Grunzig
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
574 visualisations du profil

Récompenses de Grunzig
")





-
@jcjames_13009 et merci ! Par mécanique, j’entends tout sauf bibelots, déco, etc. Actuellement, j’ai en tête de faire des raccords (aspirateur, assemblage), des outils / gabarits …, des fixations type rail pour tenir mes panneaux LED, des pots de rangement pour la quincaillerie, des engrenages…. La buse de 1mm permet de gagner du temps, que ce soit en largeur d’extrusion et / ou en hauteur de couche. Par contre, il vaut mieux bien préparer ses stl en conséquence. Et tous les soucis qu’on peut rencontrer sont amplifiés de part sa taille, sans parler d’autres qui n’arrivent pas avec une buse de 0.4 (ou ne devraient pas arriver). Un conseil pour les débutants qui pourraient lire ce message : ne faites pas comme moi, maîtrisez d’abord votre imprimante avec une buse standard !
-
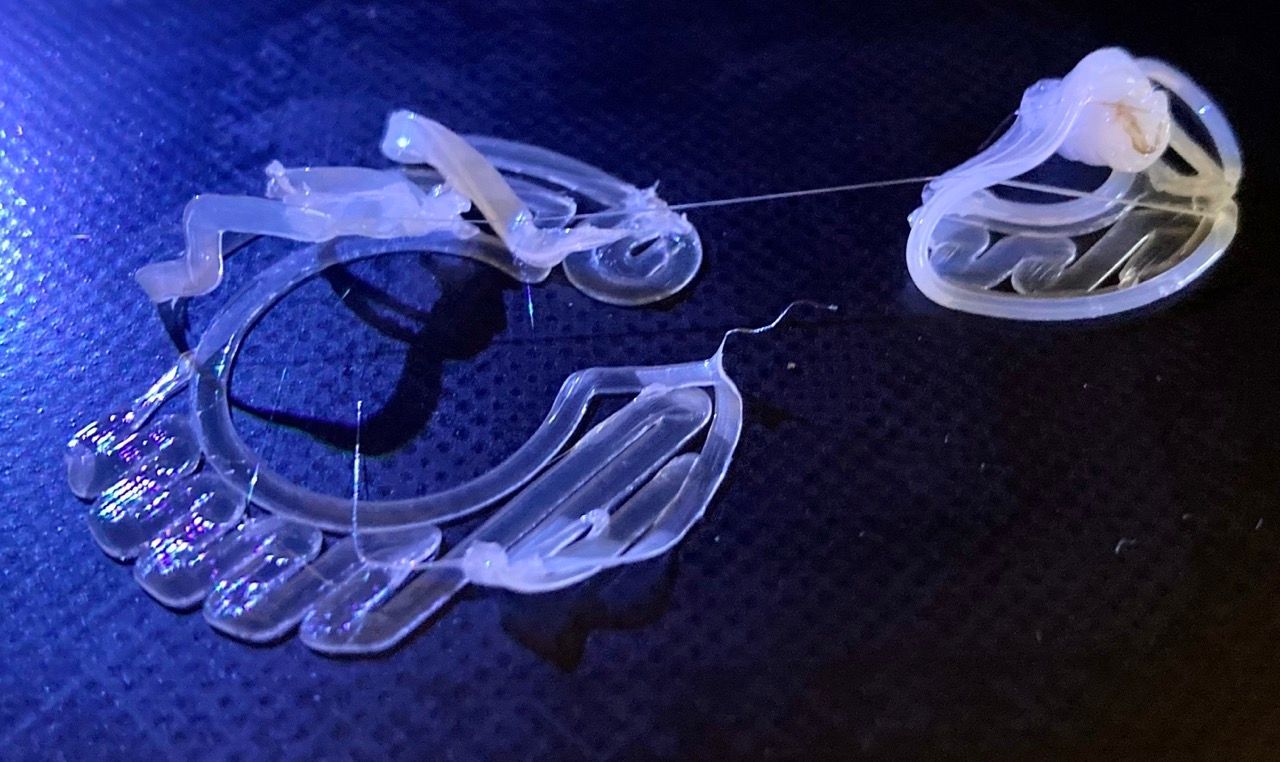
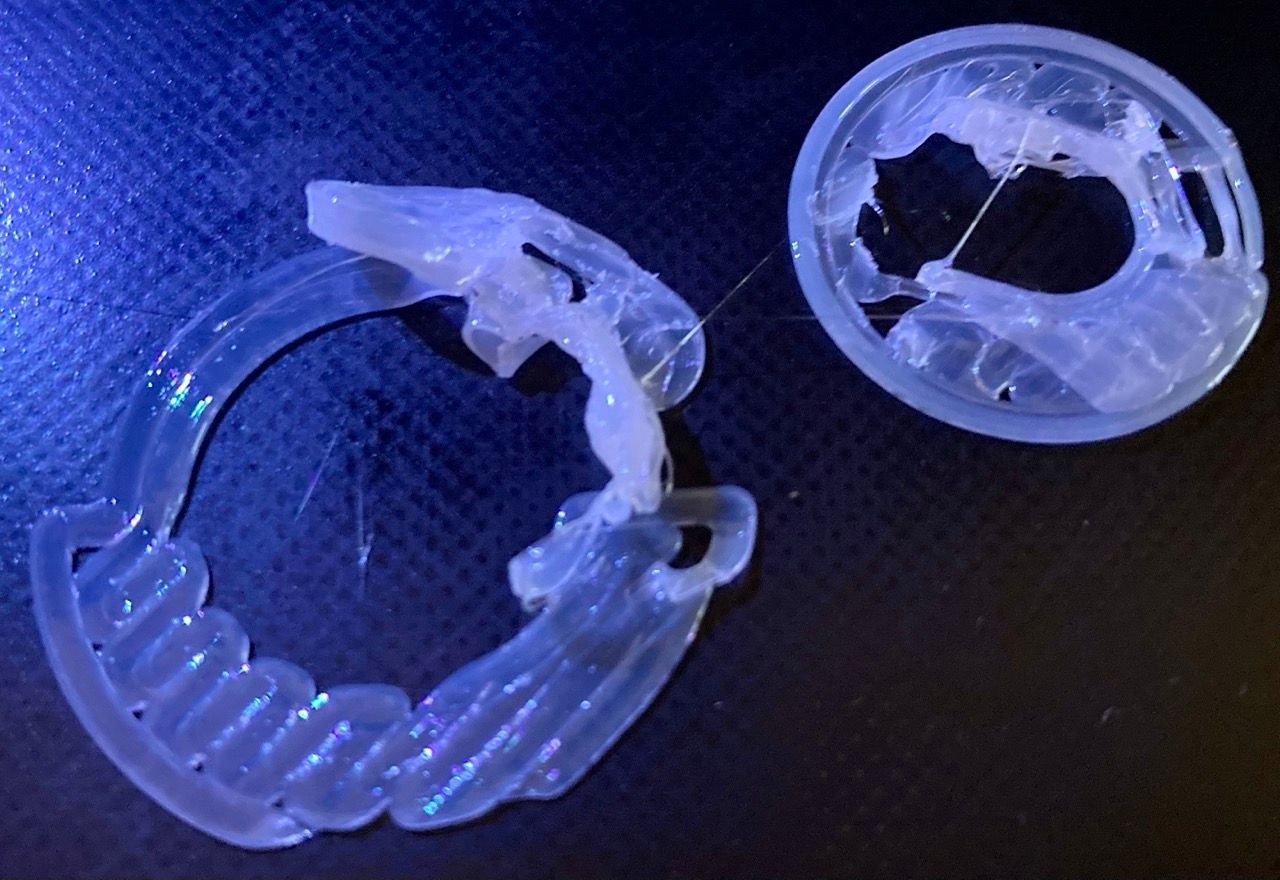
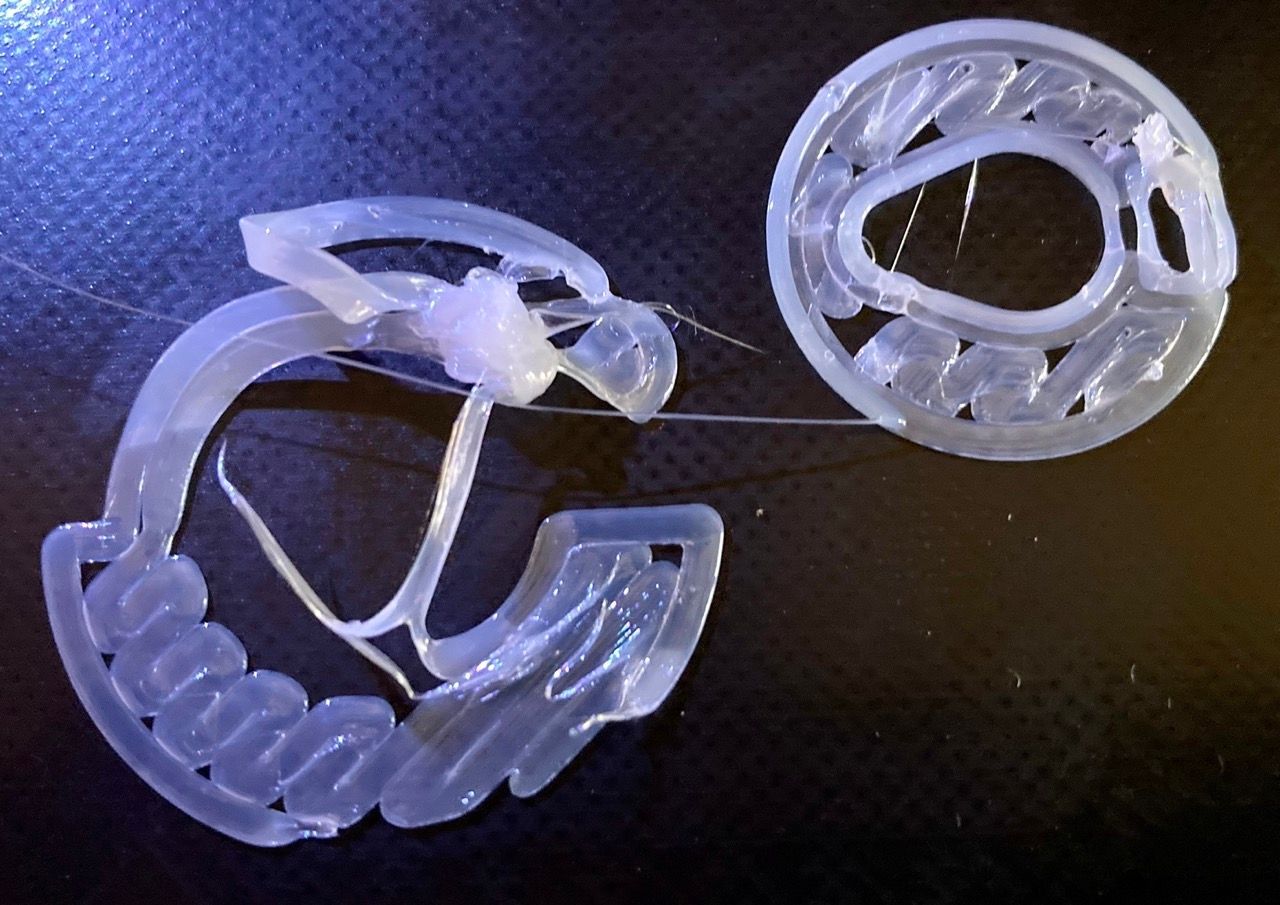
