Joniwan
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de Joniwan
")



-

Quelques questions et techniques !
Joniwan en réponse au topic de Joniwan dans Entraide : Questions/Réponses sur l'impression 3D
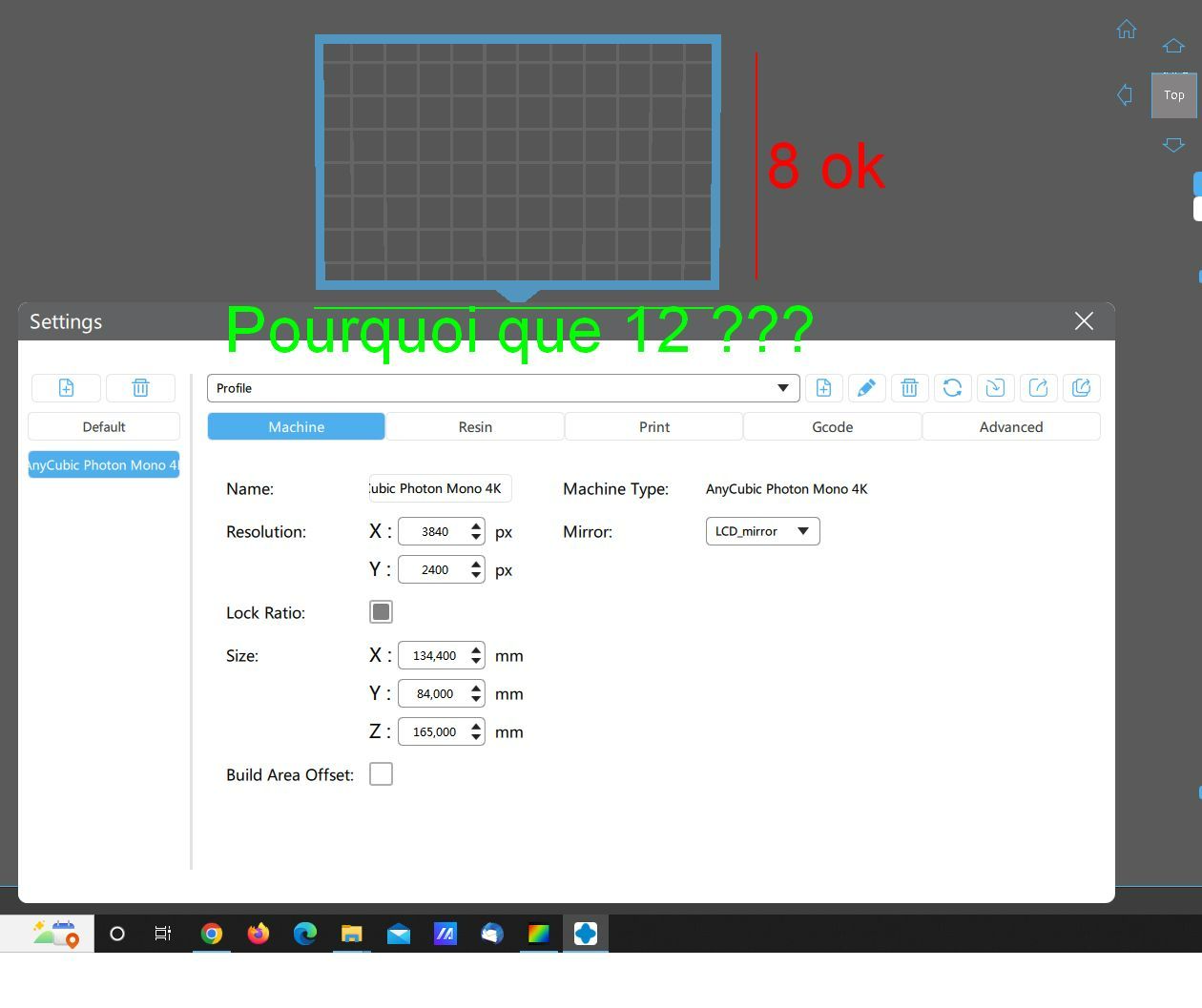
Quelques avancées qui pourraient servir à d'autres. Concernant tous les points sur le FEP : Je l'ai finalement changé (il avait pris un gros pet) et depuis je les abime beaucoup moins car j'aui bien progréssé en "préparation d'impression" pour savoir comment positionner mes pièces et obtenir un compremis entre : - belles surfaces d'impression partout - pas de cavités qui créent des effets ventouse qui abiment le FEP. J'ai d'ailleurs un dilemme sur une figurine : l'imprimer tête en bas pour tout se passe bien au niveau impression, mais avec des supports moches à ponçer sur le devant de la fig, ou l'imprimer dans l'autre l'autre sens avec les supports dans le dos, mais imprimer bien 500 couches ou les jambes vont venir en premier, et créer deux cavités ventouses sur le FEP... La sécurité de la machine pour une impression pourrie ou une belle impression qui nique ton FEP ? 7) J'ai lu que la résine clear avait moins de pigments bloquants, je pense donc que le coup des supports fusionnés, c'est du aux 100% de puissance UV réglés sur ma machine à l'époque. La lumière traverse et fait fusionner les tiges de support ! 6) Si quelqu'un à une idée pour ça... Il me manque toujours 1,5cm de plateau sur la droite mon imprimante alors qu'ils sont configurés dans chitubox... Le menu affiche 13,5 cm, mais sur le plateau, je n'ai que 12 cases de large... Pourquoi ???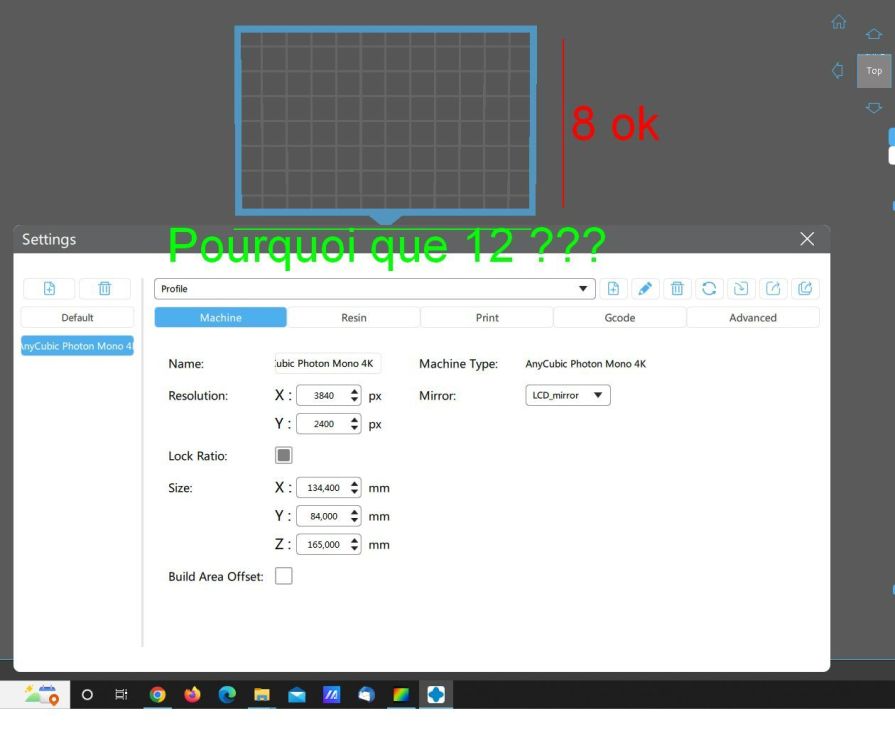
-
Résine qui colle au FEP
Joniwan en réponse au topic de Eve dans Entraide : Questions/Réponses sur l'impression 3D
