inferno2
-
Compteur de contenus
59 -
Inscrit(e) le
-
Dernière visite
Récompenses de inferno2
")





-
heuuu et on trouve ou on fait comment un bon guide filament?? C'est suffisant ca? https://www.thingiverse.com/thing:5390538/files Ou y a plus simple et plus pratique pour une S1 pro? Merci
-
J'ai suivi conseil et j'ai fabriqué un support avec roulement imprimé, ca fonctionne nickel et content de mon impression. Par contre il faut toujours que la bobine soit au dessus de l'imprimante en direct drive ou j'ai rêvé d'avoir vu cela quelque part? Merci d'avance
-
Bonsoir à tous, je possède 3 bobine de 2kg de PLA et PETG, les bobines font 30cm de diamètre, je suppose que cela ne va pas passer au niveau du support d'origine. Je n'ai pas essayé. Mais existe t'il une petite modif ou impression 3D à faire pour rehausser le support d'origine sans avoir besoin d'imprimer un nouveau support complet? Merci d'avance
-
Bonjour, je me permet de répondre à ce sujet car j'utilise du PLA Ariane Plast à priori plutôt bien réputé. Il s'agirait de PLA+ 4043D et que ca soit sur leur site: https://www.arianeplast.com/pla-format-1-kg/104-pla-blanc-4043d-3d-filament-arianeplast-fabrique-en-france-1kg.html ou sur la bobine, il est noté plateau chauffant 80°... je trouvais ca un peu haut...
-
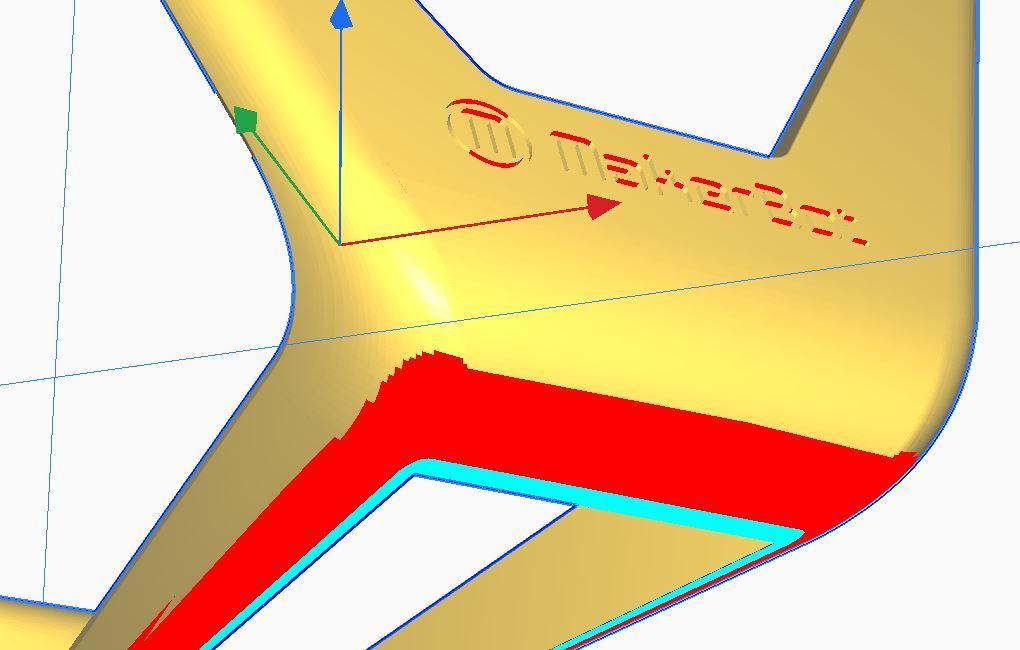
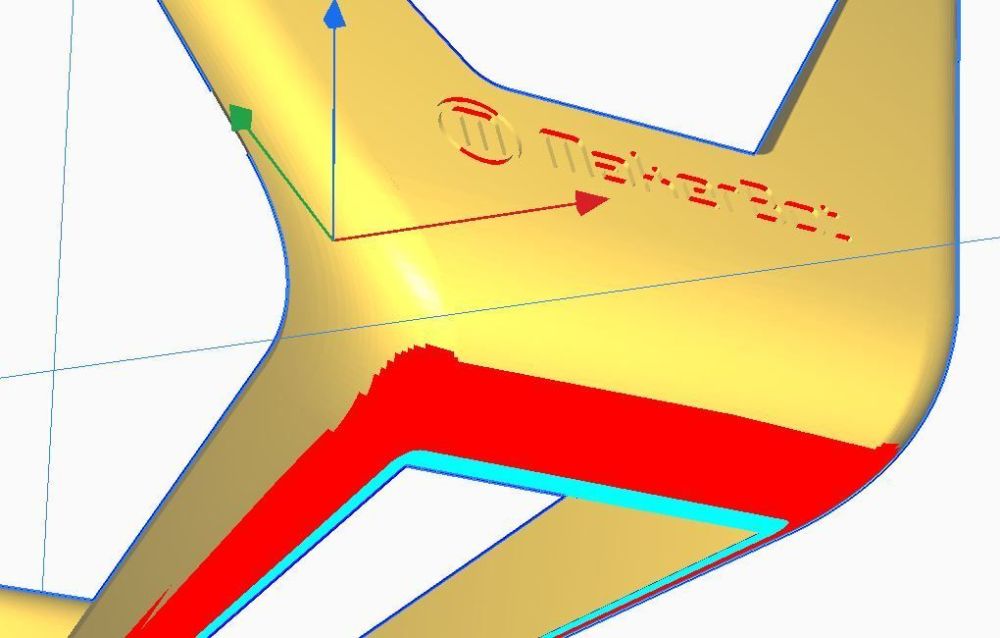
Bonsoir, de nouvelles amélioration à apporter pour l'impression de ce support de casque bien connu. Il a été imprimé avec Cura dans la diagonale du Bed. C'est ma première impression avec Cura, avant j'utilisais le Creality slicer. Dans cette position ce n'est pas trés jojo au niveau de la partie rouge qui est censée être bien arrondie. Voilà le résultat: Pourtant tout le reste de l'impression est plutôt trés propre à mon gout! Même si je trouve que lors de certain déplacement la buse frotte les supports... mais c'est le cas depuis le tout début. Je dois modifier quoi? essayer quoi? Merci d'avance




-
