mick92
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de mick92
")





-
effectivement c'est du fil PLA avec une buse a 200 ° et un plateau verre a 60°
-
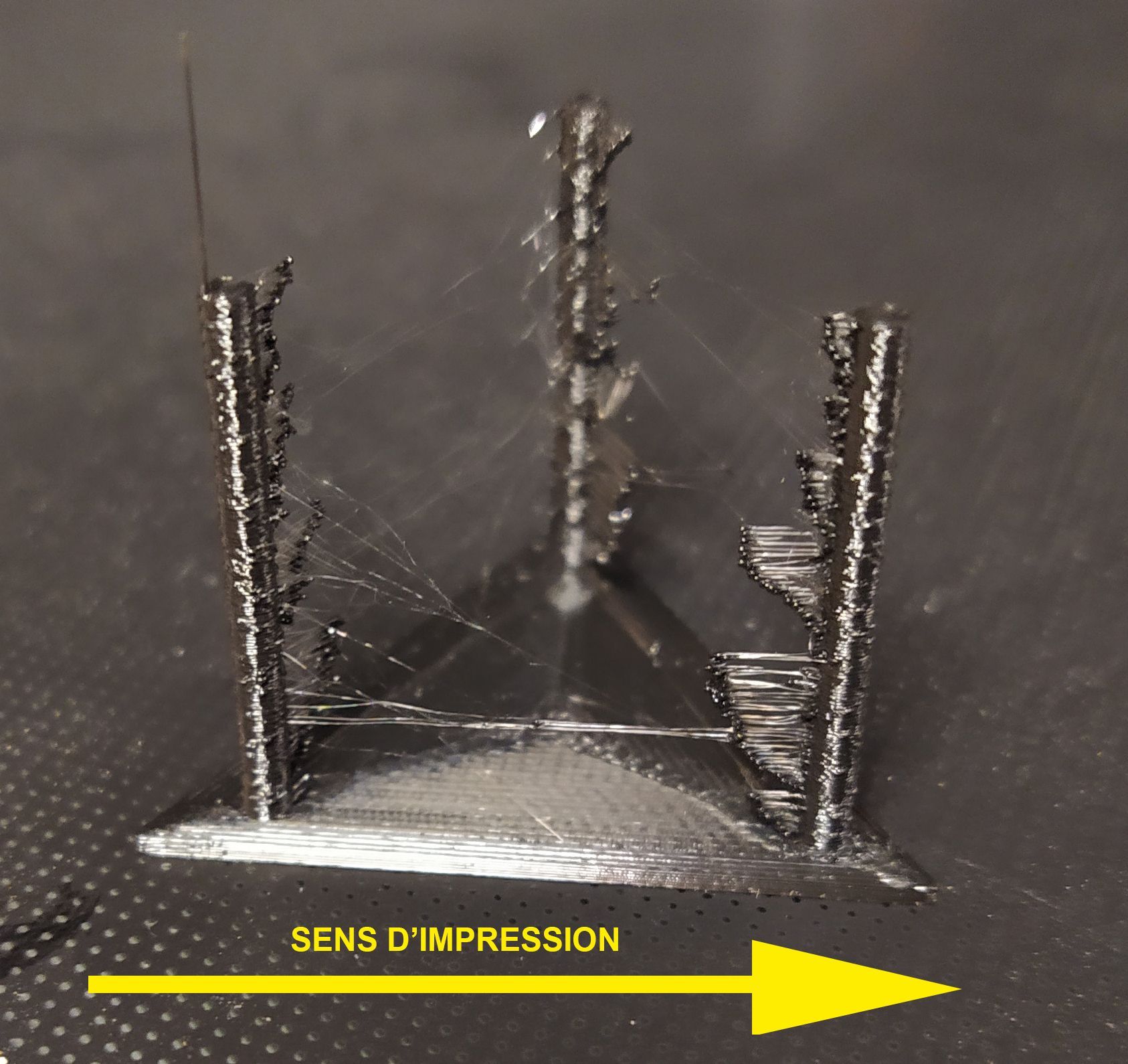
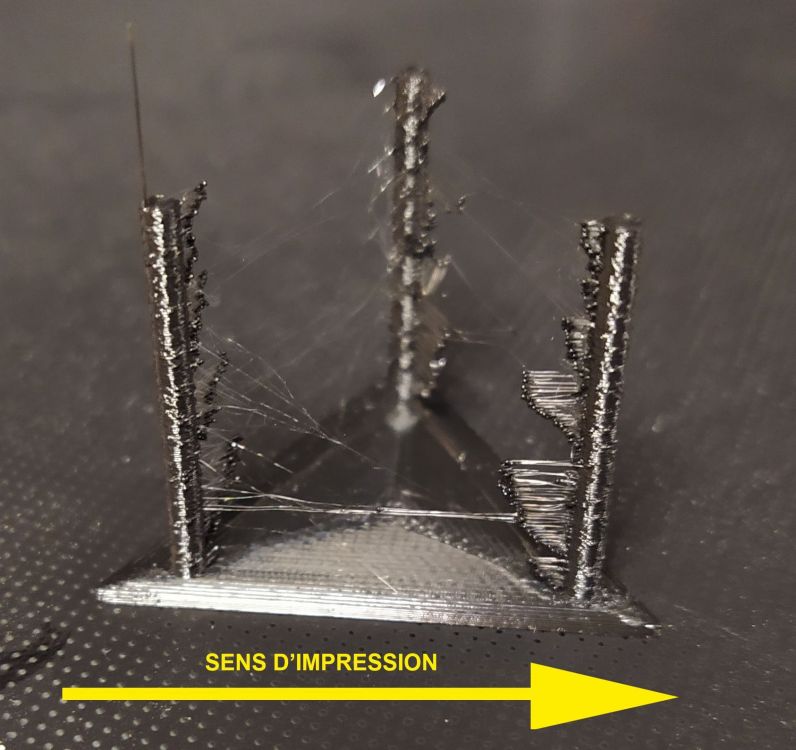
Bonjour a tous Ayant abandonner l'impression pendant un moment et suite a divers manipulation de l'imprimante , j'ai voulu refaire mes calibrages . Sur la tour de retractation , je me suis retrouver avec des tour pas tres net et pas mal de cheveux d'ange. Apres different reglage sur le retractation , mes tour sont plus net mais les cheveux sont toujours la . La ou je bloque c'est que ces cheveux d'ange sont tres fin quand la buse s'en va et je me retrouve avec des paquet plus gros sur l'arrivé , comme si mon imprimante repoussai le fil trop tot imprimante ender 3 v2 et slicer ideamaker
-
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
