kiteloop31
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Récompenses de kiteloop31
")





-
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Impression terminée nickel ! Il y avait bien un problème avec la carte mère d'origine... J'ai poussé la buse à 255°C et mis le flow à 105% et plus de délamination. J'utilise les pièces que j'imprime pour des appareils que je vends et je suis très très à la bourre avec tous ces problèmes mes clients s'impatientent donc je préfère dépenser 60 euros pour régler le problème rapidement que d'attendre le retour du SAV ^^ En tout cas merci à tous et à bientôt pour la prochaine merde ! -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Bon du coup j'ai commandé et reçu une 4.2.7, sacrée merde pour l'installer ils ont mis de la colle sur tous les connecteurs !! Je viens de faire un essai rapide ça a l'air de fonctionner, je vais lancer une impression demain soir pour voir si ça tient la route... Au passage réaction rapide du SAV 3Djake qui m'a demandé de leur faire une vidéo pour voir le problème avant un éventuel échange standard, mais je n'ai pas le temps et pour 60 balles la carte mère je vais pas me faire chi... -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
J'ai tenté le M90 sans succès.... J'ai commandé une nouvelle carte mère... -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Bonjour, Je vais essayer ça demain... J'ai essayé avec creality slicer à la place de Cura même problème. Concrètement avant que ça merde j'ai lancé une impression et la bobine c'est bloquée au milieu de la nuit, le fil a cassé juste à l'entrée de l'extrudeur. J'ai du démonter la tête d'impression donc je l'ai sortie de la courroie, j'ai tout remonté ensuite comme au montage initial de l'imprimante. -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Bon j'ai essayé ce matin avec la carte SD d'origine, même avec les fichiers gcode (le petit chien) fournis par le constructeur ça fait pareil.... -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Ça me saoul tellement que je suis à deux doigts de commander une nouvelle carte effectivement ^^ J'ai essayé plusieurs cartes sd mais elles sont toutes plus grosses que celle d'origine de 8G qui merdait.... Il n'y a pas de problème avec les contrôleurs des moteurs etc ... Quand j'envoie des commandes gcode manuellement pour déplacer la tête d'impression ça fonctionne parfaitement. -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Oui, j'ai essayé ça ne change rien. J'ai changé de slicer en revenant sur le creality. J'ai changé de firmware idem... Pas de soucis mécanique non plus, j'arrive à déplacer la tête d'impression avec l'écran, les valeurs de déplacement sont correctes. Le fichier gcode me paraît bien, j'ai l'impression que c'est l'imprimante qui l'interprète mal. -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Tout le monde est parti ? ça fait 3 jours que j'ai tout essayé et j'ai toujours le même problème... HELP !!! -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
