Ecth3lion
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de Ecth3lion
")





-
Ahhh ça me rassure (dans la mesure ou je n'ai pas imprimé grand chose...)
-
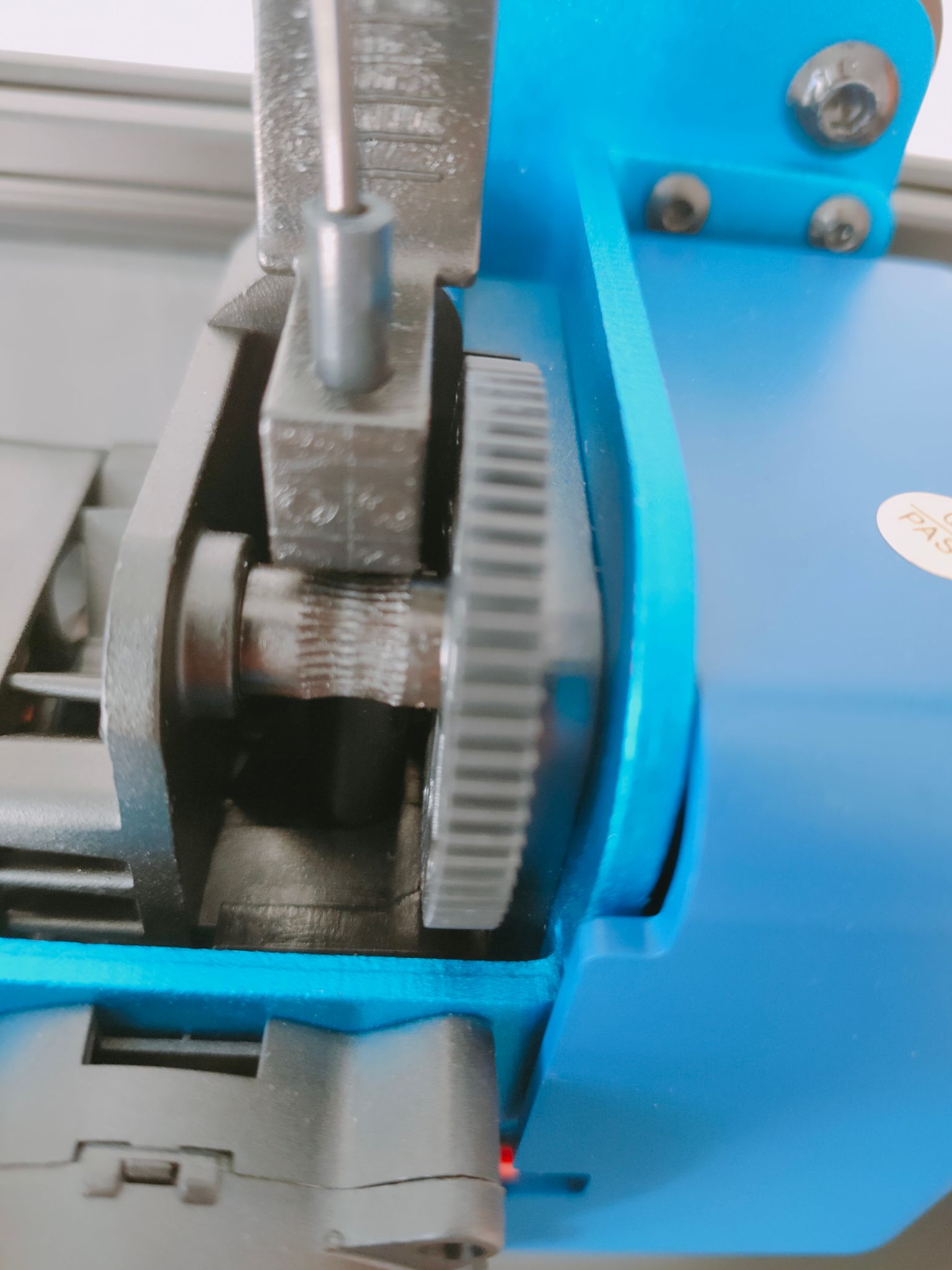
Salut, Voici une photo de la roue, qu'en pensez-vous ?
.thumb.jpg.7977260f2b28ad8cafff9034c399b30e.jpg)

-
Désolé de répondre aussi tard, j'ai été pas mal occupé... Donc pour résumer il faudrait une config avec un CPU qui propose des perf en monocœur (pas dans un budget abusé non plus) + 16 ou 32Go de ram et pas forcément de CG ultra performante pour de la DAO. Je vais aussi jeter un coup d’œil pour ajuster la valeur de K afin d'avoir de meilleurs impressions.
-
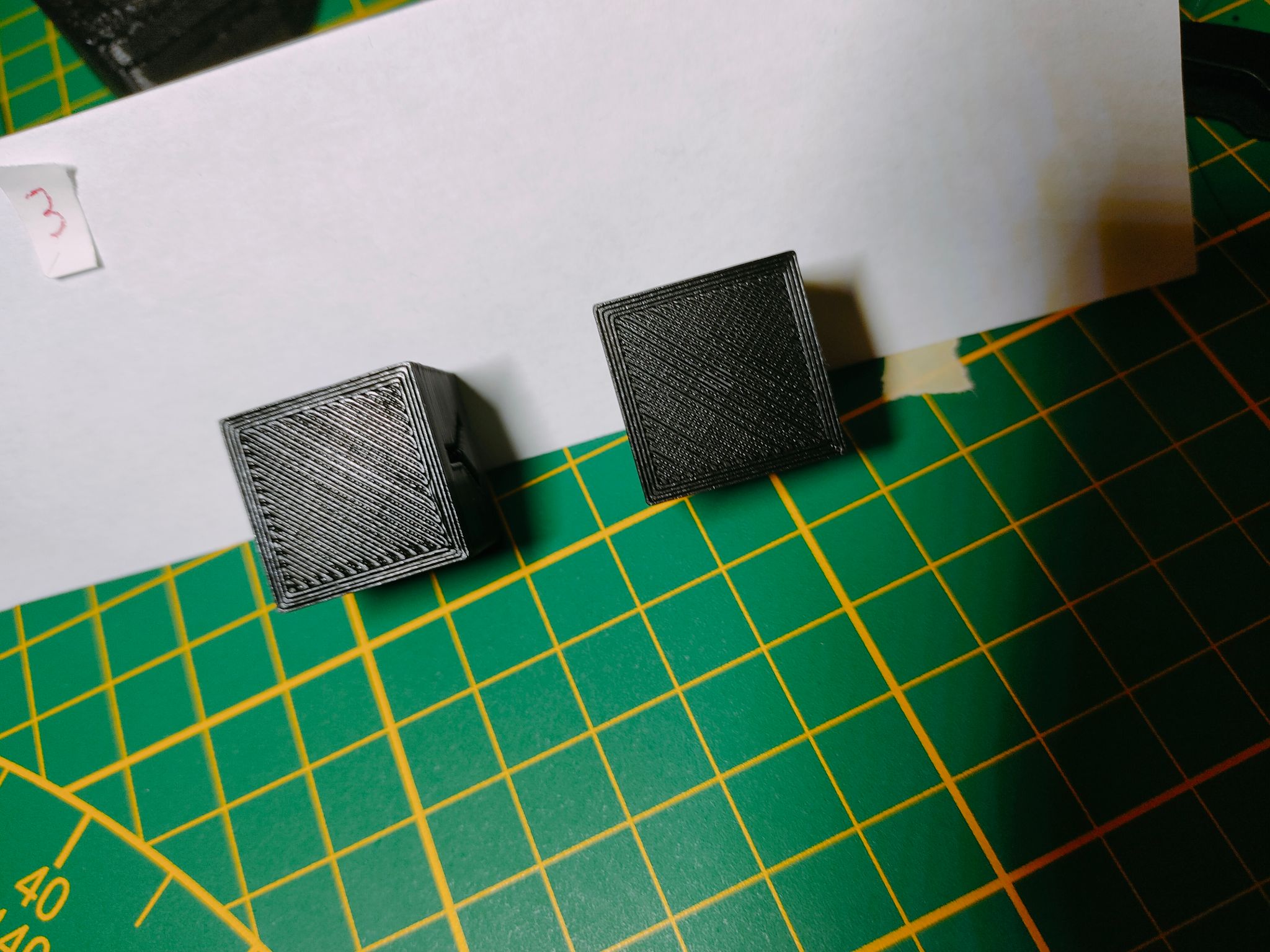
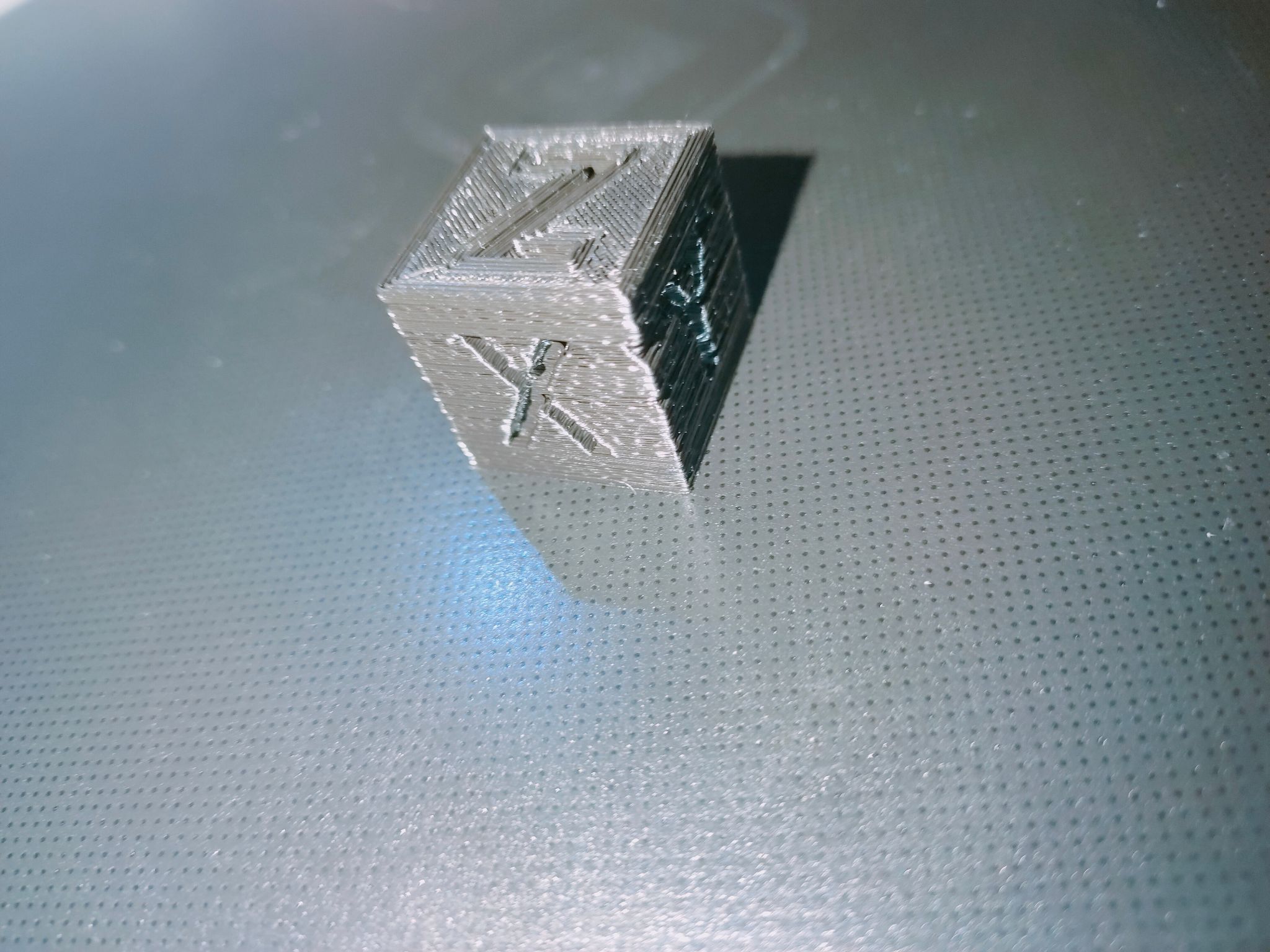
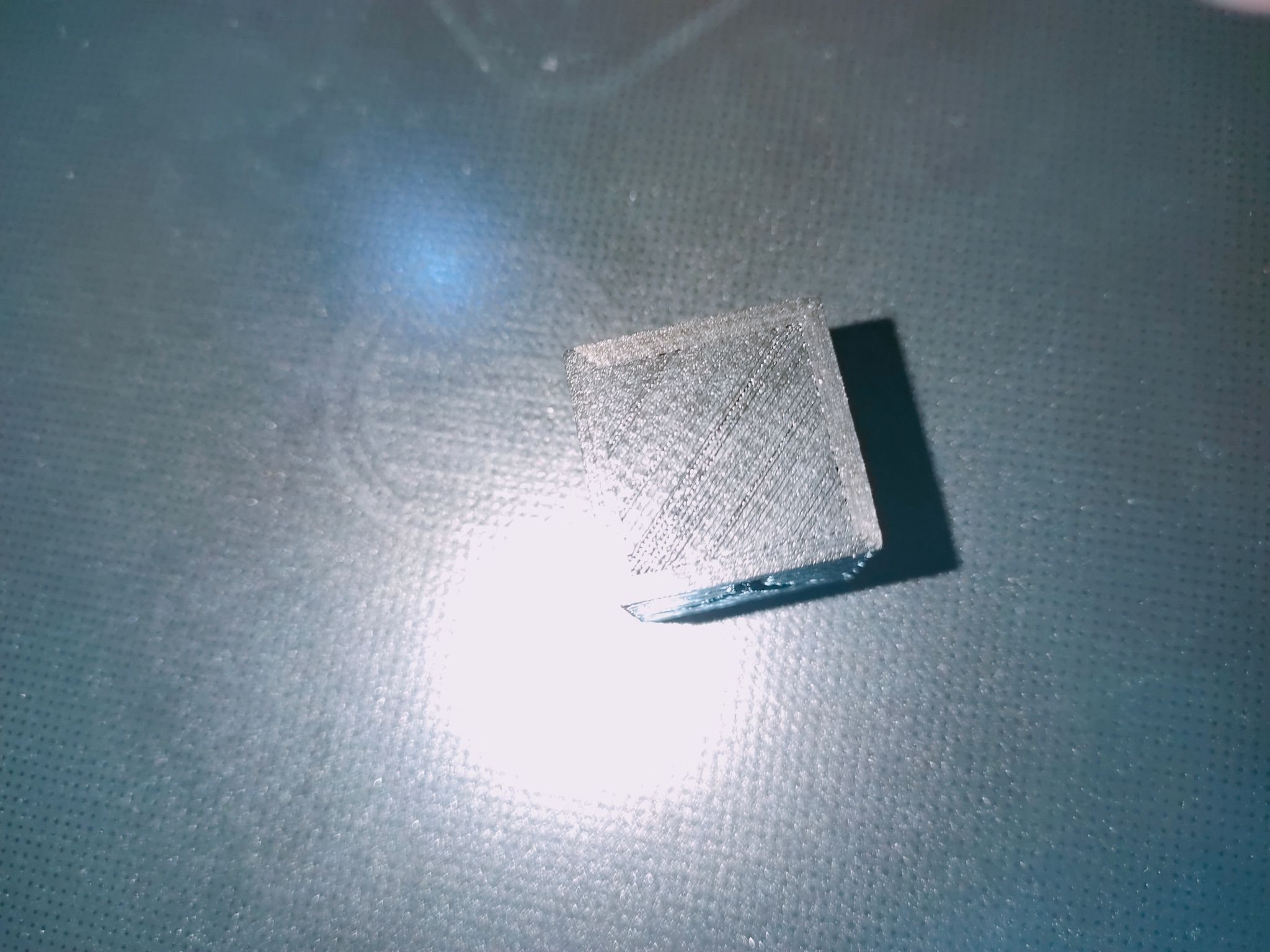
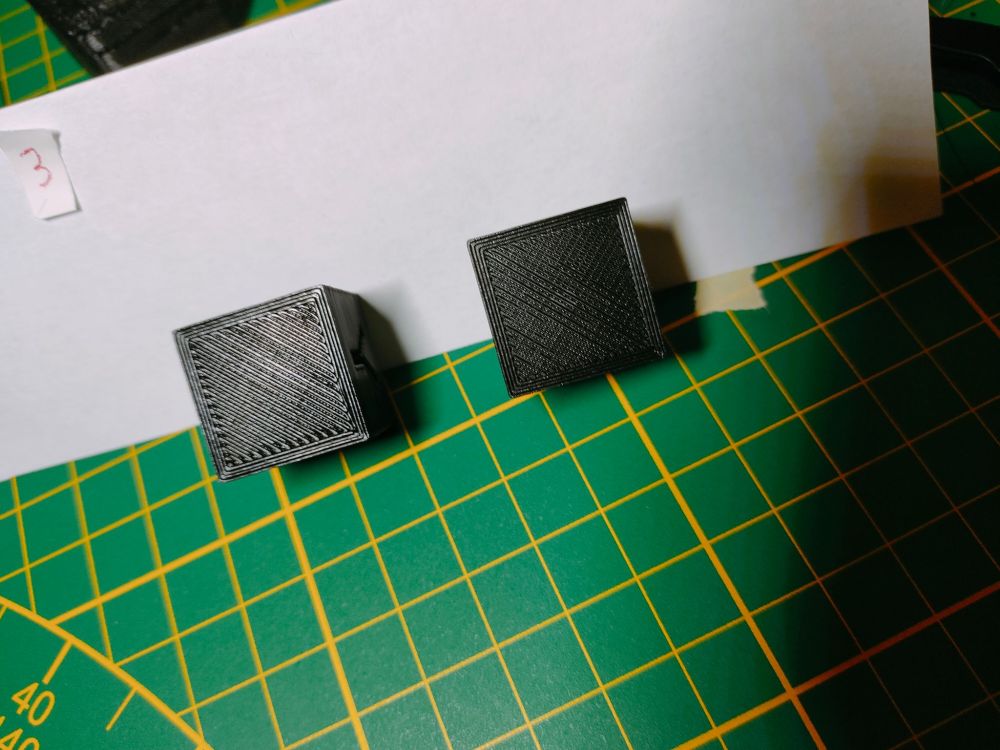
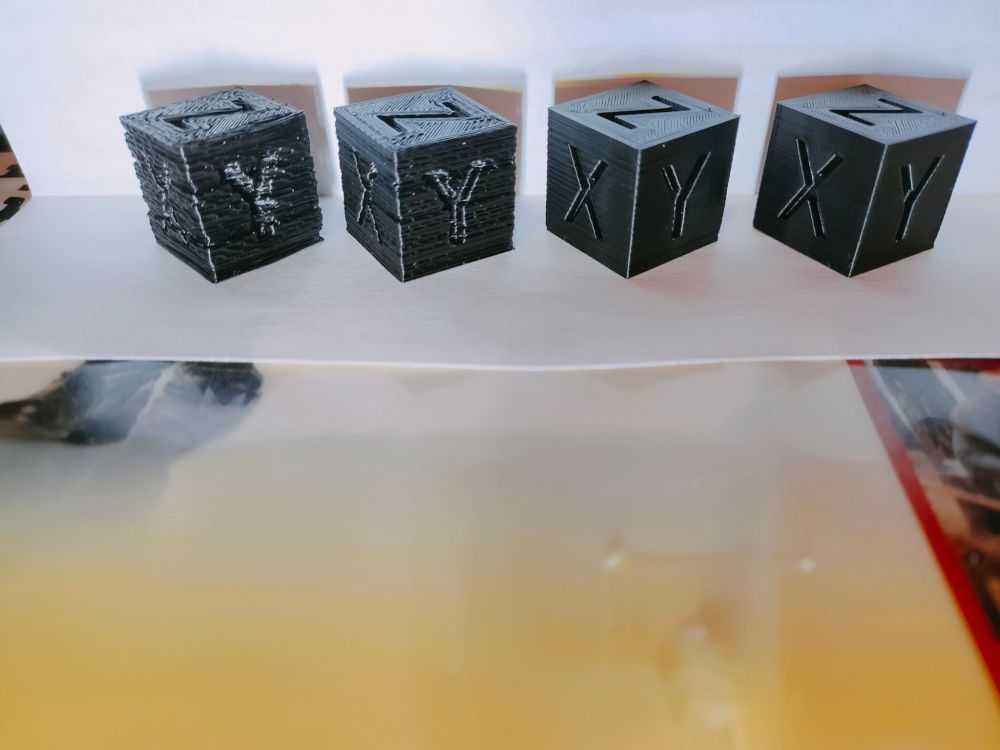
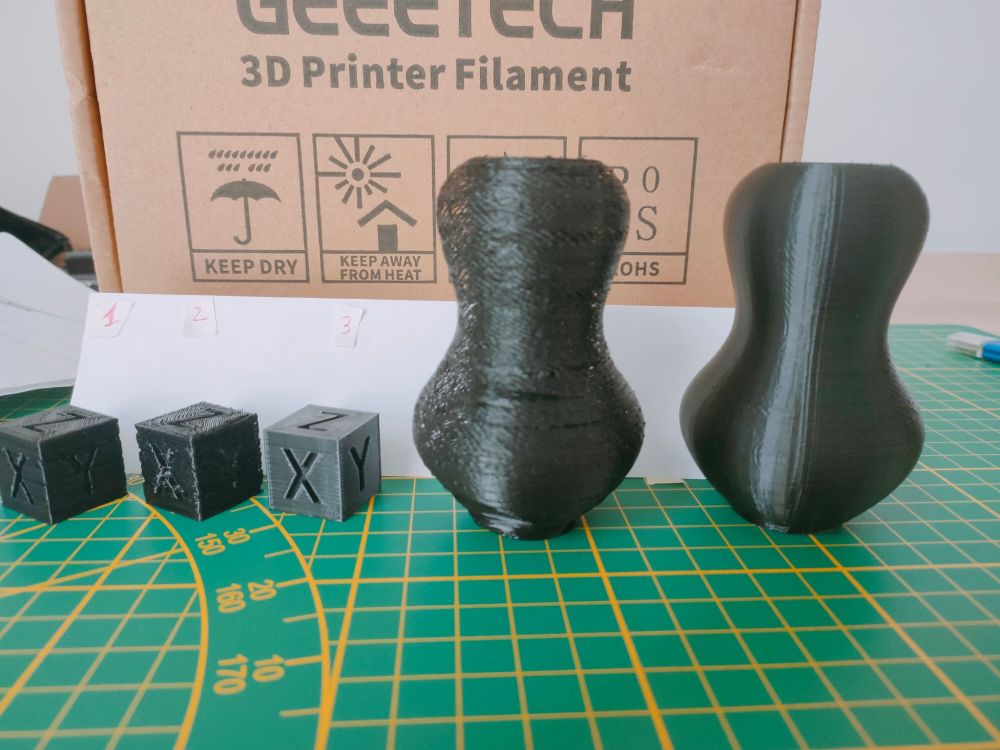
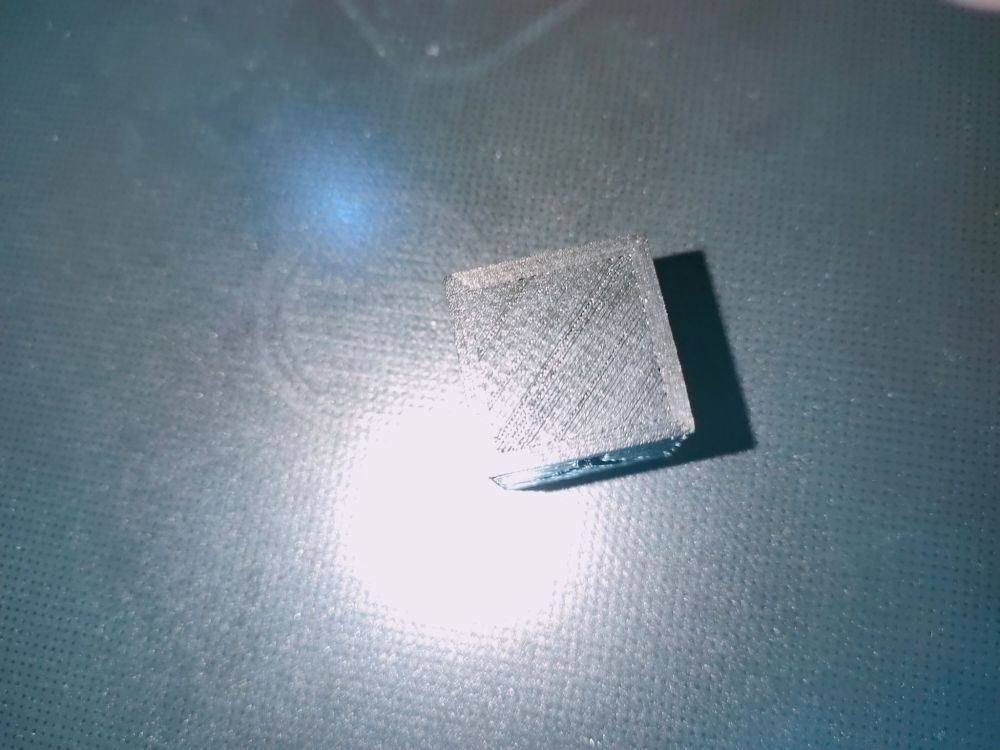
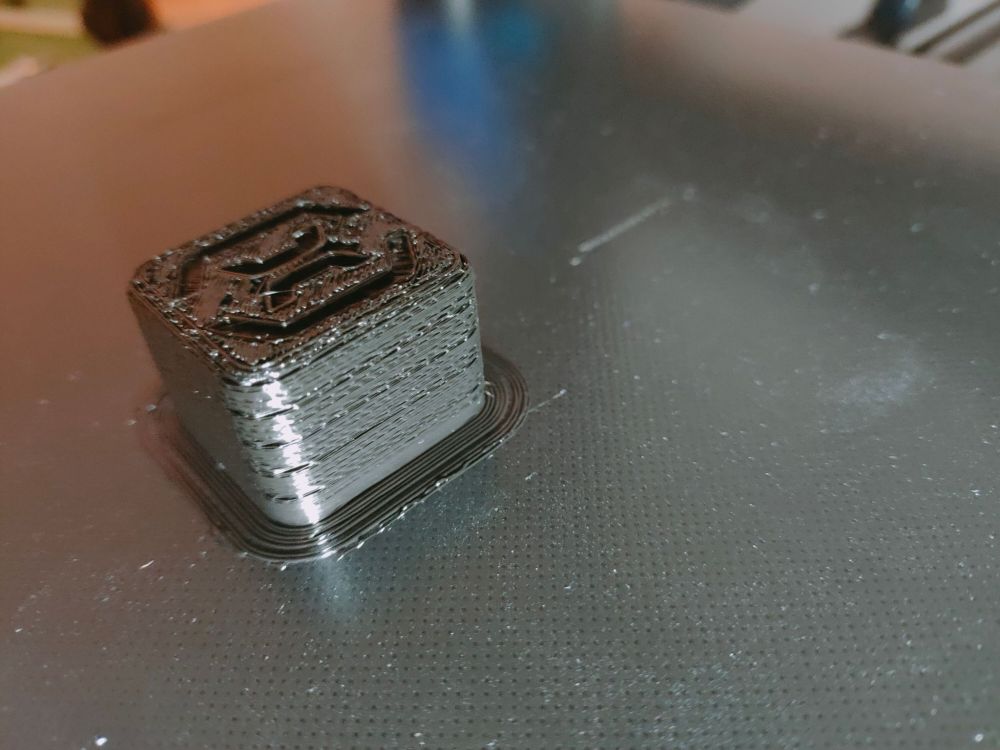
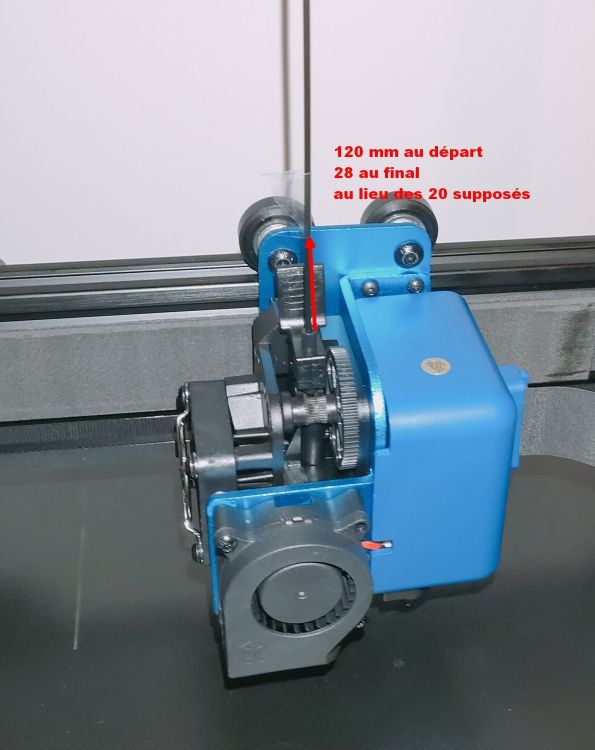
Merci pour toutes ces précisions Je vais me contenter, pour le moment, d'imprimer des pièces en PLA classique et je verrai ensuite si j'ai l'utilité de changer de matériaux (variantes de PLA ou ABS), l'ABS étant nocif donc potentiellement créer un caisson pour l'imprimante et installer un filtre Hepa... dans la description mon imprimante ne semble pas imprimer le PETG, je suppose donc qu'il faille