Bonjour à tous j'utilise avec plus ou moins de réussite ma S1 pro depuis le début de l'année, Créality m'a remplacé mon axe Y et mon BED et depuis c'est beaucoup mieux. J'ai depuis presque le tout début un Sonic Pad qui dors dans son carton que j'ai bien envie de mettre en place. Une fois tout bien branché, firmware de l'imprimante bien flashé, et tous les réglages du Sonic pad bien effectué, je peux ou je dois faire quoi pour imprimer? -Création d'une nouvelle imprimante dans Cura avec comme Gcode de démarrage et de fin trouvé dans la section Sonic Pad de Creality. -Importation des profils fourni dans cette même section dans Cura (normal PLA/ fast PLA/ normal ABS etc...) -Importation d'un fichier STL, découpage et récupération du fichier Gcode puis sur clé USB et dans le Sonic Pad. ou importation du fichier Gcode directement dans interface http du Sonic Pad J'ai bon pour la méthode ou pas? Et le fichier printer.cfg qui est dans le Sonic Pad il correspond à quoi? au réglage de mon imprimante dans le firmware klipper? J'ai besoin d'y toucher? Merci
-
Salut à tous, aprés mon post sur le réglage du plateau j'ai quand même constaté que mon BED etait pas mal tordu ainsi que mon axe Y, aprés contact avec Creality ils vont m'envoyer toute les pièces... mais en attendant je fais comme je peux avec l'imprimante et je continue de m'en servir. Lors de mes impressions je rencontre 2 ou 3 problèmes et j'aimerais avoir une piste pour amérliorer... - dernière couche: lors de mes impressions et essentiellement quand il y a des ouvertures, l'imprimante rempli un endroit puis un autre et quand elle revient finir ce qu'il manque cela fait des démarquations, que faudrait'il toucher pour amérliorer ceci: - quand il y a des petits cercles en début d'impression ils ont souvent beaucoup de mal à accrocher et me font des petits patés... dans creality slicer j'ai hauteur de couche et initiale à 0.2, en vitesse d'impression paroi 25 et vitesse premiere couche 20... mais pour essayer de reussir à chaque fois je reste devant et je baisse en direct la vitesse de 50% et ca loupe encore aussi desfois: - Et sur cette dernière image c'est quoi qui provoque ca? : Merci d'avance pour vos conseils




-
