FloCoul
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de FloCoul
")





-
Bon ba... je suppose que c'est pas possible...
-
Personne, ou j'ai dit une conn** ??
-
Bonjour, Je possède une Tenlog TL-D3 PRO et j'utilise Cura pour le slicer. Je souhaite imprimer une pièce en bicolor, noir et bleu. J'ai séparé les différents éléments de mon objet en 3 (base en noir, milieu en bleu et haut en noir) dans Cura en fonction de la couleur, sélectionné la tête E1 pour le noir et E2 pour le bleu, je précise que j'ai un profil d'impression pour chaque couleur. Mais là problème... Je voudrais choisir le profil "PLA Noir" pour la tête E1 et le profil "PLA Bleu" pour la tête E2 car ce ne sont pas les même températures, rétractions, vitesses... Mais Cura lie les deux têtes au même profil, je suis obligé d'ouvrir deux Cura, 1 pour paramétrer mon impression et le 2 pour voir les paramètres du profil "PLA Bleu", un peu comme un classeur. Peut-être que ce n'est pas comme ça qu'il faut s'y prendre, j'ai quelques dizaines d'heures d'impression en mono, mais pas en dual.
-
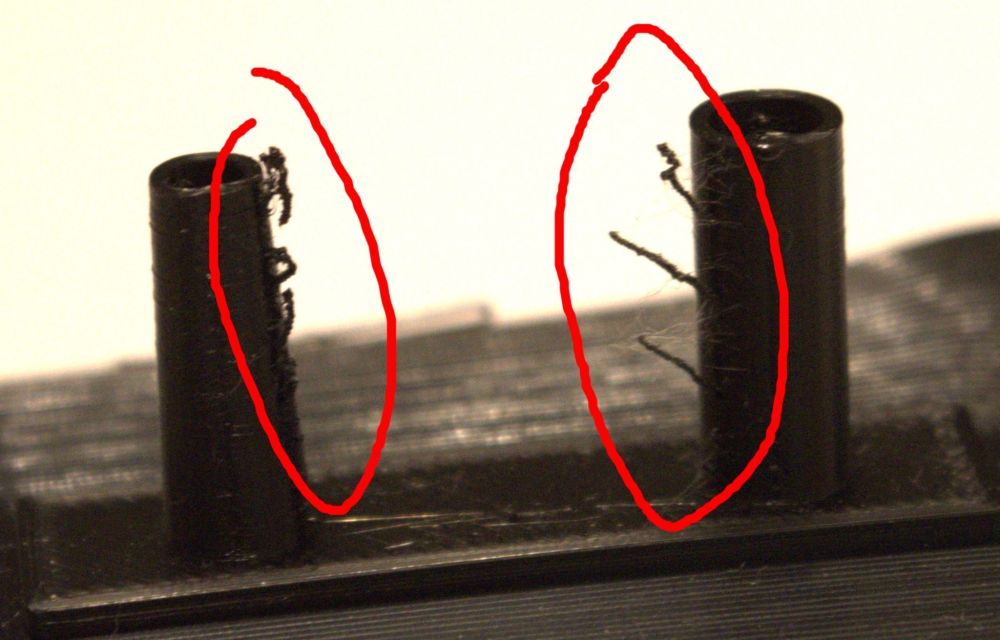
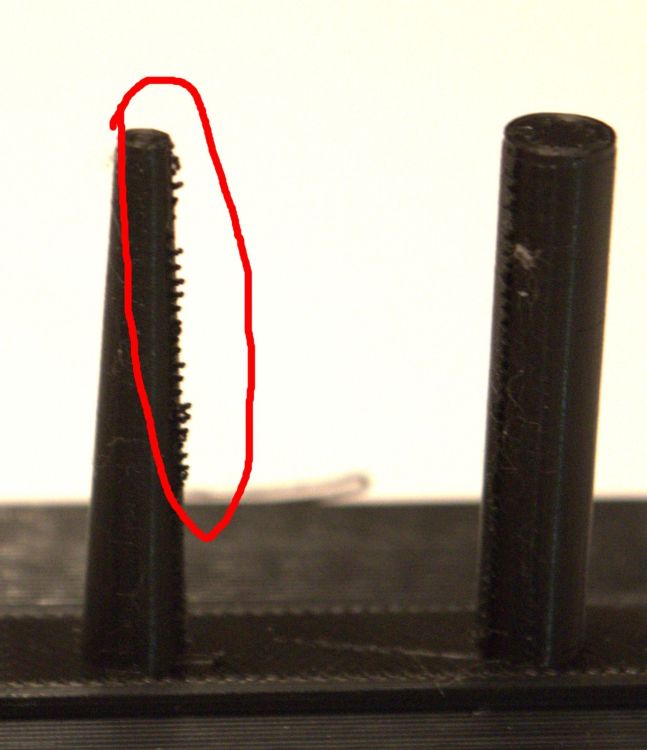
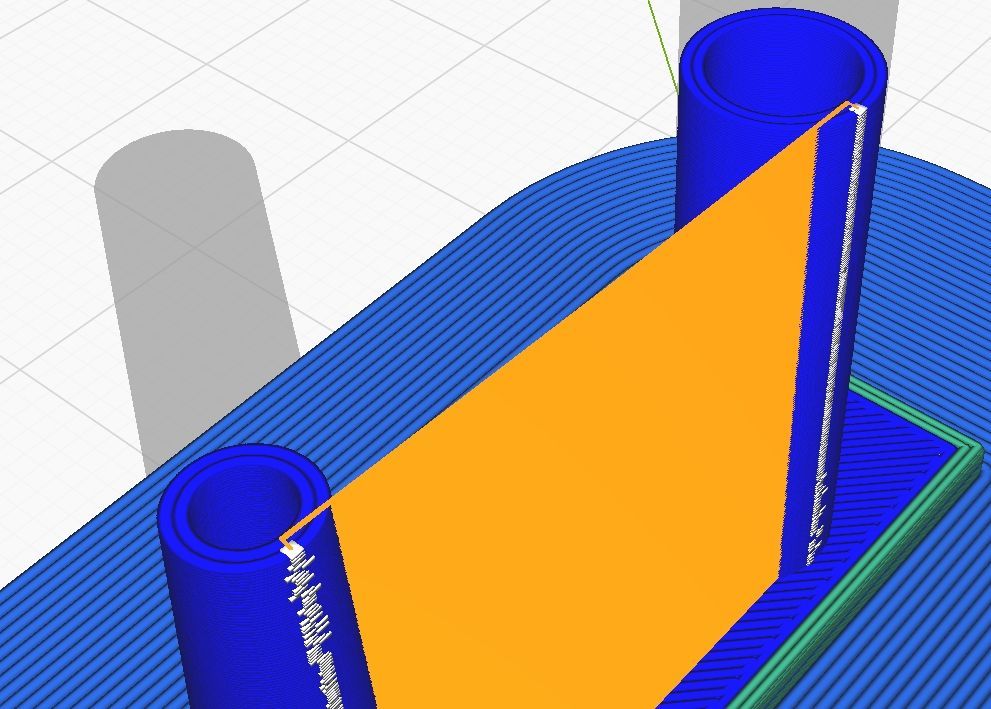
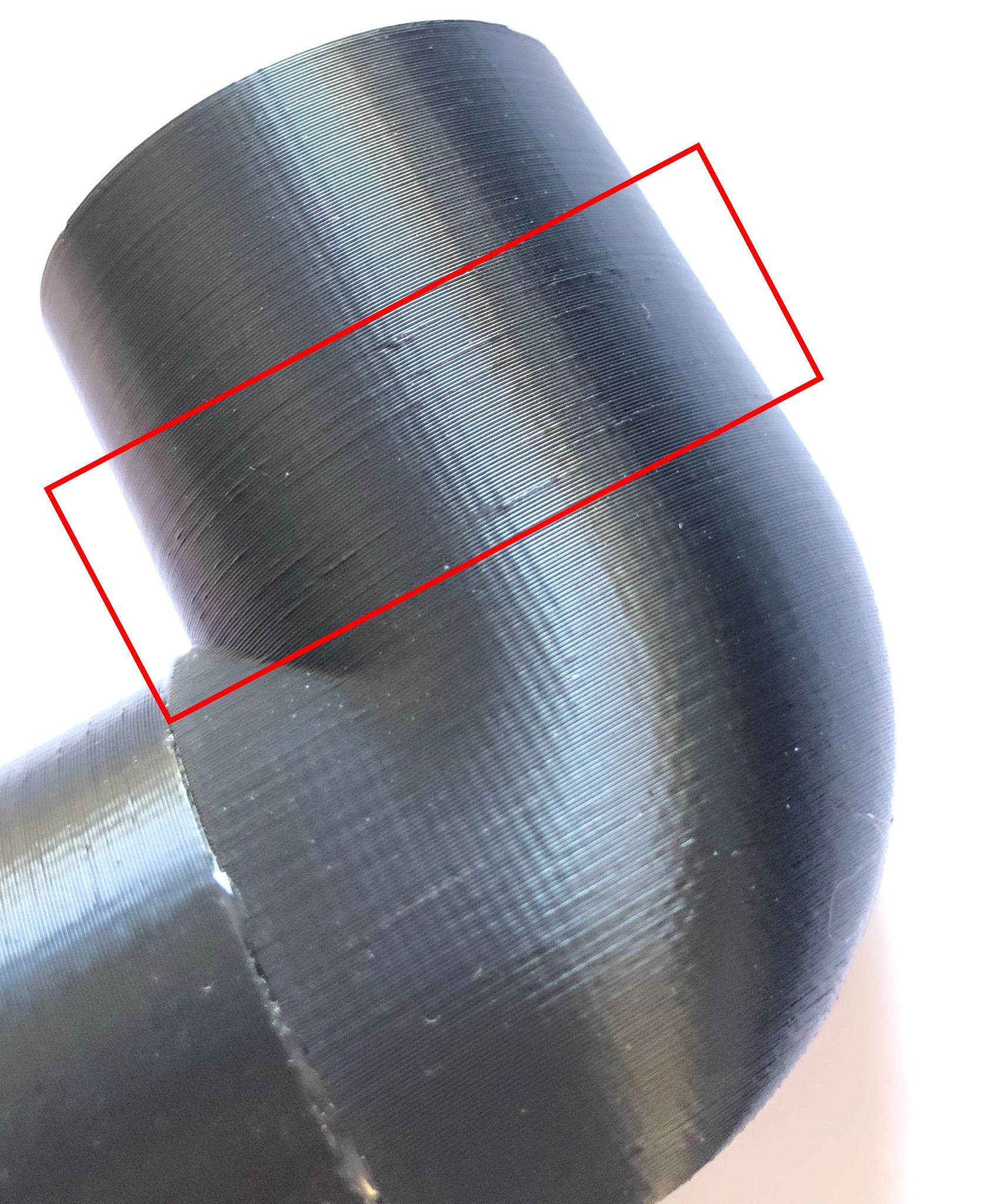