J'ai pas mal baroudé sur le net cette semaine à la recherche de cette info. Quelle puissance UV pour quelle résine ? Je n'ai trouvé aucun datasheet contenant des informations claires... J'ai de la résine elegoo et une machine anycibic et aucun des deux constructeurs ne mentionne la puissance de l'UV dans leurs paramètres. Ma machine était à 100% de base, et dans la notice, ils ne disent pas grand chose... Je n'ai trouvé qu'une vidéo ou ils conseillent des vieilles valeurs approximatives. Mais oui, moins de 50% pour la clear. Je crois qu'il n'y a aucune loi claire sur la puissance de L'UV. Juste le recommandé qu'on trouve assez difficilement comme info officielle. Pour mes test, j'ai donc arbitrairement choisi le 75% pour les impressions en gris washable, et je ferais du 45% pour le clear, en adaptant mes temps d'exposition en fonction des résultats des cônes de calibration. Je ferais la même démarche sur la clear avec 45% puis cône de calibration, et j'ai envie de dire que cette procédure, il faut presque la refaire à chaque nouvelle bouteille de résine, même de la même couleur, pour compenser les probables différences de "recette chez le fabriquant" et l'usure de la machine... J'ai bon ? -
ma résine ne colle pas au plateau
Joniwan en réponse au topic de doomix dans Entraide : Questions/Réponses sur l'impression 3D
Bon j'ai un peu cogité sur cette affaire. Ce qui me chagrine le plus c'est cet espèce de film plastique rectangulaire sur la pièce au fond du bac, de la même couleur que la résine, et voici mon analyse du phénomène. Doomix, je pense que quand tu prépare ton impression, tu le fais dans une pièce exposée aux rayons du soleil, et tu ne mets pas le capot anti UV sur le bac a résine en permanence. Y'a un moment ou tu dois laisser le bac de résine à proximité d'une source d'UV. Du coup, en étant exposée au soleil, la résine du haut de ton bac commence à solidifier et crée une fine couche plastique de résine durcie. Cette fine couche sous forme de film plastique vient se caler entre ton impression et ton