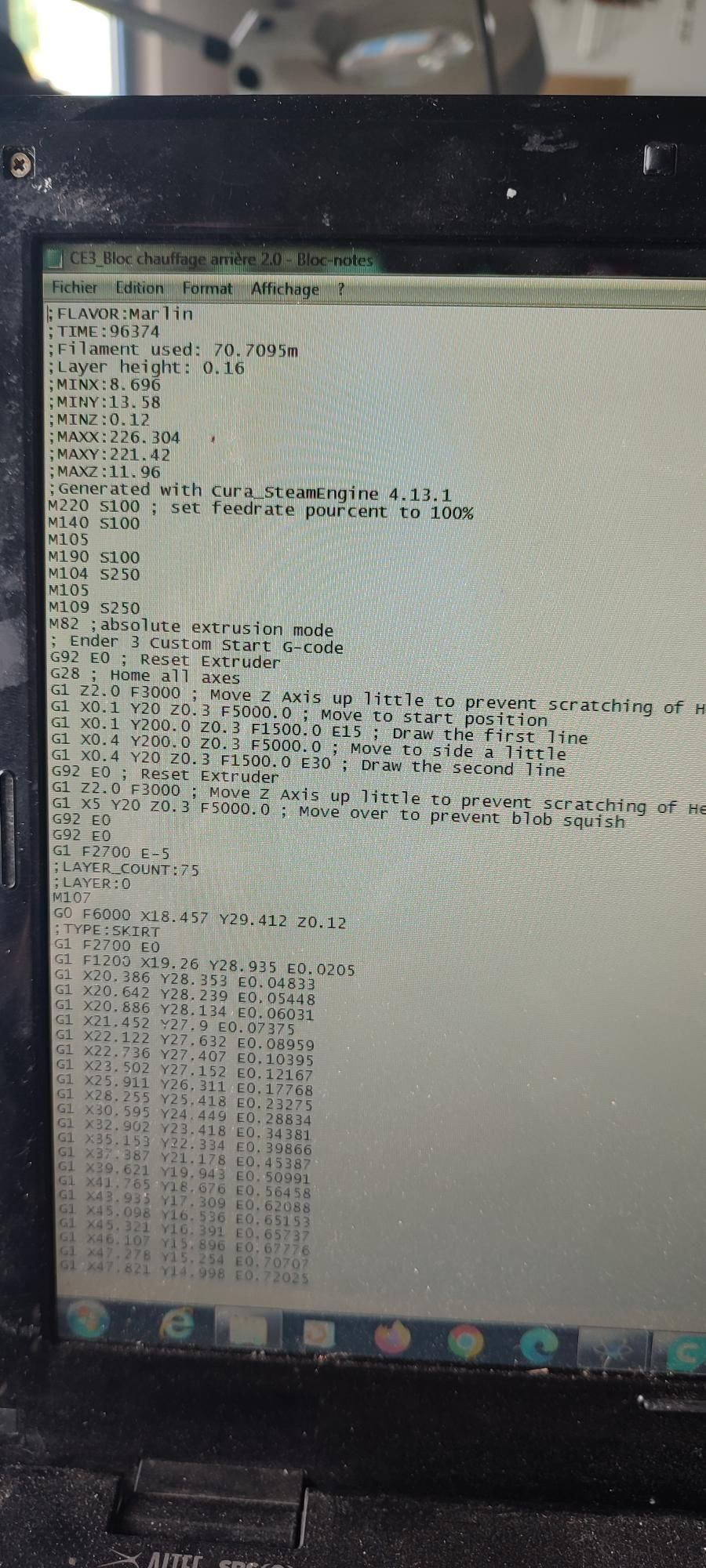
Pour reprendre depuis le début j'ai lancé une impression de 24h en fin d'aprem hier et quand j'ai regardé ce matin ça avait imprimé la moitié et le fil avait cassé donc la tête se déplaçait dans le vide en poursuivant l'impression... J'ai arrêté la machine et démonté le tube de l'extrudeur côté tête d'impression pour retirer le fil. J'ai tout remonté et j'ai juste modifié le paramètre Flow dans CURA (110%) pour voir si ça collait un peu plus mes couches latérales. J'ai lancé le slicer chargé le fichier sur la carte sd et relancé une impression, c'est là que ça a commencé à merder... j'ai essayé un fichier d'une pièce plus petite que j'avais déjà imprimé et il a fait les premières lignes au bon endroit, j'ai essayé avec un autre fichier déjà imprimé et là ça merdait. J'ai comparé les fichiers gcode tout le début est identique je ne vois pas de différence. J'ai relancé CURA re slicé ma pièce toujours pareil... J'essaye de re slicer ma pièce pus petite pour voir si il la prend... Bon concrètement avec cette pièce il commence bien l'impression des lignes de test en x=0 juste après le home : ;FLAVOR:Marlin ;TIME:81368 ;Filament used: 51.8881m ;Layer height: 0.16 ;MINX:59 ;MINY:50.524 ;MINZ:0.12 ;MAXX:176 ;MAXY:184.476 ;MAXZ:70.04 ;Generated with Cura_SteamEngine 4.13.1 M140 S100 M105 M190 S100 M104 S250 M105 M109 S250 M82 ;absolute extrusion mode ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Et avec celle là la tête part au bout de l'axe x juste après le Home : ;FLAVOR:Marlin ;TIME:92241 ;Filament used: 71.2793m ;Layer height: 0.16 ;MINX:8.974 ;MINY:26.649 ;MINZ:0.12 ;MAXX:226.026 ;MAXY:208.351 ;MAXZ:11.96 ;Generated with Cura_SteamEngine 4.13.1 M220 S100 ; set feedrate pourcent to 100% M140 S100 M105 M190 S100 M104 S240 M105 M109 S240 M82 ;absolute extrusion mode ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish G92 E0 G92 E0 G1 F2700 E-5 -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Oui après un home il affiche bien zéro partout et quand je le déplace via l'écran les distances correspondent. J'ai vérifié les step/mm c'est à 80 en x et en y ce qui est bien la valeur par défaut. Il n'y a pas un moyen de remettre l'imprimante en config usine ? -
Ender 3V2 qui commence l'impression en butée d'axe x...
