Fredmaster
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Fredmaster
")





-
Impression disparate en fonction de la zone du plateau
Fredmaster en réponse au topic de Fredmaster dans FLSUN 3D
il ne me semble pas, mais je vais tenter de l'eloigner du plateau pour voir si il y a une amélioration ! -
Impression disparate en fonction de la zone du plateau
Fredmaster en réponse au topic de Fredmaster dans FLSUN 3D
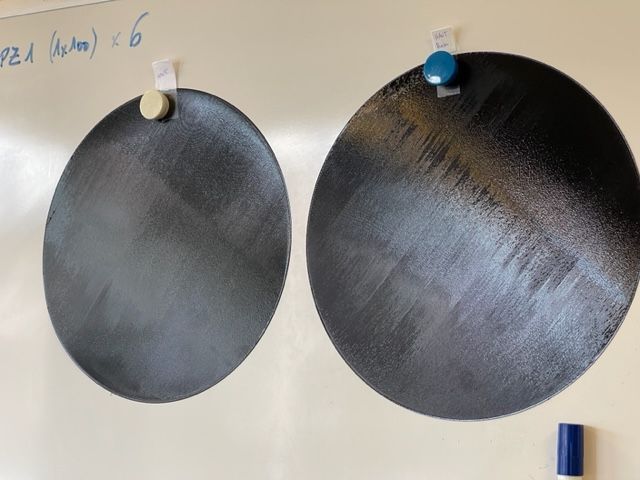
@Motard Geek Je viens de finir le test en ayant auparavant entré dans la console : "SET_PRESSURE_ADVANCE ADVANCE=0" Et voici le resultat :
-
Impression disparate en fonction de la zone du plateau
Fredmaster en réponse au topic de Fredmaster dans FLSUN 3D
@isidon Merci à toi pour les pistes, j'ai également revu la tension des courroies avec le petit outil de réglage à imprimer qui est super pratique. La vitesse de la premiere couche ou l'on constate bien les défauts est imprimée à 50mm/s se qui est déjà très lent -
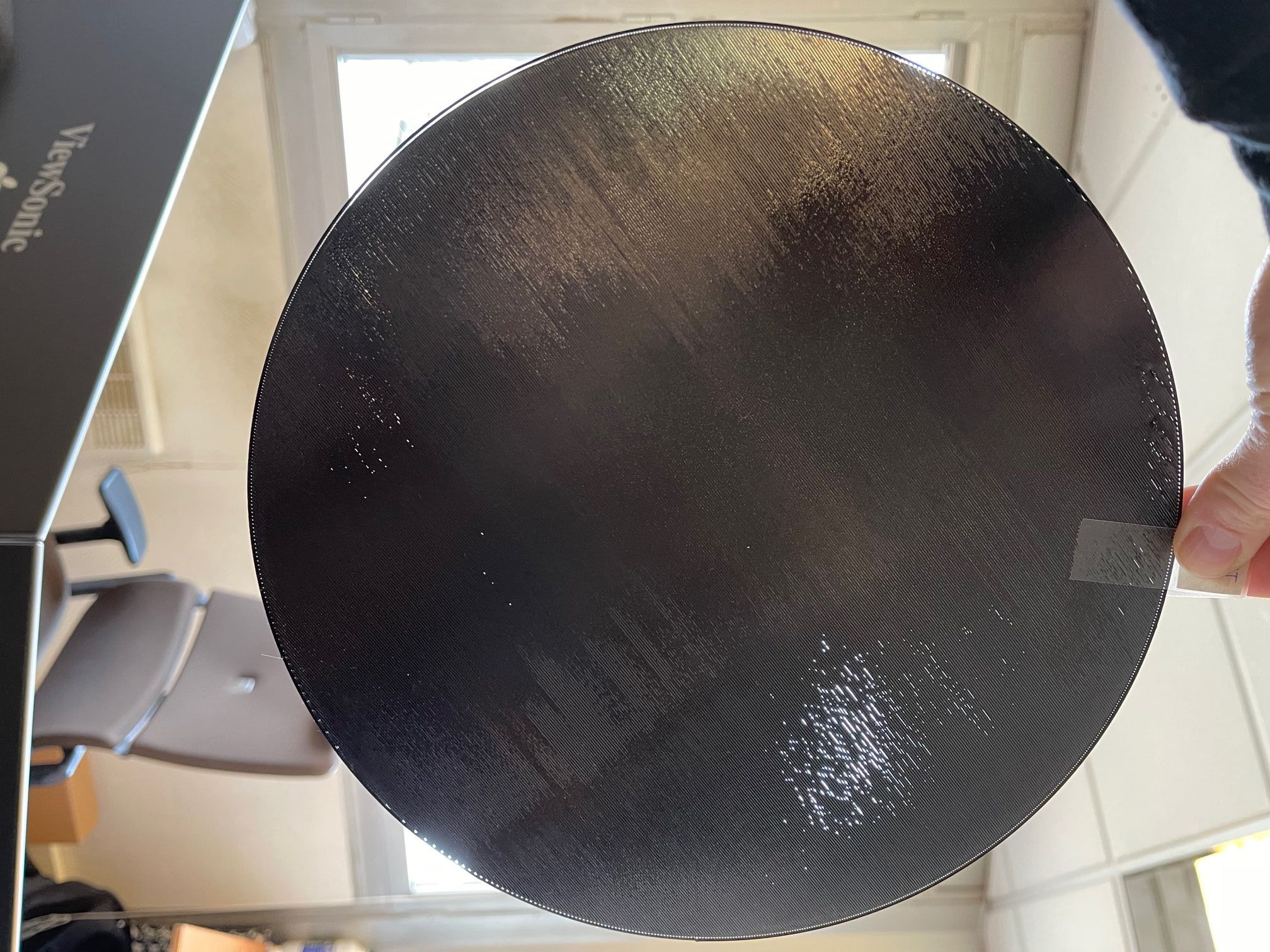
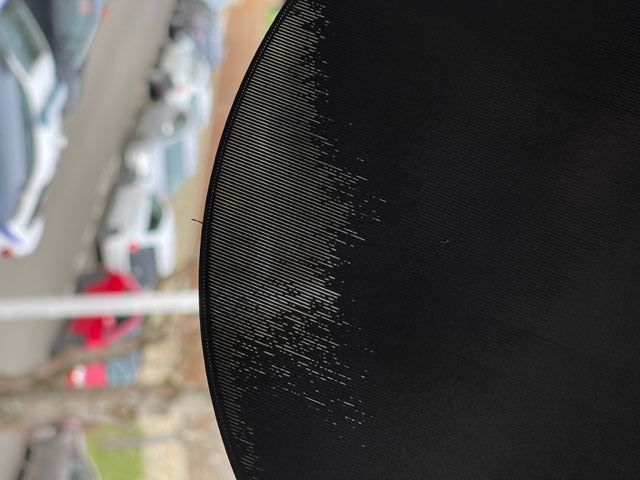
Bonjour à tous, J'ai fais beaucoup d'essais avant de me résigner à poster, en effet je me suis rendu compte que mes impressions se soldaient par un échec lorsque jutilisais beacoup de surface sur le plateau, dans le cadre par exemple de l'impression d'une cinquantaine de petites pièces réparties sur toute la surface. Le resultat étant au final un brouillon de fils en motte sur le plateau, alors que lorsque j'imprime dans une petite surface les meme pieces en me restreignant à 5 unités aucun souci. J'ai préparé sous fusion un modele me permettant d'imprimer sur presque toute la surface afin de vérifier que l'impression est bien la même partout. Voici le résultat : Suite à ce résultat catastrophique j'ai intégralement refait les réglages plateau (étalonner, maillage, moze zero avec la calibration Z) et j'ai refais un test qui à donné le même résultat .. J'ai également changer de slicer pour prusa et meme si le resultat est meilleur je retrouve les zones de défauts au même endroit : Si quelqu'un arrive à y voir plus clair que moi je suis plusque preneur merci par d'avance





