



Guiz
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de Guiz
")





-
cura Paramètres Dagoma pour Cura 2.3
Guiz en réponse au topic de DelFr dans Paramétrer et contrôler son imprimante 3D
Même avec un remplissage à 100% je suis pas sur que ça marche et puis le problème avec le remplissage à 100℅ c'est que tout le reste de la pièce est aussi rempli et ça c'est pas forcément souhaitable si la pièce est vraiment grosse. Cura 2.3 ne rempli pas le petit vide entre les deux murs (rouge) de l'epaulement sur les dernières couches. (Comme pour refermé la pièce) C'est un bug. Il n'est pas capable de combler les vides quand la distance entre deux murs est trop petite. (J'ai pris l'exemple du jeton dagoma mais ça met arrivé avec plein d'autres pièces) Pour le contourner on peut jouer sur l'épaisseur des murs comme tu l'as dit plus haut ou utiliser Cura 2.4 qui force le remplissage sur les dernières couches. Au passage j'ai testé tes config avec la version 2.4 sans problème pour le moment. J'ai juste un souci avec la vitesse de la première couche. Là je pense qu'il y a une inversion entre Bottom layer speed et initial layer speed. (Chronométré entre Cura et Cura by dagoma) J'ai également ajouté un UID au matériau Autre PLA afin de pouvoir le dupliquer et créer de nouvelles configs. Comment contribuer à l'amélioration ? Tu préfères que je fasse une pull request sur git ou que je post les modifs sur ce sujet ? Envoyé de mon SM-A520F en utilisant Tapatalk -
cura Paramètres Dagoma pour Cura 2.3
Guiz en réponse au topic de DelFr dans Paramétrer et contrôler son imprimante 3D
Même avec un remplissage à 100% je suis pas sur que ça marche et puis le problème avec le remplissage à 100℅ c'est que tout le reste de la pièce est aussi rempli et ça c'est pas forcément souhaitable si la pièce est vraiment grosse. Cura 2.3 ne rempli pas le petit vide entre les deux murs (rouge) de l'epaulement sur les dernières couches. (Comme pour refermé la pièce) C'est un bug. Il n'est pas capable de combler les vides quand la distance entre deux murs est trop petite. (J'ai pris l'exemple du jeton dagoma mais ça met arrivé avec plein d'autres pièces) Pour le contourner on peut jouer sur l'épaisseur des murs comme tu l'as dit plus haut ou utiliser Cura 2.4 qui force le remplissage sur les dernières couches. Au passage j'ai testé tes config avec la version 2.4 sans problème pour le moment. J'ai juste un souci avec la vitesse de la première couche. Là je pense qu'il y a une inversion entre Bottom layer speed et initial layer speed. (Chronométré entre Cura et Cura by dagoma) J'ai également ajouté un UID au matériau Autre PLA afin de pouvoir le dupliquer et créer de nouvelles configs. Comment contribuer à l'amélioration ? Tu préfères que je fasse une pull request sur git ou que je post les modifs sur ce sujet ? Envoyé de mon SM-A520F en utilisant Tapatalk -
cura Paramètres Dagoma pour Cura 2.3
Guiz en réponse au topic de DelFr dans Paramétrer et contrôler son imprimante 3D
Même avec un remplissage à 100% je suis pas sur que ça marche et puis le problème avec le remplissage à 100℅ c'est que tout le reste de la pièce est aussi rempli et ça c'est pas forcément souhaitable si la pièce est vraiment grosse. Cura 2.3 ne rempli pas le petit vide entre les deux murs (rouge) de l'epaulement sur les dernières couches. (Comme pour refermé la pièce) C'est un bug. Il n'est pas capable de combler les vides quand la distance entre deux murs est trop petite. (J'ai pris l'exemple du jeton dagoma mais ça met arrivé avec plein d'autres pièces) Pour le contourner on peut jouer sur l'épaisseur des murs comme tu l'as dit plus haut ou utiliser Cura 2.4 qui force le remplissage sur les dernières couches. Au passage j'ai testé tes config avec la version 2.4 sans problème pour le moment. J'ai juste un souci avec la vitesse de la première couche. Là je pense qu'il y a une inversion entre Bottom layer speed et initial layer speed. (Chronométré entre Cura et Cura by dagoma) J'ai également ajouté un UID au matériau Autre PLA afin de pouvoir le dupliquer et créer de nouvelles configs. Comment contribuer à l'amélioration ? Tu préfères que je fasse une pull request sur git ou que je post les modifs sur ce sujet ? Envoyé de mon SM-A520F en utilisant Tapatalk -