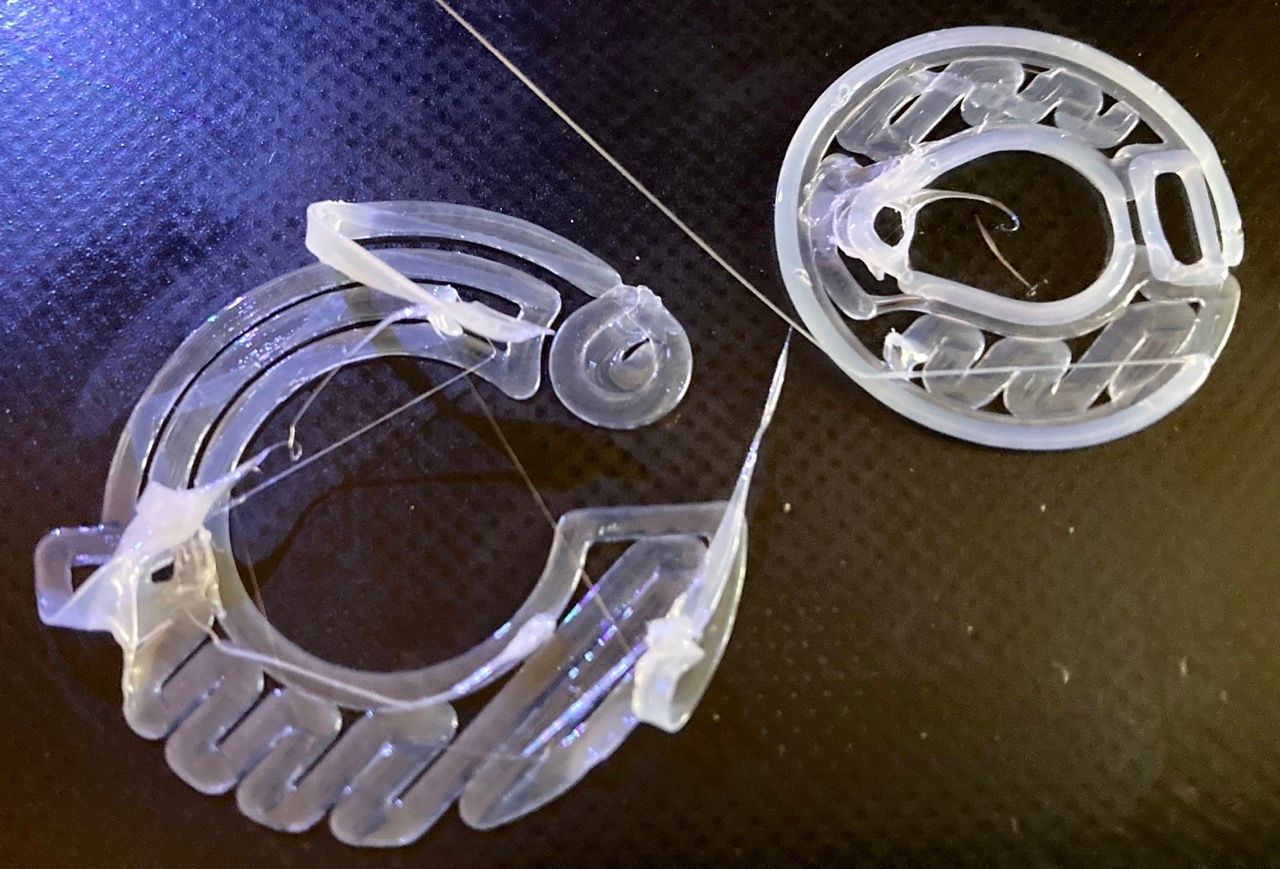
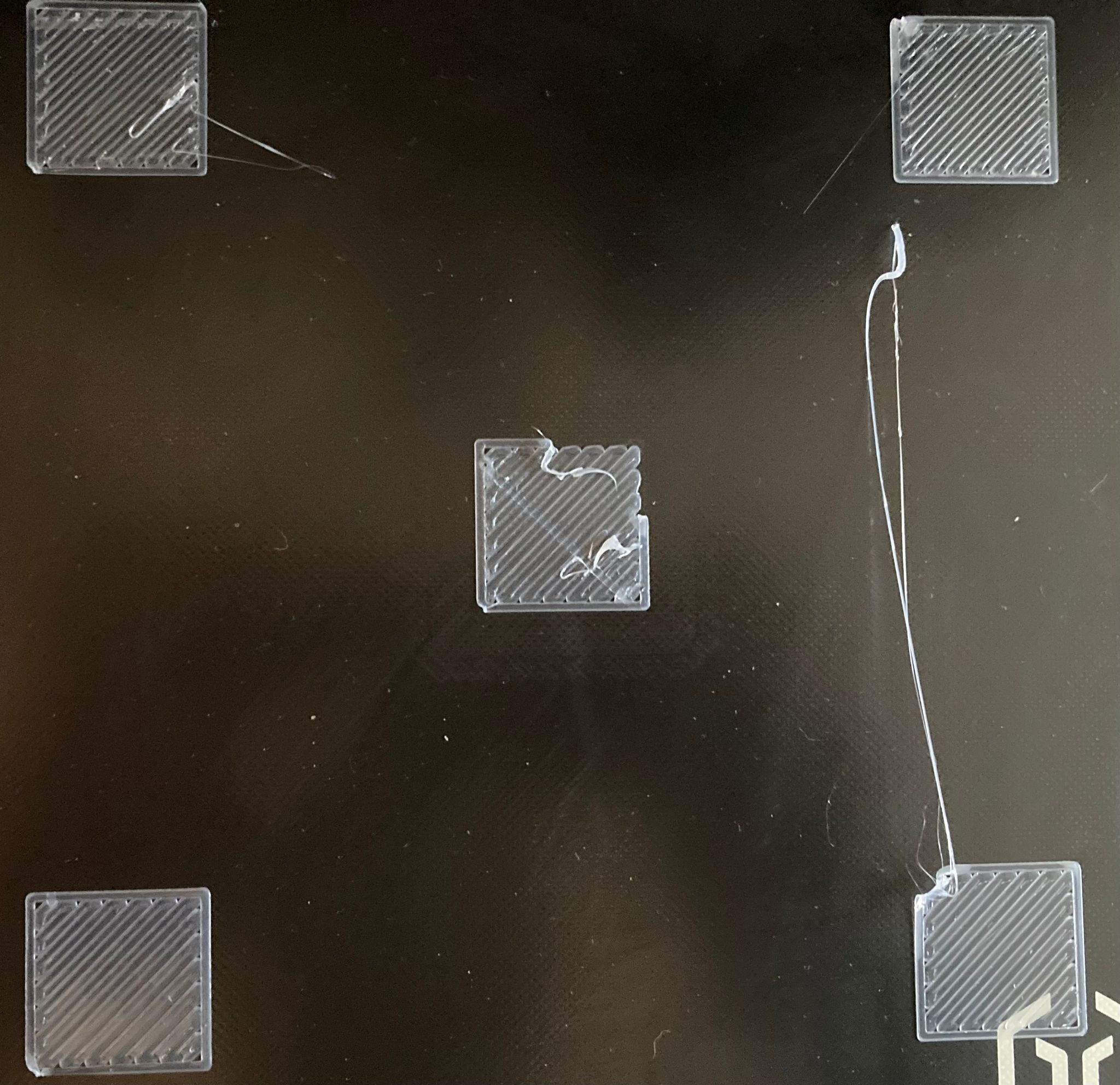
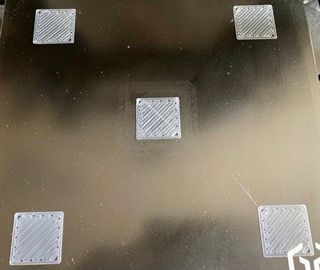
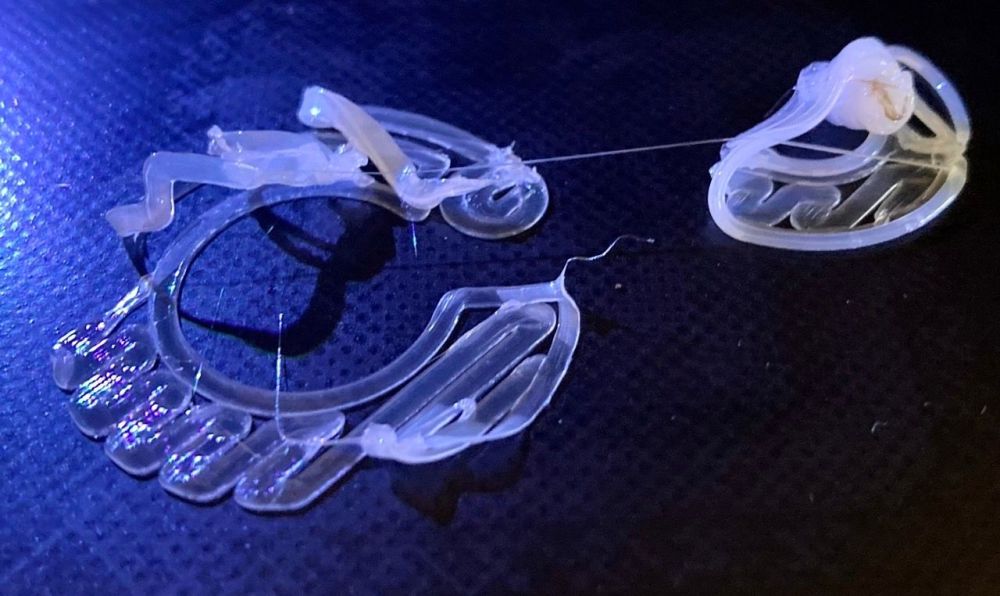
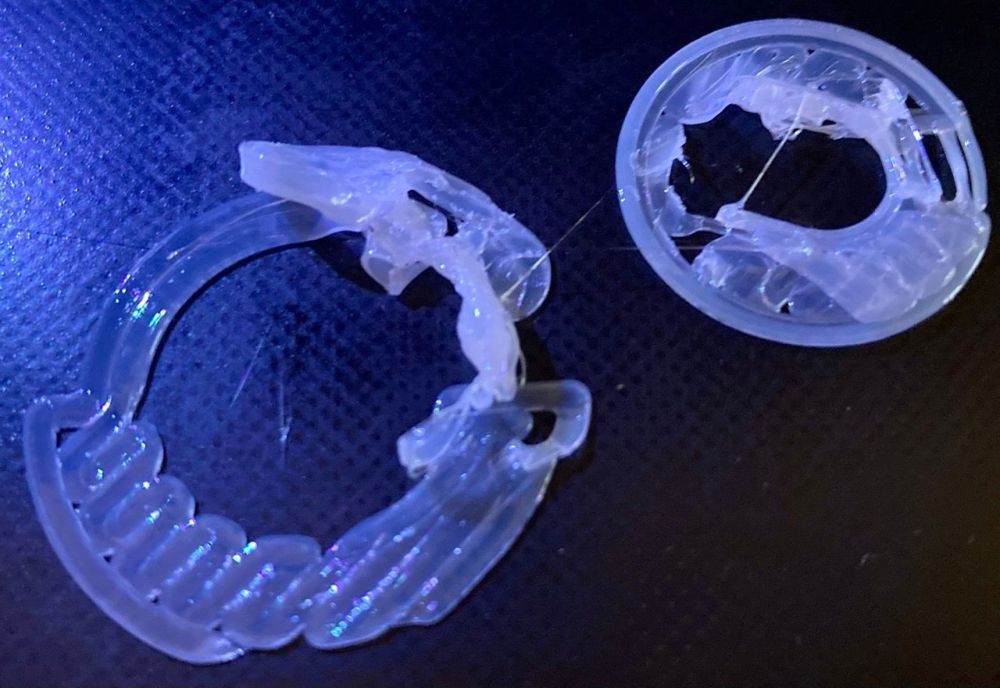
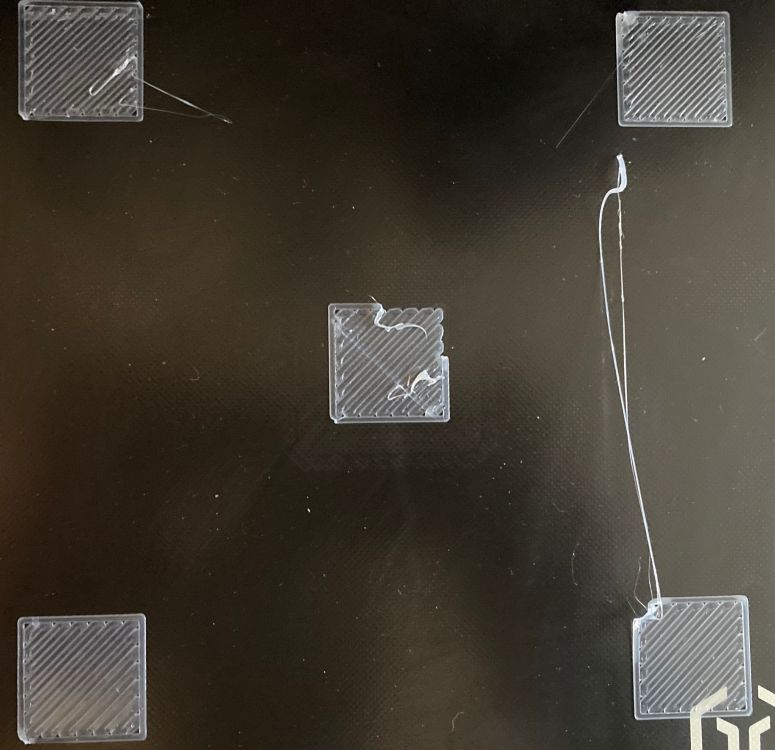
J'ai fini par tout régler Voici la conf qui fonctionne : Buse : 1mm Z-offset : -0.1mm Température buse : 235°, puis 230° plateau : 90° Hauteur de couche : 0,32 puis variable avec max de 0,8 Largeur d'extrusion : 1ère couche : 1mm (ça fait moins de trou mais à 2mm ça passe aussi) remplissage solide supérieur : 1mm (ça fait moins de trou, possibilité de diminuer à 0,81 avec PrusaSlicer, mais à 2mm ça passe aussi) supports : 0,81mm (c'est le mini que PrusaSlicer autorise avec cette hauteur de couche / buse) remplissage : 0,81mm autres largeurs : 0,81 à 2mm, en fonction de la pièce (chacun fait ce qui lui plait, plait, plait....) Chevauchement remplissage / périmètre : 10% (environ, à 9%, c'est pas assez à 15%, c'est trop avec cette largeur de buse) Vitesse : 1ère couche : 20mm/s (je n'ai pas tenté plus) autres