant, la température de buse affiche -15°... Le test de chauffe provoque une erreur : Heating failed, system stopped! Heater_ID: 0 J'ai testé la sonde à l'ohmmètre, ça donne 115 kohms, ce qui a l'ai cohérent. La carte mère étant neuve, j'avoue que sur le moment, ce soir, je ne sais plus trop où chercher... Qu'en pensez-vous ?
-
Je penche aussi pour cette carte. Je vais tester les contacts un à un et refaire deux ou trois soudures qui me paraissent douteuses. Il faut reconnaitre que la qualité Artillery est très inégale. Sans renier les qualités de l'X2, il y a parfois quelques surprises. Par exemple, à l'ouverture, j'ai constaté que la découpe du câble d'alimentation du bed avait été quelque peu agressive... Heureusement sans conséquence fâcheuse !
-
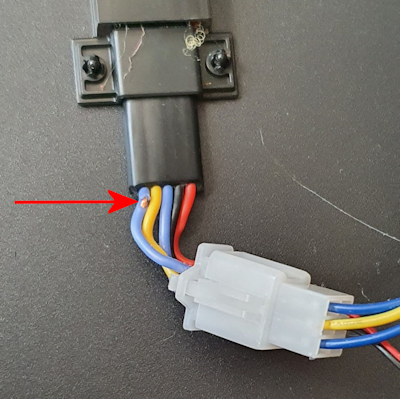
Voilà un point d'étape dans la résolution de mon problème. J'ai changé la carte mère et, à présent, j'ai bien les bonnes tensions partout et le bed ne se met plus à chauffer comme un malade. Hélas, à la mise sous tension, j'ai encore l'écran qui affiche le message de démarrage "Booting...", puis redémarre indéfiniment avec ce message. J'ai changé les nappes, mais cela n'a pas résolu le problème. À ce stade je suspecte un autre composant d'être en défaut au niveau de la tête d'impression car, nappe débranchée, le boot se termine normalement. Je vais tester les composants de la tête l'un après l'autre, en commençant par la carte de connexion de l'extrudeur car j'ai des doutes sur la soudure de certaines pinoches... Qu'en pensez-vous ?
-
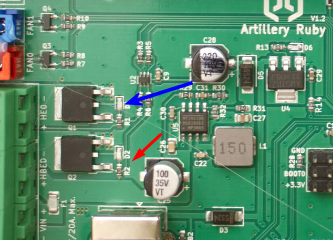
J'ai fait la mesure en débranchant l'écran de sa prise. Voilà le résultat : - à la mise en route, la led du mosfet du bed s'allume - quelques secondes après, la seconde led (celle que j'ai repérée en bleu) s'allume à son tour, le bed chauffe - la mesure entre les bornes +5V et GND de la prise UART ne donne pas 5V mais oscille autour de 1,2V - après une quinzaine de secondes, les deux leds se mettent à clignoter - l'alimentation délivre bien du 24V à la CM. Lorsque je rebranche l'UART et connecte en USB l'X2 à l'ordinateur sans brancher le 220V, l'écran affiche le message démarrage "Booting...", puis redémarre indéfiniment avec ce message. Si j'interprète bien, l'écran parait toujours opérationnel, mais il me faut remplacer la carte mère, non ?
-
Salut Mr Magoo, merci pour ton message, c'est bon de se sentir moins seul quand on est dans la panade ! Je viens de tester la connexion PC par USB, cela provoque la répétition à l'infini de l'affichage fugace du message de démarrage "Booting..." avec un bip, puis écran noir, puis ça recommence. Sous tension 220v la led bleue s'allume, c'est celle du bed ? En tout cas il chauffe à fond ! Je sais utiliser un multimètre. Ce week-end je vais tester les tensions. Y aurait-il quelque part un document qui indique les données que l'on doit trouver et sur quels points ?
-
Bonjour à tous les Artilleurs ! Après 8 mois de fonctionnement, ma Sidewinder X2 vient de me lâcher. L'écran reste éteint et le bed se met à chauffer, la led bleue de la carte mère est allumée. Un examen de l'intérieur ne montre pas de câble débranché ni de composant à l'aspect altéré. Avant de commander des pièces, je voudrais être sûr d'avoir exploré toutes les pistes de recherche de la panne. Qu'en pensez-vous ?
-
Je découvre tout de la 3D, voilà le fruit de mes essais.
-
-
Merci beaucoup @Rakot'ouf pour ta réponse. J'en retiens que c'est un outil sympa qui donne des résultats acceptables ët qui demande un peu d'investissement en temps pour en tirer le meilleur. Je me suis aussi essayé à compiler des masses de photos avec meshroom mais pfff, quelle galère pour un piètre résultat ! Je vais m'intéresser à la version 2 de POP...
-
Salut Rakot'ouf ! Juste une question : As-tu pu progresser dans la maitrise du POP ? Au final tu en penses quoi ?
-
cura Possible de découper d'un objet en plusieurs parties dans Cura ?
gromo en réponse au topic de ppx32 dans Paramétrer et contrôler son imprimante 3D
Bonjour ppx32 ! Cela dépend de ce qu'on veut faire des parties de fichier. Ça ne me parait difficile avec Cura. Pour ma part, quand je veux changer de couleur entre deux couches, j'utilise MultiGCode qui me permet d'obtenir plusieurs fichiers que je peux imprimer à la suite en changeant le filament entre. Il est payant mais la licence n'est pas chère. À l'époque, avant de découvrir MultiGCode, j'éditais le ficher .gcode avec un éditeur de texte brut. Il me suffisait alors de repérer dans Cura la couche où je voulais couper, puis d'éditer le fichier généré et y repérer la couche où couper le fichier. Dans un gcode produit par Cura, les couches sont repérées par une ligne commençant par ;LAYER: suivi du numéro de couche. Par exemple ;LAYER:7 correspond à la couche 7. J'imprimais les fichiers à la suite, tout comme aujourd'hui avec MultiGCode. C'est comme ça que j'ai produit Good&Bad J'ai aussi tenté le changement de couleur dans une même couche avec la Sidewinder X2, mais là m'a fallu couper à la production du STL sous Fusion 360. -
Comment utilisez-vous le TPU ?
gromo en réponse au topic de gromo dans Consommables (filaments, résines...)
Tout à fait d'accord, le plateau d'origine est parfait. Ce qui m'a fait opter pour du verre c'est que, outre l'obtention d'une face de l'objet imprimé totalement lisse, il me permet d'enchainer les impressions tout en laissant refroidir les précédentes pour que ça se décolle tout seul. Je peux ainsi imprimer les objets à la suite sans laisser l'imprimante refroidir. Je change juste la plaque de verre. Posées sur le rebord de la fenêtre, les plaques avec les impressions précédentes ont le temps de refroidir pendant que j'imprime la suite. Pour du PLA deux plaques me suffisent, pour du PETG en cette froide saison je m'en tiens à trois. Avec les chaleurs de l'été j'utiliserai peut-être tout mon stock de verre







