cybernino
-
Compteur de contenus
37 -
Inscrit(e) le
-
Dernière visite
Récompenses de cybernino
")





-
Merci la solution fonctionne.
-
Bonjour la comu J'en suis à ma premiere impression pour regler le z offset. J'utilise orcaslicer et klipper. Dés le lancement de mon impression et après un retour à home j'ai le message d'erreur suivant qui s'affiche : Move exceeds maximum extrusion (1.002mm^2 vs 0.640mm^2) Je pense que le probleme se situe dans mon gcode de démarrage puisqu'il ne se réalise pas complétement : G90 ;Use absolute coordinates M83 ;Extruder relative mode M104 S[first_layer_temperature] ;Set extruder temp M140 S[first_layer_bed_temperature] ;Set bed temp M190 S[first_layer_bed_temperature] ;Wait for bed temp M109 S[first_layer_temperature] ;Wait for extruder temp G28 ;Move X/Y/Z to min endstops G1 Z0.28 ;Lift nozzle a bit G92 E0 ;Specify current extruder position as zero G1 Y3 F1800 ;Move Y to purge point G1 X60 E25 F500 ;Extrude 25mm of filament in a 5cm line G92 E0 ;Zero the extruded length again G1 E-2 F500 ;Retract a little G1 X70 F4000 ;Quickly wipe away from the filament line M117 et voici mon config.cfg : [stepper_x] step_pin: PA12 dir_pin: PA11 enable_pin: !PA15 microsteps: 16 rotation_distance: 40 endstop_pin: !PH2 position_endstop: -13 position_min:-13 position_max: 236 homing_speed: 50 [stepper_y] step_pin: PA9 dir_pin: PA8 enable_pin: !PA15 microsteps: 16 rotation_distance: 40 endstop_pin: ^!PC13 position_endstop: -9 position_min:-9 position_max: 230 homing_speed: 50 [stepper_z] step_pin: PC7 dir_pin: !PC6 enable_pin: !PA15 microsteps: 16 rotation_distance: 8 endstop_pin: ^PC14 #position_endstop: 0 position_min: -10 position_max: 255 homing_speed: 5 [extruder] step_pin: PB15 dir_pin: !PB14 enable_pin: !PA15 microsteps: 16 rotation_distance: 31.07 max_extrude_only_velocity: 25 max_extrude_only_accel: 1000 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PB8 sensor_type: ATC Semitec 104GT-2 sensor_pin: PC3 min_extrude_temp: 170 min_temp: 0 max_temp: 250 #control: pid #pid_kp: 19.56 #pid_ki: 1.62 #pid_kd: 200.00 [heater_bed] heater_pin: PB9 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC1 min_temp: 0 max_temp: 120 #control: pid #pid_kp: 97.1 #pid_ki: 1.41 #pid_kd: 1675.16 [bed_mesh] speed: 200 horizontal_move_z: 2.5 mesh_min: 34, 34 mesh_max: 200, 200 probe_count: 5, 5 [probe] pin: PA1 x_offset: 33 y_offset: 0 #z_offset: 0 samples: 3 samples_result: average samples_tolerance_retries: 3 sample_retract_dist: 0.5 speed: 2 lift_speed: 4 [safe_z_home] home_xy_position: 0, 0 speed: 5 z_hop: 10 z_hop_speed: 15 [controller_fan controller_fan] pin: PB12 [heater_fan extruder_fan] pin: PB13 [fan] pin: PB5 cycle_time: 0.00005 #20kHz [output_pin enable_pin] pin: PB6 static_value: 1 #This pin enables the bed, hotend, extruder fan, part fan. [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 restart_method: command [printer] kinematics: cartesian max_velocity: 300 max_accel: 500 max_z_velocity: 4 max_z_accel: 100 #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [extruder] #*# control = pid #*# pid_kp = 22.618 #*# pid_ki = 1.012 #*# pid_kd = 126.379 #*# #*# [heater_bed] #*# control = pid #*# pid_kp = 62.646 #*# pid_ki = 1.108 #*# pid_kd = 885.662 #*# #*# [probe] #*# z_offset = 0.051 #*# #*# [stepper_z] #*# position_endstop = 5.158 #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.384667, -0.381333, -0.384667, -0.398833, -0.343833 #*# -0.313833, -0.293000, -0.287167, -0.286333, -0.269667 #*# -0.372167, -0.322167, -0.308000, -0.277167, -0.233833 #*# -0.330500, -0.330500, -0.309667, -0.282167, -0.228833 #*# -0.351333, -0.332167, -0.307167, -0.283833, -0.220500 #*# x_count = 5 #*# y_count = 5 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = lagrange #*# tension = 0.2 #*# min_x = 34.0 #*# max_x = 200.0 #*# min_y = 34.0 #*# max_y = 200.0
