
jonathan-atelier_vous
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de jonathan-atelier_vous
")





-

Soucis d'extrusion des contours avec une Anycubic i3 Mega
jonathan-atelier_vous en réponse au topic de jonathan-atelier_vous dans Anycubic
Salut Dexter43, je teste toujours avec des pièces que j'ai l'habitude de faire mais visiblement c'est déjà mieux. Pas encore parfait mais je retrouve des rendus bien plus clean que ces dernières semaine. Niveau profil, comme je n'en ai pas trouvé j'ai fait avec "Other" dans la marque et pareil pour l'imprimante. J'ai eu du mal à la faire se connecter mais ca a fini par marcher et il me semble que j'avais bien accès aux bonnes valeurs. -
Soucis d'extrusion des contours avec une Anycubic i3 Mega
jonathan-atelier_vous en réponse au topic de jonathan-atelier_vous dans Anycubic
Bonjour Gaz_55, et surtout merci pour ta réponse. Je viens de regarder de près les réglages de mon extrudeur et effectivement il y avait un petit écart quand je lui ai fait avalé 100mm de fil (il restait 7mm une fois la commande exécutée). Après quelques recherches sur le net je suis tombé sur la vidéo de 3dMakerNoob qui explique comment réglé ce soucis avec Mattercontrol (voici le lien pour ceux qui aurait ce genre de soucis : https://www.youtube.com/watch?v=Jboqj0nkNFw). Là je consacre une partie de mon après-midi à de nouveaux tests pour m'assurer que ça règle bien mon soucis de base. Je vous donne des détails sur tout ca probablement ce soir. -
Soucis d'extrusion des contours avec une Anycubic i3 Mega
jonathan-atelier_vous en réponse au topic de jonathan-atelier_vous dans Anycubic
Merci, j'avais un peu peur d'avoir posté au mauvais endroit, et c'était le cas... -
Soucis d'extrusion des contours avec une Anycubic i3 Mega
jonathan-atelier_vous a posté un sujet dans Anycubic
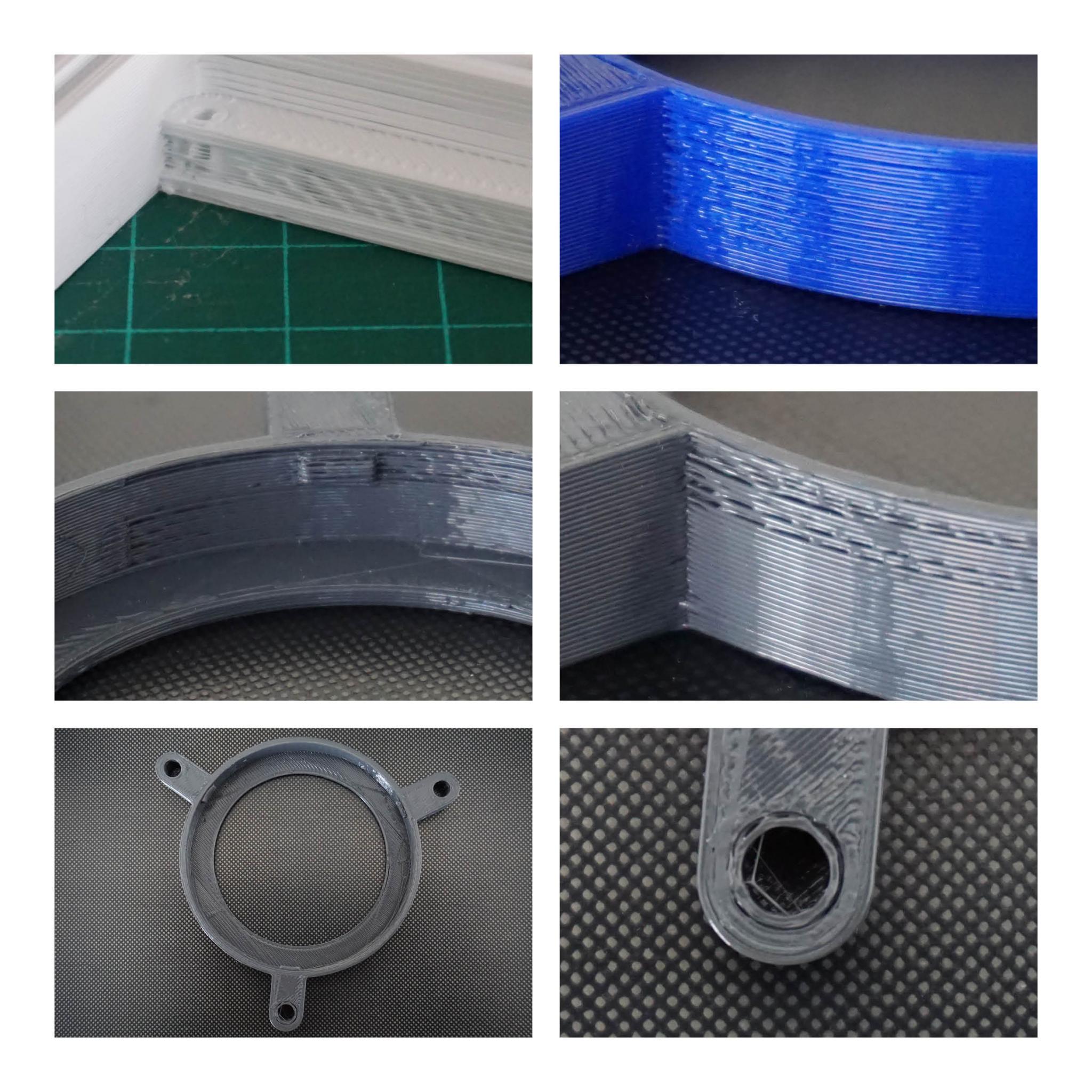
Bonjour à tous, J'écris ici car après un bon mois de recherches et de tests je ne suis toujours pas arrivé à régler mon soucis. Mon Anycubic i3 Mega n'extrude pas assez de finalement quand elle débute les contours. Vous verrez mieux ce que j'entends pas là avec les photos, mais pour faire simple, quand elle commande le contour d'une couche il manque souvent un peu de filament et ca fait un genre de creux. J'ai essayé des tas de réglages dans CURA (vitesse / pourcentage d'extrusion / température / hauteur de couches / rétractation ...) mais rien n'y fait. Le seul réglage qui change quelque chose c'est quand j'active "Rétracter avant les contours" mais là elle fait des petits pâtés à la reprise et c'est guère mieux... La buse a été changée, j'ai nettoyé toutes les pièces possibles, graissées tout ce qui devait