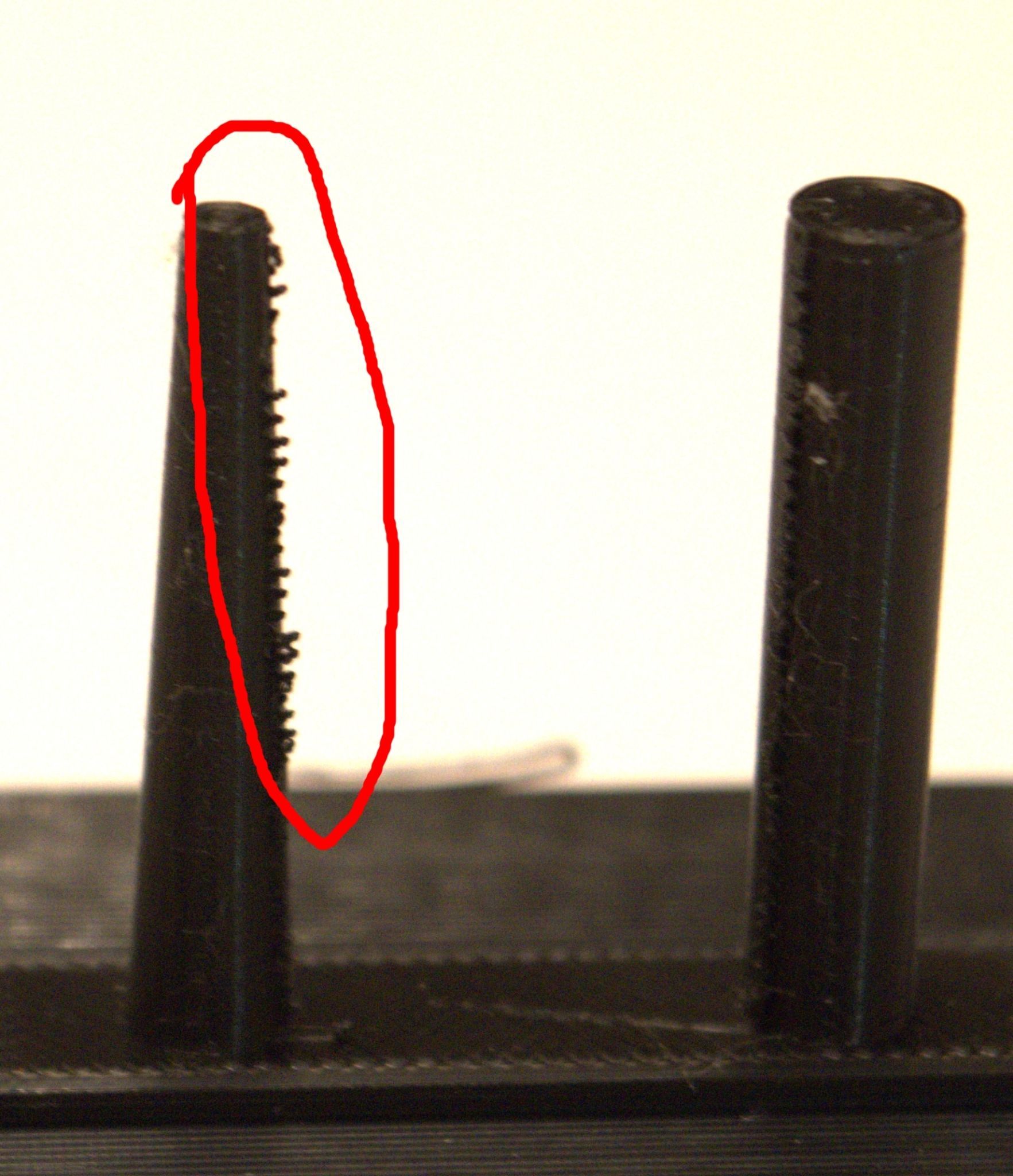
Non non ce n'est pas la couture, j'ai ce problème sur toutes les pièces cylindriques. Ma couture n'est pas en aléatoire.
-
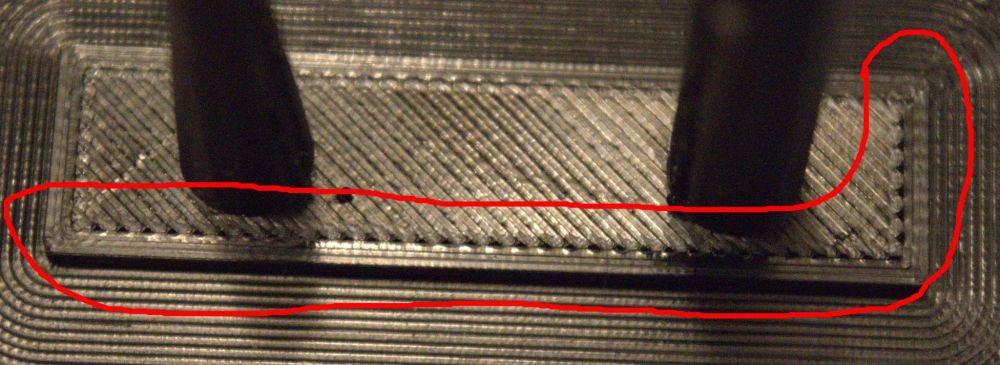
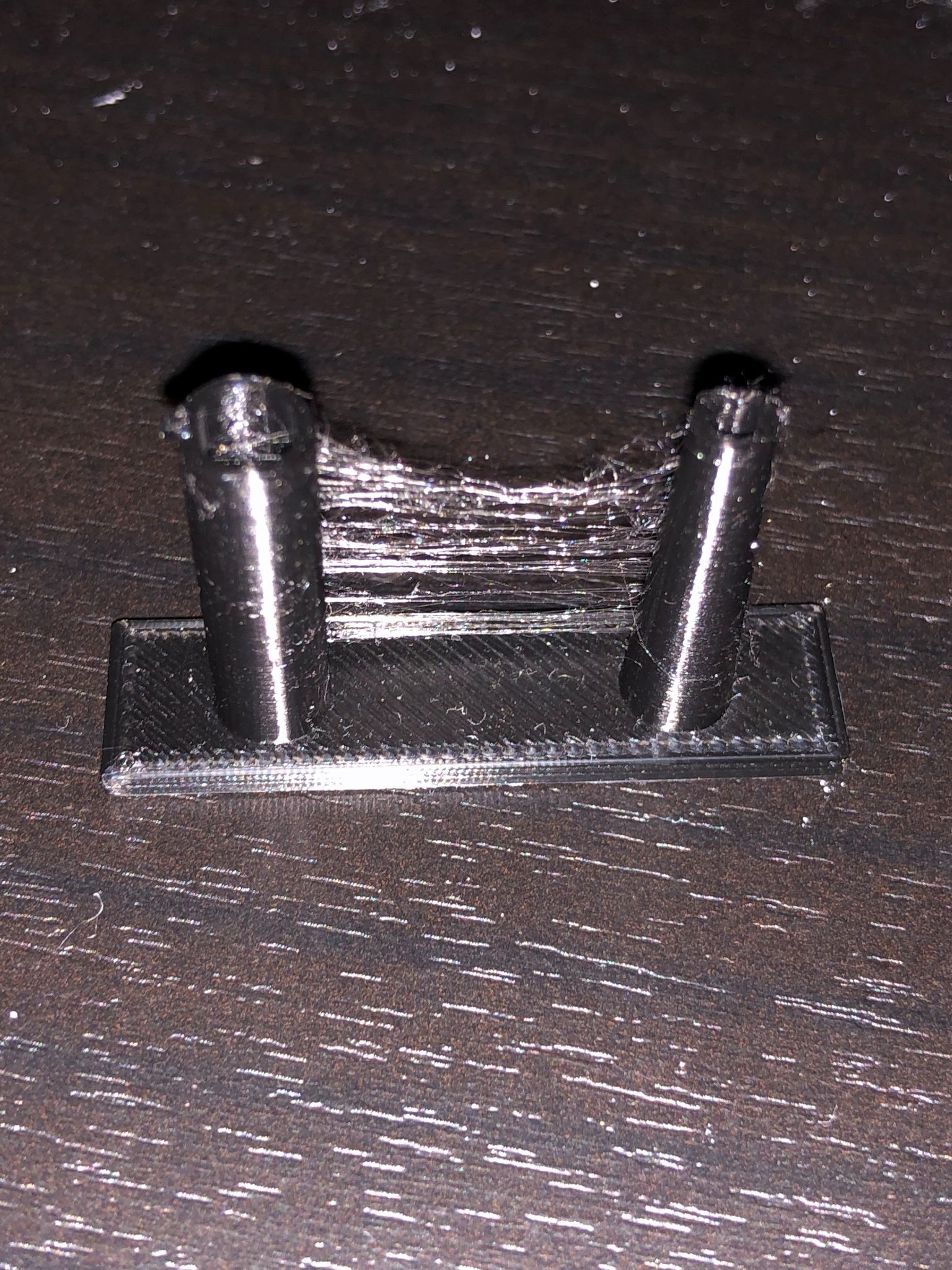
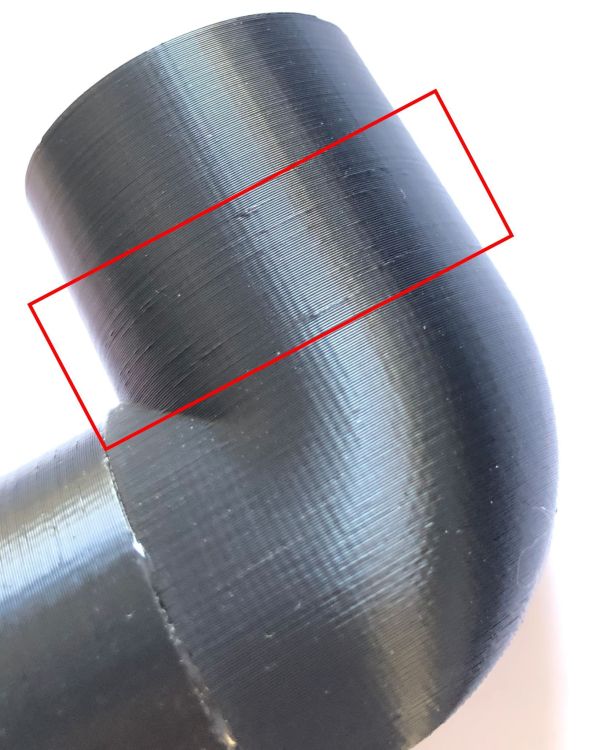
Re !! Oui ça fait un moment !! Moment consacré à faire de nombreux tests. J'ai donc essayé avec les paramètres cité plus haut, j’ai eu une amélioration en descendant à 190°, mais rien de bien concret. J’ai donc tout repris depuis le début, j’ai remis le réglage de base du pas de l’extrudeur (on sait