faire des modification ou faire l'acquisition d'une imprimante aussi capable d'imprimer du PETG. Pour le logiciel de CAO j'ai envie de tester Fusion 360 ou SolidWorks mais il faut une config assez musclée...trouver une version de F360 sous Windows 7 pour le moment (Win7, i7 2600K, 16Go de ram, GTX 970)...et/ou monter une config de CAO à base de Win 10, Ryzen 5, 16/32gb de ram, Un GPU performant genre RX 6600 (les RTX 4k étant trop chères et mal conçues...) Hum... Blender et Nomad sculpt pour tout ce qui et plus "précis"/ détaillé...Je prends note. Pour le moment, niveau marlin et le flash... Je ne vais pas trop m'éparpiller et éviter de faire des bêtises...Je vais en premier apprendre à utiliser l'imprimante à régler quelques paramètres comme le Linear Advance (pour améliorer la qualité des pièces). L'idée est comme une imprimante jet d'encre d'imprimer une page test et de "dire" à l'imprimante que l'impression est la meilleure à tel endroit. A ce propos je suppose que je ne peux pas faire n’importe quoi concernant la calibration de K (valeur du Linear Advance) Par exemple https://www.printables.com/fr/model/39968-la15-k-factor-calibration ne serait pas adapté ? (voir photo) Sur ce site https://docarti.fr/les-reglages/ il est précisé qu'il faut flasher l'imprimante pour modifier le Linear Advance, sinon sans flash l'imprimante ne mémorise pas les modifications et ensuite qu'il n'est pas indispensable de flasher l'imprimante