
pascal_lb
-
Compteur de contenus
8 951 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
81










À propos de pascal_lb

- Date de naissance 25/09/1959
Visiteurs récents du profil





Récompenses de pascal_lb
")
Grand Master (14/14)
-

-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
2,2k
Réputation sur la communauté
5
Sujets solutionnés !
Favoris
-
DEFAULT_AXIS_STEPS_PER_UNIT
conseil filetage taraudageLe 01/03/2018 at 13:19, artox a dit :Et niveau calibration coté programme il y a quelque chose a faire?un genre d'ofset?
Voilà la marche à suivre
Dans ton fichier configuration.h de ton marlin, retrouve la ligne
#define DEFAULT_AXIS_STEPS_PER_UNIT {160,160,8000,1554}
les chiffres sont classés dans cet ordre {X,Y,Z,EXTRUDEUR}
va sur le site https://nathan7.eu/stuff/RepRapCalculator/RepRapCalculator.html#MotorStuffPrecise
tu arrives sur cette fenêtre :
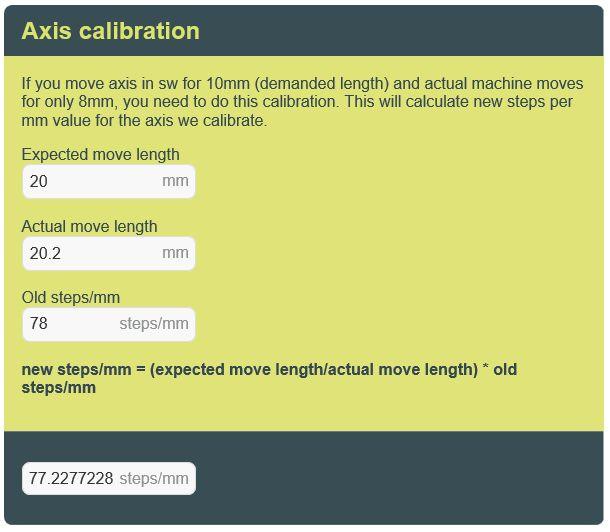
Premier chiffre = la dimension demandée : 20
Deuxième chiffre = la dimension réelle de ton cube : 20.2
Troisième chiffre = le chiffre de DEFAULT_AXIS_STEPS_PER_UNIT correspondant à ton axe
Quatrième chiffre = résultat que tu dois reporter dans la ligne DEFAULT_AXIS_STEPS_PER_UNIT
Tu fais ça pour tes 3 axes, tu enregistres
Ensuite tu recharges ton marlin sur ta machine
il est préférable de refaire un cube de 20X20X20 pour vérification
Ce système fonctionne pour tes 3 axes mais il fonctionne aussi pour ton extrudeur
Tu fais une marque sur ton filament à 100mm de ton extrudeur, tu fais chauffer ta buse à 200°, tu demandes une extrusion de 100mm
Tu regardes sur ton filament si il y a une différence entre la dimension demandée et la dimension réelle extrudée si il y a une différence tu fais comme pour les axes
Premier chiffre = la dimension demandée : 100
Deuxième chiffre = la dimension extrudée : exemple 98
Troisième chiffre = le chiffre de DEFAULT_AXIS_STEPS_PER_UNIT correspondant à ton extrudeur (4eme chiffre sur la ligne)
Quatrième chiffre = résultat que tu dois reporter dans la ligne DEFAULT_AXIS_STEPS_PER_UNIT
Ensuite tu recharges ton marlin sur ta machine
Voilà si tu as des questions...
")
-
Creer des boutons "customs" sur l'écran MKS
Creer des boutons "customs" sur l'écran MKSA la demande de certains un petit tuto pour créer et customiser des boutons sur l’écran MKS TFT 3.2
Pré-requis
Avoir installé l’écran MKS sur la Mega !! (voir Tuto de Murdock) et de préférence avoir installé un Marlin récent voir le dernier Marlin (voir tuto Murdock) ce qui vous permettra d’avoir accès a des commandes Gcode bloquées souvent par le firmware d’origine qui est maintenant assez ancien..
Préliminaires
Avoir un logiciel de dessin (peu importe), et (ou) un logiciel. svg ; mais le simple « paint » de windows 10 fera l’affaire .
Télecharger le logiciel Chinois « Image2Lcd » vous le trouverez il me semble sur le github de MKS mais une recherche google vous le fera trouver. Le logiciel est gratuit mais si je me souviens bien il faut lui mettre une licence sinon il sera en essai… je ne me souviens plus de la licence mais elle est trouvable sur le Net.
Ce qu’il faut savoir…
L’ecran MKS possede deux pages (appelées « More ») pour insérer des boutons « customs ». Une page quand l’imprimante n’est pas en impression (on peut y insérer jusqu’à 7 boutons customs appelés : « moreitem_button_cmd ») et une page quand l’imprimantes est en impression (on peut y insérer jusqu’à 6 boutons appelés : « morefuc_cmd »)
Exemple de réalisation
Je veux insérer deux boutons pour allumer les leds de l’imprimante et les éteindre… (le propos n’est pas de décrire la réalisation de cette fonction …il faut faire des changements basiques dans Marlin et relier un port servo dispo sur la trigorilla à un petit relais…)
-
Tout d’abord on ouvre le fichier « configuration.txt » du firmware et on cherche la ligne « set number of more button », on y voit cela :
#set number of "More" button
>moreitem_pic_cnt:0
#edit command for 1~7 "More" button,each command must be separated by semicolon ";"
>moreitem_button1_cmd:G28 X0;
>moreitem_button2_cmd:G28 X0;
>moreitem_button3_cmd:G28 Y0;
>moreitem_button4_cmd:G28 Y0;
>moreitem_button5_cmd:G28 Z0;
>moreitem_button6_cmd:G28 Z0;
>moreitem_button7_cmd:G28;
On peut voir que par défaut il y a 0 bouton d’installé et que par défaut on leur a donné des fonctions G28 diverses.
Il suffit de déclarer un ou plusieurs boutons , ici j’en déclare 2, ce qui fait :
>moreitem_pic_cnt:2
Puis de remplacer la commande gcode par défaut par celles que je désire :
>moreitem_button1_cmd:M355 S1;
>moreitem_button2_cmd:M355 S0;
Pour info on peut affecter plusieurs commandes à un bouton en les séparant par un « point
virgule »
On enregistre le fichier configuration.txt et on ferme..