-
klipper Probleme de nivellement du lit : z trop bas
cybernino en réponse au topic de cybernino dans Paramétrer et contrôler son imprimante 3D
J'ai finalement résolu le probleme : la sonde étant décalé de 33 par rapport à l'extrudeur j'ai modifié mon mesh_max dans config.cfg pour que ma sonde reste au dessus du plateau [bed_mesh] speed: 200 horizontal_move_z: 2.5 mesh_min: 34, 34 mesh_max: 200, 200 probe_count: 5, 5 -
klipper Probleme de nivellement du lit : z trop bas
cybernino a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour la comu Je suis en train d'installer klipper et j'en suis à la calibration du z et de ma sonde. J'ai bien suivi le tuto de klipper en faisant le nivellement de ma sonde, mais malgré cela lorsque je lance le nivellement du lit, la sonde descend trop bas et fait s'écraser ma tete d'extrusion sur le lit, bloquant les moteurs et la procédure en cours. Je n'arrive pas à comprendre pourquoi. Pouvez vous m'aider ? -
Orca ne fixe pas la température du plateau
cybernino en réponse au topic de cybernino dans Paramétrer et contrôler son imprimante 3D
Merci pour la réponse. -
Orca ne fixe pas la température du plateau
cybernino a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à la commu; je viens de me lancer avec orca slicer et ce n'est pas bien brillant. J'ai récupéré un profil d'orca pour ma kobra néo. J'ai ensuite étudier et vérifier ce profil. J'ai ensuite lancé une premiere impression qui a été un échec (plusieurs essais avant que je comprenne). Mon impression se décollait car il n'y avait pas de consigne de température pour le plateau. Pas de probleme avec cura, que avec orca. Afin de résoudre le probleme, je peux fixer une consigne de température sur octoprint après la première couche. Je ne comprend pas pourquoi orca ne donne pas de consigne de température pour le plateau. Où dois je regarder ? que dois je chercher ? Merci par avance pour votre aide. -
Bonjour, J'ai démonter entièrement mon câble et je n'ai pas observé d'usure ou du pliure suspecte nul part. J'ai pu lancé de nombreuses impression sans que le problème réapparaisse. J'en conclue donc qu'il y a un faux contact quelque part. Mais tant que le problème ne revient pas... Bref, j'ai bidouillé les fils et ça a réglé le problème. Frustrant !
-
Merci PPAC, il semblerait que pour mon décalage de température tu ai trouvé la solution. Par contre, si l'erreur MINTEMP vient d'un défaut de la thermistance qui n'est plus connecté, je suis un peu embêté car j'ai vérifier les soudures et la continuité et je n'ai pas de probleme. Sauf que quand j'imprime à un endroit sur le plateau qui entraine une pliure du cable plus importante du bed, j'ai effectivement mon erreur qui apparait à nouveau pour bout d'une minute ou deux : je dois avoir un faux contact sur le cable. Etant donné que le cable est soudé sur le bed, je pense que je ne vais pas avoir le choix malheureusement et il va falloir que je change le bed et le cable en même temps.