car elle devrait être capable d'imprimer correctement sans flashage... Du coup je suis un peu perdu.... Je viens juste de réajuster la Valeur de E avec les commandes... Scotch à 120mm 1 - Ouvrir Repetier host 2 - Faire une marque a 120mm de l'extrudeur avec un marqueur (ou avec du scotch) 3 - Mettre la température de la buse a 210°c et taper la commande suivante 4 - M83 (commande mode relatif) 5 - G1 F50 (vitesse d'extrusion) 6 - G1 E100 (Extrusion de 100mm que l'on appel valeur A) 7 - Couper Chauffe extrudeur 8 - M503 (lecture des valeur dans Eeprom) 9 - Rapport des commande rechercher la ligne "Echo M92 ...." et récupérer la valeur extrusion E445 par exemple que l'on appelera Valeur C. echo: M92 X80.12 Y80.12 Z402.00 E484.00 J'ai 13mm au lieu des supposés 20mm donc 7mm en trop Soit X=100/107*484 X=452.33 Au lieu des 484 dernièrement calculé et des 445 de base. Je peux donc mettre 1% en plus (ce que tu fais) de plus donc 452.33+(452.33*1/100) soit 456.86 > Je peux mettre 457 12- M92 E457 13- M500 Grosses différences entre E=457 et E=484 ? Il faut croire avec cette nouvelle impression test (à droite) la base du cube n'a plus de défauts et les 4 cubes test (le plus récent à droite) (dans le 3ème il y parfois des petits"creu" d'impression) et les autres faces du cube 4 sont plus lisses et on ne voit quasiment pas les couches d'impressions. Modifier le Linear Advance n'est peut-être plus nécessaire, qu'en penses-tu ?