plateau. ça fonctionne un peu, mais au bout de quelques temps l'effet ventouse est trop fort et a cause du film plastique ça reste collé au fond. Faudrait que tu tente à nouveau dans une pièce sombre et en protégeant bien ta résine quand elle est dans le bac des rayons UV. ET faut bien filtrer ta résine pour éliminer les bouts déjà polymérisés. Est ce que c'est ça ? -
Résine qui colle au FEP
Joniwan en réponse au topic de Eve dans Entraide : Questions/Réponses sur l'impression 3D
J'en profite pour poser une question :3 Je pense avoir capté l'histoire des temps d'exposition / épaisseur de couche. A tester avec le cône de calibration. Mais à quoi ça sert de régler la puissance de l'UV ? Je laisse toujours à 100% ce truc haha -
ma résine ne colle pas au plateau
Joniwan en réponse au topic de doomix dans Entraide : Questions/Réponses sur l'impression 3D
Je refais le niveau à chaque print... Je pars du principe que quand tu dévisses le plateau pour enlever tes impressions à la spatule, tu peux : - faire bouger le réglage des vis entre la base et le plateau en forçant pour décoller. - Décaler un minimum tout le plateau entier quand tu le revisses sur l'axe Z de la machine : Elegoo ou Anycibic, c'est fixé avec une seule vis, et cette vis, elle peut faire pivoter, décaler, pencher... Selon la façon dont tu tiens le plateau quand tu le réaccroche. ça fait deux incertitudes de trop à mon avis ! Avant je faisais le niveau dans la cuve. Maintenant j'ai appris à être plus patient. Si j'ai eu un print parfait, je pose le bac sur le côté, je le recouvre avec le capot anti UV de la machine, et je fais ma vaisselle du plateau uniquement. Si j'ai eu un fail ou que je veux changer de résine là nettoyage intégral. -
Je sais pas si ça se fait ou pas de répondre aux messages de présentation ici. ça fait longtemps que j'ai pratiqué sur un forum. Dans le doute : Merci
-
Quelques questions et techniques !