jamais) refait des tests (température, distance de rétraction/vitesse) mais rien. Dernière étape, j’ai vérifié mes paramètres de la machine sous Cura que j’avais téléchargé sur le site de Tenlog… Et là !!! J’ai remarqué une différence !! J’ai donc décidé de désinstaller Cura et de le réinstaller, mais cette fois-ci en le téléchargeant sur le site Ultimaker directement et j’ai installé le profil que tu as posté Savate. Et paff ça fait des chocapic !! (Désolé c’est plus fort que moi) Résultat complétement diffèrent, déjà j’ai été obligé de recalibrer mon plateau, le pas de l’extrudeur, le flow et la rétraction marche maintenant superbement bien. Non seulement la rétraction est correcte mais les paramètres sont : distance 1mm vitesse 60 et en prime mon temps d’impression pour la même pièce de test est divisé par 2 !!! Que demander de plus. Enfin voilà, le problème venait de la version de Cura téléchargé sur Tenlog. Merci à toi Savate pour tes paramètres !! Par contre j’ai un petit souci sur les parois. Je ne sais pas d’où cela provient ?
-
La marque c'est Eryone. Je vais essayer ces paramètres et voir le résultat.
-
Aucune idée ??
-
je n'ai pas eu de problèmes pour l'instant, en même temps, la pièce est petite... Cura me met par défaut: distance 4, vitesse 60. J'ai récupéré le profil sur Tenlog... Si c'est de trop comment résoudre le problème ??
-
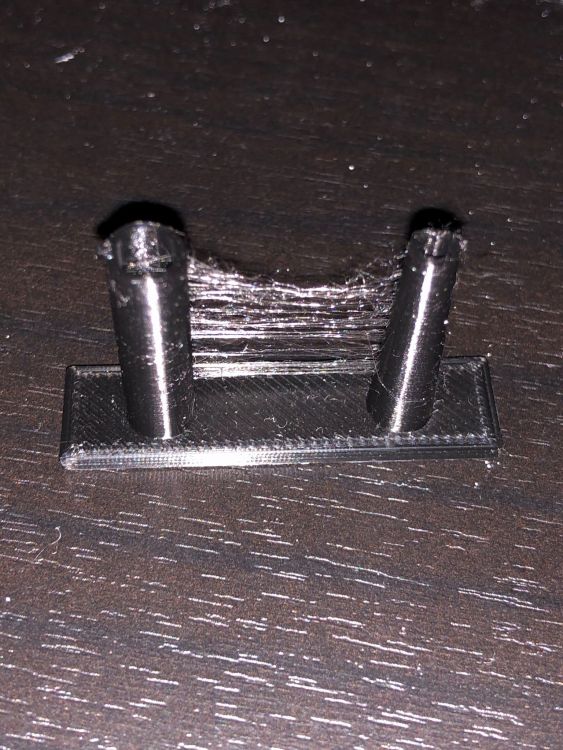
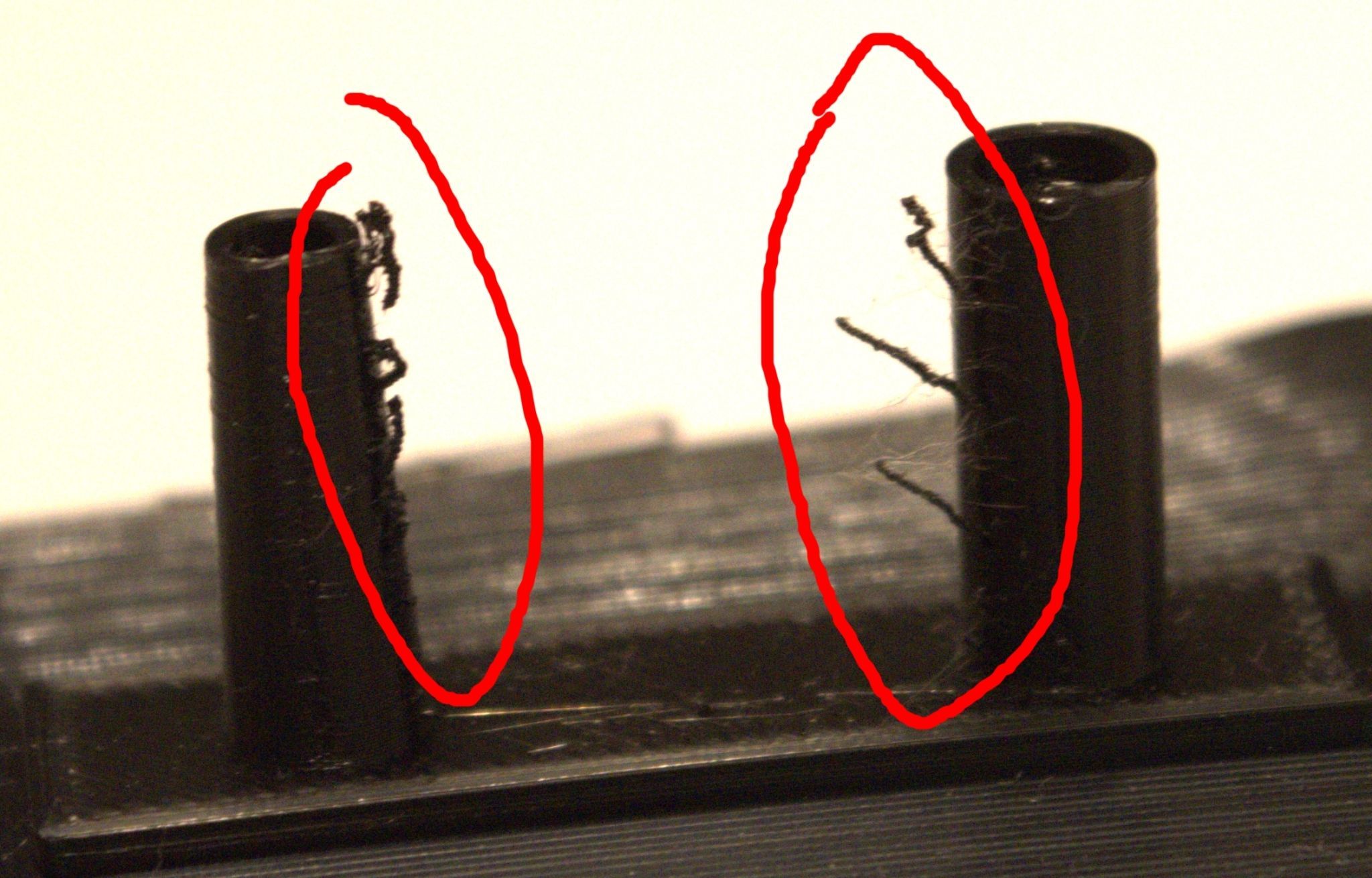
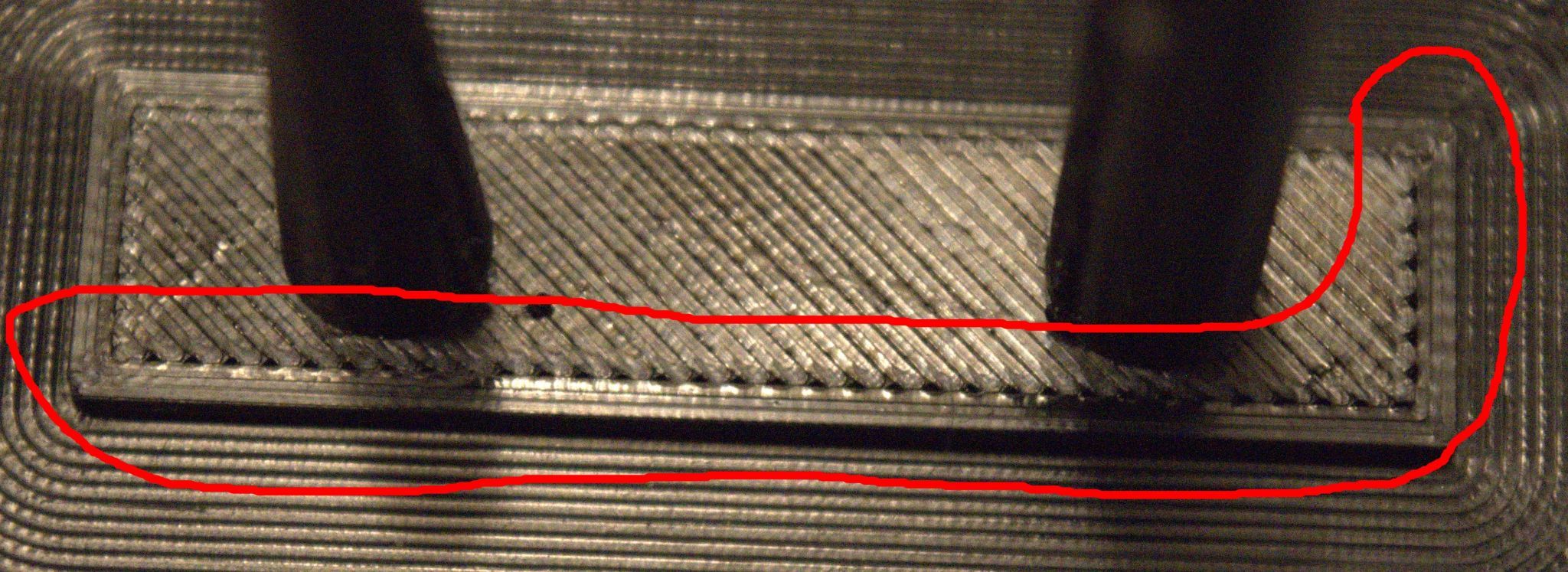
Bonjour, Je suis nouveau dans le monde de l’impression 3d et je possède depuis 3 mois une TL-D3 PRO. Je l’utilise pour l’instant en mono tête pour me faire la main, j’ai acheté du PLA Plus Eryone Black 1kg mais là, problème… Je m’explique : - Je suis sur Cura - J’ai réglé le pas de l’extrudeur, j’avais 5mm de moins. - J’ai réglé le