Popeye68000
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Récompenses de Popeye68000
")





-
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
@Marlequeen De mémoire entre 4 et 5h à 30mm/s, mais maintenant que je me suis fais un plus la main, je peux monter à 50mm/s en jouant avec la température de buse. en général le temps n'est pas trop important pour moi: Je lance pendant la nuit donc pas trop de soucis à utiliser une buse de 0.2 En plus j'ai un peu mieux optimisé mon refroidissement en allongeant les buses et surtout en remplaçant les ventilo d'origine par des ventilos trouvés par hasard sur amazon. Au moins eux ils acceptent de démarrer à faible vitesse https://www.amazon.fr/dp/B078L8KHD4/ref=pe_3044141_189395771_TE_3p_dp_1 -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
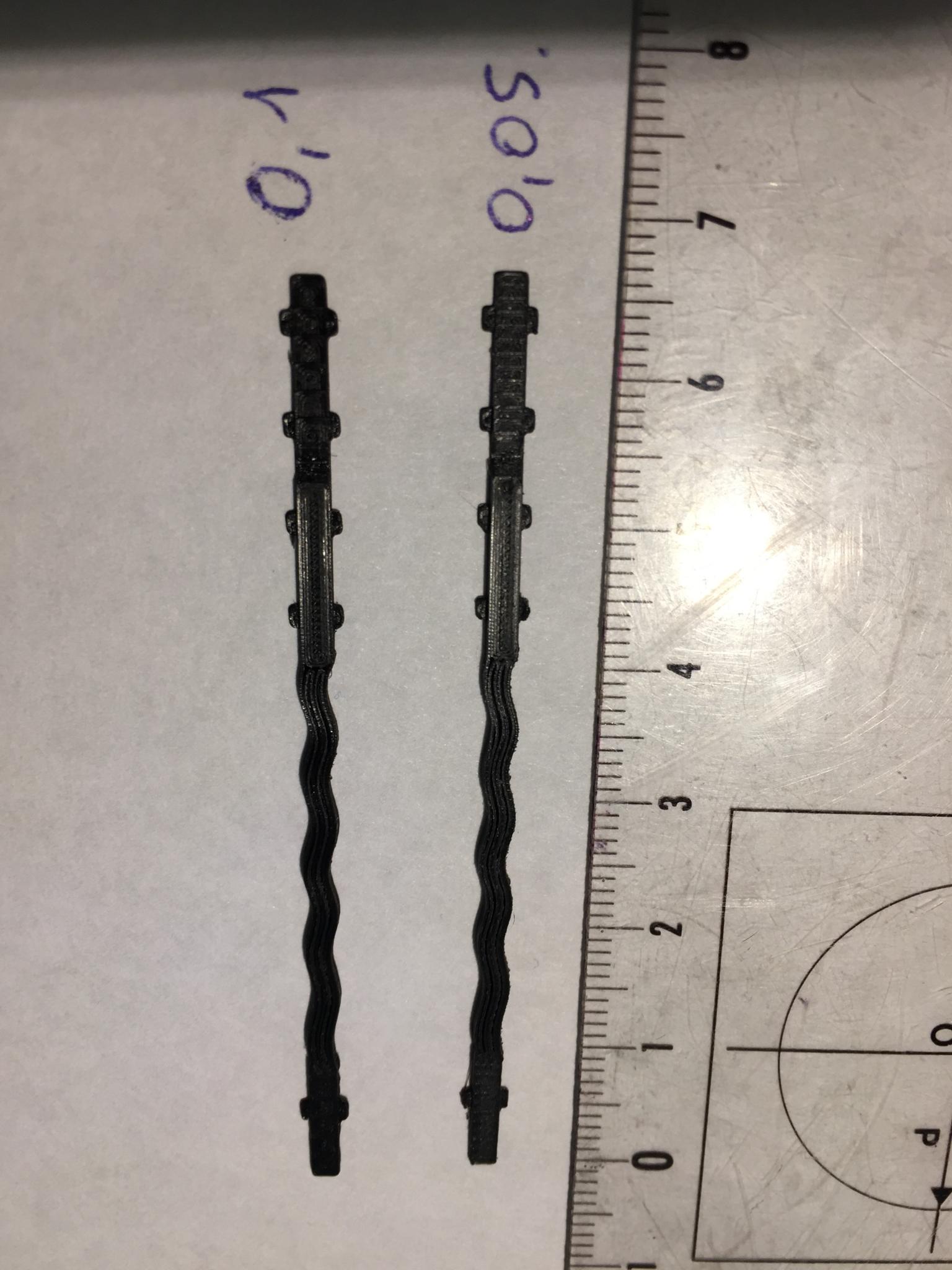
Crocodiles sortis de l'imprimante sans problème et encore une fois la microdelta avec la buse de 0,2 s'en est vraiment bien sortie! J'ai fait 2 essais : un à 0,1 d'épaisseur et le deuxième à 0,05 d'épaisseur et sincèrement sur ce type de pièces la différence n'est pas hyper flagrante. On voit bien l'espace entre les 3 serpentins c'est vraiment petit et fin donc pas facile de faire de bonnes photos. J'en profite pour mettre le benchy après une rapide "épilation"


-
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
@EscargotLJ, je ferais bien un essai avec ton "crocodile" car après tout, c'est bien de faire des petits bateaux , mais l'origine du sujet était de faire pièces fines (pour les trains en HO) Je vais voir ce que cela donne et te tiens au courant -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