-
@DragonC'est fort probable je ne me souviens plus mais ca doit ca il y avait bien 2 profils dont un plus lent. ^^ Par contre je n'ai pas touché à pressure_advance
-
Bonjour, tu as tenté de passer par Prusaslicer ? Chez moi ca a tout arrangé :
-
@Dragon @santamariaC'est un profil que j'ai récupéré sur un site anglais dont oublié le nom mais je vous le joins. J'ai juste modifié une valeur dans le GCODE de début car l'extrution était à 95% @dragon oui c'est du 0,2 FlSunV400_config_max_speed.ini
-
Oui il est top !! ^^
-
@Lorenzo78 j'ai suivi tes conseils et changé pour Prusaslicer et le probleme est résolu, merci à tous !
-
Bon j'ai tendu les courroies et lancer un test sur un cylindre basique et pas de souci : Par contre après avoir relancé mon print j'ai du le stopper car le decalage est reaparu au meme niveau que le precedent.. J avoue ne pas trop comprendre ..



-
Salut, Non pas de modification, ni matériel, ni logiciel et j'ai slicé sous cura 5.2.1 après import des réglages Flsun. Je vais regarder du coté de la tension des courroies
-
Bonjour à tous. J'ai un souci sur un gros print sur ma V400, de très gros décallages sur certaines couches mais pas partout. Je vous joins quelques photos je ne suis pas sure de bien expliquer le phénomène. Merci pour vos pistes




-
Bonjour à tous, 46 ans je reside dans les Yvelines, j'ai eu pendant 2 ans une Anycubic I3 Mega et je viens de passer à la Flsun V400. Au plaisir d'échanger avec vous !