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Ah mon sauveur de la dernière fois Le capteur n'est pas bloqué, d'ailleurs quand je fais un auto home la tête d'impression vient bien s'arrêter sur le capteur... Il n'y a qu'un seul capteur pour la position 0 mais à l'autre bout il n'y a pas de capteur, j'imagine que la machine compte juste le nombre de pas réalisés par les moteurs pour savoir où se trouve la tête. Ce qui est bizarre c'est que dans le gcode il lui dit bien de positionner la tête en x=0.; y=20; z=0.3 pour les deux premières lignes alors que la tête se barre à l'autre bout de l'axe x... (pardon pour la photo dégueu...) Quand je lance l'impression, il fait bien la mise à zéro sur les trois axes en venant toucher les capteurs et ensuite la tête barre à droite et commence à imprimer toute la pièce en bout d'axe x juste en faisant des allers retours sur l'axe z !
-
Hello ! Tout allait bien sur mes impressions ABS, j'ai acheté une grosse bobine de fil de 2.5kg que j'ai monté direct sur le support prévu à cet effet... Mauvaise idée la bobine est trop lourde le fil a cassé j'ai du démonter le tube de l'extrudeur pour extraire le fil restant. Jusque la rien d'extraordinaire, je remonte le tout et je relance une impression et là problème : Normalement l'imprimante fait deux lignes en x=0 avant d'attaquer l'impression et là elle me les fait à l'autre bout du plateau (x=220) et ensuite la tête se déplace sur l'axe y en imprimant en restant bloquée en butée d'axe x, comme si elle avait pris comme référence X0=220 ^^ Pourtant le fichier gcode me semble correct, j'ai essayer d'imprimer d'autres fichiers qui fonctionnaient auparavant et idem. Quand je fais un auto home elle revient en butée sur les interrupteurs comme il faut. J'ai formaté ma carte SD et rechargé le firmware dans le doute mais rien n'y fait...
-
Mon extrudeur joue les speedy gonzalès en dépit des réglages CURA ^^
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Ok merci du conseil, je suis remonté à 250° c'est encore un peu limite je vais tenter un peu plus haut... -
Mon extrudeur joue les speedy gonzalès en dépit des réglages CURA ^^
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Salut, oui j'utilise un caisson, la température ambiante est entre 40 et 45°C. Malgré ça j'arrive à décoller les couches (verticales) en forçant avec le doigt, je pense que c'est dû à la taille de la pièce (le périmètre fait 200x160mm), quand j'imprime des pièces plus petites ça ne se décolle pas... Bon sinon j'ai un nouveau problème l'imprimante fait n'importe quoi au début et je ne comprends pas d'où ça vient : Normalement elle fait deux lignes en x=0 avant d'attaquer l'impression et là elle me les fait à l'autre bout du plateau (x=220) et ensuite la tête se déplace sur l'axe y en imprimant en restant bloquée en butée d'axe x, comme si elle avait pris comme référence X0=220 ^^ Pourtant le fichier gcode me semble correct, j'ai essayer d'imprimer d'autres fichiers qui fonctionnaient auparavant et idem. Quand je fais un auto home elle revient en butée sur les interrupteurs comme il faut... -
Mon extrudeur joue les speedy gonzalès en dépit des réglages CURA ^^
kiteloop31 en réponse au topic de kiteloop31 dans Discussion sur les imprimantes 3D
Voila après 25h d'impression ça va déjà beaucoup mieux ¨¨ Merci PPAC !! J'avais repassé la température de la tête à 240°C et les vitesses à 70/35mm/s mais quand je gratte avec le doigt sur les bords ça a tendance à se délaminer légèrement, rien de bien méchant si on insiste pas trop mais je vais peut être remonter la tempé à 250°C et redescendre les vitesses à 60/30mm/s ?