@Wapata En cherchant dans mes archives les buses https://www.amazon.fr/gp/aw/d/B06Y4N9JRR/ref=mp_s_a_1_4?__mk_fr_FR=ÅMÅZÕÑ&qid=1521193487&sr=8-4&pi=AC_SX236_SY340_QL65&keywords=UEETEK+buse&dpPl=1&dpID=41aQxWFyv4L&ref=plSrch la tête https://www.amazon.fr/dp/B01MFBN1QW/ref=pe_3044141_189395771_TE_dp_1 il y a certainement moyen de trouver moins cher sur ali ou autres mais en total moins de 20euros ... c'est pas mal ! et comme déjà dit dès que j'ai un peu de temps je fais un essai en 0,05 avec la buse de 0,2 par curiosité ! -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
Il faut que je cherche mais c'était un lot de buses chinoises commandées sur Amazon ou ali. J'avais pris une deuxième tête " copie" ed3v6 comme ça je fais juste le changement de têtes plus rapidement que de démonter la buse. Par contre pour équiper ma deuxième tête j'ai racheté chez emotion une autre sonde et une autre cartouche -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
@Wapata, J'utilise souvent du dailyfil de chez Filimprimante3D. D'après leur site c'est fabriqué en Hollande. Ici c'est un PLA Noir dailyfil et j'ai de bons résultats avec l'ABS de chez eux (mieux que le PLA!) . Le probleme de l'ABS c'est parfois de décollement de couches... mais bien maitrisé c'est du bonheur et je le trouve tolérant (T°C, rectrac, En plus depuis que je suis passé en moteur à 200p/Tr (merci encore @Marlequeen), mes impressions sont encore plus lisses et même en 0.2mm d'epaisseur de couches avec une buse de Ø0.4mm -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
Yep pour le briquet mais je voulais montrer brut de sortie d'impression ! Pour les paramètres comme déjà dit en buse 0,2, j'ai eut de mauvais résultats avec cura et je suis revenu sous repetier et les résultats sont bons. En gros mes paramètres : PLA Tc buse= 210C Tc plateau = 60 vitesse = 40 retract= 4mm Rien d'extraordinaire. Pas de piège particulier j'essaierai de faire une impression écran sous repetier -