Salut, @Fx_oO7 tu parles de mettre à niveau le support de ton imprimante (bureau/table/autre), ce n'est pas forcement une bonne idée et n'améliorera pas le nivelement de ton plateau. Même si ton BED etait parfaitement de niveau avec la table cela ne changerai rien, quand on fait le nivellement du plateau c'est entre buse et bed, on pourrait trés bien imprimer avec une imprimante posée sur une table qui penche completement d'un coté...
-
Yes @Fx_oO7 https://github.com/synman/Ender-3-S1-Pro-Firmware
-
@Fx_oO7 Oui pour une première imprimante, je ne m'ennuie pas et vu le prix je ne m'attendais pas a galerer autant! PEI, Crtouch, double axe Z... Comme vu sur mon post, le groupe facebook en anglais est pas mal, je sais que les gens contents ne l'écrivent pas autant que les mécontents mais il y a la bas un nombre incalculable de débutant "surement" qui n'arrive pas à regler leur BED , et aussi pas mal de gens qui ont l'air de maitriser leur sujet et qui rale tout autant: Bed tordu ( ce que je pense avoir), AXE Y pas droit non plus mais pas simple à vérifier, Crtouch qui dérègle totalement la machine (j'en parlais des mon tout premier message), Zoffset qui ne se déplace que de 0.05 en 0.05. Pas mal désactive l'autonivellement pour avoir de belles impressions. En parcourant ce groupe j'ai aussi vu qu'il existait depuis trés peu un firmware modifié corrigeant pas mal de problème et ajoutant le réglage du Zoffset par pas de 0.01 (comme sur la S1 normale). Malheureusement pas assez de connaissance pour essayer de le mettre...
-
Salut @Fx_oO7 Comme tu as pu le voir sur mon sujet de nivellement de plateau auquel je crois tu as participé, c'est impossible tout du moins avec les ressorts d'origine d'avoir son Zoffset à 0 et de regler son plateau, on arrive à des molettes qui sont completement desseré ou à des valeurs de Zoffset à -5 et encore cela ne touche pas... Je n'ai pas regardé la video de la S1 mais avec la S1 pro la seule solution est de commencer sur le point 1, de mettre un Zoffset pour frotter la feuille puis de faire les 4 coins avec ce Zoffset et de regler avec les molettes puis de revenir au point 1 et d'affiner le Zoffset. Ou alors la procedure que l'on m'a expliqué sur mon post, tout à la main en désactivant les moteurs.
