macmun
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de macmun
")





-
Elegoo Saturn S - Protection écran - FEP - Bruit d'écrasement
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
Merci pour ta réponse et tes conseils. Il n'y avait a priori rien qui gênait entre la plaque et l'écran, j'ai donc retenté un réglage du plateau mais avec un jeu légèrement plus important entre le plateau et le papier de calibration. J'ai retenté une impression et cette fois pas de problème, pas de bruit qui donne l'impression que ma machine va s'auto-détruire... Par contre, l'impression est restée collée au FEP... J'avais déjà imprimé de très nombreuses fois ce modèle sans problème de ce genre. J'ai lu qu'il était probable que ça soit dû au FEP trop tendu sur la cuve. J'ai testé avec Spectroid, il y 280 hz, ce qui semble tout à fait correct et j'ai bien monté mon FEP avec l'astuce qui consiste à mettre un objet sur le plan de travail pour détendre le FEP. Je ne comprends donc pas d'où peut venir le problème -
Elegoo Saturn S - Protection écran - FEP - Bruit d'écrasement
macmun a posté un sujet dans Les imprimantes 3D SLA
Bonjour, De la résine a malheureusement fui et séché sur la protection de l'écran fourni avec la machine. Il me semble avoir lu qu'on pouvait remplacer cette protection par un film FEP. Chose que j'ai faite (à savoir que je n'ai pas fait de découpe, j'ai juste "posé" le FEP sur l'écran et scotché sur l'imprimante, tout en faisant des trous pour la cuve). J'ai évidemment également changé le FEP de la cuve (j'ai d'ailleurs du mal à savoir si le FEP est trop tendu ou non). J'ai redéfini le z de la machine avec papier de calibration (à savoir que j'ai également une plaque aimantée sur la plaque de base). Et quand je lance une impression, quand la plaque arrive dans la cuve et s'enfonce, il y a un bruit d'écrasement, avec une impression que la plaque s'enfonce dans le FEP... évidemment, j'arrête tout de suite ! Le FEP n'a pas l'air de s'être déformé/troué mais sûrement parce que j'ai arrêté en urgence. Qqn aurait une solution ? Merci d'avance. -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