vitesses : identique à une buse 0.4mm Rétraction : 1,9mm à 30mm/s levage : désactivé nettoyage : désactivé longueur supplémentaire à la reprise : 0,45mm Ventilation : 0 sur les 5 premières 20% à 30% en progressif jusqu'à la 10e couche Comme on peut le voir sur les photos, il reste du stringing à la fin de l'impression (je n'y ai pas encore regardé), mais rien entre mes pièces. La longueur supplémentaire nécessaire à la reprise est le paramètre qui a permis de ne plus avoir la non adhérence en début de première couche. Un grand merci à tous pour votre aide et vos conseils ! Sans vous, je crois que mon imprimante aurait fini dans un placard !
-
Effectivement, c’est surprenant. J’ai eu le même type de soucis mais avec une buse de 1mm. Les dimensions externes étaient bonnes mais pas celles de mes trous. J’ai énormément galéré avec ce problème, d’autant plus que ça agrandissait ou rétrécissait les trous. Je n’ai donc pas de solution en tant que telle. Je te conseille de revérifier ton nivellement avant chaque test. Personnellement, mon plateau se déréglait très vite et amplifiait le souci. Je ne sais pas à quelle température tu imprimes. Moi, j’imprimais trop chaud et le filament avait tendance à suivre la buse au lieu de bien se coller. C’était léger, presque imperceptible, mais suffisant pour avoir ce décalage. Autre point, la vitesse. Tu peux essayer de la baisser, genre 20mm/s, pour tester. Comme mes trous ont un diamètre de 4mm, baisser la vitesse a eu un réel impact avec ma buse de 1.
-
Tests réels d'impression Test 1 : même paramétrage (z offset à -0.1 et 1ère couche à 0.32mm) -> Grosse boule et rien sur le plateau Test 2 : même paramétrage -> accroche correcte Test 3 : z offset à -0.1 et 1ère couche à 0.5mm -> bonne accroche Test 4 : z offset à 0 et 1ère couche à 0.5mm -> bonne accroche Test 5 : offset à -.2 et 1ère couche à 0.5mm -> très bonne accroche Test 6 : offset à 0 et 1ère couche à 0.32mm -> bonne accroche Test 7 : offset à -0.2 et 1ère couche à 0.32mm -> trop près, pas assez de place pour le filament ou micro dépôt J'ai pu constaté que, dans tous les cas, c'est au début de la couche que ça n'accroche pas : la buse descend, commence à déposer, ça n'accroche pas. Sur mon test, j'ai 2 pièces. C'est donc au début de la 1ère couche de chaque pièce que ça n'accroche pas. Puis ça se colle à la buse ou au dépôt, et ça peut finir par décrocher (mon problème de départ) et former une grosse boule autour de la buse. En attendant de recevoir mes buses plaquées nickel, est ce que quelqu'un aurait une idées pour ces décollements partiels en début de 1ère couche ? Merci pour votre aide

-
C’est bien ce que je pensais. Comme je n’envisage pas de changer mon plateau pour le moment, je vais reporter cet achat. Merci pour ta réponse
-
Est ce que un bltouch « facilite » le changement de buse ? J’entends par là ne pas avoir besoin de re niveler le plateau à cause de la variation de hauteur dû au serrage. Edit : j’aurais dû mettre ce message dans Entraide
-
Quel est le diamètre de ta buse ? Tu as spécifié combien de parois ? Est ce que la personne à qui tu as envoyé ton gcode utilise le même diamètre de buse ?