cura Paramètres Dagoma pour Cura 2.3
Guiz en réponse au topic de DelFr dans Paramétrer et contrôler son imprimante 3D
J'ai pris le temps de vérifier dans la version 2.4.0 de cura Il y a l'option.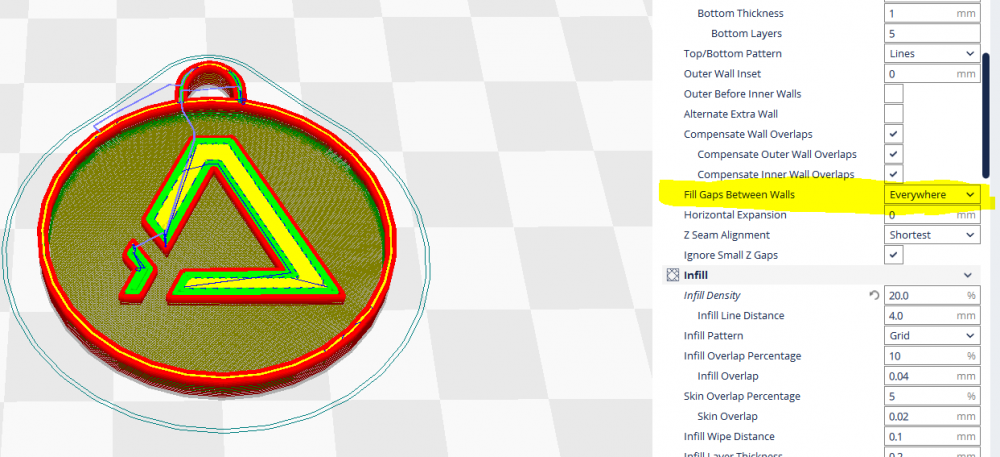
-
cura Paramètres Dagoma pour Cura 2.3
Guiz en réponse au topic de DelFr dans Paramétrer et contrôler son imprimante 3D
Salut Cordox, J'ai le même soucis. J'ai cru comprendre que c'est un bug de Cura 2.3 et que ce sera corrigé dans la 2.4 avec une option pour forcer le remplissage. Je n'ai pas eu le temps de tester avec une version en cour de développement. Guiz Envoyé de mon SM-A520F en utilisant Tapatalk -
Salut Erick, Pour modifié le firmware tu n'as pas besoin de dagomapp. Voilà les étapes en gros. 1) Tu download le firmware pour ta machine sur https://dist.dagoma.fr 2) Tu download l'IDE Arduino pour modifier le firmware. 3) Tu flash ta machine par l'USB avec l'IDE Arduino. 4) Re règle le Z offset avec l'outil de ton choix. Je crois qu'il y a des tuto sur le forum concernant le flash avec l'IDE Arduino. Guiz. Envoyé de mon LG-D802 en utilisant Tapatalk
-
Salut, J'ai eu un problème similaire. Vérifie le serrage du pignon d'entrainement sur le moteur Y. C'est une petite vis hexagonal dans l'axe du pignon. Quand elle est désséré, le plateau à un jeu de 2-3 mm. Envoyé de mon LG-D802 en utilisant Tapatalk
-
Merci ! Chez moi la buse et légèrement décalé vers la droite de quelques mm par rapport au centre de la tête.Le palpeur inductif dépasse de quelques mm à gauche et le vérrou élargit encore la tête de quelques mm. D'ou le X_MIN_POS = 15 mm Sur l'axe Y la buse est plus en arrière qu'avec la tête d'origine. Quand la butée du plateau touche le switch la buse est dans le vide donc pour compenser Y_MIN_POS = 15 mm et MANUAL_Y_HOME_POS = 220 mm Avec cette config pas de risque de forcer quand le x est au max, ça s’arrête avant. Et pas de risque d'imprimer en dehors du plateau sur l'axe Y.
-
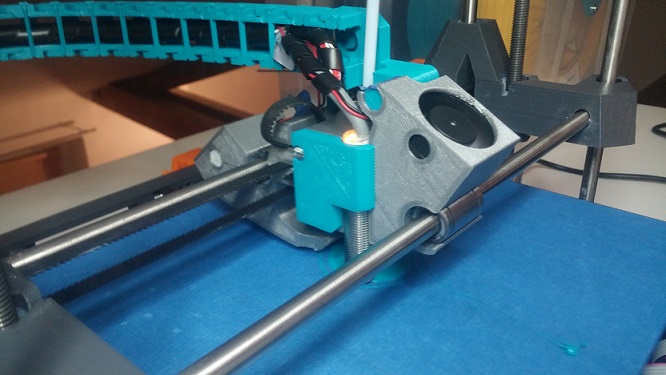
Salut à tous, J'ai imprimé la tête de dragon-shark pour ma DE200 (ma première customisation). La qualité de l'impression est vraiment amélioré surtout sur les petites pièces et/ou les portes à faux. J'ai tout de même eu quelques petits soucis à cause de la différence de taille avec la tête d'origine. Pour ceux qui voudrait se lancer avec une DE200 voilà ce que j'ai fait. 1) La tête n'appuis plus sur le switch de l'axe X, donc j'ai modifier le verrou du palpeur réalisé par gilly afin que celui-ci appuis sur le switch. le fichier est disponible sur thingiverse http://www.thingiverse.com/thing:2095364/#files Voila le résultat : 2) Comme pour logboun ça n'imprimait plus au centre du plateau malgré la modification de la position du palpeur. Pour contourner ce problème j'ai modifier le positionnement en X et Y ainsi que les valeur d'origine dans le fichier configuration.h de Marlin. ligne 498 // Travel limits after homing (units are in mm) #define X_MIN_POS 15 #define Y_MIN_POS 15 #define Z_MIN_POS 0 #define X_MAX_POS 205 #define Y_MAX_POS 205 #define Z_MAX_POS 205 ligne 653 // The position of the homing switches #define MANUAL_HOME_POSITIONS // If defined, MANUAL_*_HOME_POS below will be used //#define BED_CENTER_AT_0_0 // If defined, the center of the bed is at (X=0, Y=0) // Manual homing switch locations: // For deltabots this means top and center of the Cartesian print volume. #if ENABLED(MANUAL_HOME_POSITIONS) #define MANUAL_X_HOME_POS 15 #define MANUAL_Y_HOME_POS 220 #define MANUAL_Z_HOME_POS 0 //#define MANUAL_Z_HOME_POS 402 // For delta: Distance between nozzle and print surface after homing. #endif Bonne soirée.
-
Salut à tous, Heureux détenteur d'une DE200 depuis décembre, j'ai découvert votre forum en tombant sur le post de dragon-shark concernant l'amélioration de la tête d’impression. Ce forum est une vrai mine d'or et je voudrai partager avec vous sur mes réalisations. Merci à tous pour les partages. Guiz