2- On ouvre son logiciel de dessin, on créé un rectangle vertical de 78 pixel sur 104 pixel, on remplit le rectangle de noir (couleur du fond de l’ecran MKS) puis dans la partie supérieur du rectangle on créé un carré de 74 pix sur 74 pix avec des angles arrondis afin de respecter le style des boutons de l’écran. On remplit ce carré de blanc et on dessine ce que l’on veut dans ce carré… J’ai fait simple !! j’ai écrit « led on » et « led off ». Pour rester dans le design on le fait avec la couleur du style, pour moi c’est le bleu .. MKS vous fournit sur leur document les valeurs hexadecimal des couleurs utilisées sur leur écran… Bien évidemment comme dans tous les manuels chinois le manuel est faux !! Les couleurs sont fausses ou inversées… (classique dans le SAV chinois , quand il y en a … !) les deux bleus sont 000080 et 0000FF.
Une fois fait on rajoute un petit texte de son choix sous le carré blanc afin de conserver toujours le style des boutons et on finalise en enregistrant le bouton dans un fichier à extension .bmp
3. On ouvre le logiciel Image2Lcd on importe son dessin .bmp (pour ma part j’ai nommé mon fichier led_on.bmp) on met les réglages (de gauche) tel que dans l’exemple ci-dessous :
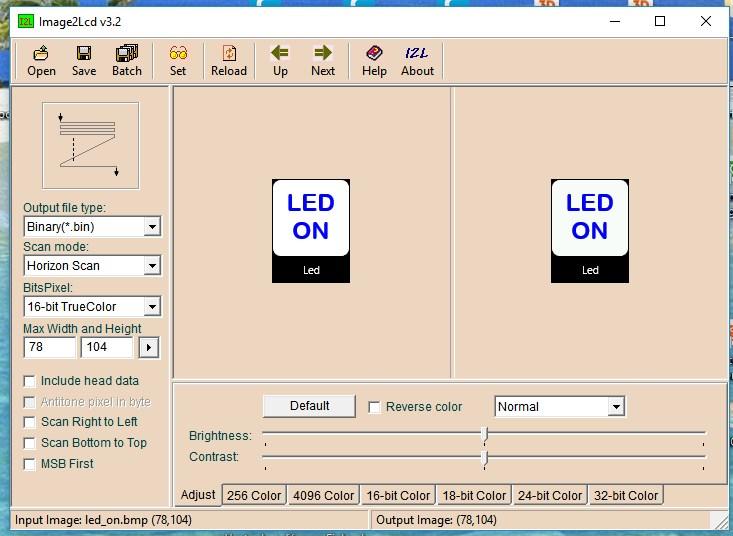
Enfin on enregistre et on obtient un fichier .bin Pour moi cela donne : « led_on.bin »
4. Ce qui suit est primordial il faut renommer le fichier exactement avec les mêmes termes que dans le firmware… Par exemple mon bouton « led_on.bin » etant le premier des boutons customs (le « more_button1_cmd ») je vais le renommer : bmp_custom1.bin (oui je sais ce n’est pas la même appellation que dans le fichier configuration.txt … ça doit être chinois comme logique…. !)
Une fois renommé « j’écrase » les fichiers d’origine dans le dossier « mks_pic » du firmware par mes nouveaux fichiers …
Voilà c’est terminé ! Il vous suffit de flasher le firmware avec les changements effectués (dans le fichier conf et le dossier pic) pour découvrir vos nouveaux boutons sur votre écran comme ci-dessous:

Dans mon cas les 2 boutons fonctionnent et je peux aussi rajouter dans le « gcode de fin » de mes prints la fonction M355 S0 et les leds s’éteignent en fin d’impression…
NB: ici on voit un troisième bouton afin de vous montrer un bouton générique sans customisation
N’hésitez pas à nous montrer vos créations et vos idées pour insérer de nouvelles fonctions via des boutons customs sur l’écran MKS . Bons prints !
-
-
Problème déplacement Filament
Problème déplacement Filamenttu chauffes ta buse à 200 (pour du PLA et 240 pour de l'ABS)
tu fais une marque sur ton filament à 100mm de l'entrée de ton extrudeur
Tu extrudes 100mm de filament et tu regardes si ta marque est bien à l'entrée de ton extrudeur
si c'est bon rien à toucher
Si il y a une différence, trop ou pas assez de filament extrudé
tu mesures la différence
alors j'espère que tu as accès à ton firmware..., dans marlin fichier configuration.h tu modifies le 4eme chiffre de cette ligne
#define DEFAULT_AXIS_STEPS_PER_UNIT {85,85,2560,158}
en utilisant ce calculateur https://nathan7.eu/stuff/RepRapCalculator/RepRapCalculator.html#MotorStuffPrecise
c'est pour les axes, mais ça fonctionne aussi pour l'extrudeur (règle de 3)
et tu recharges ton firmware
et de nouveau test des 100mm....
-
mks sbase v1.3 offset et calage du Z avec bl touch
mks sbase v1.3 offset et calage du Z avec bl touchgros soucis pour référencer l'offset du bltouch.....!!
je m'explique, j'ai implanté la stratégie de nivellement grille rectangulaire , jusque là ça fonctionne ; la ou je galère depuis hier (1jour entier sans y arriver)c'est pour référencer l'offset (côte en mm, de la pointe du palpeur sortie à la pointe de la buse).
à chaque fois le Z0 est perdu.....j'ai fais un G92 Z0, M500 une fois au contact du lit, le fichier override est bien présent sur la carte SD.
je n'ai toujours pas essayé de mettre l'offset sur Z dans cette ligne ci dessous car l'on nous dis que "Z doit toujours être 0"
le G30 m'indique une distance que j'additionne avec gamma max, mais, ou dois- je rentrer la cote d'impression maximale Z de la machine ?? si gamma max et l'offset
ce que je ne comprends pas.....
message au connaisseur!?
-
Installation MKS SGEN > Alfawise U20
Installation MKS SGEN > Alfawise U20bonjour @Kyõsuke
Pour compiler, c'est très simple.
Télécharger visual studio code et lui installer l'extension platformIO
Télécharger la version 2.0 (sur la brache Beta) du repository officiel de Malin: https://github.com/MarlinFirmware/Marlin/tree/bugfix-2.0.x
Ouvrir le dossier du repository avec vs-code, modifier des fichiers (avec la bonne syntaxe en c++) et clicker sur l'icon validé (un V) en bas à gauche de vs-code.