-
L'Artillery Sidewinder X2 est capable d'imprimer du PLA, ABS (plus résistant), Flexible PLA, Wood, PVA (pour les supports), HIPS (pour les supports) ; le PLA que j'ai déjà... et je me suis demandé si j'aurai une utilité de faire l'acquisition de filament ABS, par exemple une marque comme Sunlu pour pouvoir imprimer des pièces plus résistantes qu'avec du PLA. Pour commencer je comptais imprimer quelques pièces en PLA, "optimiser" l'impression en corrigeant le linear advance par exemple (ou autre) puis passer à l'ABS pour du plus durable (pièces détachées, engrenages ect) Le PLA tient la route sur la durée pour imprimer des figurines / vaisseau (pour la déco)? (genre le Rocinante de the Expanse...) L'idée est donc de concevoir sa "pièce" sur un logiciel de CAO ensuite transformer le fichier vers un format imprimable par une imprimante 3D (un slicer si j'ai bien compris). Comme logiciel de CAO (SolidWorks, Autocad ect) lequel pourrais-tu me recommander , (quelque chose de simple pour débuter et surtout chaque fichier créé (provenant de tel ou tel logiciel de CAO) peut-il être paramétré avec un slicer pour lancer l'impression ?) Quand tu dis "je m'étais mis a la configuration de mes propres firmware Marlin et après a la fiabilisation et optimisation de ma Genius " , Il est possible de "flasher" son imprimante (en fonction de la marque je suppose) pour optimiser certains paramètres ? Concernant le linéar advance j'ai vu sur ce site https://help.prusa3d.com/fr/article/linear-advance_2252 (pour une imprimante Prusa et non la mienne) que la valeur sa valeur K changeait d'un matériaux à un autre et aussi du diamètre de la buse ; donc potentiellement changer la valeur de K lorsque l'on change de matériau de filament. Apparemment il faut bien faire attention avant de changer la valeur de K (peu importe la marque de l'imprimante) avant, je suppose, de potentiellement endommager l'imprimante ou la buse.
-
Salut Yo', Salut MrMagounet, J'ai nettoyé partiellement la roue (ce qui est visible) avec un bout de mouchoir, il y a eu un petit dépôt noir mais rien de bien méchant je pense ? Donc relancer les commandes avec le scotch à 120mm, effectuer le même calcul et les même commandes pour rectifier l'extrusion en une "normale" Par contre le linéar advance mériterais peut être d'être calibrer pour les angles du cube soit plus propre mais tu as pas d'urgence ? quoiça ? calibrer le linéar advance. (La Linear Advance (LA) est une technologie qui prédit l'accumulation de pression dans l'extrudeur lors d'une impression à haute vitesse. Le firmware de l'imprimante utilise cette prédiction pour diminuer la quantité de filament extrudé juste avant de stopper et de décélérer, ce qui évite les blobs ou les artefacts dans les coins pointus. Ce que l'on appelle 'Valeurs K' sont le paramètre déterminant dans quelle mesure la Linear Advance affecte l'impression). Je comprends mieux l'idée et je suppose que cet ajustement se fait avec des tests et des lancements de commandes à base de K cette fois ? "Le filament n'était pas assez comprimé et donc mal entrainé" (ça fait sens^^ d'où les impressions "brouillon") ... la roue dentée aurait-elle pu se desserrer pendant le transport de l'imprimante ou peut-être mal "ajustée" au départ ? Les marques des dents sur le filament sont censées être très prononcées ? "L'avantage a ton soucis c'est qu'il ta permit de bien comprendre ne fonctionnement de l'extrudeur". Et oui étant curieux de nature j'aime bien comprendre le fonctionnement des choses Merci beaucoup