-
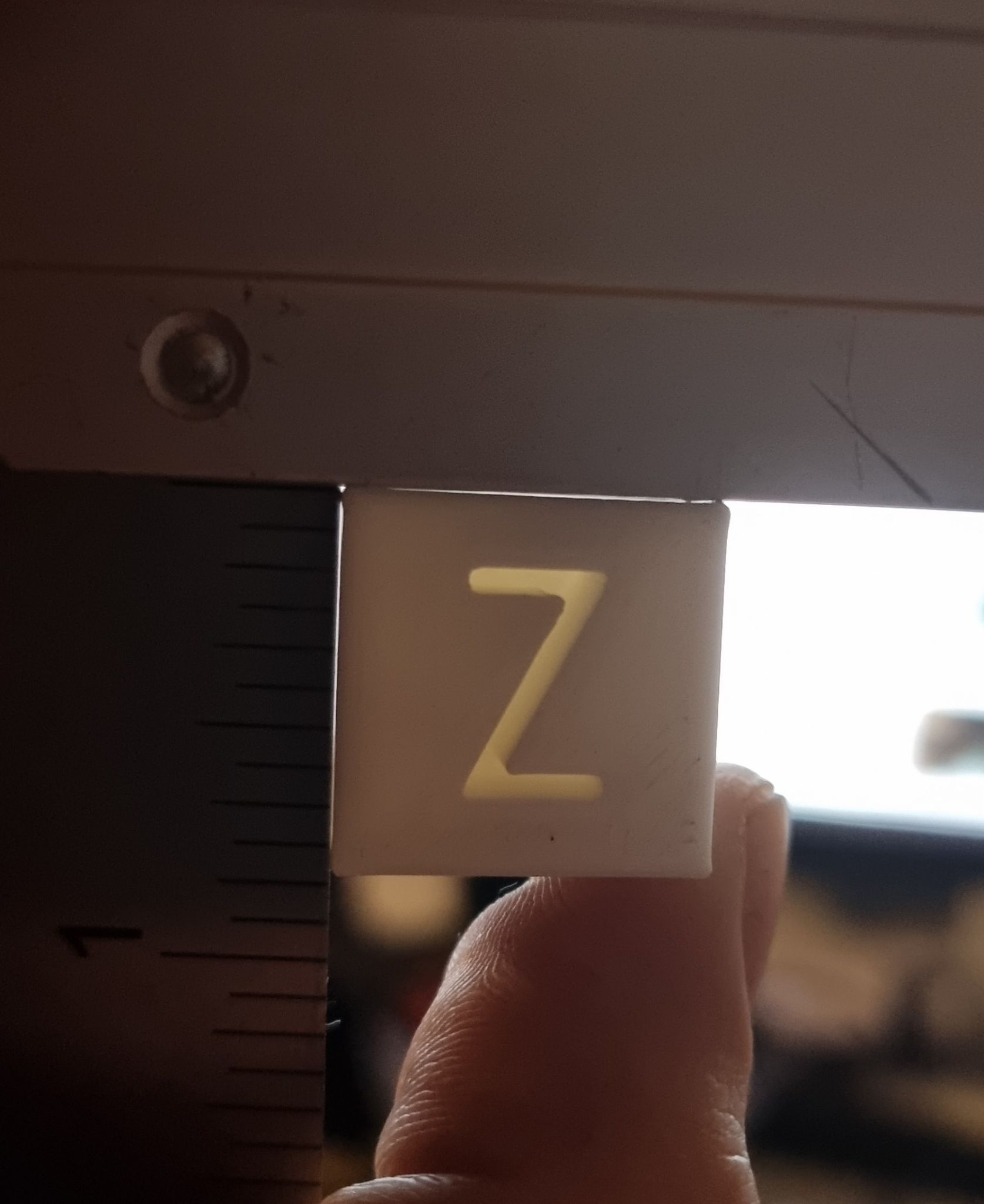
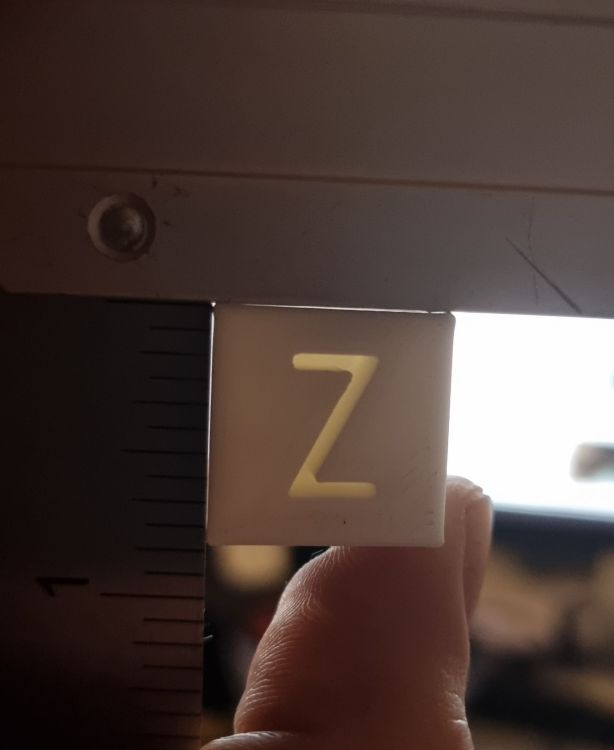
Ok et ben pas simple j'étais parti pour regler mes axes X Y e Z mais je ne sais pas si je peux dans ces conditions. J'ai trouvé sur le forum quelqu'un qui avait posté un cube 30 x 30 avec un trou sur chaque face permetant de mesurer la profondeur au pied a coullisse et ainsi ne pas ternir compte des imperfections de la couche exterieure... peut etre commencer par ca.
-
ok ok désolé alors, bon on va dire que mon extrudeur est OK alors... Donc j'ai fais colonne à partir du cube en 10cm (j'ai mis ma premiere couche à 0.28): - 1er essai: il c'est décroché à environ 6.4cm le temps que je tourne le dos pour aller manger... je n'étais pas loin et n'est pas entendu le bruit habituel de la buse contre le plastique, il y aussi eu un angle un peu relevé... c'est encore autre chose mais quand il fait la premiere couche du carré, à un moment la buse fait un allez retour et laisse une mini goute de plastique, pas loin de l'angle ou c'est relevé. - 2eme essai: je relance pareil, j'ai entendu toucher un peu aprés la ou ca à loupé la premiere fois, juste une ou 2 fois pas eu le temps de filmer, j'ai suveiller jusqu'a la fin et cela n'a pas recommencé: Si l'on regarde sur celui qui a bien terminé, il y a un