ok jvai refaire un test Merci Pommeverte mon cube est a 50% et jy voit pas un defaut dans les angle. donc c'etait bien la retractation mais j'ai pas pensé a aller regarder dans les autre onglet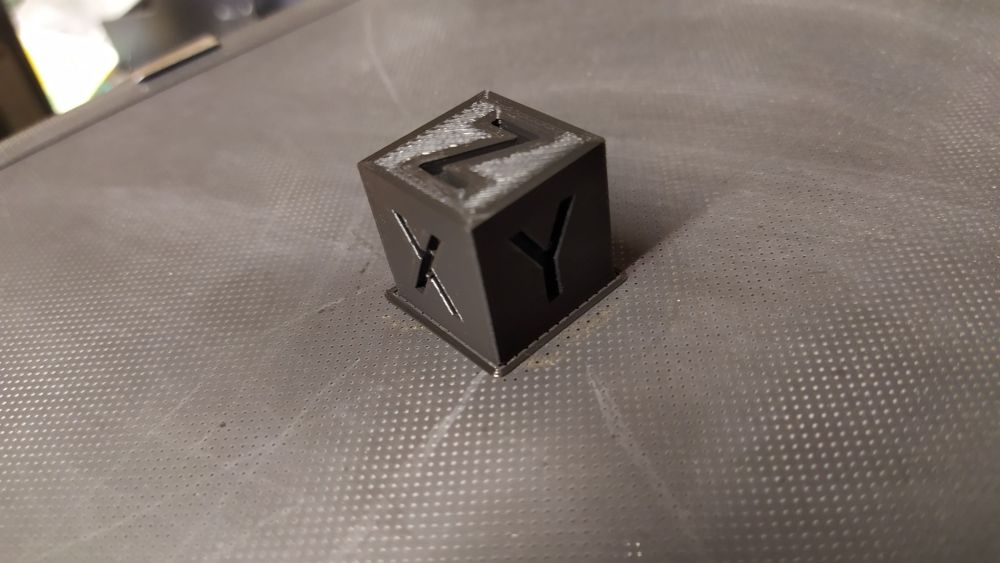
-
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
je viens de rentrer du travail , j'ai lancer un nouveau cube avec les modif donné par pommeverte , je verrai ce que sa donne dans 40 min Ender 3 V2-export.bin print fini , meme resultat -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
j'ai fait les modif , je testerai l'impression demain -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
pour une video pas avant mercredi j'utilise ideamaker , et concerant les temps , j'ai laissé comme c'etait dans le profil de base xyzCalibration_cube.gcode -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