-
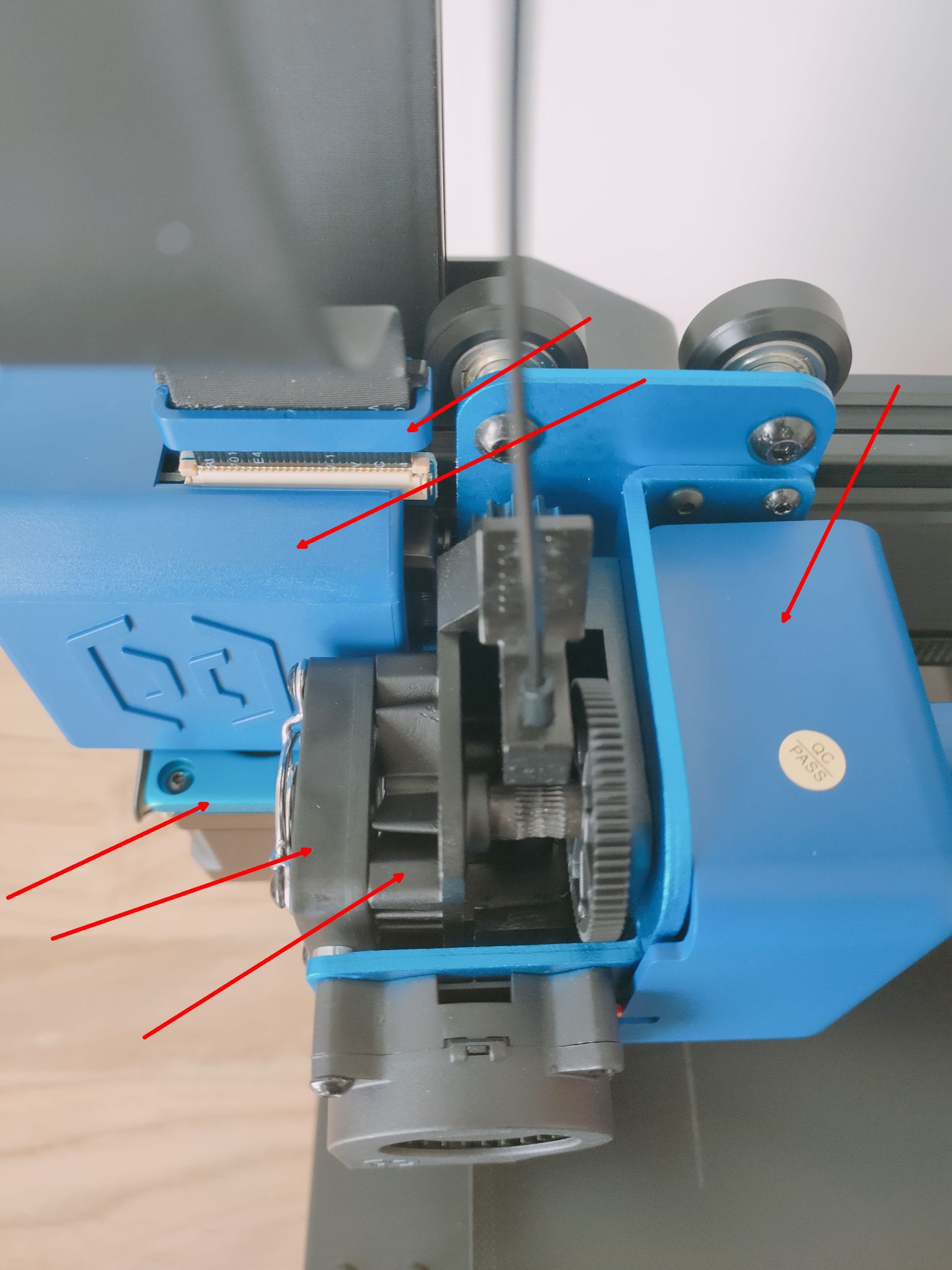
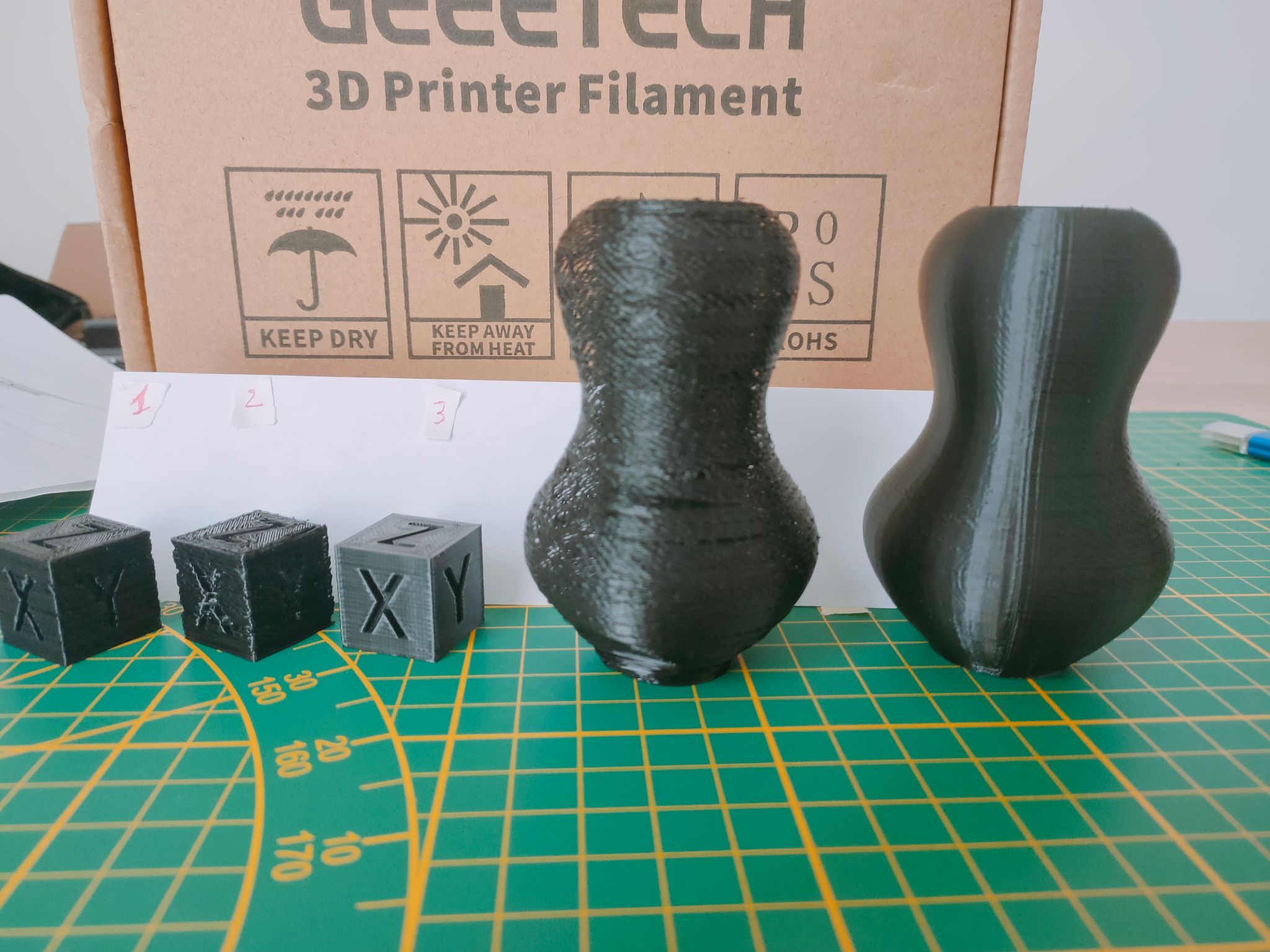
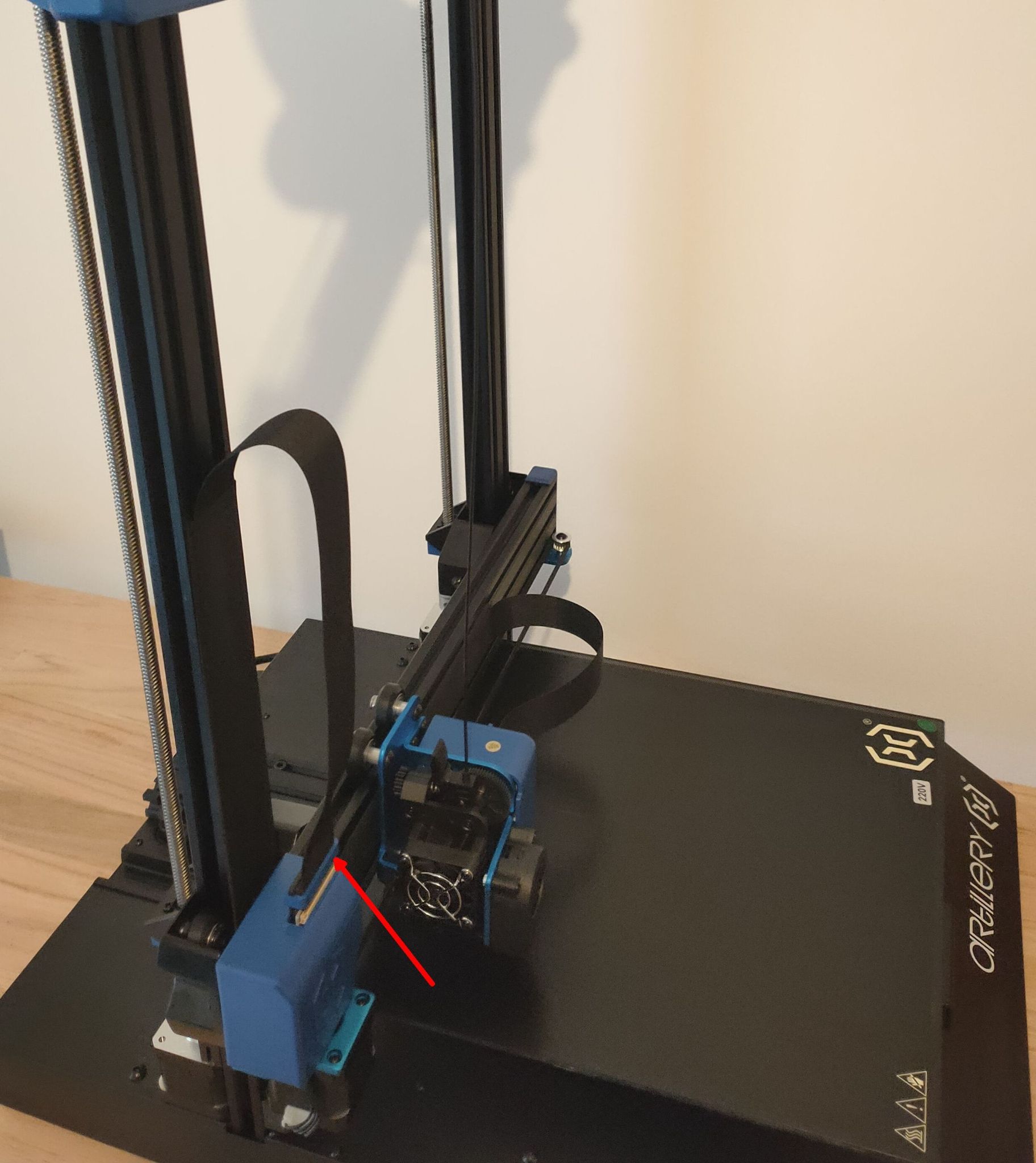
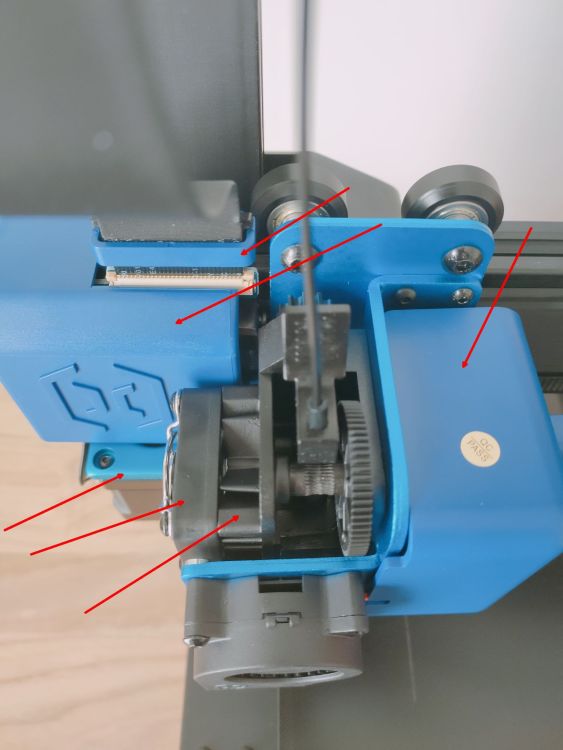
Je l'ai achetée chez Geekbuying (j'ai un certificat d’authenticité de fourni dans la boite et un "triangle" qualified certificate daté du 2022/05/11 QC PASS 12 . J'ai démonté le bloc (voir photo avec les flèches) de la "tête d'impression" les nappes, ventilateur de "gauche" (de l'extrudeur ?) la pièce plastique sous ce ventilateur, le cache de droite la piste électronique. (Le ventilateur de face serait-il celui de la buse d'impression ?) Je me suis arrêté de démonter ce bloc lorsque que certains connecteurs ne voulaient pas se déconnecter de peur de casser quelque chose et j'ai tout remonté/ revissé fermement mais sans forcer. Sur l'autre photo cette petite roue qui doit servir à l'extrudeur je suppose ? (gérer la "tension") j'ai "revissé" cette roue qui semblait avoir un peu de jeu... J'ai relancer une vérification du plateau (nivellement, z=0 et auto level) puis l'impression du cube et l'impression test fournie sur la clé usb et voilà ce que j'obtiens (voir photo). Cela me semble beaucoup mieux non (le 3ème cube et le vase de droite) ?

-
Les nappes ont l'air ok, je les ai déconnectées puis reconnectées. J'ai nettoyé la buse avec l'aiguille encore une fois Je n'y connais pas grand chose mais l'impression n'est pas trop non plus... L'impression reste identique voir fragile (cassante)... J'aurai peu être endommagé quelque chose avec cette étincelle... J'ai commencé a démonter le cache bleu de la nappe du montant horizontal où se trouve la buse mais je ne suis pas allé plus loin et j'ai tout remonté comme c'était avant... Je ne sais pas trop quoi faire...que me recommendes-tu ? (je l'ai reçue jeudi 26 Janvier)
-
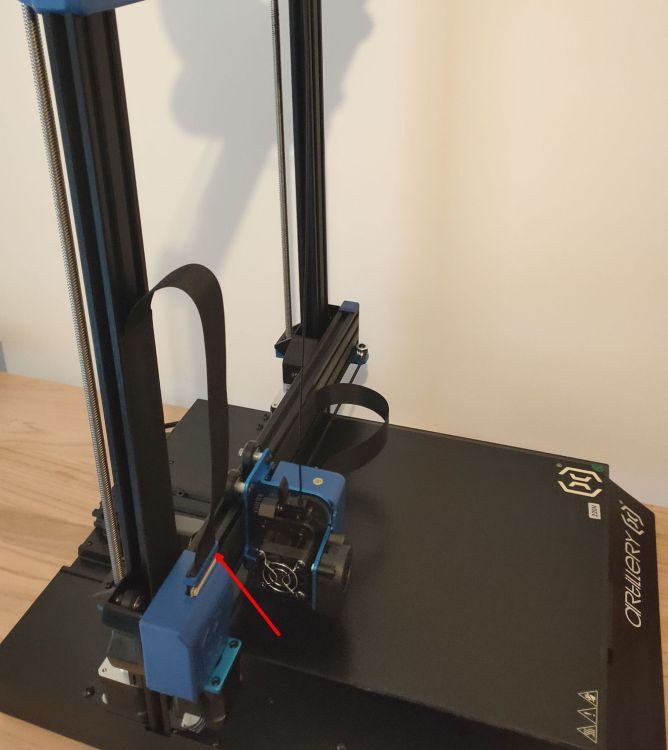
Maintenant que j'y pense j'ai voulu retiré le clip de la nappe du montant vertical gauche pensant qu'il était mal verrouillé (imprimante allumée) (voir sur la photo) et quand le l'ai retiré il y eu une petite étincelle... cela pourrait avoir endommagé quelque chose ? Quelles manipulations puis-je effectuer pour résoudre ce problème de manque de matière ? (trouver "le pourquoi du comment")
-
Le PTFE est bien le petit tube plastique qui guide le filament avant d'entrer dans l'extrudeur ? J'ai utilisé l'aiguille fournie avec l'imprimante pour nettoyer la buse une fois le fil retiré...Il y avait un fin dépôt de filament sur l’aiguille... J'ai lancé l'impression de ce fichier sur thingiverse https://www.thingiverse.com/thing:1278865 Je n'ai modifié la densité du remplissage qu'à 40% au lieu des 20% le résultat est nettement mieux. Que penses-tu des photos ? Qu'elles autres améliorations/modifications effectuer pour rendre l'impression encore meilleure ? Aurais-tu quelques astuces ? niveau entretien de l'imprimante (Artillery Sidewinder X2) : Le nettoyage du plateau (en verre) chauffant par exemple ? avec de l'alcool ? un autre produit ? Est-ce grave si parfois mes doigts touchent le plateau chauffant ? Le nettoyage de la buse est à faire souvent ? avant toute nouvelle impression ? Je réajuste le plateau avant chaque impression (les 4 positions avec le papier, le Z=0 et l'auto levelling) est-ce indispensable ? Merci encore pour ton aide.