Joniwan en réponse au topic de Joniwan dans Entraide : Questions/Réponses sur l'impression 3D
Merci PPAC pour tes réponses 2) Je vais faire le coup des cônes magiques. J'ai DL le fichier il y a une semaine mais j'avais oublié. Merci 3) Il y a une protection d'écran, et une en RAB livrée avec la machine ! J'ai même lu le TIPS qui consiste à utiliser du scotch d'electricien et un FEP pour faire la protection d'écran ! J'avais pas de FEP de remplacement à cette époque et on va dire que j'ai découvert comme ça que ça se changeait 4) Je vais voir si y'a pas moyen de créer les cadres de FEP soi même, les imprimer sur une filaire en matériau préçis. Mais c'est pas pour aujourd'hui j'ai 10.000 projets en cours 5) Comment tu sais si un défaut d'impression est critique ? Genre s'il y a un gros bout de pièce à cet endroit là ? J'ai envie de continuer avec ce FEP qui n'a même pas 10 impressions... Sur la MARS 3, quand j'ai eu ce souci de FEP, j'en étais à ma 3e bouteille de 1Kg... Alors que j'utilisais la machine comme un sagouin et au pif c'est un miracle que je ne l'aie pas cassée haha ! D'autres avis sur les photos des trous ? 6) regarde bien je ne parle pas de la bordure bleue... EN largeur, je n'ai que 12 carrés au lieu de 13,5 pourtant Chitu semble être bien configuré... J'ai loupé un truc ? 7) J'ai tout jeté à la poubelle Mais entre temps, j'ai cogité à ce problème. Les 2-3 fois ou ça m'est arrivé, c'était toujours avec de la clear, ou clear blue.... Je vais faire un TEST. Espacer plus les supports sous une surface plane penchée, et les resserrer sous une surface plane parallèle au plateau. Dans le même print, je vais sacrifier une pièce. En ait je vais essayer de recréer le défaut pour voir si c'est vraiment la transparence de la résine qui fait ça... Même fichier code avec une autre résine opaque, pas de soucis. (fais chier le 8 parenthèse haha) Oh, merci, je vais me rencarder là dessus. Si ça marche ou pas je dirais -
ma résine ne colle pas au plateau
Joniwan en réponse au topic de doomix dans Entraide : Questions/Réponses sur l'impression 3D
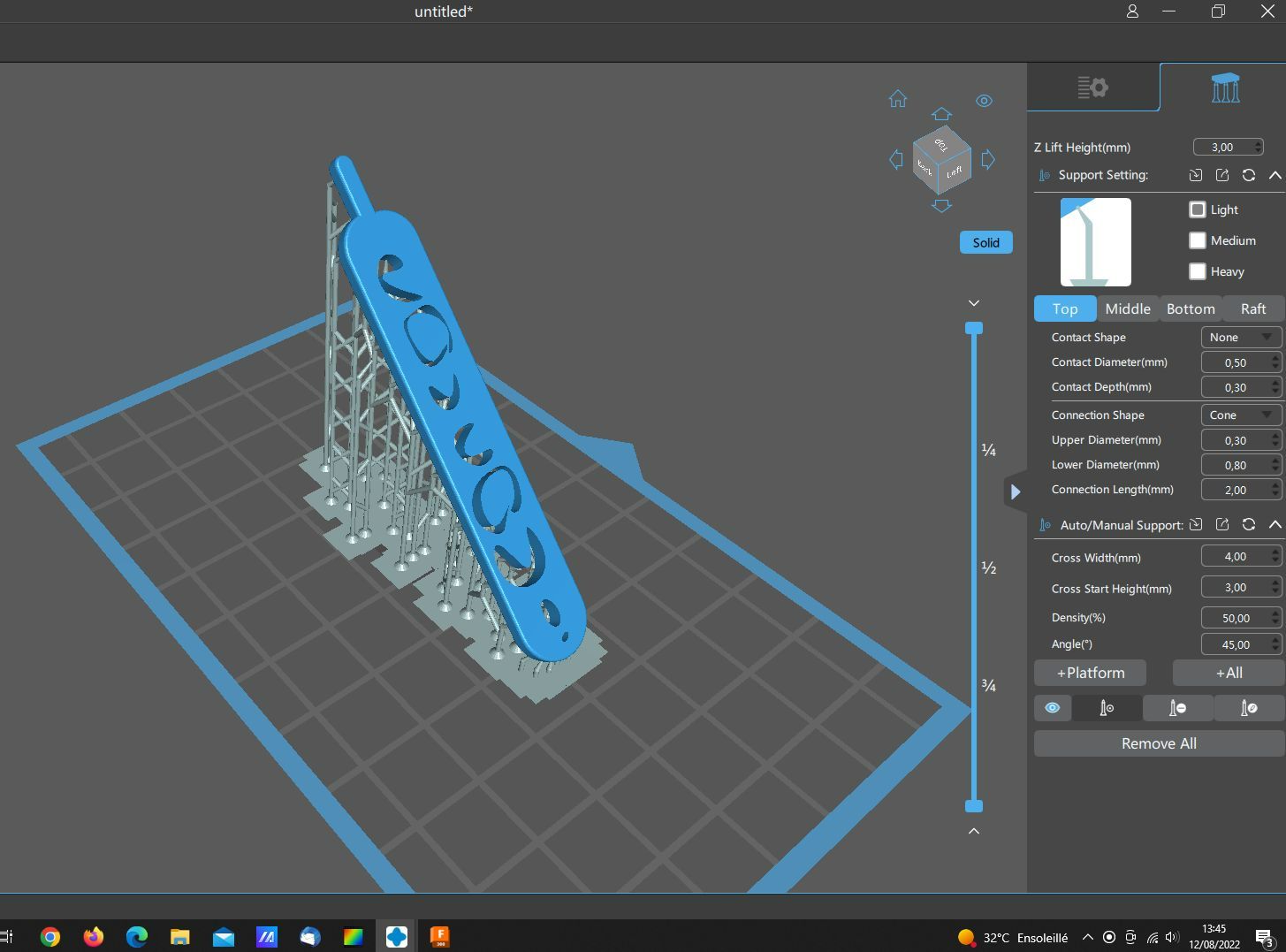
Hello, de ce que tu racontes / dit : - Je ne commenterai pas les paramètres d'impression je ne suis pas assez calé. Mais tes premières couches doivent êtres plus longues. Chez moi avec une MONO 4K qui est censée être puissante, je reste à 60s les 6 premières couches... - Par contre, ta pièce à plat, c'est pas bon : Plus la surface d'une couche est grande plus elle a de chances de pas coller au plateau. Essaye de la pencher pour que la "pression