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
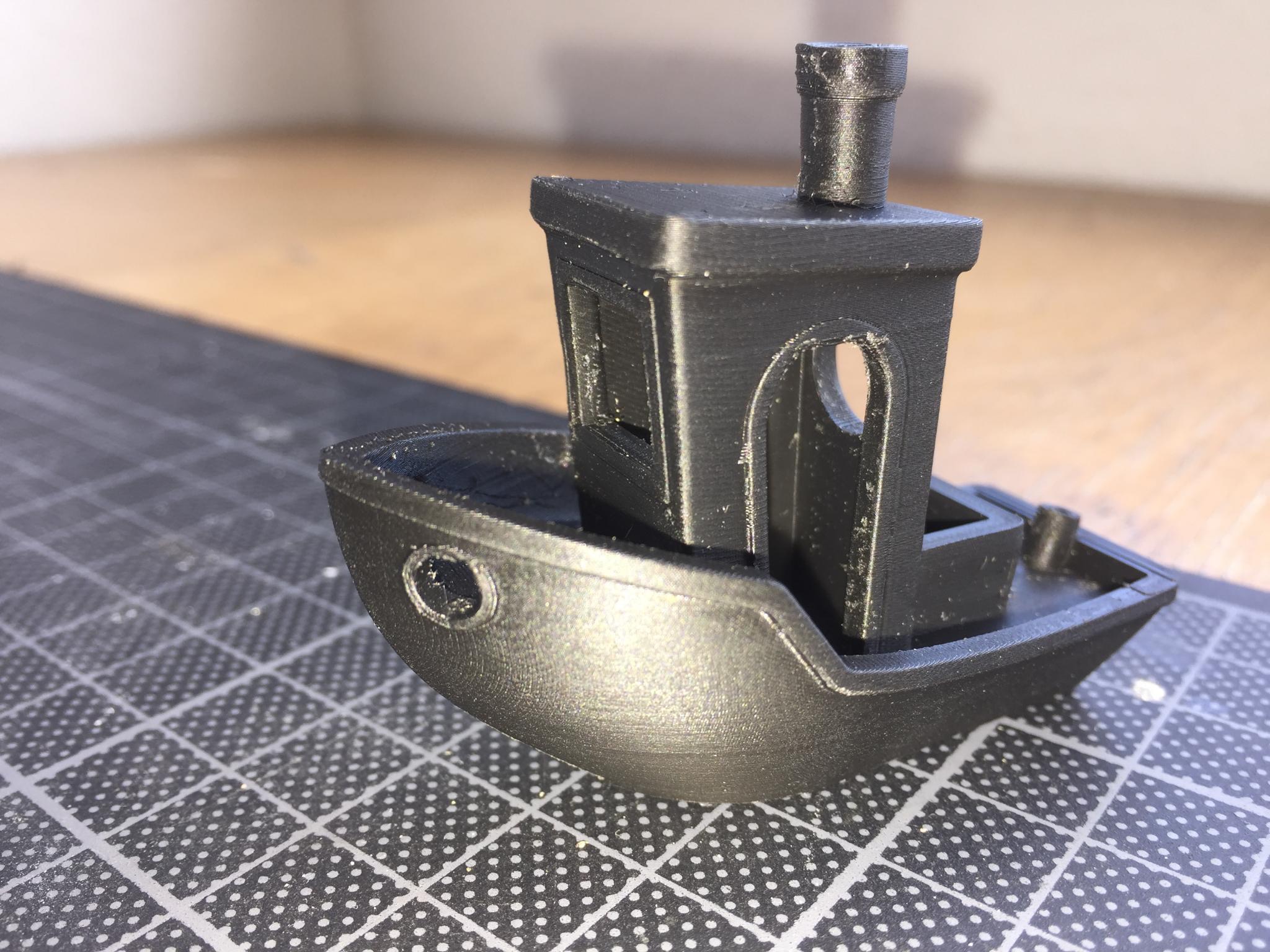
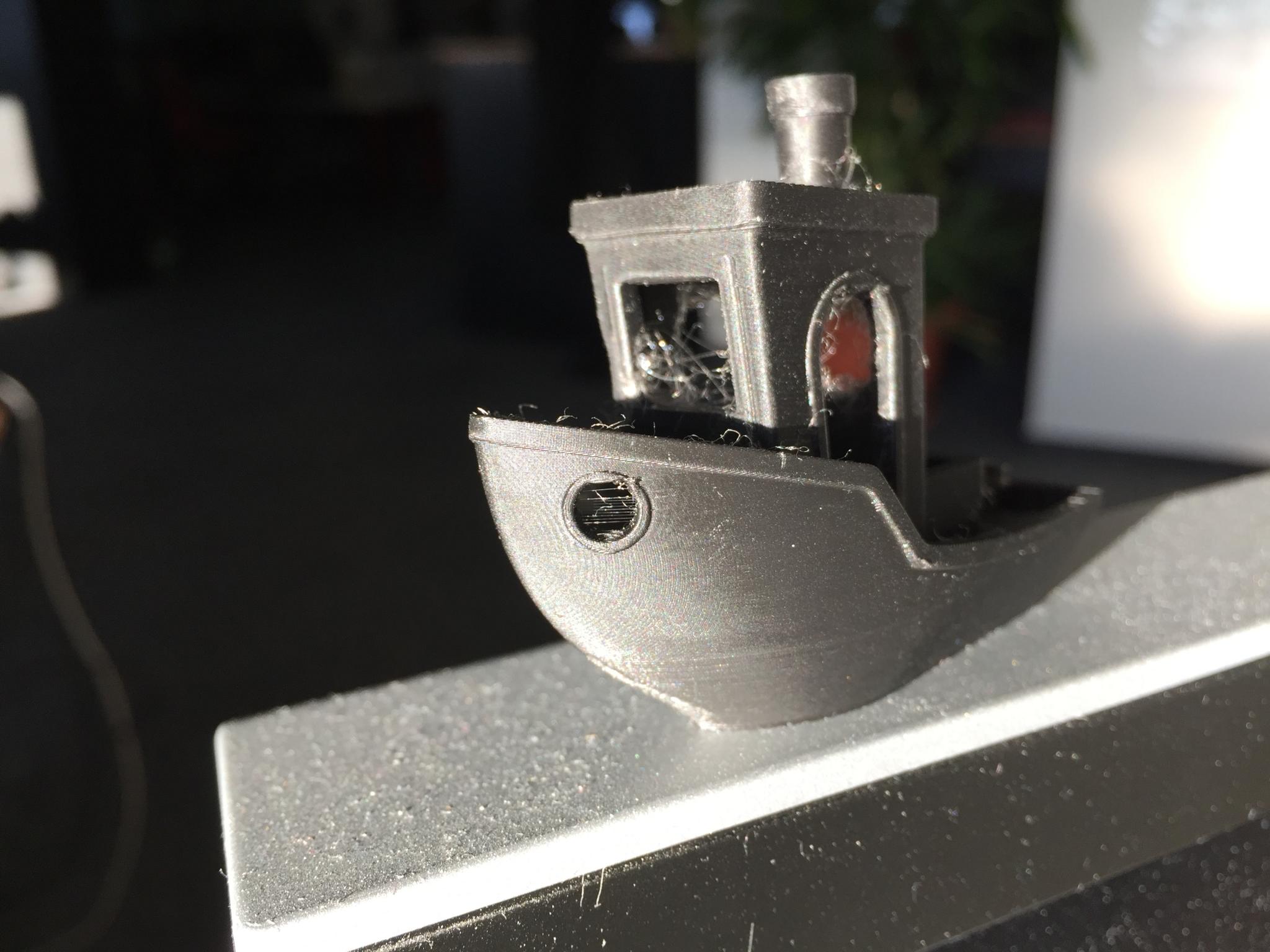
J'ai enfin trouvé un peu de temps pour poster qques photos du Benchy en 0,1 d'épaisseur de couche avec une buse de 0,2. Bon on dirait qu'il est poilu Car j'ai imprimé un peu trop chaud..mais la surface est super lisse et les détails sont impressionnants... voir l'inscription à la poupe


-
Impression buse 0.2 en couches de 0.05 mm
Popeye68000 en réponse au topic de EscargotLJ dans eMotion Tech
Juste pour faire part de mon expérience de ce WE, car moi aussi j'étais très intéressé pour augmenter la précision et le niveau de détails de mes impressions. Du coup, me voilà parti pour mettre un buse en 0.2 (je précise que je suis passé en tête e3DV6 chinoise et que je suis très content vu le prix....). Montage=> pas de soucis Réglages de Cura => Changement du Ø de buse dans les paramètres imprimante, réglage à 0.2 des épaisseurs de parois, Réduction des différentes vitesses... Lancement d'un Benchy => Un peu à l'arrache pour voir => Et bien les galères commencent En premier, l'accroche sur le Bed. Cela parait con mais c'est logique ... Un fil de Ø0.2 adhère moins qu'un fil Ø0.4... Disons que le fil de le fil 0.4 est plus "tolérant" sur le réglage de la hauteur de buse et la hauteur de la 1ère couche. J'ai tout essayé pour augmenter l'adhérence (laque, colle UHU, et même jus d'ABS)... En fait l'important c'est de trouver le bon réglage entre hauteur buse et 1ère couche. En deuxième, un phénomène étrange. La surface extérieure de mon benchy était tout rugueux. En regardant pendant l'impression, je voyais bien que l'extrusion de la couche externe était irrégulière. Le fil qui sortait de la buse était plein de "bosses" au lieu d’être