l'être... Bref, je ne suis pas novice dans l'impression 3D mais là clairement je sèche et ce soucis commence à me rendre fou. J'ai contacté Anycubic mais pour le moment j'attends leur réponse. Voilà ma question : avez vous eu ce genre de soucis avec cette machine ou une autre ? Si oui, comment avez vous réglé ça ? Si non, avez vous une idée pour m'aider ? Quelques précisions : - j'imprime essentiellement du PLA (200 à 205° avec le plateau chauffant à 55 ou 60°) - 0.2 ou 0.3 mm pour les couches mais le soucis est toujours là - j'ai fait des tests avec des vitesses allant de 30 à 60 mm/s sans succés - la rétractation a été réglée à des valeurs allant de 4 à 8 mm sans changement (pareil pour la vitesse) Merci d'avance pour vos réponses et conseils.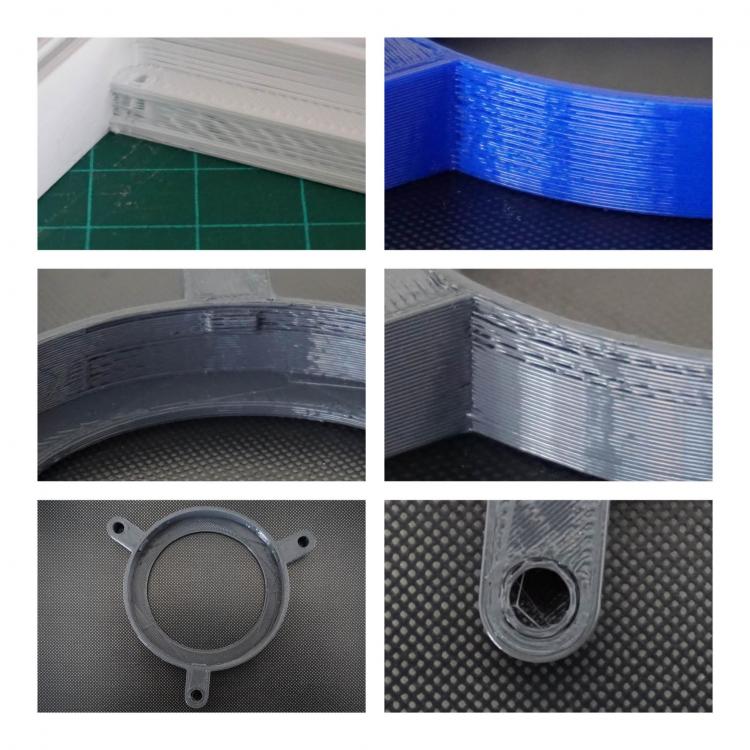
-
Soucis avec les capteurs fin de courses - Micro Delta Rework
jonathan-atelier_vous en réponse au topic de jonathan-atelier_vous dans eMotion Tech
Bonjour à tous, et merci pour vos réponses. J'ai ajouté un peu de scotch entre la languette et l'interrupteur et maintenant il déclenche un peu plus bas, ce qui a corrigé mon soucis. Histoire de ne plus avoir de problème à l'avenir j'ai commandé des capteurs du même genre mais avec un petit rouleau sur la languette, ca devrait mieux capter. Je vous mettrai des images si ca marche mieux avec. -
Soucis avec les capteurs fin de courses - Micro Delta Rework
jonathan-atelier_vous a posté un sujet dans eMotion Tech
Bonjour à tous, Je suis depuis peu l'heureux propriétaire d'une Micro Delta Rework et j'ai quelques soucis avec les capteurs de fin de courses. Je vous explique, quand je demande via Repetier (je n'ai pas l'écran LCD - rupture de stock) un retour HOME les trois chariots montent mais 9 fois sur 10 celui de BETA force un peu. La courroie est tendue, le capteur enfoncé mais le moteur reste actif une seconde et force. Visiblement le capteur fonctionne car si je lui demande de remonter et que je le bloque à la main le chariot concerné s’arrête mais quand il s'agit de le faire en fonctionnement normal ca force à chaque fois. J'ai l'impression que le software est fait de façon à stopper les trois moteurs si deux capteurs sur trois sont enfoncés ce qui évite de trop faire forcer le moteur. Le vrai souci c'est que visiblement ça décale légèrement les réglage fait pendant la calibration et pas mal de mes tests d'impression ont des décalages au bout de quelques niveaux. Voici donc mes questions : - Est ce que ca vous est déjà arrivé ? Si oui comment vous avez réglé ca ? - Peut on envisager mieux que ces capteurs un peu rustiques (une languette en métal et un bouton c'est pas super technique) ? Merci d'avance pour vos réponses.