-
Merci ! Je ne pensais pas que ça mettait autant de temps. J’étais trop impatient
-
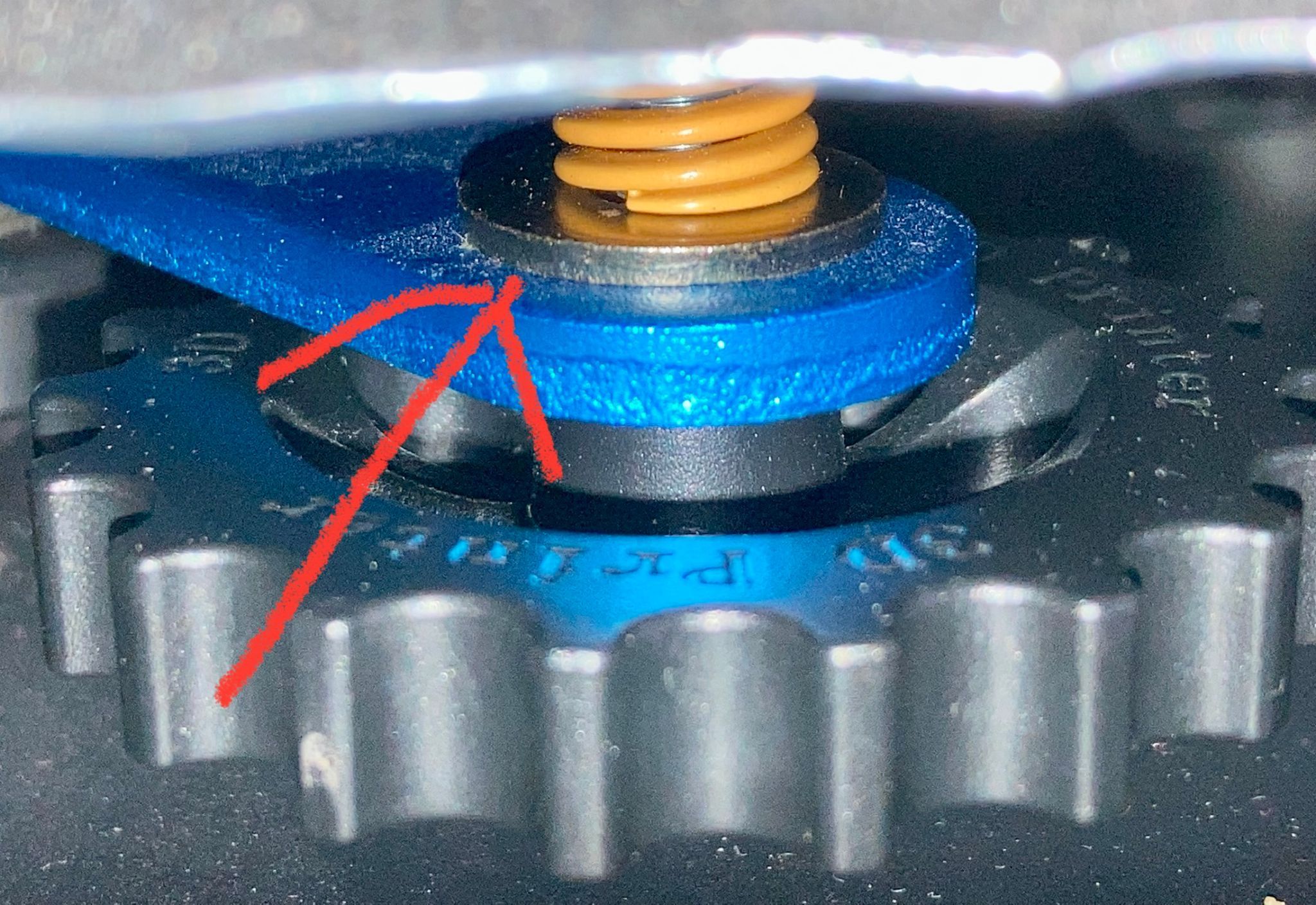
J'ai avancé sur mes soucis et je peux presque imprimer normalement. Pour faire simple, je suis reparti de 0 avec toutes les informations que vous m'avez apporté. J'ai refait le niveau, en faisant super attention tout, et j'ai constaté que : mon plateau est assez bombé une fois chaud, suffisamment pour être trop près au centre et arracher le dépôt (d'où la boule de matière) lorsque les 4 coins sont biens les ressorts du plateau ne faisaient pas leur job correctement : ils manquaient de tension et lors de l'ajustement final du plateau, il y avait comme un jeu, ce qui déréglait les autres coins. Je pense que ce soucis faisait également que le niveau ne tenait pas dans le temps. Pour le plateau bombé, sur le site de artillery 3d expert, il donne comme indication de défaire les excentriques de droite, faire chauffer le plateau à température standard d'impression, puis de le resserrer à chaud. C'est pas fou, mais ça aide quand même. Pour les ressorts, j'ai serré d'avantage, ce qui a abaissé le plateau (normal ). Du coup, ma buse était beaucoup trop loin du plateau. L'ajustement du z-offset ne fonctionnait pas... à cause du z-end. J'ai voulu le descendre, mais il est fixé à l'aide d'une vis dans un trou percé dans le rail. J'ai trouvé des rondelles et les ai mise entre les ressorts et le support. Elles font 1.5mm d'épaisseur. J'ai maintenant une bonne tension. Pour l'impression, maintenant, j'utilise : Température de la buse 1ère couche : 235° Température de la buse autres couches : 230° Température du plateau : 90° Hauteur de couche : variable Hauteur de la 1ère couche : 0,32 Vitesse de la 1ère couche : 20mm/s Rétraction de 1,9mm à 25mm/s, sans levage et sans nettoyage Ventilation : 0 sur les 3 premières, puis de 20% à 30% (ce sera affiner quand je ferais vraiment des pièces) Z-offset : -0.1mm Buse : 1mm Largeur de 1ère couche : 1.5mm ( à 2mm ça passe aussi) Le résultat est plutôt pas mal. Suite à tous les tests et réglages que j'ai pu faire, je pense que le soucis de boule de matière et de non accroche au plateau était principalement du à une température trop élevé, et ensuite à une buse trop près du plateau, puis trop loin. Par contre, si je nettoie à l'alcool isopropylique le plateau, je suis sûr que ça n'accroche pas derrière.... Si j'attends plusieurs minutes avant d'imprimer ça semble être correcte. Il faudra que je creuse J'essayerai de faire une vrai pièce demain
-
Je n’ai pas de fuite il n’y a pas une goutte qui a coulé. J’ai bien vérifié ce point. C’est le filament extrudé qui colle à la buse et pas sur le plateau.