bien lisse et régulier. Chose étrange, je n'avais pas ce phénomène sur les motifs de remplissage. C'était un peu comme si l'extrudeur donnait des "à coups". Donc je me suis dis: problème de % de flow ou de vitesse. Bref un peu tout essayé.... et d'un coup je me suis rendu compte que j'avais été obligé de changer manuellement les épaisseurs de parois alors que normalement c'est une valeur calculée (= Ø de buse). Et même après avoir vérifié 5 fois que mon Ø de buse était bien mis en paramètre imprimante, bien Cura s’entête à me mettre 0.4 en valeur calculée pour les épaisseurs de paroi ... Étrange , Bug? Un peu par dépit, j'ai fait un essai avec le bon vieux repetier, et là magie tout a fonctionné. le benchy n'est pas parfait car il y a encore quelques réglages à faire sur les T°C, vitesse , ... mais le résultat est bluffant. On arrive à bien lire le "3DBenchy" inscrit sur la poupe du bateau. je mettrais des photos mais je peux vous dire que c'est vraiment petit mais bien lisible! l'essai était à 0.1 de précision, mais pour le fun j'essaierai à 0.05 car entre-temps j'ai changé les moteurs par du 400pas/tr (Un grand merci @Marlequeen ;-). Une question reste pourquoi Cura se vautre sur la qualité de la couche extérieure. Je soupçonne un bug sur la prise en compte du Ø de buse... Du coup @sigiel, j'ai vu que tu as d'excellents résultats avec une buse 0.2. As tu rencontré ce problème sous Cura? ou est-ce que j'ai oublié un truc? En conclusion, si la durée d'impression n'est pas un problème pour vous (car c'est vraiment plus long....) , et que vous cherchez plus de détails, les capacités de cette petite µdelta sont impressionnantes. -
Bravo à toute l'équipe et à tous les contributeurs qui font vivre cette mine d'information et d'entraide. Et en passant super initiative cette cr10!!!