il y a une pause puisque le defaut apparait au niveau de la fin de couche . j'ai essayer de jouer avec la retractation, mais pas d'amelioration J'ai imprimé une tour de retractation et clairement c'est tres mal reglé comment savoir si il faut jouer sur la quantité de fil retracter ou sur le vitesse ? -
Petit probleme a l'impression
mick92 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
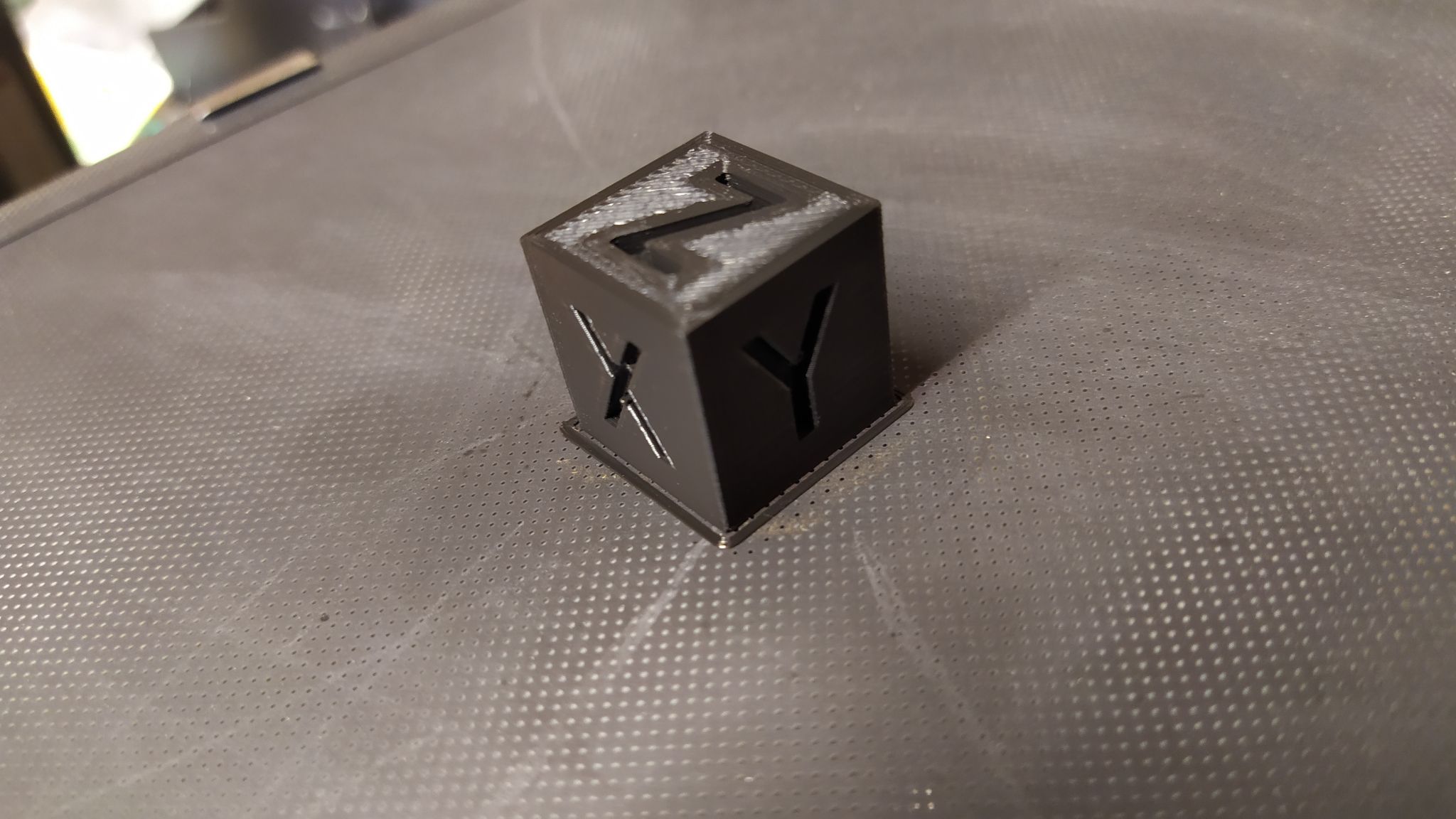
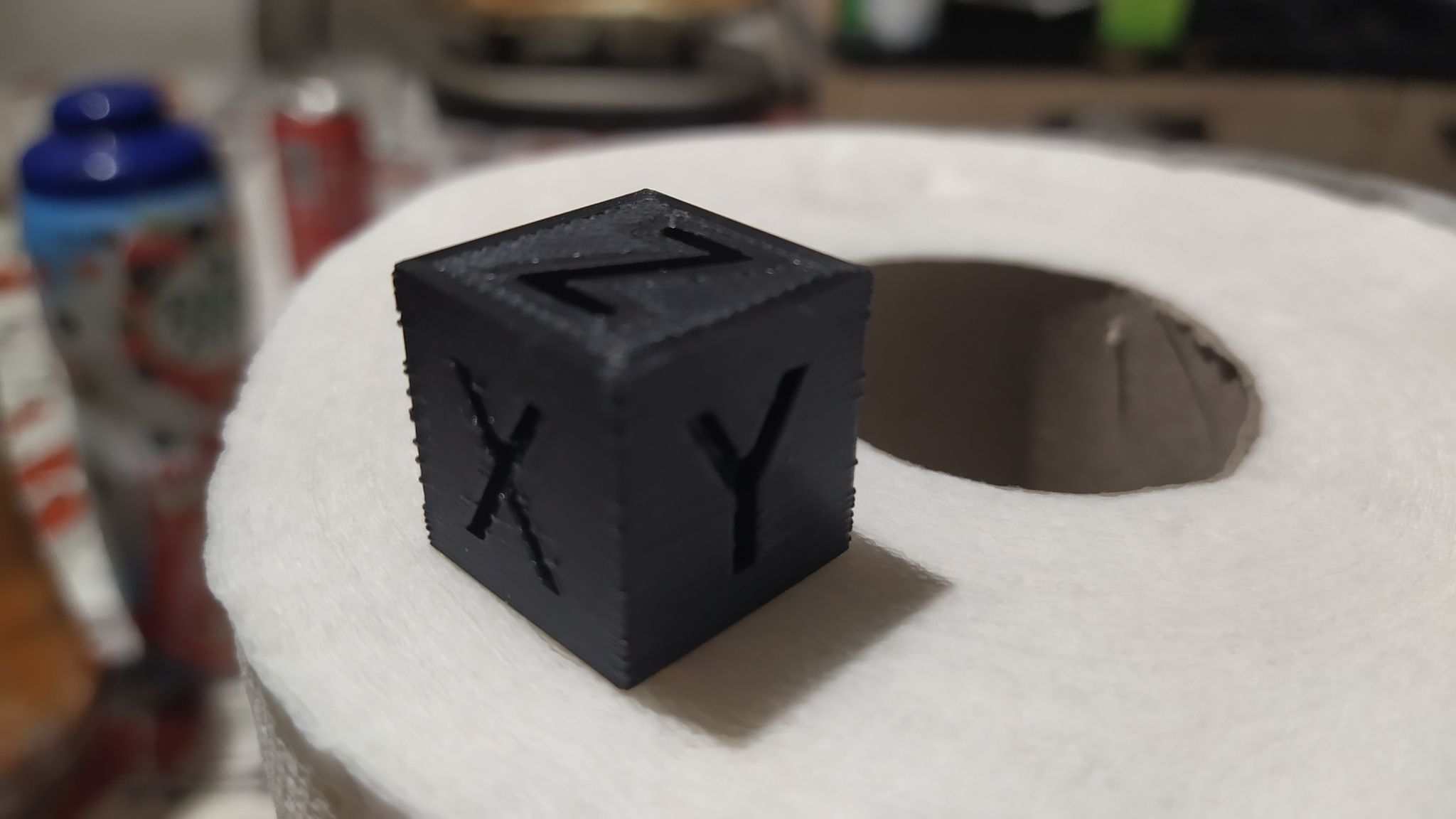
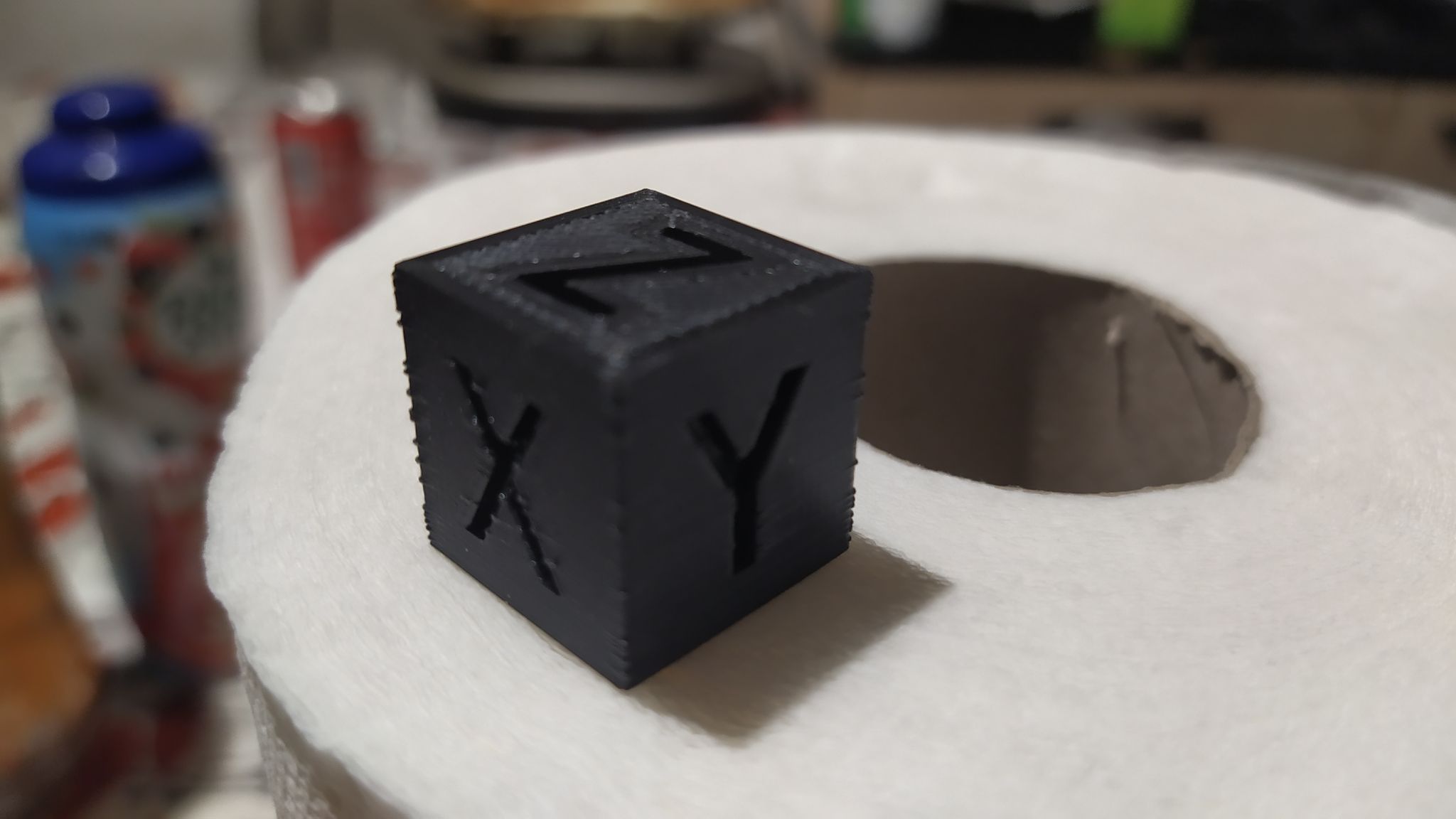
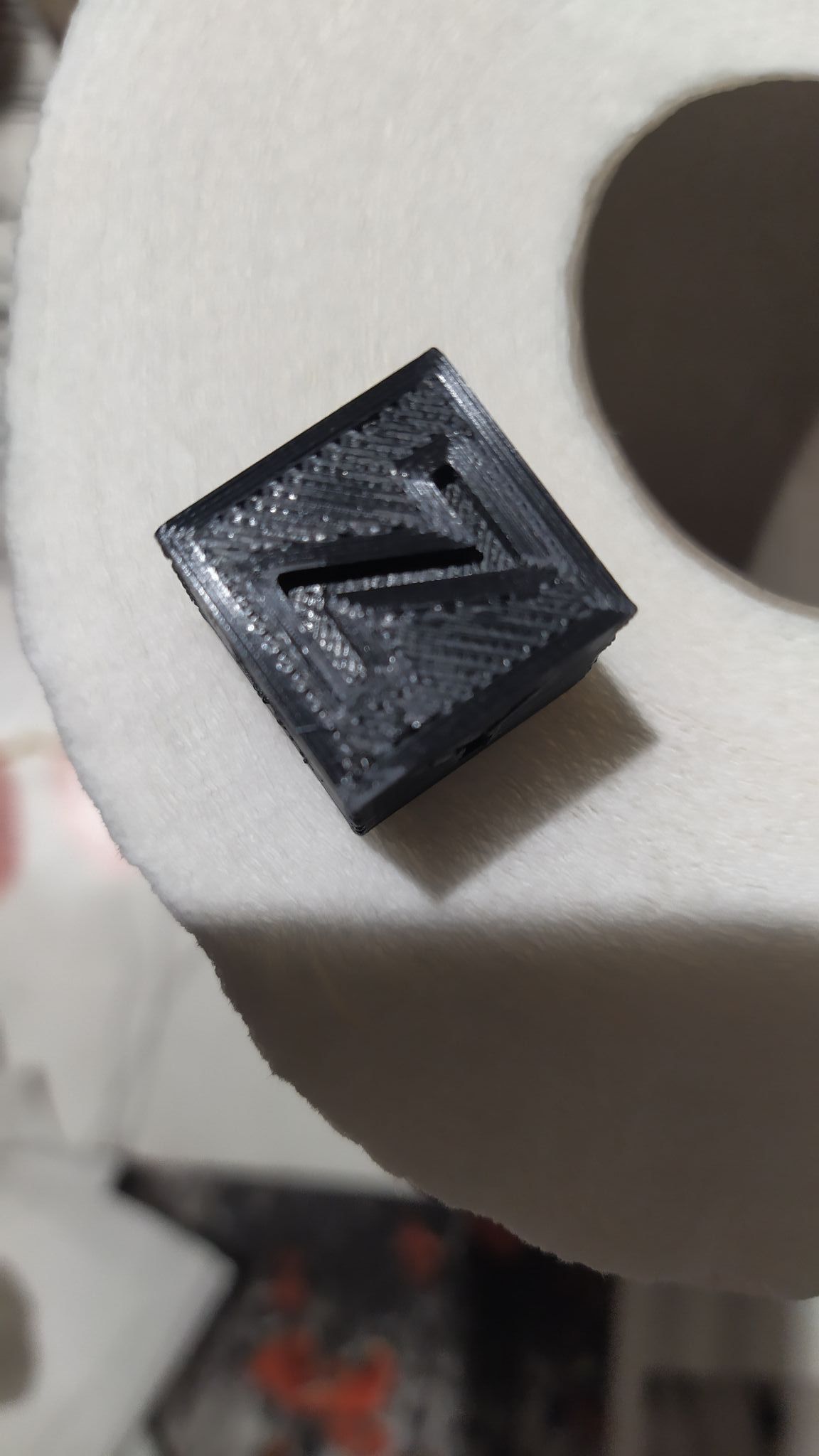
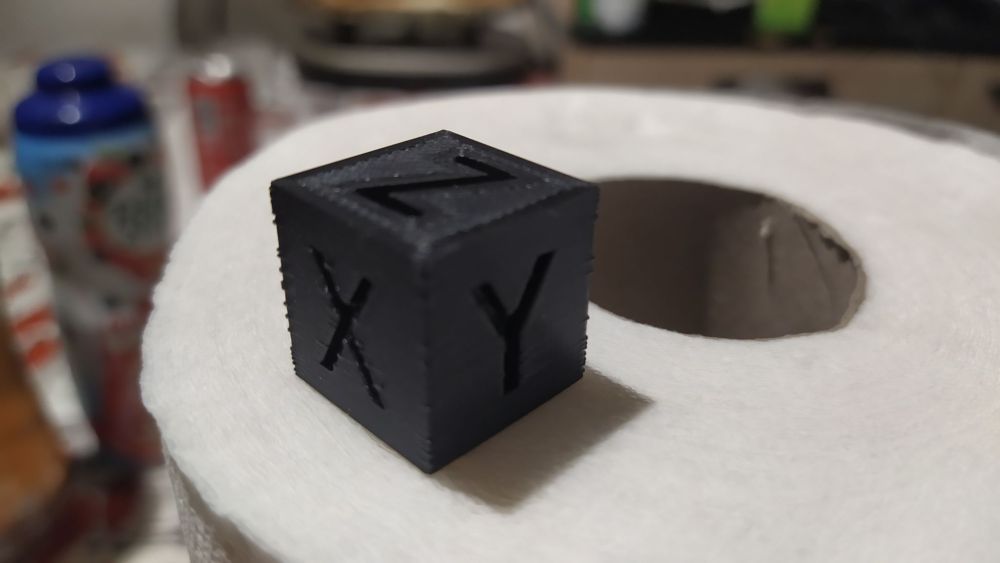
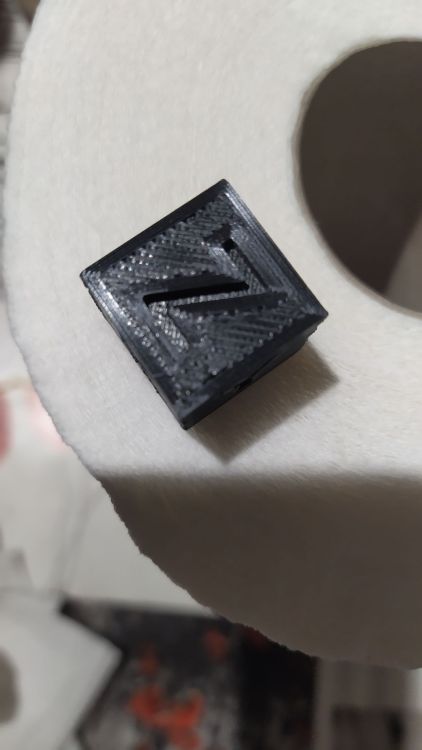
Bonjour a tous Étant nouveau dans le monde de l'impression 3d , j'en apprend un peu tout les jours et je suis toujours en phase de calibration de la machine et du slicer . Aujourd’hui j'arrive a avoir une impression propre mise a part un petit détail , qui malgré différente tentative , ne s'efface pas . Lors de l'impression d'un cube de calibration , j'ai de petite boursouflure de PLA qui apparaissent dans tout les angles Après avoir examiné mon dernier test et le slice de mon modèle , je me suis rendu compte que sa venait de la jointure début/fin de couche . J'ai essayer de jouer sur les paramètre de débit a la reprise , sur les paramètre de rétraction , mais j'arrive même pas a les réduire . Je me dit que sur des plus gros modèle sa sera moins visible, mais sa me gène quand même . Suis je sur la bonne voie ou il y a d'autre paramètre a prendre en compte ? Imprimante creality ender 3 V2 slicer Ideamaker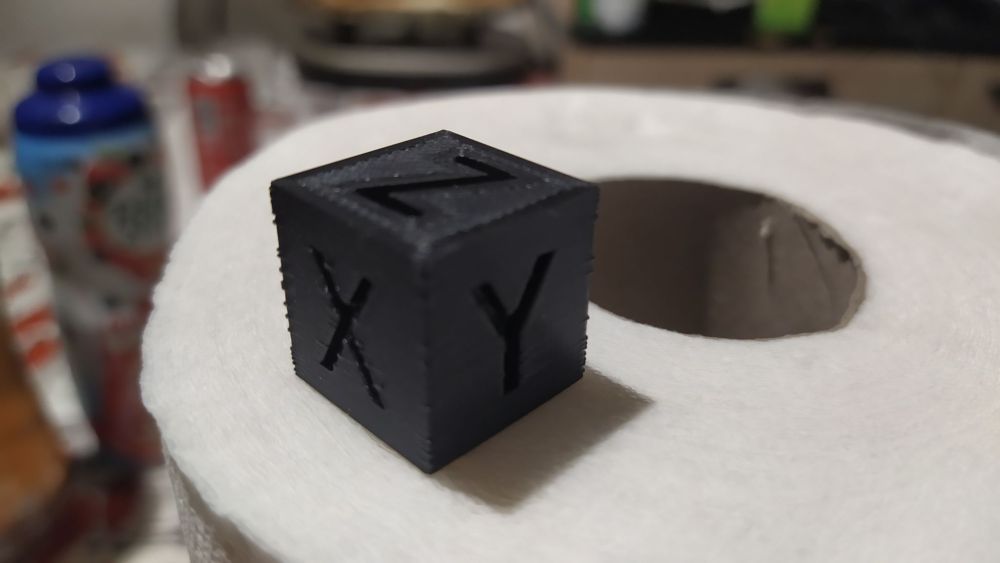
-
C'est bien en mm Pour les angle en regardant le slice sa à l'air de venir du depart/fin de couche Pour le dessus j'ai des trouve qui apparaissent entre la coque interne et le remplissage