de ventouse de retrait" (probablement pas le bon terme) sur le FEP soit moins importante. Genre comme ça : Là, à part sur les premières couches ou c'est le radeau qui va accrocher le plateau, ta pièce, elle s'imprime section par section et ça se décolle plus facilement du bac. J'ai juste mis 45° et les supports light auto de Chitu : Par contre, on passe d'un temps d'impression de 8 minutes à un temps de 2 heures. Mais je crois que pour l'impression STL, il faut apprendre à être très, très patient.... Encore plus que sur la filaire, car il faut attendre une heure ou deux pour voir si ça fonctionne... De plus, les grandes surfaces planes parallèles au plateau, en IP 3D SLA, elles sont gondolées C'est à éviter ! - Ah enfin, fais TRES BIEN le calibrage du niveau du plateau au début avant le print. C'est une étape qui parait triviale car c'est tout sauf de la mécanique de grande précision. C'est de l'ajustement par un bricolage à base de vis. Souvent, mes fails, c'est quand je néglige cette étape...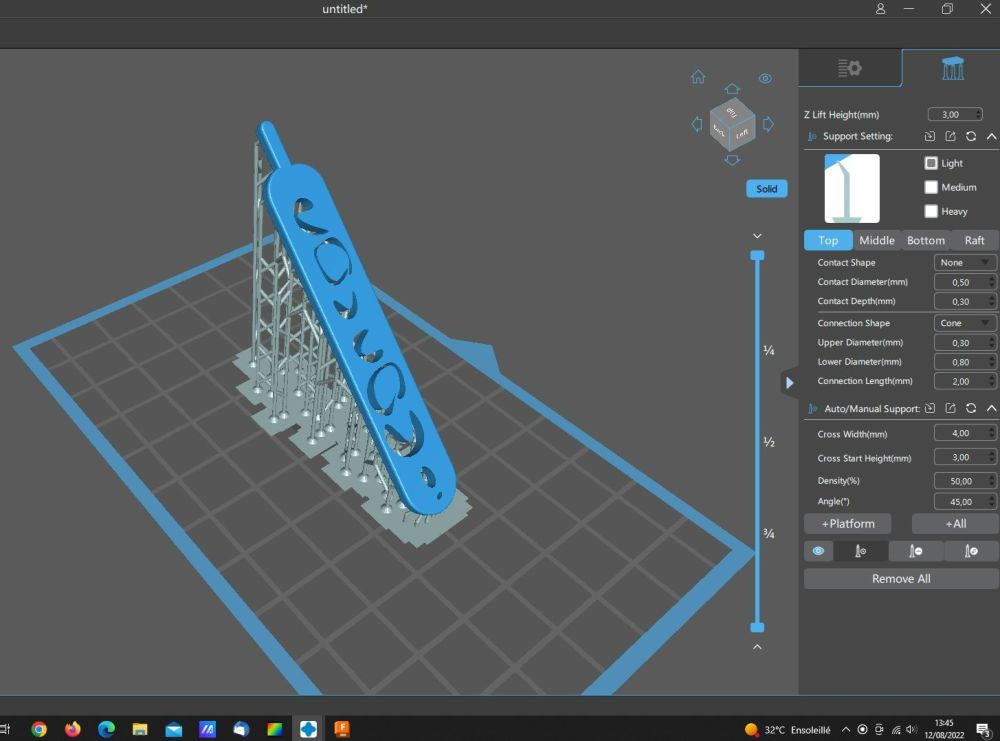
-
Quelques questions et techniques !
Joniwan a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Hello ! J'espère poster ceci au bon endroit ? J'ai au moins 4-5 questions (plus ) assez précises sur l'impression STL. Je vais numéroter et si une âme charitable passe par là et veut bien m'éclairer sur un ou plusieurs points ! J'ai pas forcément vu ou lu les réponses ici et là, donc je me permets, et si un sujet existe déjà et que je suis passé à côté... N'hésitez pas ! Je parle aussi de 2-3 techniques que j'utilise donc cette lecture ne sera peut être pas vaine pour vous ! J'imprime sur une ANYCUBIC PHOTON MONO 4K. Le bed est un peu déformé, il penche toujours un peu à gauche (la feuille sort toujours plus facilement a droite ) mais ça fonctionne pas de soucis. Voici mes questions : 1) J'ai plusieurs fois eu fait, sur la MARS 3 et la Mono 4K, le leveling du plateau, dans le bac, plongé dans la résine. J'ai arrêté de le faire sur la photon car il faut plonger les mains dans le bac pour appuyer. Mais en soi, est-ce une technique de pure flemme valable ou il y a des risques ? 2) Sur la Photon. Je suis en 4 secondes / couche et j'utilise uniquement de la WATER WASHABLE anycubic ou elegoo. Mes seuls fails c'est quand je passe en 2Sec. Je reste en 4 secondes ? C'est pas beaucoup pour cette machine / Résine ? Sur la MArs 3 j'étais en 2 secs et j'avais beaucoup de fails sur des pièces ou j'ai 100% de réussite aujourd'hui... 3) Avec ma MARS 3, j'ai fait un gros accroc dans le FEP. Un de ceux si