plateau avec le bed level calibration dans Cura, température plateau 60°, buse de 0.4 à 210°. - J’ai réalisé un cube de calibration pour régler le flux de matière. Passer de 100% >>95% - J’ai réalisé une tour de température, la température idéale est apparemment 210°. - Je réalise un test de rétraction avec cura et le problème c’est que je n’arrive pas à imprimer des tours lisses… J’ai essayé : - A 210° j’ai augmenté/diminué la distance/vitesse de rétraction, j’ai obtenue : distance 8, vitesse 60 avec un Z hop. - J’ai supprimé le Z hop, c’est un peu mieux. - Réduis la température 210 >> 200 >> 190. A partir de 200 le résultat ne change pas. - Changé l’emplacement de la couture, rien. - Supprimé l’optimisation des couches, rien. - Augmenté la vitesse de déplacement à 150, rien. - Imprimé l’extérieur avant l’intérieur, rien. - Le mode roue libre, rien. Apparemment ça vient pas de la couture mais du passage de la tête. J’ai aussi un souci de trou à la jointure du remplissage avec les murs, résolu (enfin je pense) avec le chevauchement de la couche extérieur. Est-ce quelqu’un pourrai m’aider pour la rétraction, je n’ai pas d’autre idées ?? Je joint le profil cura. Merci d'avance. Test retra.curaprofile