Ce-ci entrainera la création d'un fichier firmware.bin dans le dossier TON_REPOSITORY/.pioenvs/LPC1769/firmware.bin
Ce fichier, tu le met sur ta carte mico-SD et tu le met sur ta MKS sgen. Quand tu allumeras la carte, le fichier sera transformé et installer sur la carte (après cela, la LED R1 clignoteras avec un rythme constant, tu pourras donc retirer la micro-SD et appuyé sur le bouton reset).
Pour t'aider dans la configuration, je poste ici celle que j'ai construit (attention, cette configuration est faite pour l'Alfawise U20 sous des TMC2208 Vref 1.2v (pense à ventilé les drivers), si ce n'est pas ta configuration actuelle, tu devras faire des modification dans le code)
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.72, 80.72, 409.56216, 410.39672 }Et comme tu peux le voir ici, ma valeur de steps/mm est assez précise ^^ elle correspond à ma machine, tu devras donc faire un calibrage pour correspondre à ta machine. (je pense notament à l'éxtruder 410.39 steps/mm est une valeur bien trop haute pour toi si tu n'as pas d'extruder qui ont un ratio d'engrenage 3:1)
Bonjour @pascal_lb
Depuis notre dernière discution, j'ai fais des inverstigations du pourquoi sur les carte 32bits, le linear advance ne fonctionne pas.
La raison est que souvent, les carte 32bits envoie des signaux carré plus précis et plus court dans les drivers moteur. Du coups, pour qu'il fonctionne, il faut
augmenter la largeur de band avec l'option:
#define MINIMUM_STEPPER_PULSE 2Je l'ai mit à 2 malgré que j'ai trouvé sur cette issue https://github.com/MarlinFirmware/Marlin/issues/13040 l'a mit à 1. Pour une valeur de 1, presque toutes les impréssions fonctionnait mais parfois, l'extrudeur arrêtait de fonctionné. Avec une valeur de 2, j'ai moins ce problème. (note: j'ai aussi activé l'une des dernières featur de Marlin 2.0 la S_Curve pour supprimer les vibrations de l'imprimante et puré que ça marche bien xD)
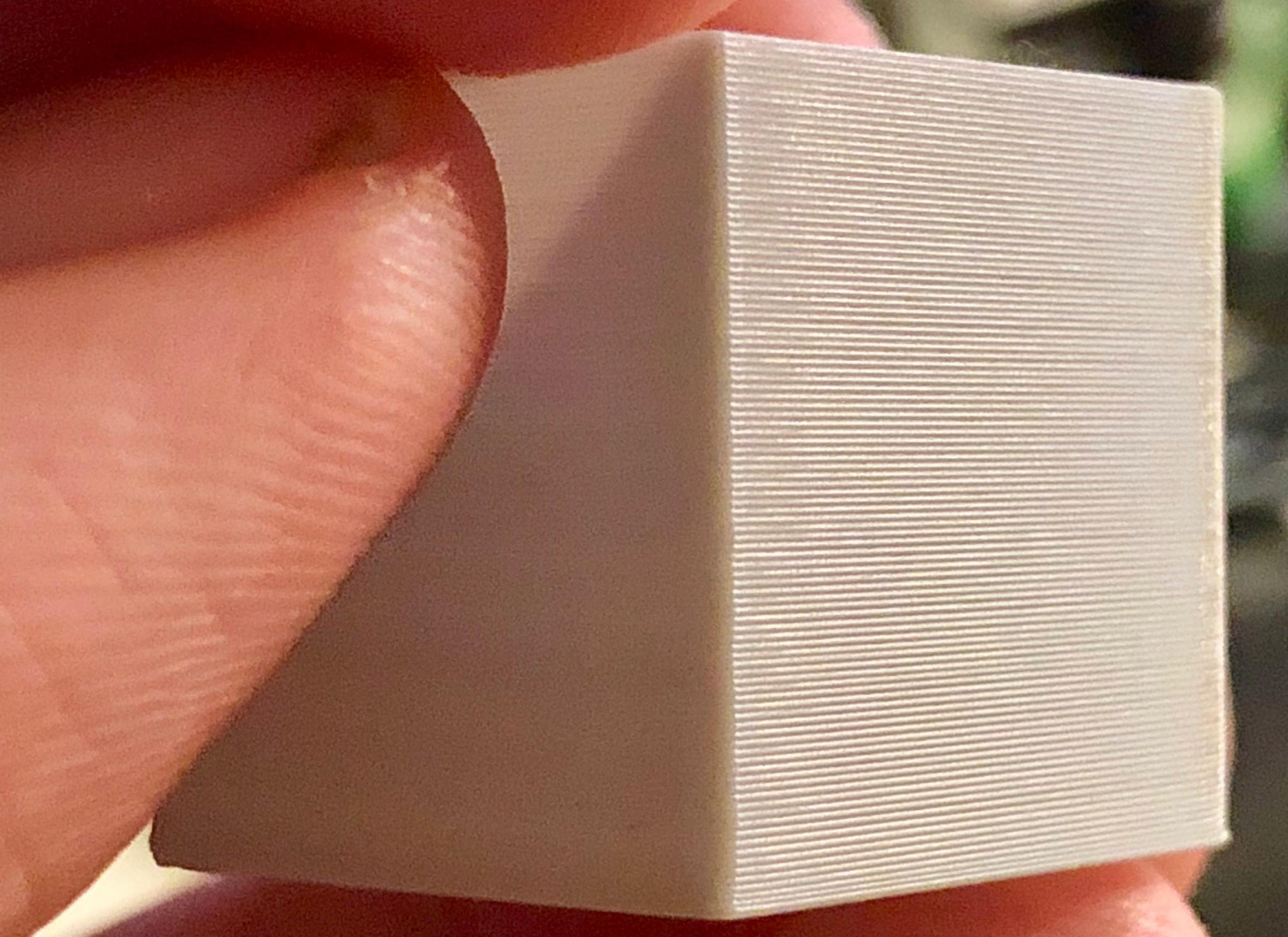
Voici un petit cube de démo que j'ai imprimé en 200 microns
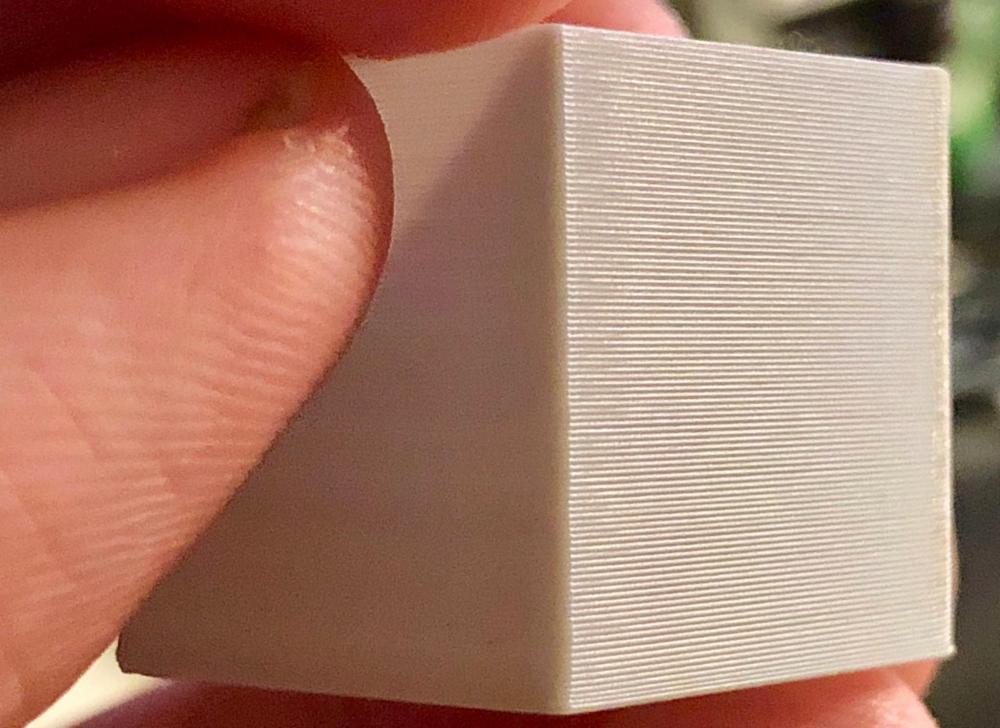
Quel finish de surface

*NEW EDIT: J'ai commenté le linear advance car pour certaine pièce ça continue de ne pas fonctionné (hum... donc ce n'est pas une solution sur le long terme)**
-
Problème 3d touch et mks sbase v1.3
Problème 3d touch et mks sbase v1.3il y a une heure, madeo54 a dit :Comment fait-on pour régler le X et Y ?
je pense que ton BL TOUCH fonctionne maintenant, je vais t'indiquer comment régler ton X et ton Y ici mais ensuite pour d'autres problèmes il faudra ouvrir un autre post....
dans ton fichier config il faut que tu trouves ces lignes :
alpha_steps_per_mm 198.75 # Steps per mm for alpha ( X ) stepper
beta_steps_per_mm 198.75 # Steps per mm for beta ( Y ) stepperet tu dois relever ces valeurs