je te montre en photo tu me dis "CHANGE". Une pièce qui a foiré et s'est coincée entre le plateau et le FEP, probablement. On le sent avec le doigt et ça avait l'air violent. J'ai continué à imprimer, en laissant un bon quart du plateau vide, tout le coin supérieur droit, ou l'accroc se trouvait au milieu. J'ai du faire bien 10 prints comme ça. C'et risqué ou c'est une méthode valide ? 4) Toujours sur le FEP. J'ai fait un gros accroc sur celui d'origine de la PHOTON MONO 4K. La cette fois-ci, je me suis dit "fais pas comme avec la MARS 3, commande sur AMAZON et attend trois jours. J'ai donc reçu ça, 5 pour 20€ : Et SURPRISE ! quand je veux démonter mon FEP, je me rends compte que ces enfoirés d'ANYCUBIC ont fait comme FORLABS et leurs "cartouches" de résine : il faut acheter le FEP ANYCUBIC car le cadre du FEP est ici jetable ! Oh non, je n'allais pas me faire avoir. J'ai vu cette vidéo sur YOUTUBE : HACK DE FEP J'ai reproduite le truc plus simplement : pas de taraudage. Des perçages en 2,5 MM, puis des vis tête fraisées D3 L16 avec un écrou de l'autre côté ! ça rentre dans le bac du FEP car le bac est creux ! Je vous ai pas fait la photo démontée (elle viendra bientôt) mais il y a bien 1CM de vis et des boulons qui dépassent de l'autre coté des vis argentées à encoche plates ! J'en suis à 5-6 Prints avec mon cadre de FEP bricolé. Validé ou risqué ? (J'ai quand même aussi commandé des FEP anycubic directement sur leur site A ce propos, c'est une vraie merde et je crois devoir généraliser cette technique du cadre bricolé : introuvable ailleurs que dans leur store ou aliexpress !) 5) Avec mon nouveau FEP bricolé, j'en suis donc à 5-6 Prints tous réussis. MAIS. J'ai deux petites marques qui sont apparues. Toutes petites, 1x2mm max, et peu profondes comparées aux grosses de ma MARS 3 et de mon premier FEP anycubic. Voici les photos, est ce que ça vaut un changement ou est ce que je peux continuer en utilisant que la moitié du plateau sans imprimer dessus ou est ce que je continuer sans me soucier de ces petites marques en imprimant sur tout le plateau ? : Vous pouvez voir qu'elles sont vraiment toutes petites et pas très profondes. Alors, j'imprime dessus, à côté ou je change ? Pour l'instant je fais ma technique du 3) et j'imprime ailleurs que sur ces accrocs. Tout le devant du plateau, proche écran, et pas le fond, proche colonne Z. 6) J'ai configuré ma ANYCUBIX MONO 4K sur CHITUBOX. Mon plateau fait 7,9x13,5, et c'est ce qui est écrit dans les réglages du logiciel, et j'ai réglé l'affichage du cadre du des carrés de 1cm, et si j'ai bien 8 en hauteur, en largeur, le logiciel ne me propose que 12... Mes prints sont tous serrés à droite du plateau. Pourquoi telle diablerie ??? 