-
Je pensais que ça sentirait au moins le cramé Je suis encore loin des 4 heures donc j’ai de la marge Plus sérieusement, j’ai bien compris le souci qui me tombera dessus dans pas longtemps. Je te remercie pour cette info car je ne savais pas Dès que j’aurai compris mon soucis de boule autour de la buse, je vérifie mes températures d’impression à la baisse et je verrais pour changer le TPFE ou le heartbreak, en conséquence. En ce qui concerne mon problème de boule de matière autour de la buse lorsque ça commence à imprimer ma pièce, est-ce que vous avez une idée ?
-
Niveau ventilation, je suis à 0 sur les 6 premières couches, puis à 30%. C'est bien passé pour la 1ère pièce. Pour la rétraction, je peux essayer de la baisser ou de la couper. Je l'ai augmenté pour "couper" le fil entre l'impression de nettoyage et celle de la pièce. Idem pour le Z-Hop. Si j'ai bien compris, le Z-Offset correspond donc au niveau de la première couche ? cette couche est à 0,25. J'ai une Genius, donc pas de Bltouch. En ce qui concerne le PTFE, je ne sais pas évaluer son état (et je n'ai pas envie de tout démonter pour le moment) mais je n'ai pas eu d'odeur ou de soucis d'extrusion en tant que tel. Je croise les doigts pour que ça dure... 230°, avec la buse de 1mm, ce n'est pas assez chaud : le filament s'extrude mais il part en tortillon vers la buse. A 240°, il est descend bien droit mais il a un aspect un peu granuleux. A 250°, il descend bien droit et de manière homogène.
-
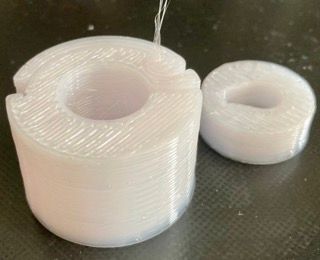
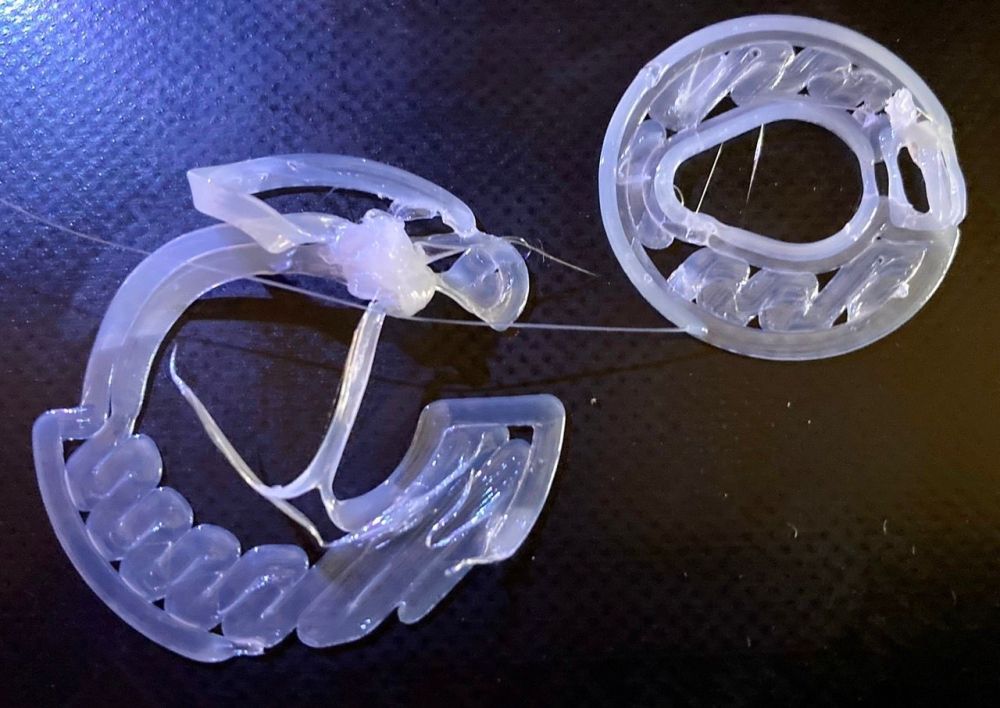
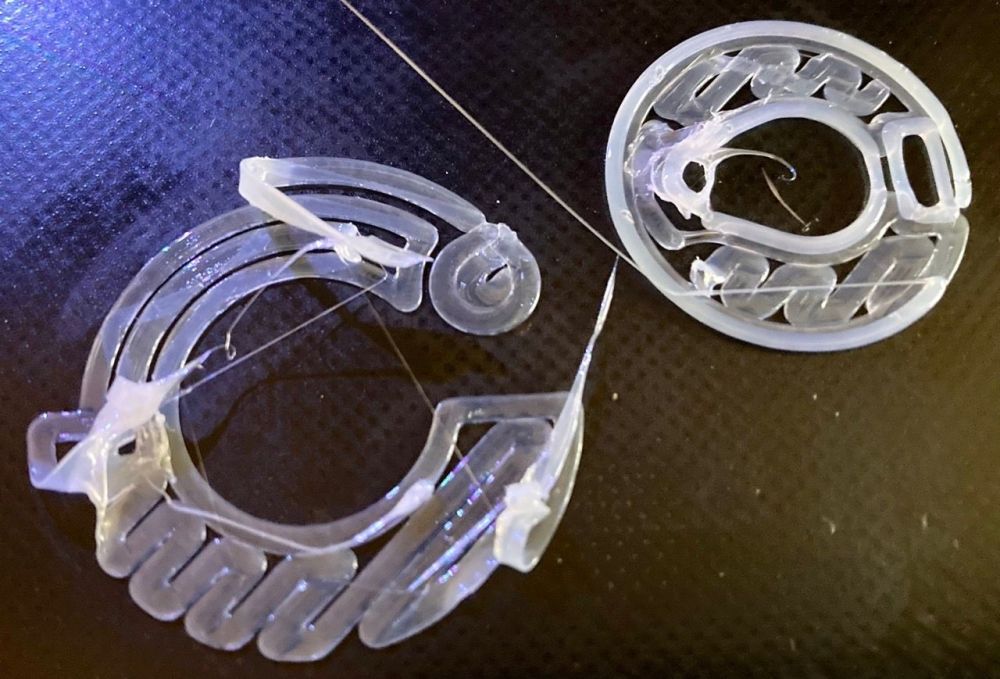
Merci à tous pour vos messages ! Désolé, la réponse est un peu longue, j'ai essayé d'être exhaustif Température de la buse 1ère couche : 265° Température de la buse autres couches : 250° Température du plateau 1ère couche : 100° Température du plateau autres couches : 95° Hauteur de couche : variable Hauteur de la 1ère couche : 0,2 à 0,5 (testé par palier de 0,05) Vitesse de la 1ère couche : 20mm/s Rétraction de 3mm à 35mm/s, forcée sur les changements de couche et avec levage de 1mm et nettoyage Slicer : PrusaSlicer En dessous de 250° pour la buse, le filament a tendance à ne pas bien s'écouler. La limite est peut être entre 245° et 250° pour avoir un bon écoulement. Pour le plateau, en dessous de 95°, ça décroche au bout de quelques couches, mais ça mériterait que j'affine à la baisse : le soucis était peut être lié à autre chose (filament pas assez fluide qui embarquait la pièce, etc). La buse de 1mm est en laiton, 1er prix, mais je n'ai pas de soucis avec. Je n'ai fait aucune modification sur l'imprimante (sauf la buse), ni ajout (même pas de cache plastique ) ni flash de Marlin. J'ai pu imprimé correctement du PLA avec la buse d'origine et cette buse de 1mm. Je n'ai pas testé le PETG avec une autre buse. Suite au changement de buse, je n'avais pas remis la chaussette. J'ai imprimé du PLA sans trop de soucis (quelques réglages de températures, etc, mais rien de