-
Le PTFE ? J'utilise du filament GEEEETECH PLA 1.75mm noir 1Kg J'ai lancé l'impression de la clé usb fournie par le contructeur donc je n'ai aucune idée du profile et slicer utilisé par ce fichier
-
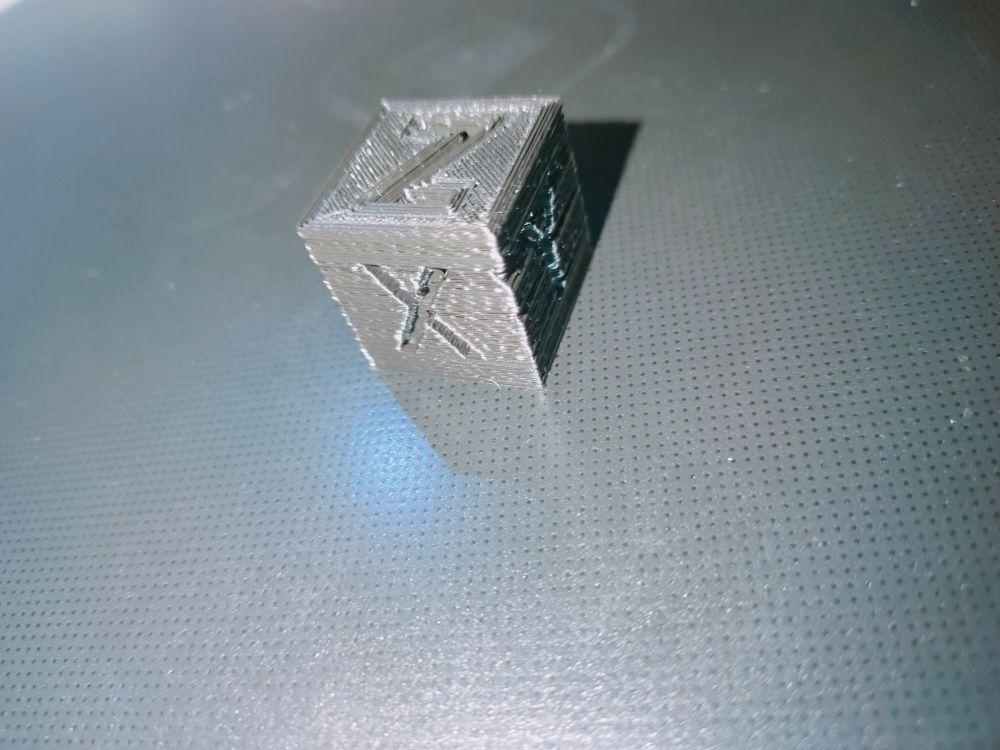
J'ai lancé hier l'impression de cube.3.gco de la clé usb fournie par le constructeur, il ya du mieux mais c'est pas encore ça...
-
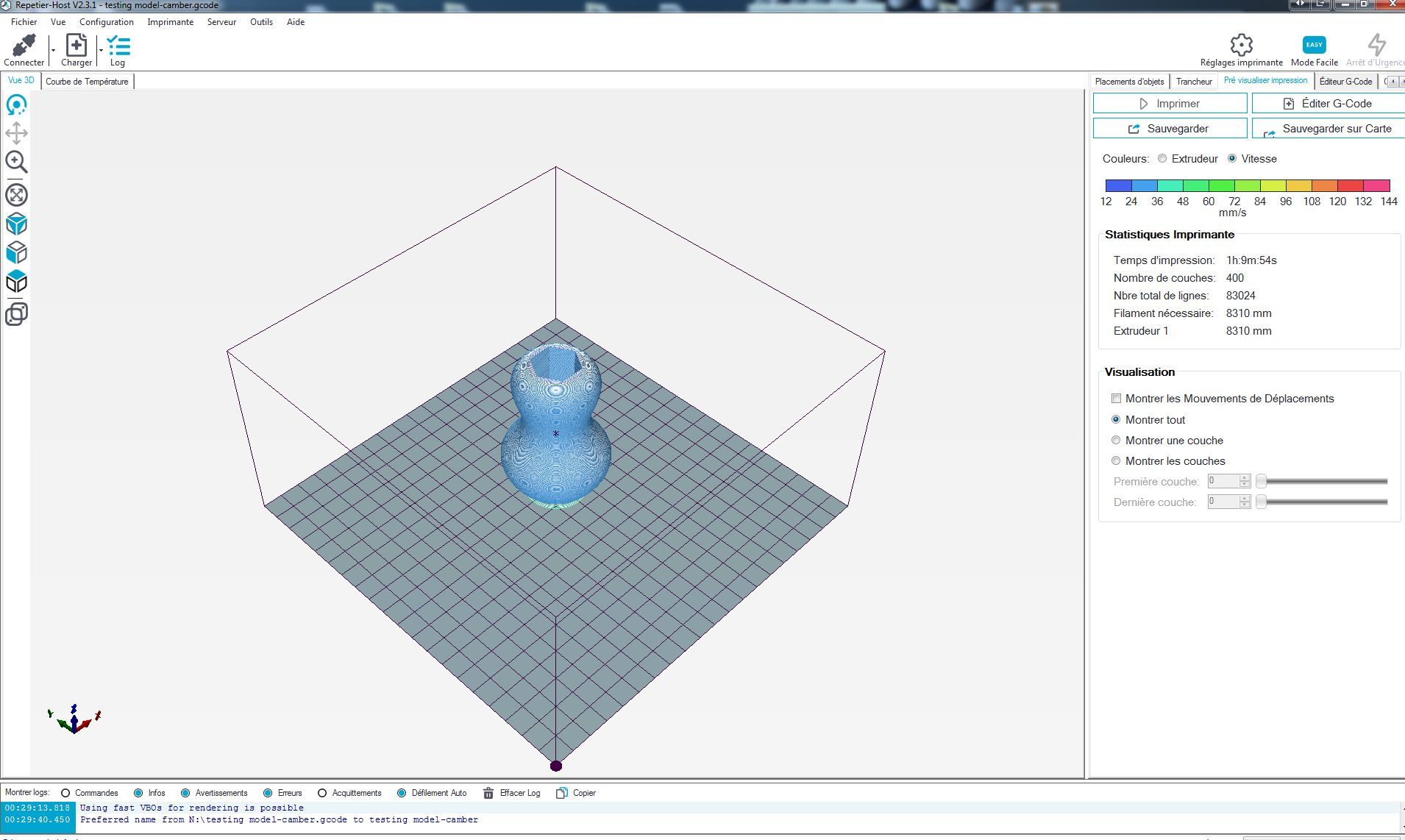
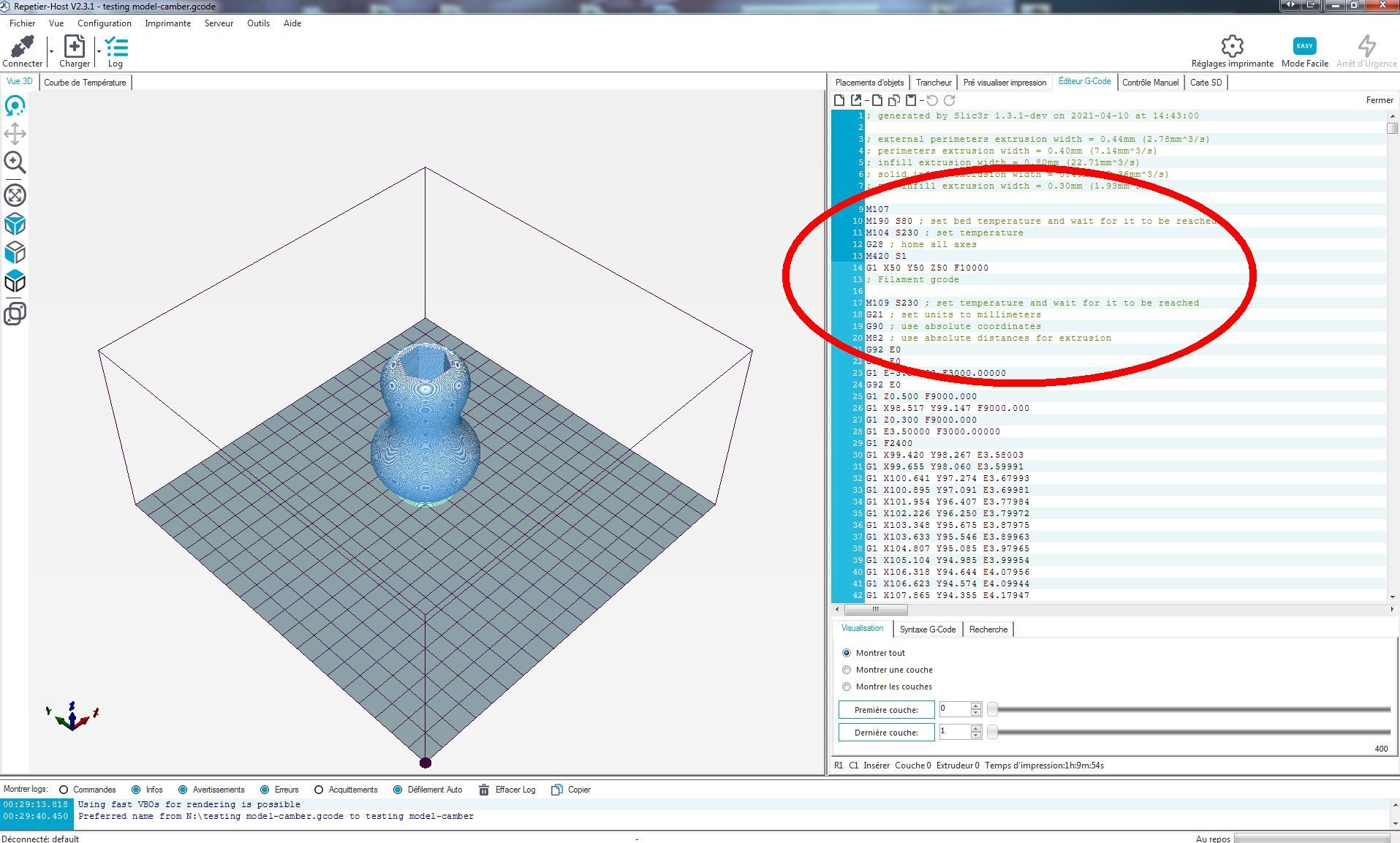
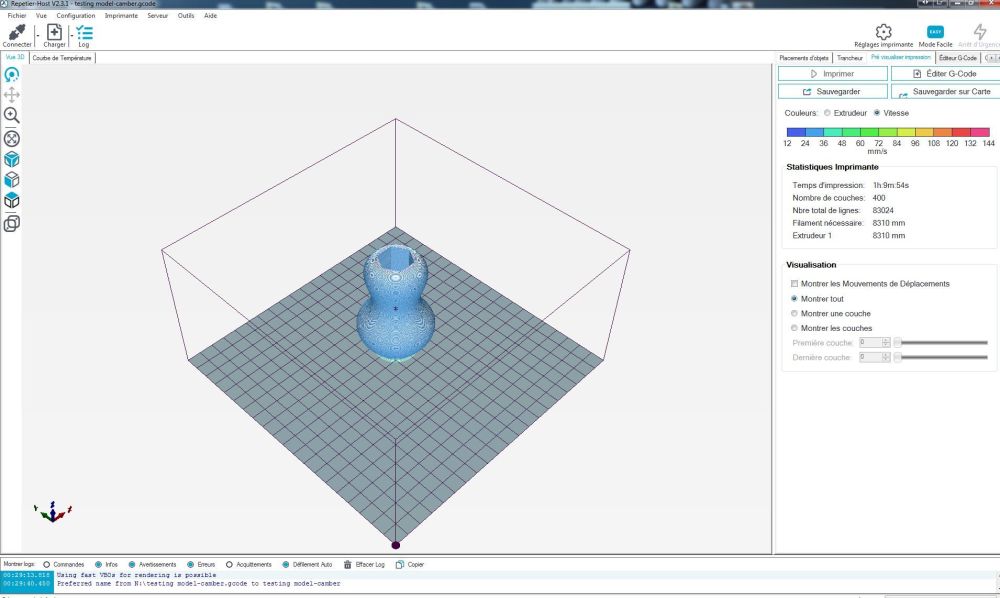
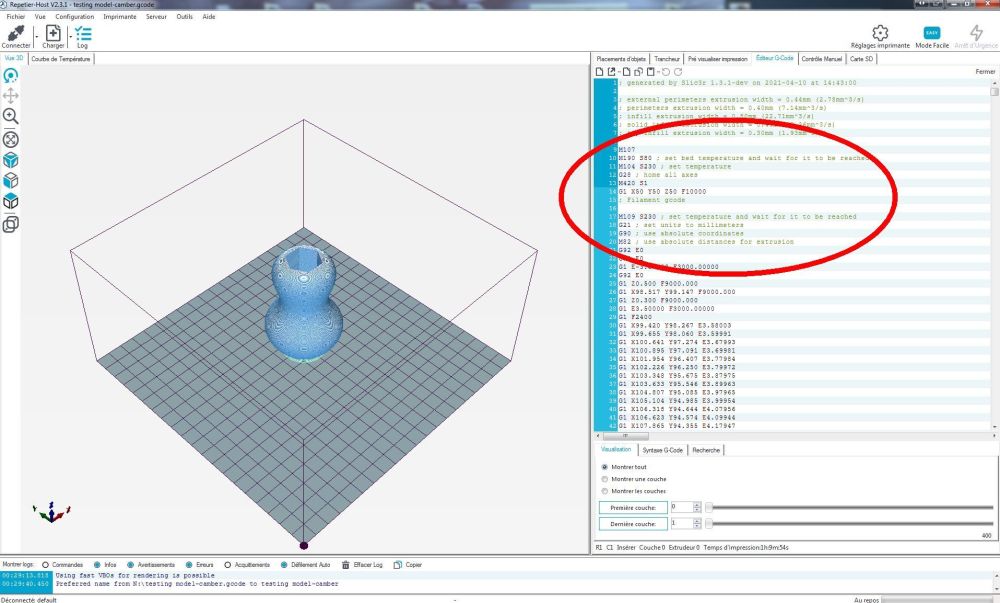
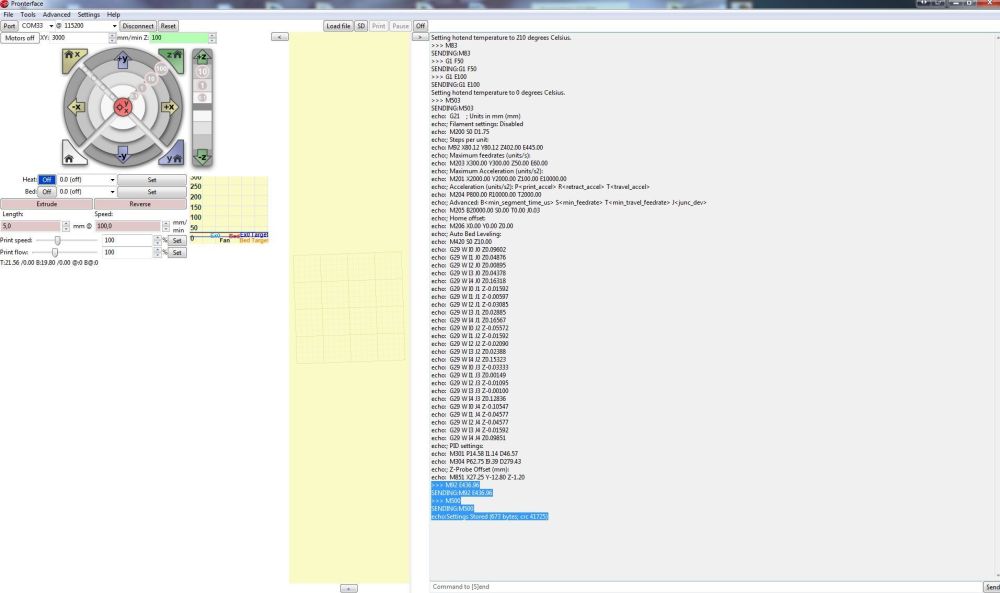
Merci encore pour tes explications Ahh il fallait prendre la valeur après x, y et z donc E445, je pensais que tu avait donné cette valeur (E445) au hasard et donc qu'il fallait prendre la valeur juste avant donc Z402... Je viens de relancer pronterface et les commandes M92 E484 puis le M500 donc cela devrait être bon. Petit Hic : Si je lance la commande M503 dans repetier il me donne les informations et notamment echo: M92 X80.12 Y80.12 Z402.00 E436.96 la valeur précédemment entrée au lieu de E484 même après avoir lancé les commandes M92 E484 puis le M500 c'est étrange non ? Je tatonne... et il manquait le E dans M92 E484 puis le M500 donc echo: M92 X80.12 Y80.12 Z402.00 E484.00 (E pour extrudeur ?)... J'ai l'impression que lors de l'impression test (de qualité brouillon), l'extrudeur ne montait pas beaucoup en température... (sur la boite du filament que j'ai (GEEEETECH PLA 1.75mm 1Kg) il est précisé 190 à 220°C). Je dois pouvoir vérifier les paramètres du fichier testing model-camber.gcode ? Oui M190 S80 ; set bed temperature and wait for