-
Défi : Impressions nécessitant de la précision
Popeye68000 en réponse au topic de lemmings dans eMotion Tech
Merci pour l'info sur Cura. je vais regrader ça. En fait quand j'imprime un cube de calibration de 20x20 j'ai environ 20.15(surX) et 20.25 (sur Y). J'ai essayé sur un cube plus gros 40x40 et j"ai la même erreur 40.15 Ce qui me parait bizarre c'est l’écart entre x et y et 0.1mm -
Pas loin d'une fameuse centrale nucléaire....
-
Salut et bienvenue à toi. Quel coin du 68?
-
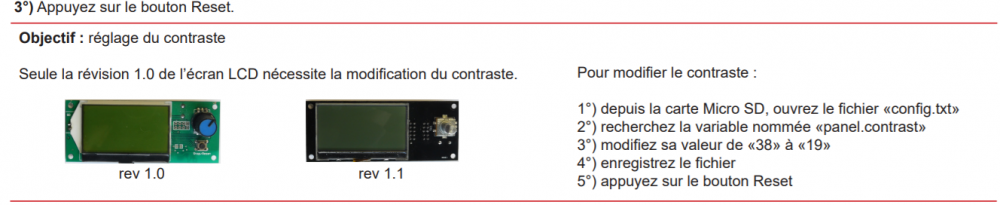
@josk=> pour ton écran, en fonction du modèle de carte écran, il faut modifier le réglage du contraste dans le fichier config de la sd présente sur la carte emotronic. c'est dans les dernière pages de la notice de montage des options. En résumé, si tu as une vieille carte écran rev 1.0(possible vu que c'est une occas) => alors le reglage doit etre à 19 Si tu as une carte écran actuelle rev1.1 => alors le réglage doit être à 38. (à mon avis c'est ton cas)
- 20 réponses
-
- 2
-

-
- calibration
- repetier
- (et 3 en plus)
-
Défi : Impressions nécessitant de la précision
Popeye68000 en réponse au topic de lemmings dans eMotion Tech
@lemmings=> Très bonne idée, Ça va permettre d’échanger sur nos réglages et filaments et sortir un peu des "classiques" Benchy. Le mien est en cours en 0.1mm => 7h00 d'impression ;-) @Marlequeen => J'ai aussi des petits décalages de précision sur XY (par contre je suis parfait en Z). J'ai déjà essayé de jouer sur le % de flow c'est un peu mieux mais comme toi je n'ai pas envie de créer un problème de sous-extrusion J'ai essayé d'adapter le paramètre "arm_length" dans le config qui normalement influe sur la taille en XY mais résultats pas hyper probants.. J'ai demandé au support de eMotion mais à part me dire de vérifier si j'ai du jeu dans la mécanique, pas d'autres pistes.. Je vais essayer cette option car pour les delta vu que l'on ne peut pas jouer sur les Steps per mm des axes X et Y comme des cartésiennes . Petite question, marlequeen, j'ai trouvé ce paramètre dans slic3r mais existe-t-il sous cura (j'ai pas trouvé). J'ai maintenant des bons résultats sous cura et si je peux éviter de me retaper de re-régler les paramètres sous un autre slicer...