méchant). J'ai fini par avoir une fuite. J'ai tout démonté, nettoyé et remonté. J'ai renivellé le plateau et ré imprimé du PLA sans soucis et sans coulure. J'ai fait quelques tests en PETG (1 pièce de 18cm de long environ, assez fine). Ça a décroché 2 fois, puis j'ai modifié les températures et c'est passé. Voici les températures avec lesquelles j'ai pu imprimé : Température de la buse 1ère couche : 245° Température de la buse autres couches : 240° Température du plateau 1ère couche : 80° Température du plateau autres couches : 80° Hauteur de couche : variable Hauteur de la 1ère couche : 0,5 Vitesse de la 1ère couche : 20mm/s Rétraction de 1,9mm à 35mm/s, forcée sur les changements de couche et avec levage de 0,6mm et nettoyage Je suis parti avec les mêmes réglages pour mon autre pièce mais sans succès autre qu'une boule de PETG. J'ai re modifié les paramètres pour essayer de régler le soucis et le nivellement du plateau, sans succès. J'ai remis la chaussette pour stabiliser la température : il n'y a toujours pas de trace de fuite. Voici le gcode de début : ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[first_layer_bed_temperature] ; wait for bed to heat up M104 S[first_layer_temperature] ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S[first_layer_temperature] ; wait for the nozzle to heat up M190 S[first_layer_bed_temperature] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G1 Z{z_offset+3} F720 ; Move print head to Z G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} Suite à la ligne de préparation, le filament était tiré au travers du plateau. Pour éviter qu'il ne reste collé à la buse et accroche ma pièce et supposant que mon problème pouvait venir de là, j'ai ajouté la ligne suivante, qui n'y était pas sur mes impressions réussis. Hormis cette ligne, c'est le gcode que j'utilise depuis que j'ai mon imprimante. G1 Z{z_offset+3} F720 ; Move print head to Z Le plateau est nettoyé à l'isopropanol. Pour le réglage de l'offset Z, je ne peux pas dire s'il est correcte car je ne comprend pas ce que ça veut dire Effectivement, le filament ne semble pas assez écrasé. Mais quelques soient les réglages que j'ai testés, dont la hauteur du plateau par rapport à la buse, via le slicer ou le nivellement, j'ai toujours ce décollement avec le PETG. Sur la photo, c'est le pire que j'ai eu, avec le relevage de la buse à 3mm de haut. Par contre, je ne sais pas non plus comment le régler : espacement plateau buse + T° plus élevé ?


-
Bonjour ! J’utilise une buse de 1mm et du PETG. J’ai re nivelé mon plateau. Au début de l’impression, avec le GCode personnalisé, une ligne est imprimée. Le dépôt se fait normalement. Ensuite, dès le début de ma pièce, le filament colle à la buse et forme une boule. Est-ce que vous auriez une idée de la cause ?


-
Bonjour à tous ! je suis Guillaume, un heureux possesseur d’une Artillery Genius, dans le Nord. Mon but est de faire essentiellement des pièces mécaniques. Pour ça, je tente les buses 1mm A bientôt !