va sur le site https://nathan7.eu/stuff/RepRapCalculator/RepRapCalculator.html#MotorStuffPrecise
tu arrives sur cette fenêtre :
Premier chiffre = la dimension demandée : 20 mm
Deuxième chiffre = la dimension réelle de ton cube en X : 15.41
Troisième chiffre = le chiffre de alpha_steps_per_mm correspondant à ton axe X dans ton fichier config
Quatrième chiffre = résultat que tu dois reporter dans la ligne alpha_steps_per_mm
Tu fais ça pour tes 2 axes, tu enregistres
Ensuite tu redémarre ta carte
il est préférable de refaire un cube de 20X20X20 pour vérification
info ce système fonctionne également pour le Z et l'extrudeur
-
tuto pour integrer marlin 2.0 dans sbase
tuto pour integrer marlin 2.0 dans sbaseIl y a 12 heures, jpanasonic a dit :je cherche un tuto ou explication claire pour intégrer marlin sur une mks sbase
ben c'est relativement simple...

il faut déjà installer VISUAL STUDIO CODE de Microsoft, tu le passes en français en installant les fichiers FR (on trouve facilement les explications sur Google), en suite tu installes l'extension "platformio" qui va te servir à compiler ton marlin 2
tu télécharges la version de marlin 2 sur github : https://github.com/MarlinFirmware/Marlin/tree/bugfix-2.0.x en cliquant sur "clone or download", tu décompresses
ensuite dans VS CODE tu ouvres le répertoire ou tu as téléchargé ton marlin
dans ce répertoire tu as un fichier platformio.ini tu modifies la ligne :
env_default = megaatmega2560
par
env_default = LPC1768
tu enregistres
maintenant tu peux modifier tes fichiers configuration.h et configuration_adv.h (répertoire marlin) comme tu veux.... tu as des exemples de fichier ici :
https://www.lesimprimantes3d.fr/forum/topic/22297-résolu-mks-sgen-marlin-20/
pour lancer la compilation, tu cliques sur le bouton ci-dessous :
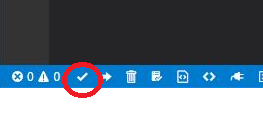
ça va te générer un fichier firmware.bin dans le répertoire ".pioenvs/LPC1768" si mes souvenirs sont exacts que tu vas copier sur la carte SD de la SBASE.... par contre pour chaque modif il va falloir recompiler et recharger le fichier firmware.bin sur ta SD et redémarrer ta SBASE
je ne peux beaucoup plus t'aider pour l'instant car je ne suis pas chez moi pour une dizaine de jours et je n'ai pas les programmes et les fichiers sous la main
Edit : dernière info, marlin 2 est actuellement en version béta et n'est pas exempte de bug, perso pour l'instant je suis retourné sous smoothieware pour un problème de décalage X et Y incompréhensible....
-
Installation MKS SGEN > Alfawise U20
Installation MKS SGEN > Alfawise U20Dans le fichier config_adv. h, au niveau de la ligne EO_Auto_Fan, il faut la dè-commenter, et a la place du -1, il faut mettre P2_06.