-
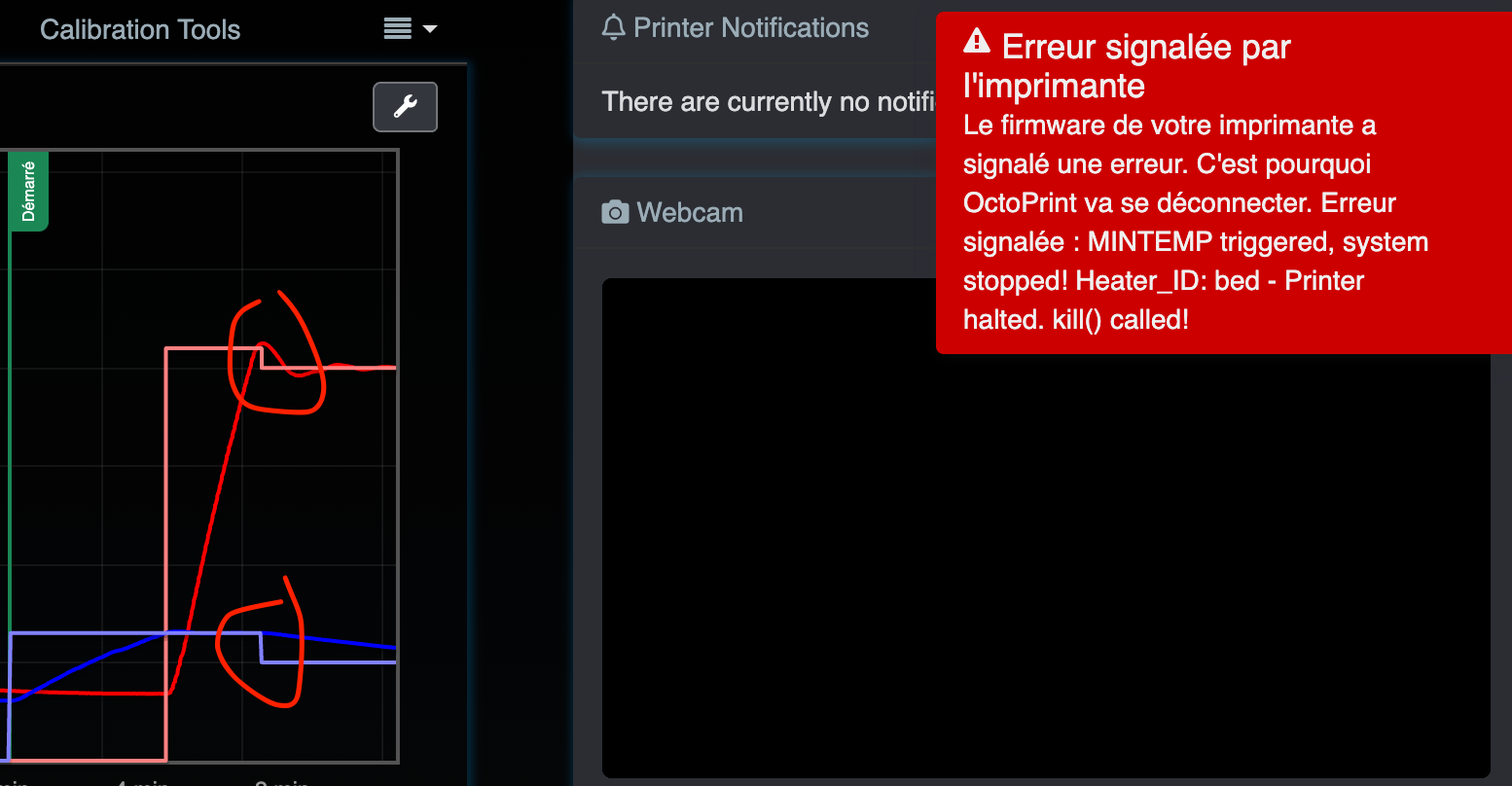
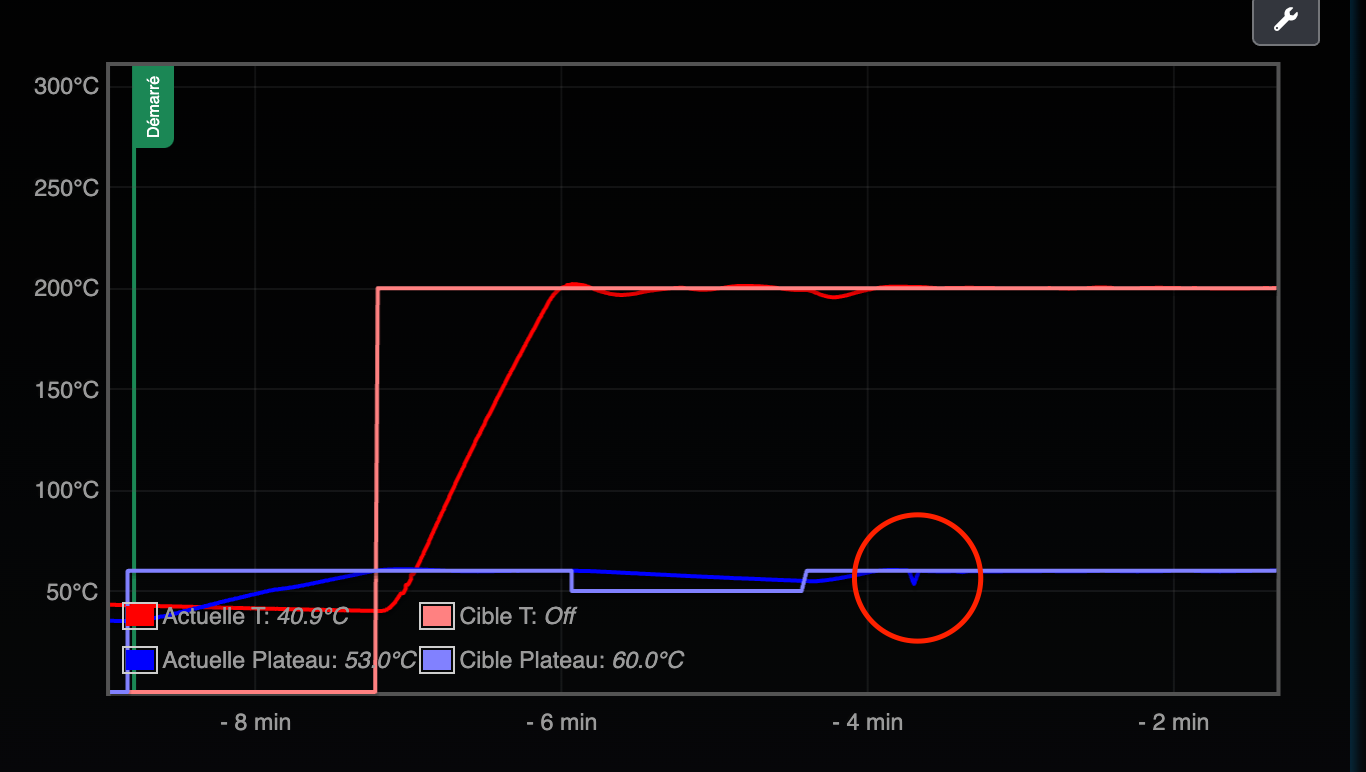
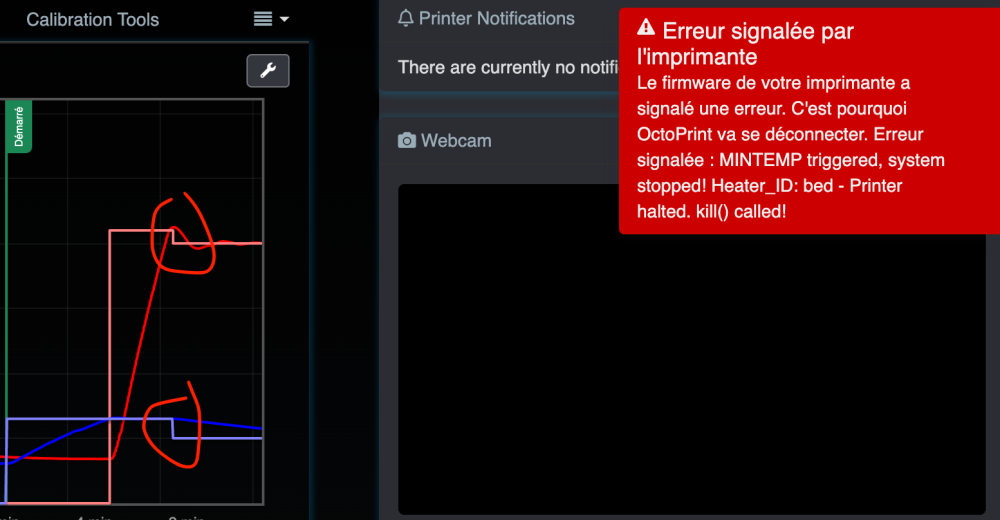
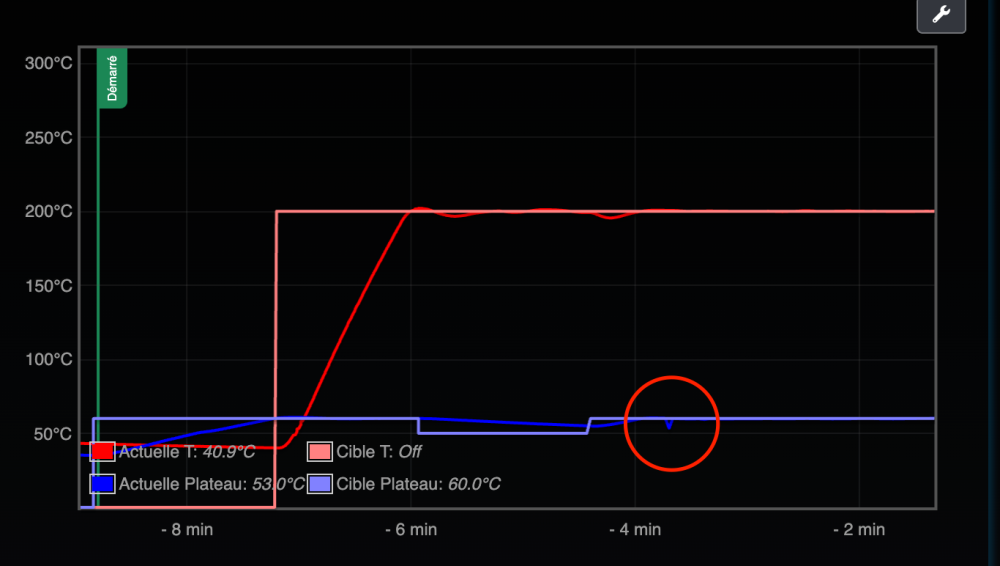
en effet, c'est pas le bed. J'ai un changement de température en début d'impression. Quel que soit la température de la tete et de bed que je met dans le slicer, elles repasse à 200 et 50 en début d'impression. Du coup j'ai l'alerte de baisse de température. Je n'ai pas l'alerte lorsque je lance une impression à 200 et 50. J'ai changé mon gcode de lancement récemment. Cela vient peut être de là ? qu'en pensez vous et merci pour votre aide. G21 ; definir les unites en millimetres G90 ; Mode position absolue M190 S50 R60 ; Chauffer le lit pour un minimum à 50°c et un maximum à 60°c M109 S200 R210 ; Chauffer la buse pour un minimum à 200°c et un maximum à 210°c G1 Z15 F6000 ; Placer la buse à 15mm du lit à 50 mm/s G28 X0 Y0 ; Origine 0 en X et Y G28 Z0 ; Origine 0 en Z G1 Z150 F6000 ; Placer la buse de 150mm du lit à 40mm/s M83 ; Mode position relative pour l'extrudeur G1 F240 E40 ; Extruder 40mm de fil pour "purger" M82 ; Mode position absolue pour l'extrudeur G92 E0 ; Réinitialiser l'origine à 0 de l'extrudeur G4 S10 ; Temps d'attente de 10 sec pour bien nettoyer ce qui est sorti et sort