it to be reached M104 S230 ; set temperature .... M109 S230 ; set temperature and wait for it to be reached Et d'après repetier le fichier test à besoin de 8310 mm de filament donc 8% en moins soit 664.8mm en moins donc 7645.2mm...comme tu le disait c'est pas mal comme différence... L'impression test du constructeur est indispensable ou y en a t-il une autre impression plus rapide pour vérifier que tout va mieux et si il ya besoin d'autre modification comme le Flow ou débit sur le trancheur (comme tu le précise. par contre le flow et le trancheur ???) ou encore il est préférable de lancer l'impression test du constructeur ?
-
Merci à toi
-
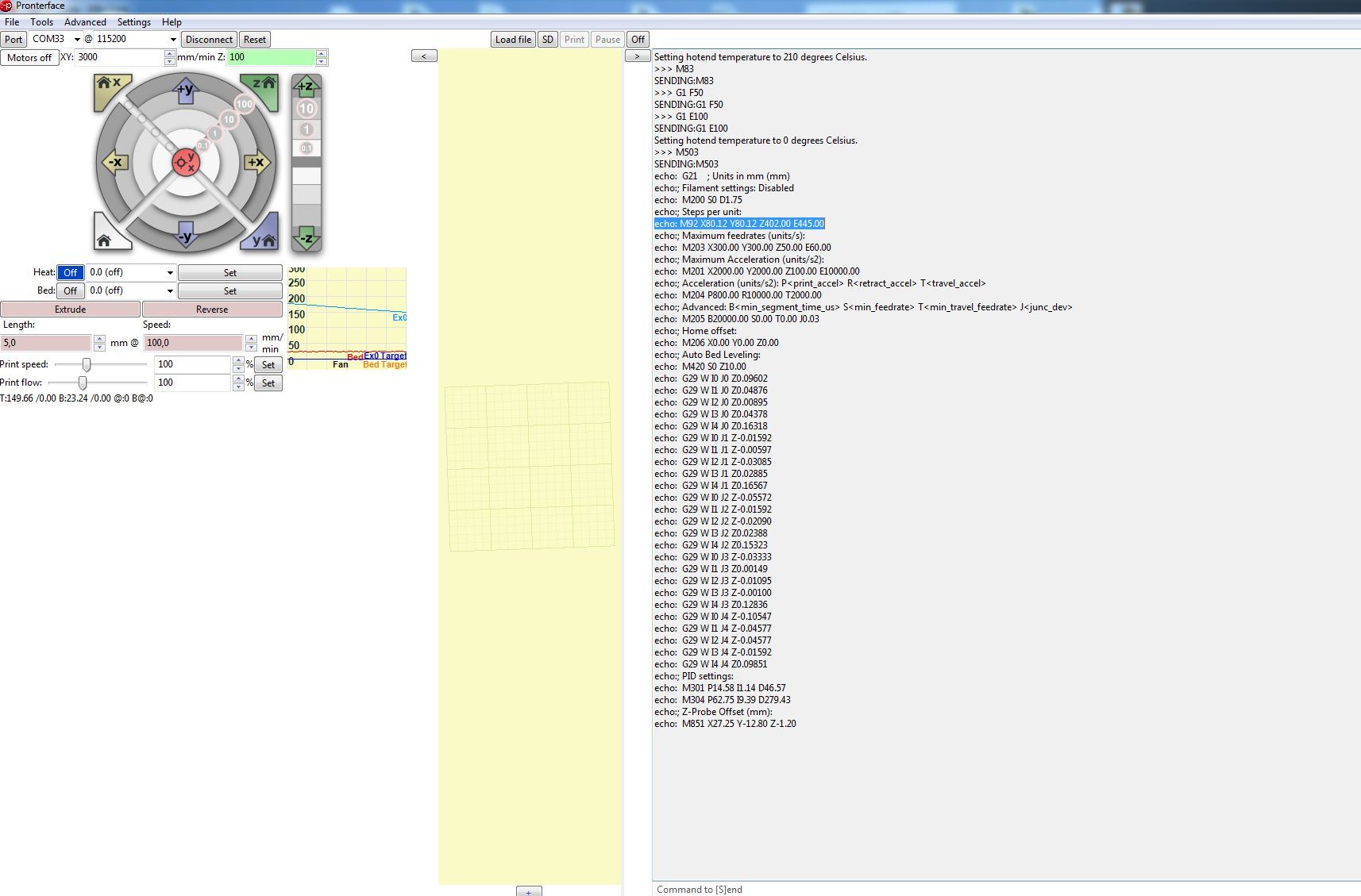
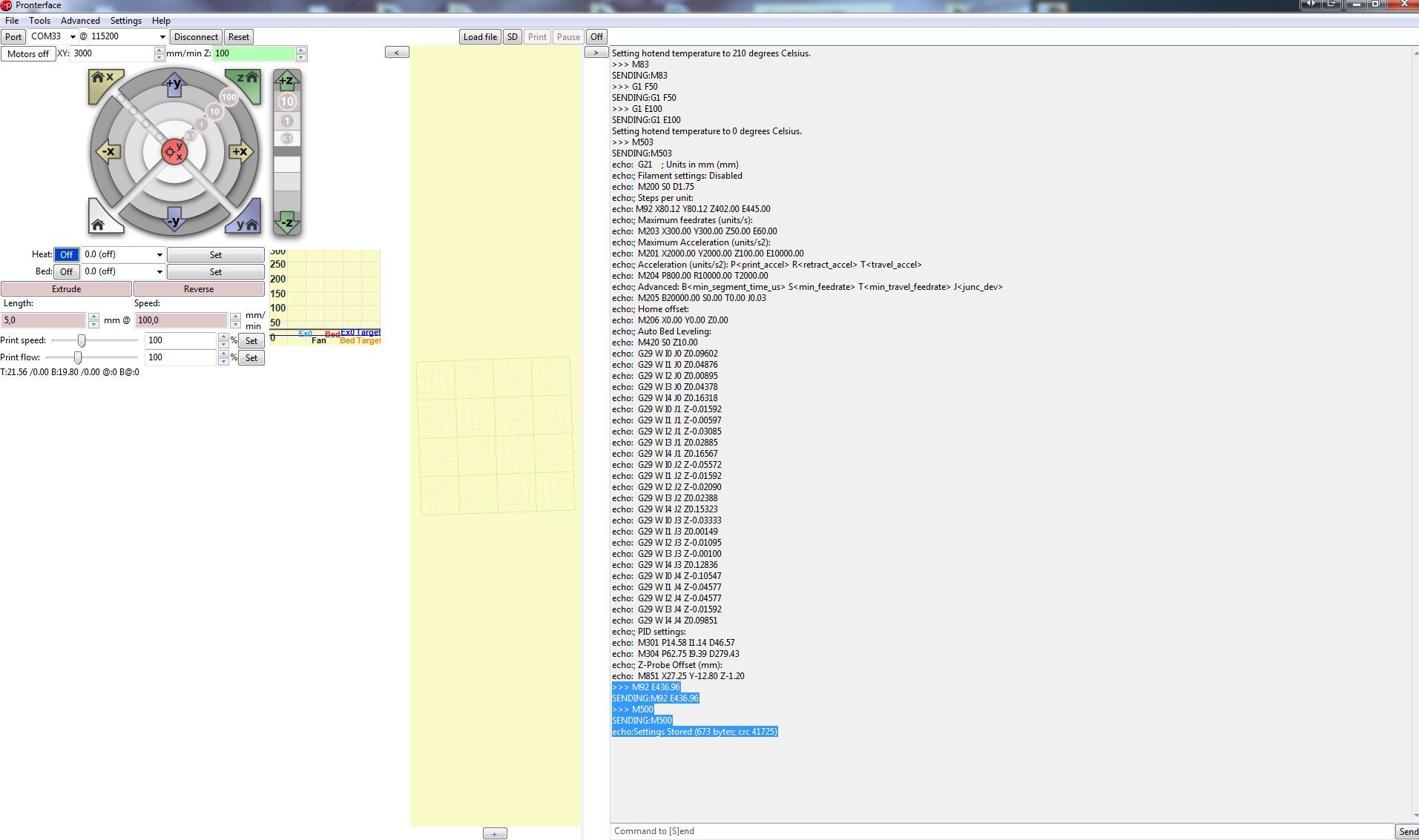
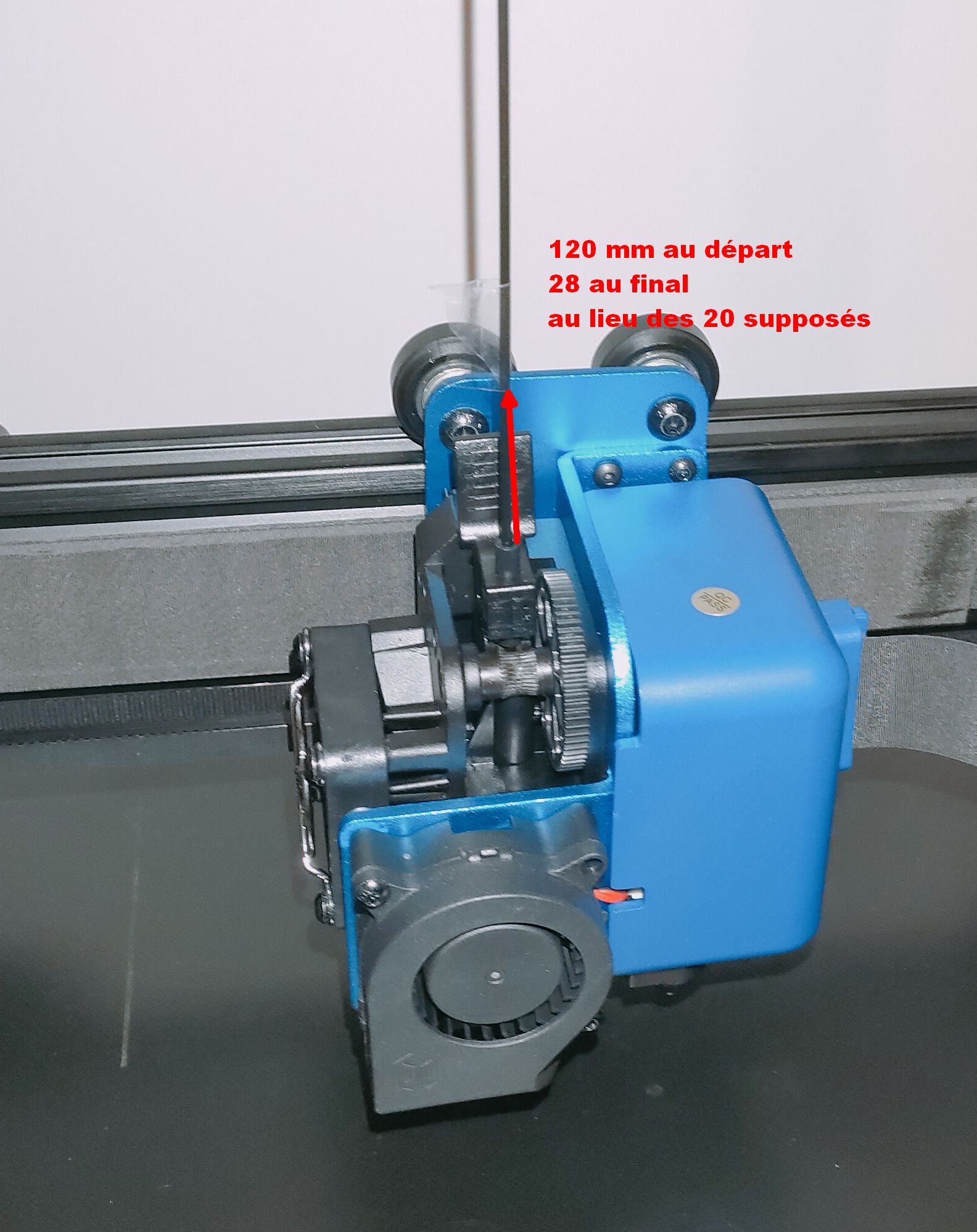
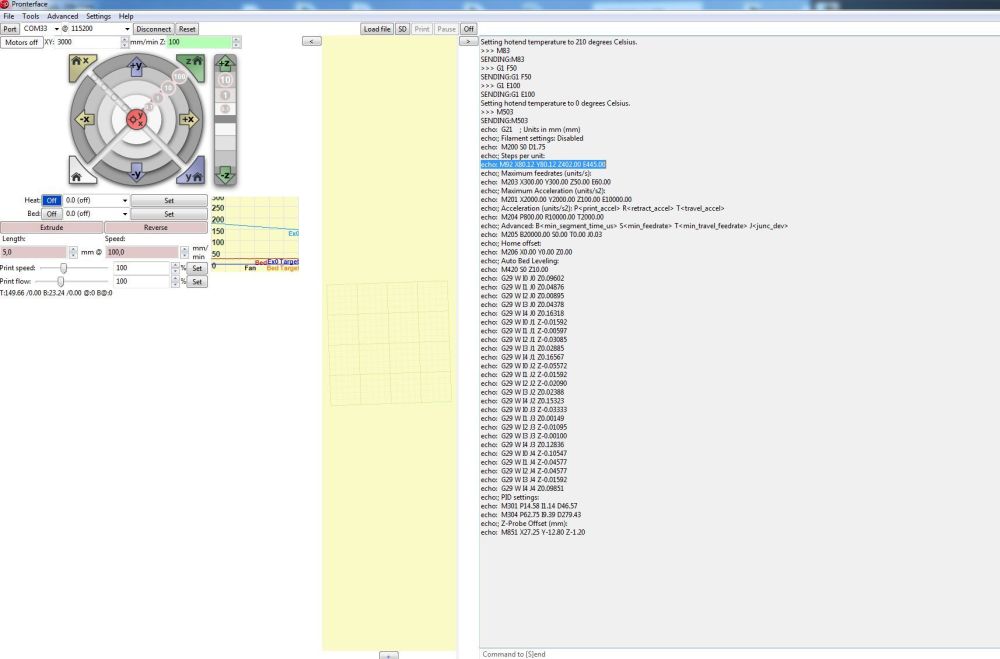
Je viens d'installer repetier Host v2.3.1 mais le logiciel ne reconnait pas l'imprimante... il faut indiquer le port com de l'imprimante et choisir la vitesse d'origine une X2 ou Genius pro est en 115200 bauds, j'ai lancé PronterFace sur le port comm33 (USB), l'imprimante est détectée et je peux contrôler les températures avant de lancer les commandes. J'ai donc collé le scotch à 120 mm du guide plastique où le filament est inséré... une fois les commandes effectuées : 1 - Ouvrir Repetier host 2 - Faire une marque a 120mm de l'extrudeur avec un marqueur 3 - Mettre la température de la buse a 210°c et taper la commande suivante 4 - M83 (commande mode relatif) 5 - G1 F50 (vitesse d'extrusion) 6 - G1 E100 (Extrusion de 100mm que l'on appel valeur A) 7 - Couper Chauffe extrudeur 8 - M503 (lecture des valeur dans Eeprom) 