A partir de ce moment, le port E2 sert de connexion pour le ventilateur du E1. Il demarre quand E1 dépasse 50° et s'éteint quand ca passe en dessous de 50° (ce chiffre est modifiable qq ligne en dessous du E0_Auto_Fan dans config_adv.h)
-
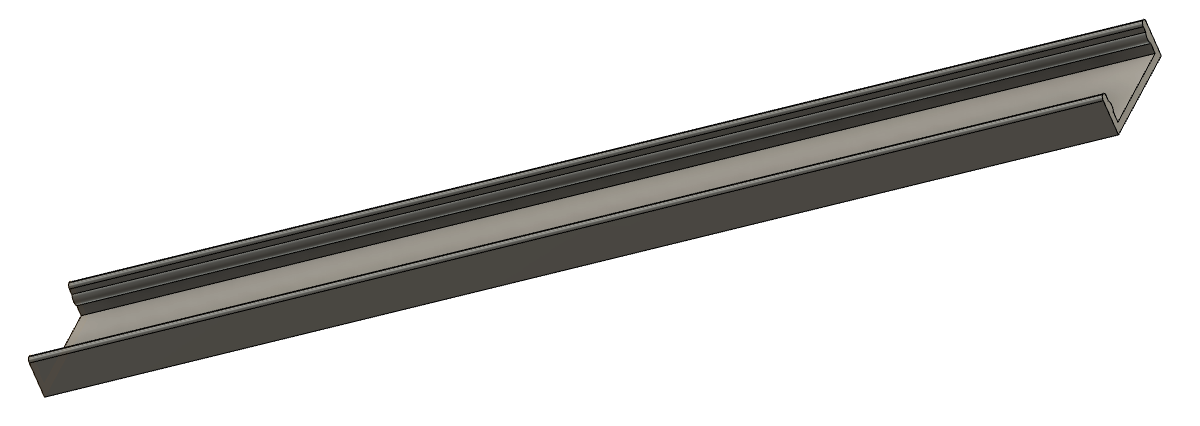
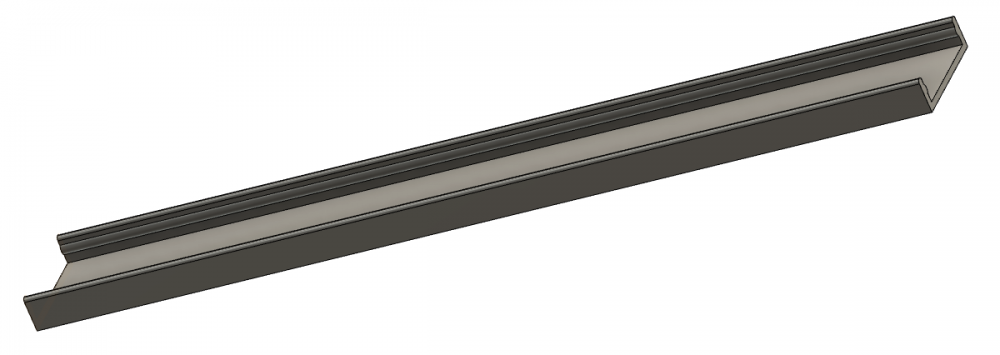
Projet conduit guide et distribution cables
Projet conduit guide et distribution cablesBonsoir,
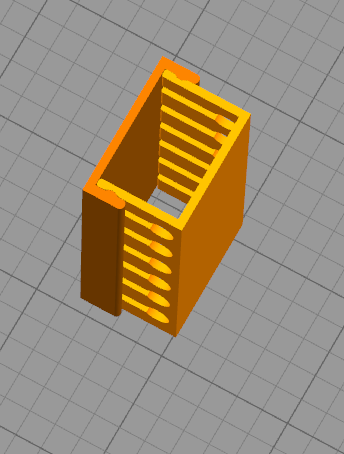
J'ai commencé a dessiner des conduits pour guider et distribuer les câbles pour nos imprimantes.
Je vais prévoir les raccords d'angle et en T, je vais aussi prévoir différentes longueurs.
Pour la fixation,voir par adhésif ou par vis, je vais prévoir des trous.