Merci pour vos réponses même si je n'arrive toujours pas à comprendre vos explications par rapport à mon problème. J'ai testé d'augmenter la distance de levage, sans succès. Je suis en vacances cette semaine, je reviendrai donc avec d'autres tests dès ce weekend N'hésitez pas si vous avez d'autres idées. -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
Qu'est ce que je mets comme chiffres ? -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
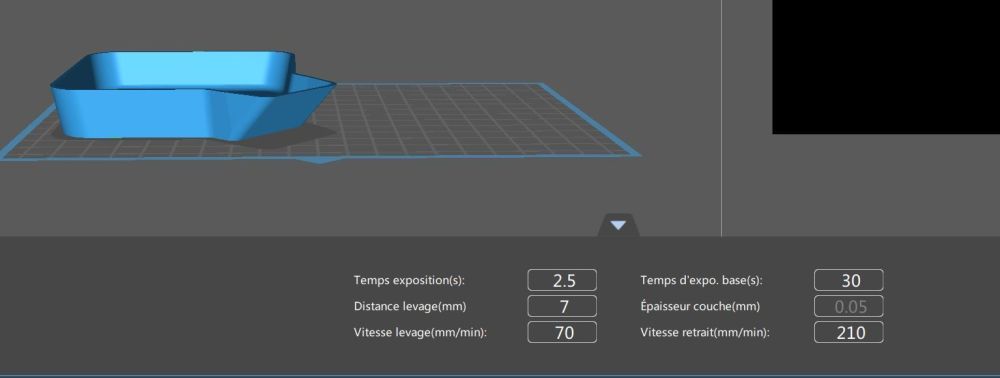
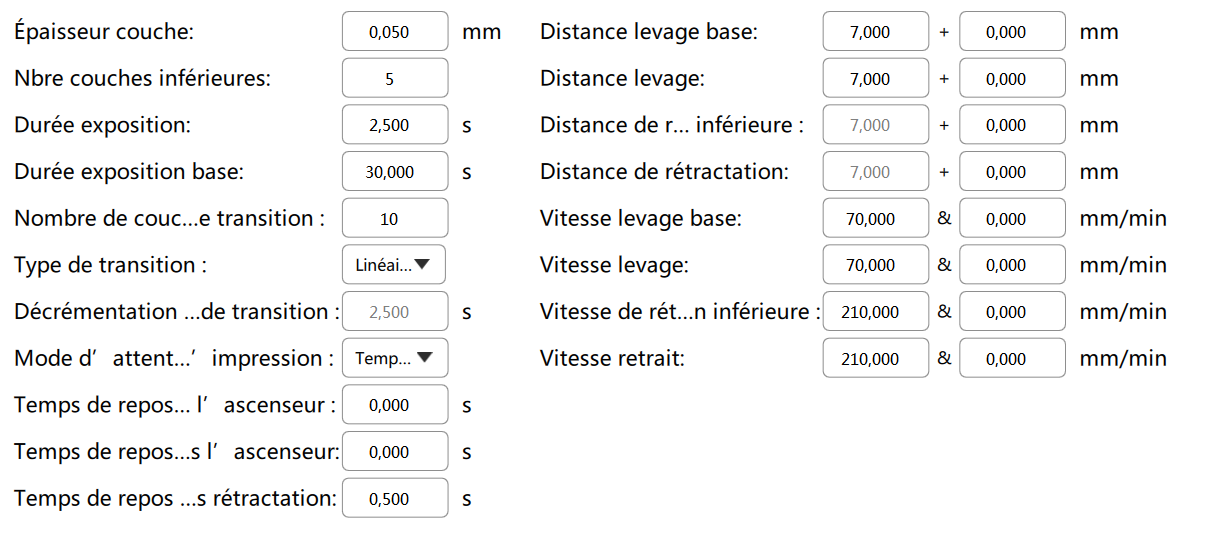
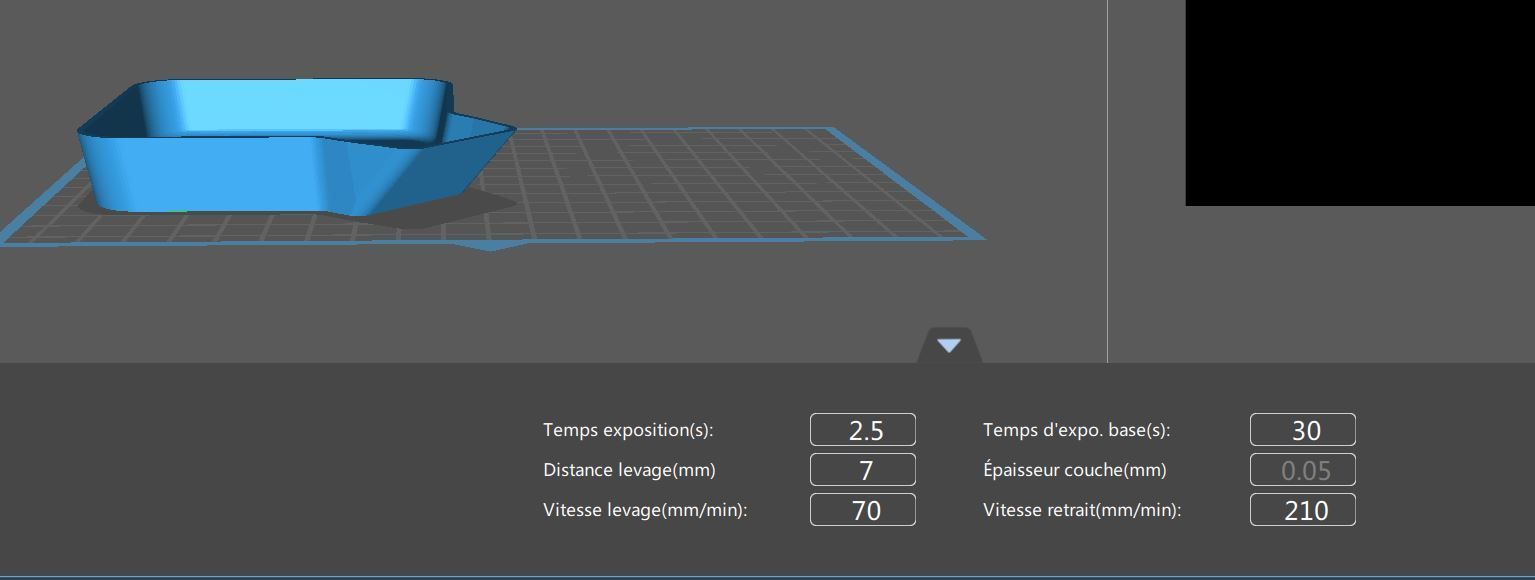
Je n'ai pas très bien compris ce que je devais faire par rapport au processus de polymérisation mais je veux bien tenter "remonter au dessus du bac". Pour être sûr que je ne me trompe pas tu pourrais me dire quel(s) paramètre(s) je dois changer (cf pj) ? Merci !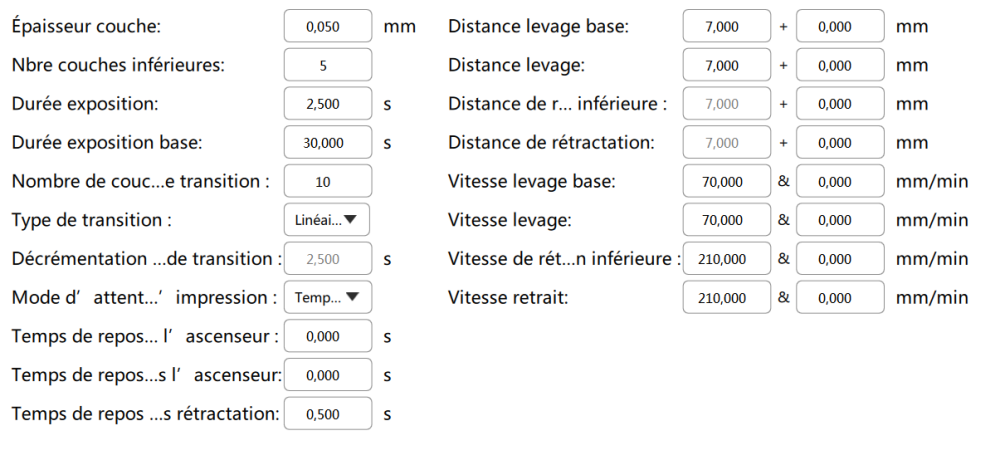
-
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
Merci pour ta réponse. Je pense que le problème apparaîtra quand même sur le 1er cm (ça sera juste pas dans le même sens) mais je vais lancer la machine cette nuit. -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
_ELEGOO_SATURN_S_Profile_profile.cfg J'ai mis deux trous sur la base (qui je le rappelle est imprimée directement sur la plaque), alors je ne vois pas trop ce que ça peut faire mais bon je ne vois ou les mettre ailleurs puisque la pièce n'est pas évidée et que le problème est sur la base. Pour le réglage de la puissance, j'ai sûrement laissé par défaut, je ne vois pas ce paramètre dans les réglages. J'ai mis en PJ mon profil chitubox -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun en réponse au topic de macmun dans Les imprimantes 3D SLA