-
Après différents réglage d'ideamaker j'arrive à un résultat convenable. Y a t-il moyen de corriger un peu plus les petit défaut dans les angle ? Comment avoir la couche supérieure bien rempli sans trou
-
ok merci , je testerai sa ce we
-
non mon processeur est en 32
-
dans ideamaker j'ai " debit du filament principal ' a 95 % Mais dans le Gcode j'ai effectivement Line 19: M92 E421.00000 Line 118812: ;M92 E421.00000 j'ai modifier manuellement a 93 pour faire un test Donc ca serait bien a parametre a modifier dans ideamaker , mais je pense que je vais passé sur le cura que ma donner hyoti , il y a beaucoup plus de tuto sur le net pour le reglé Petit benchy lancé apres modif et je depasse les 3 couches , il est a mi chemin et la coque est correct , j'aurai plus qu'a faire les reglage basique et sa sera bon j'ai pas trouver le reglage sur ideamaker , mais du coup j'installe cura actuellement Merci a vous petite question , le cura n'a pas de creality en memoire , ou je peut trouver un profile a lui rajouté ?
-
Effectivement dans les 93 , j'ai une avance de fil qui est pas mal , je fait bien le store setting , j'ai meme couper l'imprimante puis rallumé et la sa restait bien sur la valeur mise precedement . mais quand je tente l'impression d'un cube de calibration , la premiere couche est correct mais la buse fini par etre dans le PLA et quand je retourne voir la valeur c'est revenue a 421 . Dans ideamaker j'ai bien le profile ender 3 v2 Mon pc a bien 12 ou 13 ans et tourne encore sous seven avec systeme d'exploitation et processeur en 32bits Effectivement dans les 93 , j'ai une avance de fil qui est pas mal , je fait bien le store setting , j'ai meme couper l'imprimante puis rallumé et la sa restait bien sur la valeur