Les dimensions intérieures pour le passage des câbles sont de largeur = 24mm et hauteur 15mm, la largeur pour le passage des câbles est de 3mm.
Ci dessous les dessins de mon projet :

-
Deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue
Deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile
Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur».
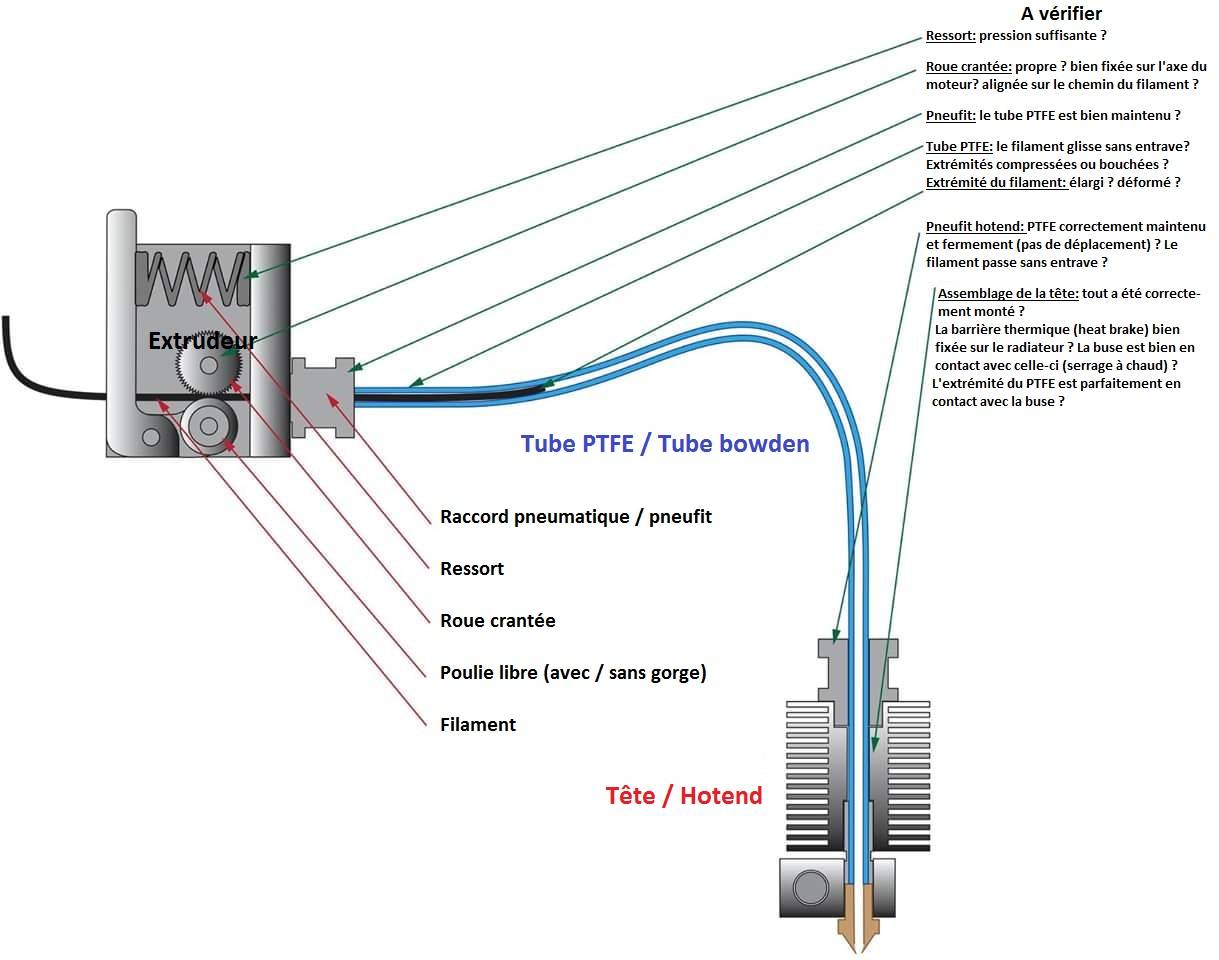
Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse :
-
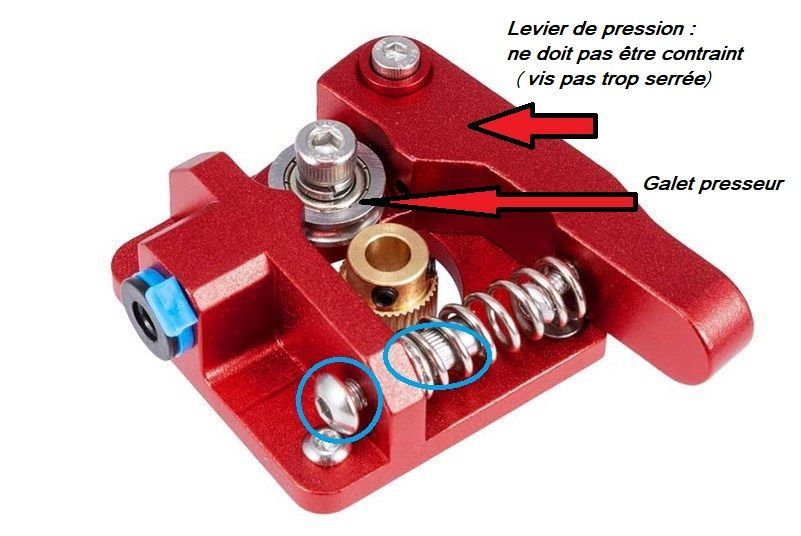
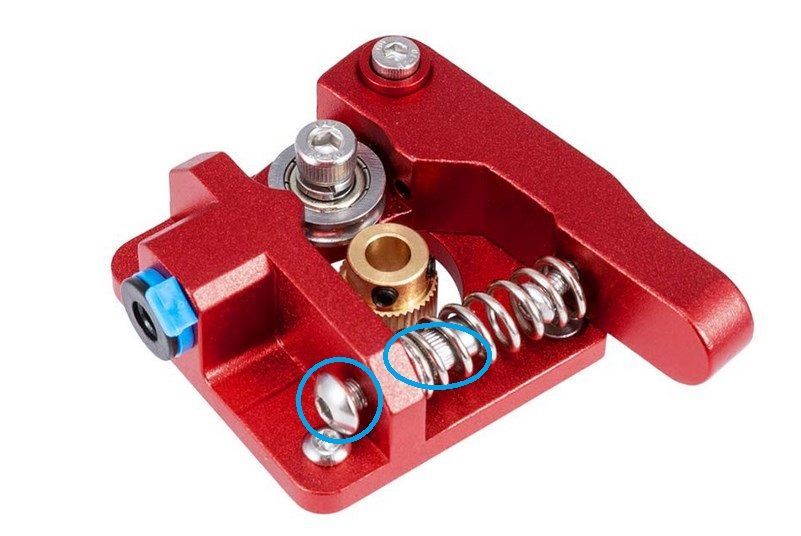
le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte,
-
à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici).
Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm).
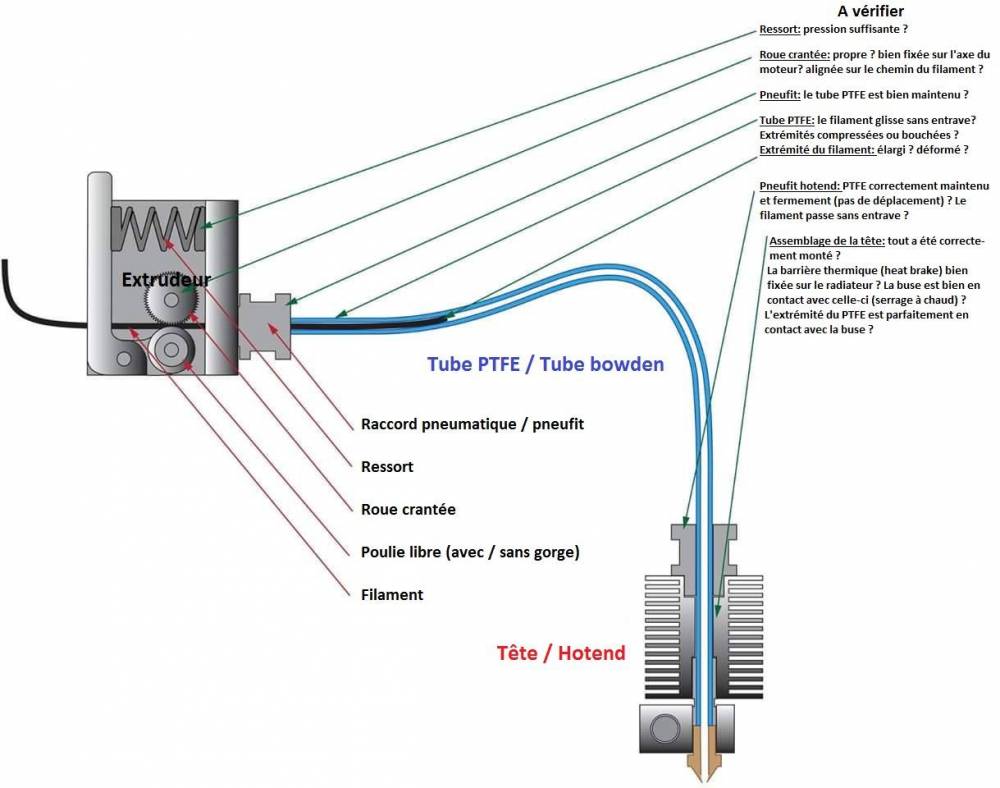
Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament.