9 - Rapport des commande rechercher la ligne "Echo M92 ...." et récupérer la valeur extrusion E445 par exemple que l'on appelera Valeur C. J'ai ceci (voir photo) echo: M92 X80.12 Y80.12 Z402.00 E445.00 E445.00 = ??? ahhh E445.00 = X80.12 Y80.12 Z402.00 ??? seule la valeur Z est différente donc la valeur de E445 est 402 10- Mesurer la dimension restante jusque au filament que l'on appellera valeur B, exemple si il ne reste que 6mm alors 104mm on été extruder au lieu des 100mm demander J'ai 28mm restant entre le scotch et le guide du filament au lieu des 20mm supposés restant donc 8mm en "trop" qui n'ont pas étés utilisés par l'imprimante (si j'ai bien compris). Donc A=100, B= 28-20=8, C=402... B serait plutôt égal à 100-8 = 92 ? 11- Nouvelle valeur d'extrusion X est X= A/B*C. Exemple ici X = 100/104*445 = 427.88 X=100/8*402 X=100/92*402 = 436.9565 12- M92 E427.88 (entré la nouvelle valeur de calibration E) Donc M92 E436.96 13- M500 M500 C'est bien ça ? Si je comprends bien et que mes calculs sont justes mon imprimante envoyait 92 % du filament au lieu des 100% nécessaire pour une bonne impression... Les 8 % manquants sont-ils à l'origine de mon impression test "brouillon", 8% ne me semble pas beaucoup pour expliquer mon impression test "brouillon". Maintenant que j'ai "rectifié" ce problème de filament dois-je relancer l'impression test fourni par le constructeur ou y a t-il d'autres manipulations à faire avant un nouveau test d'impression ou un test d'impression beaucoup plus rapide afin d'éviter d'attendre 2 heures pour obtenir une impression non "qualitative" ?
.jpg.d451ea0bb71f1d7ff8a0f3852f1aad31.jpg)