Merci pour ta réponse. Je suis pas doué en anglais donc je vais essayer de déchiffrer tout ça. Après ce qui m'étonne, c'est que c'est toujours sur le 1er centimètre que l'impression déconne, pour tout le reste c'est nickel... Réorienter, quand j'imprime sur la plaque directement, ce n'est pas possible. Et j'ai tenté différentes orientations quand c'est sur support. Et que ça soit sur support ou directement sur la plaque, c'est toujours pile le 1er cm qui n'est pas bon. Ce serait des problèmes de succion, le défaut ne serait pas exactement le même à chaque fois non ? J'ai refait une impression de deux récipients directement sur la plaque. Une avec et une sans trou. J'ai également modifié le "temps de repos après extraction" de 0.5 s à 4 s. Le défaut d'impression est toujours là mais uniquement sur 2 mm et pas sur 1 cm. Aucune différence entre celui troué et celui non troué. Je relance une impression en augmentant un peu encore le temps de repos après extraction. -
Problème d'impression - Elegoo Saturn S - Résine lavable à l'eau
macmun a posté un sujet dans Les imprimantes 3D SLA
Bonjour, J'ai une Saturn S depuis peu et j'ai un gros problème d'impression notamment pour les inserts/récipients (voir photos). Le 1er cm s'imprime très mal. On le voit plus clairement sur la photo en rouge (tjs résine grise, mais peinture aéro) ou le récipient a été imprimé directement sans support. Avec impression avec support on voit toujours apparaître le problème mais en biais (puisque récipient en hauteur et incliné). J'ai respecté les recommandations d'Elegoo concernant les temps d'exposition par rapport à ma résine lavable à l'eau (ceramic grey). Je viens juste de débuter l'impression 3D, je ne vois pas du tout d'où ce problème peut venir. Qqn aurait une idée ? Merci ! Game_Tray_Large_V2.stl A savoir que j'ai d'abord fait l'impression avec une durée d'exposition de base de 60 sec et durée exposition 8 sec et que le résultat est le même qu'avec les nouveaux paramètres.