mise precedement . mais quand je tente l'impression d'un cube de calibration , la premiere couche est correct mais la buse fini par etre dans le PLA et quand je retourne voir la valeur c'est revenue a 421 . Dans ideamaker j'ai bien le profile ender 3 v2 Mon pc a bien 12 ou 13 ans et tourne encore sous seven avec systeme d'exploitation et processeur en 32bits
-
Mes début en impression 3d sont chaotique Suite a un extrudeur cassé a la livraison , j'en ai racheté un en alu . Suite a l'installation , j'ai lancer les deux Gcodes fourni, et impression sont niquels a la sortie . Par contre apres sa plus une seule ne sort correct et je me retrouve avec une buse qui trempe dans le PLA apres 2-3 couches et un extrudeur qui claque. j'ai vu un peu de tout , de la buse bouché jusqu'a un probleme logiciel . j'ai nettoyer / deboucher toute la partie extrudeur / tete de chauffe , pendant cette manip je me suis rendu compte que le tube PTFE coté buse n'etait pas coupé droit et que l'élément chauffant n'était pas serré . Une fois tout remis en place , je lance une nouvelle impression et meme resultat. J'ai controlé le debit de filament et pour une extrusion de 10 cm de filament , l'imprimante en avalait facilement 30 cm , le reglage de l'extrudeur sur la machine etait a 421 . En le mettant a 90 , j'ai plus tiré moins de 10 cm et faire le calcule pour connaitre la bonne valeur , et une fois rentré dans la machine et enregistré , je refait un test d'impression et toujours pareil . Mais de retour dans les réglages de l'extrudeur , la valeur est revenue de nouveau a 421 . Etant novice dans ce domaine , je ne sait plus trop quoi faire a l'heure actuel . Mon firmware est le 1.0.2 en slicer j'utilise Ideamaker ( pas trop le choix , j'ai un pc en 32B)