A) La partie entraînement du filament :
-
le moteur,
-
la roue dentée / crantée,
-
le levier de rappel (ressort, galet / roue crantée).
B) La partie guidage du filament :
-
pneufit en sortie de l’extrudeur,
-
tube PTFE
-
pneufit de la tête
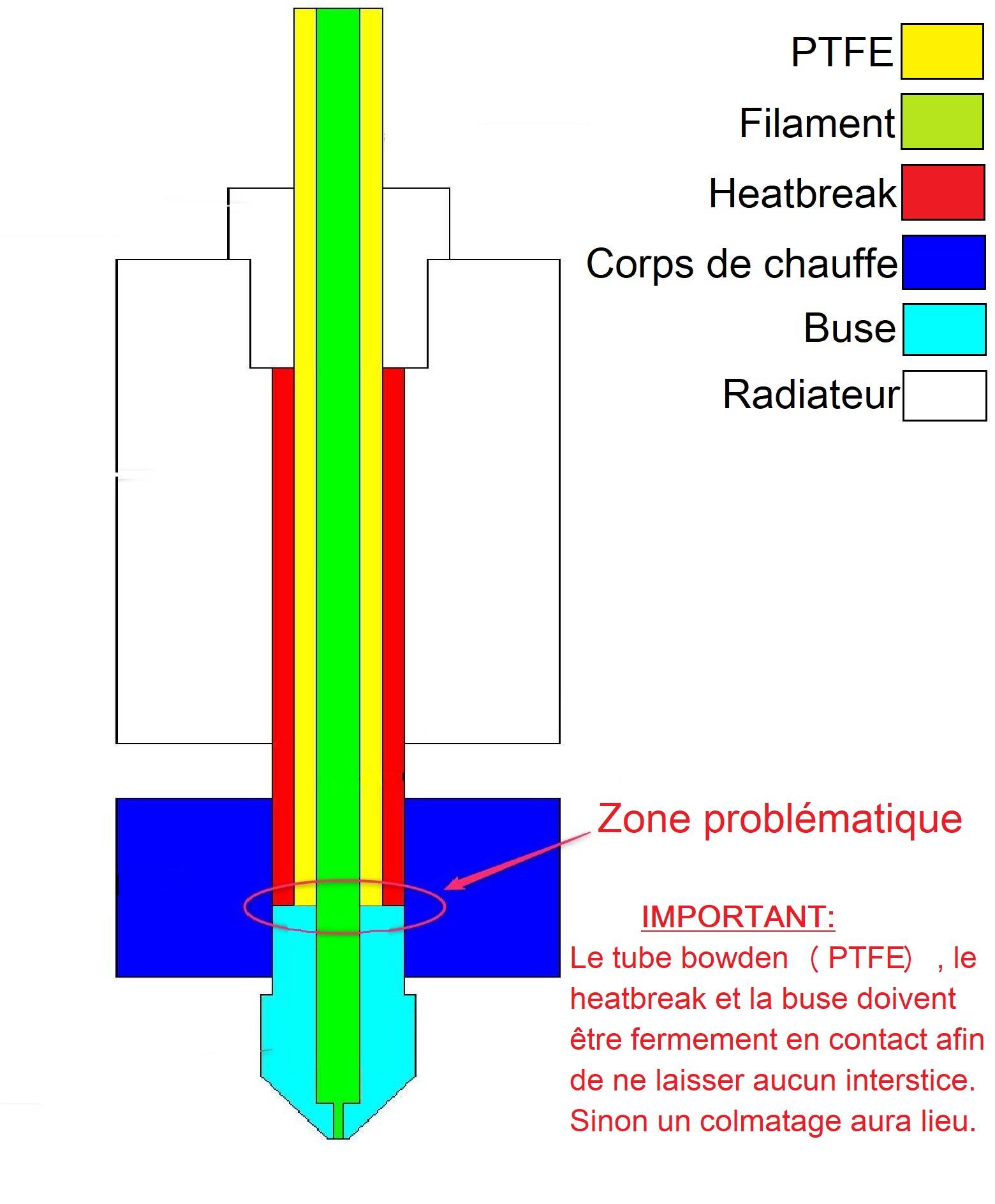
C) La partie tête :
-
zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement),
-
zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE),
-
zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe).
Vérifications à effectuer :
A)
-
le moteur (connexions, couple, Vréf)
-
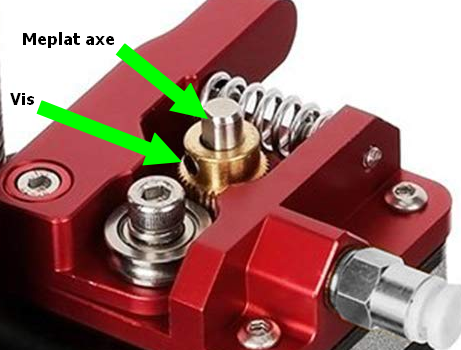
la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament
-
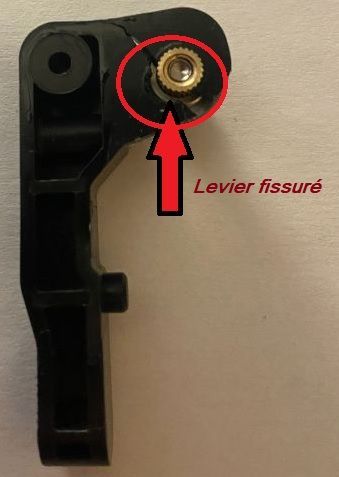
le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas)
-
le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien )
-
le ressort de rappel
B)
-
le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins.
-
les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans.
C)
C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude.
En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C).
En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées.
En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler.
Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse.