7) J'ai acheté de la Clear Water Washable + Anycubic. Sur un de mes prints, une surface assez plane, environ 1cm², élevée à 3mm du plateau pour les supports, a fusionné avec ces denriers. est ce que ça ne serait pas du à la transparence de la résine ? Genre les UV passent un peu "à coté", "à travers" et ça durçit aussi la résine qui se trouve sous les supports sous cette surface plane ? Déjà, je n'imprime plus cette pièce que penchée rapport à cette surface. Et plus haute aussi quand j'utilise cette résine. 4MM. Ai-je bien identifié la ceuse du problème ou ça peut petre tout et n'importe quoi ? 8 ) Et on va stopper là hein ! Pardon pour toute cette densité et merci par avance pour vos réponses. Je modifie des modèles 3D sur BLENDER. Quand j'exporte en STL, mon fichier est creux et plus imprimable ! Je fais alors la technique du copié collé dans un cube dans 3D builder. MAIS : Que faire quand ceci ne marche pas et que ça reste creux ? N'y aurait il pas moyen d'exporter des STL "PLEINS" depuis BLENDER ? ça m'économiserais du temps sur 3D Builder. Encore une fois, merci pour votre temps et vos réponses En espérant vous avoir étonné avec mon cadre de FEP :') PS : Les figurines de jeu vidéo STL en vente sur CG TRADER ou autre... "ready to Print"... C'est une cochonnerie : elle sont pleines de cavités fermées qui se remplissent de résine à l'impression ! Dans ce cas, dans CHITUBOX, je fais Hollow avec une surface infinie pour que ma pièce reste pleine, puis je perce des trous dans les cavités ! Je sauvegarde le STL si je veux réimprimer plus tard



-
Bonjour ! QUI SUIS JE ? Je suis Jonathan / Joniwan. Je suis prof de TECHNO, mais aussi pigiste à mes heures perdues, avec des TESTs de JV sur un site assez connu du milieu :3 Tu peux me stalker sur google image si le cœur t'en dit :3 J'ai fait des études de génie mécanique. Les tours, les CN, Solid Works, je connais. J'ai pas mal manipulé Charly Robot, entre autres. Mais ça date, de ouf. Je suis encore un grand enfant et collectionne tout un tas de jouets. Je suis un technophile passionné et reste au courant de tout type d'avancée scientifiques ou techniques. Ce sont, je pense, la combinaison de ces deux points qui me mènent à l'impression 3D ! Mon histoire avec l'impression 3D : Avec mon taf (prof de techno) on m'a refilé une WITBOX 2 il y a 5-6 ans (elle valait alors super cher, cette merde !) mais je ne l'ai pas plus