encore de la bus G1 Z10 F2400 ; Placer la buse à 10mm du lit à 40mm/s G1 X100 Y5 F2400 ; Evite le clip G1 Z0.2 F2400 ; Descend G1 X200 E20 F1000 ; Imprime ligne aller G1 Z0.4 F2400 ; Lève G1 X100 E30 F1000 ; Imprime ligne retour G92 ; Reset extruder G1 Z5 F2400 ; Leve G1 Y10 F2400 ; Décale la tête de 10mm sur Y
-
Bonjour, J'ai un message d'erreur qui stop mes impressions sur le lit de ma kobra neo. Il semble que la sonde de température déconne et indique une température inférieur à la réalité. Faut il que je change le bed ?

-
Probleme avec Cura 5.3
cybernino en réponse au topic de cybernino dans Entraide : Questions/Réponses sur l'impression 3D
Cela me le fait sur plusieurs pièces. Petite ou grosse. C'est le crochet d'un support pour skaadis. L'un des trois bras d'un spool sampler... C'est peut être lié à un plug in, mais mon cura 5.2 qui a les mêmes plug in ne me le fait pas. voici l'un des fichiers qui me pose probleme. sample-spool.stl -
Probleme avec Cura 5.3
cybernino a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je suis passé de cura 5.2 à cura 5.3 afin de bénéficier des derniers supports arborescent. Or j'ai un probleme qui est apparu dès le premier objet slicé : cura ne sclice qu'une partie du STL. Lorsque je vais dans "apercu" je vois des partis de l'objet qui restent en noir. En repassant sur cura 5.2 je n'ai pas ce probleme. Savez vous qu'elle peut en être la raison ? -
Comment utiliser les échantillons de filament
cybernino a posté un sujet dans Consommables (filaments, résines...)
Salut ! Je me suis abonné à Lebenchy et je reçois des échantillons de 50 g x 5 de filaments tous les mois. Mon problème c'est que je ne sais pas comment l'utiliser : les filaments ne sont pas dans des bobines et quand je les détaches et que je les mets sur le support de bobine de l'imprimante, une fois sur deux cela fait un noeud et l'impression echoue. Auriez vous une idée pour utiliser c'est echantillons ? Je n'arrive pas à les rembobiner en plus (trop lache). -
Réglage tolérance et dégagement sur CURA
cybernino en réponse au topic de cybernino dans Entraide : Questions/Réponses sur l'impression 3D
Alors, le changement de la buse, le réglage du parallélisme de mon axe x et z, un recalibrage complet et un retour aux paramètres usine sur cura ont bien aidé : plus de pied d'éléphant et impression beaucoup plus propre. Par contre toujours un probleme de tolérence. -
J'ai trouvé : en utilisant le guide de montage de la kobra go. Et en utilisant une boite rigide parfaitement géométriquement correcte.