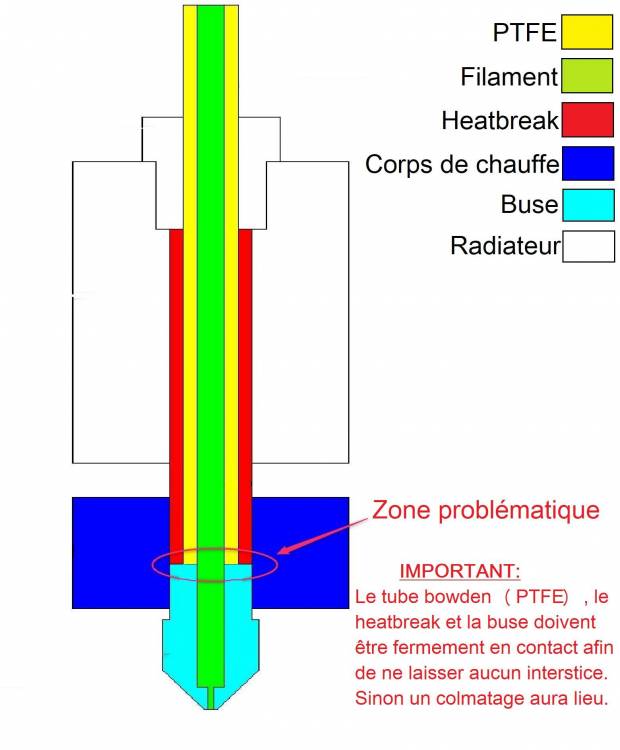
Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal).
Voici ce qui se passera :
Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée.
Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs :
<EDIT>
Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm.
Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel)
<EDIT 2>
Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»:
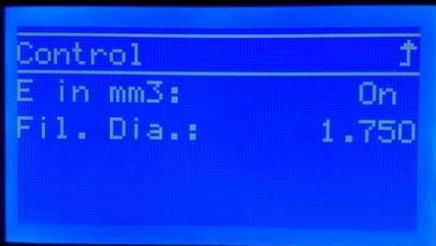
Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique :

(information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ).
<Complément>
@Yellow T-potliste également des causes possibles à un extrudeur qui claque :
<EDIT>
Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment
 ).
).
La solution, dans ce cas :
- soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur,
- soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC.
____________________________________________________________________
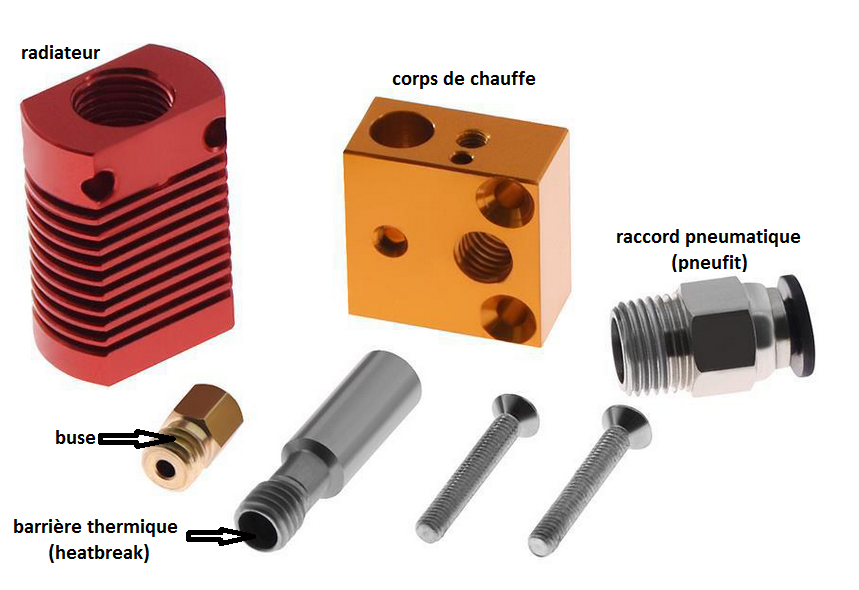
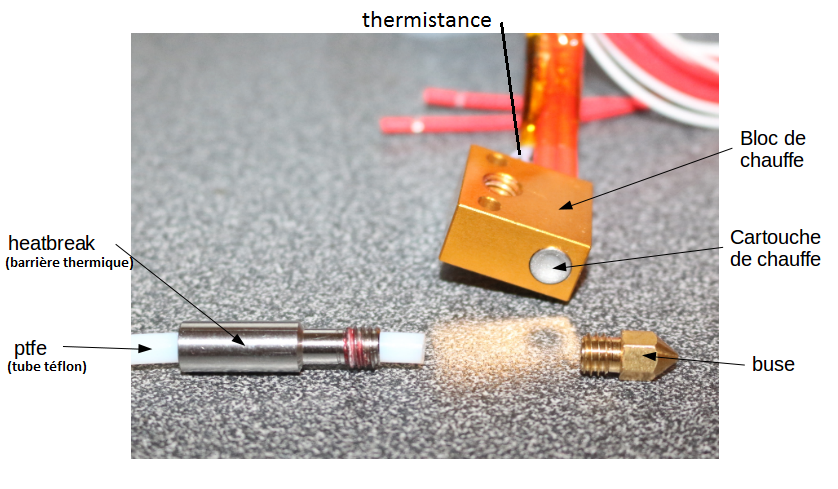
Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

-
-
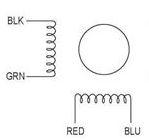
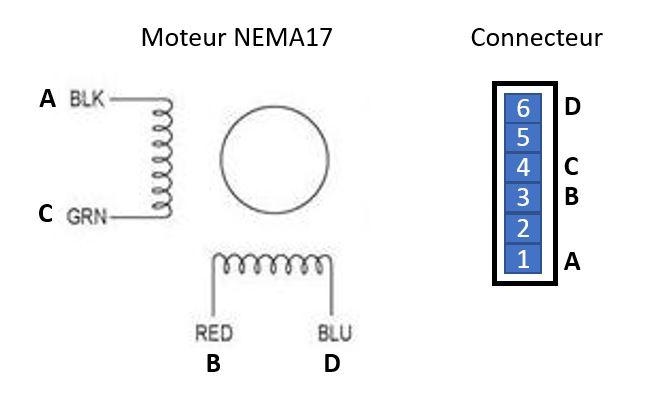
Moteur Z qui ne tourne pas et tremble
Moteur Z qui ne tourne pas et trembleLe principal étant que ça marche
Juste pour info, A et B font référence aux bobines internes à un moteur Nema17.
Utiles pour une éventuelle modif.
Bonnes impressions.
Jipé