trait qu'on ne sens qu'a peine au touché , à peine plus haut que la ou cela à loupé. Donc pour les defauts ben déja pour commencer tous mes angles ressortent par rapport aux faces... Cela va surement fausser un peu les mesures: pour X en passant par le dessus ou dessous donc en prennant bien mes face j'ai 20.00/19.99/20.01 mais si je prend les arrêtes pour la mesure j'ai 20.09/20.10/20.11 pour Y en evitant les arrêtes j'ai 19.89/19.91 en haut 19.95/19.94 en bas mais si je prends les arrêtes j'ai entre 19.98 et 20.03 sur toute la hauteur (plusieur mesure) pour Z mesure à l'avant du X 100.01 à l'arriere du X 99.92, à l'avant du Y 100 à l'arriere du Y 99.91 , si je prend au milieu de la face Z 99.95 Voila, peut etre que corriger les angles avant de mesurer est important.


-
Oui pièce imprimé de la même manière que sur la photo comme vu sur le site ou je l'ai prise, sans support ni rien, juste la jupe. L'impression qui à reussi malgrés les petit chocs tenait tres bien au bed à la fin. Alors si la verification de la calibration de l'axe Z (step/mm) c'est le truc de mettre le scotch à une certaine hauteur sur le filament et demander d'en sortir une certaine longueur, je suis pile poil. Je vais faire la colone de 100 a partir du cube déjà on va voir, et peut etre celui de 40 x40 Merci