manipulée que pour mes projets en classe. Rien de perso. Un lego au début, puis j'ai vu que ça ne marchait pas et j'ai abandonné le loisir direct. Pendant le confinement mon chef ma demandé de fabriquer des visières avec l'imprimante... ça l'a plus ou moins achevée. Mort des moteurs X-Y. Si j'avais passé quelques bobines au fil des ans, et changé la buse 2-3 fois, je n'avais pas la fibre réparatrice et j'avais abandonné la machine. Vers mai-juin, j'en ai eu assez d'attendre depuis un moment un matériel subventionné par mon département (j'aurais probablement eu une FORMLABS géniale qui fonctionne toute seule mais sur laquelle je n'aurais rien appris !) et j'ai passé commande : Une SERMMON PRO et une ELEGOO MARS 3. J'ai été sidéré par la simplicité d'utilisation de la SERMOON ! Bien plus simple que ma vieille WITBOX ! j'ai alors imprimé des tonnes de FLEXI REX en fil phosphorescent (des restes fantaisistes de la witbox) et les ais distribués aux collègues, puis réfléchi a des projets supplémentaires a proposer aux gamins avec (jusqu'à présent, le truc principal, c'était le grip manette de la Switch qui devaient redésigner, prototyper puis imprimer en 3e. La machine tournait 1 mois par an grand max.) Puis j'ai branché la MARS3. Et j'ai imprimé les deux petites tours. Du premier coup sans foirer ! C'était une révélation : J'allais me mettre à fond dans l'imprimante résine et m'imprimer des jouets ! J'ai continué à imprimer des tonnes de petits FLEXI REX, mais cette fois-ci, en résine transparente ! au top ! Cet été j'ai continué l'impression 3D grâce à un ami. Il est chercheur et son université est en stand-by l'été. Il m'a laissé utiliser son FAB LAB pendant qu'il bossait ! J'ai pu découvrir de la grosse filaire bien performante qui fait tout toute seule, et une FORMLABS 3, qui fait tout toute seule elle aussi ! Puis j'ai commencé à imprimer des trucs persos. J'ai donc acheté ma propre machine, une ANYCUBIC PHOTON MONO 4K, l'équivalent moins cher et un peu moins pratique de la mars 3. ça va faire une semaine que l'aie ! J'en suis là, avec quelques ambitions : 1) Utiliser ces machines dans mon taf (je pense que j'en sais largement assez pour ça...) 2) Combiner des compétences en modélisation 3D, Impression et peinture, fabriquer quelques jouets et les vendre sur ETSY pour justifier tout cet argent et ce temps investi auprès de mes proches ! Et du coup, j'ai une ou deux technique à partager, que vous aviez probablement déjà, mais aussi quelques questions à poser à quelques vieux loups bien plus expérimentés que moi ! See y'a !