Ridacks
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
412 visualisations du profil

Récompenses de Ridacks
")





-
Salut, Le fait que le plastique extrudé soit plus fin implique du coup des modifications paramètres machine, nan? genre, fil plus fin = température moins haute, ou vitesse réduite? Qu'as tu mis comme paramètres : hauteur de couche? températures? vitesses? Combien de temps d'impression pour cette pièce? En fait, j'aimerais savoir s'il y a un gain appréciable en précision (et tant pis si ça doit prendre plus de temps ce qui est logique comme a dit nos68) sur un modèle de type prusa. Peut-on descendre en dessous de 0.1 mm avec une pro B de base ou est-ce que ça nécessite d'autres modifications comme modifier les tiges de la Z en trapézoidales par exemple?
-
Pareil, ce week-end, j'ai fait un test d'impression d'une poulie GT2, et, par manque de précision, la courroie n'accrochait pas bien, les dents étaient trop arrondis. Je me dis qu'avec du 0.2 mm, il y'aurai un mieux.
-
Bonjour tout le monde, J'ai une question: Quelqu'un, ici, a-t-il déjà installé une buse 0.2? J'étais en 0.4 depuis la résolution de mon problème d'extrudeur et j'ai hésité ce week-end à en mettre une, finalement je suis repassé à du 0.3 mm. Quelqu'un l'a-t-il déjà fait? quelles galères a-t-il rencontré? Merci
-
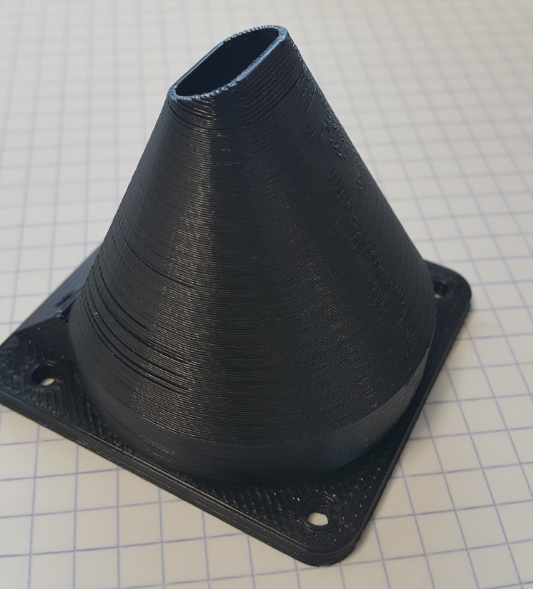
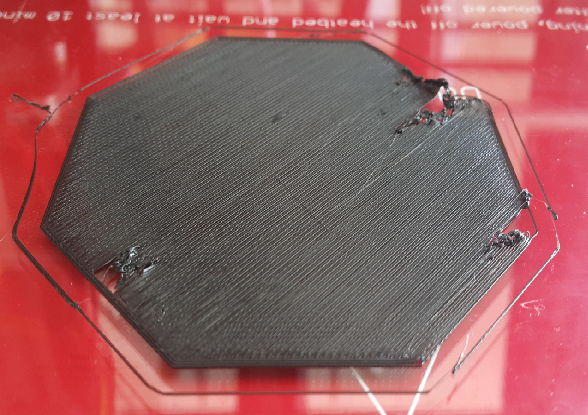
Salut, concernant ta première question, j'ai pas encore assez de recul pour y répondre. Je comptais justement en imprimer, du coup, ton post tombe à pic pour moi. Par contre, pour la deuxième, je savais pas que c'était polémique. en voyant différent type de modèle stl, je pensais que c'était acté comme solution anti wobble. J'ai justement carrément enlevé la pièce du cadre sur la mienne, parce qu'en déplaçant mon imprimante, quelque chose avait bouger. Mes tiges faisaient de la résistance et des fois, le moteur de droite se bloquait complétement sur la prise d'origine en Z créant ainsi un sacré décalage. du coup, j'ai viré la pièce et j'ai retrouvé une impression correcte comme tu peux voir ici : J'ai encore quelques défaut par ci, par là et ma tige filetée, libéré de son cadre, joue à "tournez manège" sur les prise d'origines...lol
-
Salut, on dirait que ta température est trop élevée. Tu tournes à quelle temp et à quelle vitesse? t'as une ventilation sur la pièce? En tant que novice, je sais pas si je peux t'aider si ce n'est te donner des pistes de recherches.
-
Salut tout le monde, Alors, je confirme, tout est revenu à la normale. Ce qui est c**, c'est que j'avais changé la buse par du 0.4 avant de détecter le problème. Bon, rien de grave, c'est juste que j'aurais pu reprendre mes impressions avec du 0.3. Toujours est-il que je ré-imprime Bon, maintenant, on est reparti sur les corrections, j'ai du warping (ventilo?), du oozing (Baisse de température ou distance de rétractation?) et un peu de wobble (J'ai dû déplacer l'imprimante dans une autre pièce mais du coup, sur une table plus légère de 16mm d'épaisseur, j'ai + de vibrations) Je voudrais imprimer un support ventilo mais je ne trouve pas vraiment quelque chose d'adéquat avec le 3d touch et un ventilo de 40mm. Je sens que je vais devoir le modéliser moi même. J'en ai vu qql uns sur thingiverse, mais d'après les comms, c'est pas toujours concluant. Si vous avez testés certains et/ou que vous avez des liens, je suis preneur. En tout cas, Merci à tous, pour vos précieux conseils.
-
je viens de trouver le problème. et c'est un problème à la c**! Quand quelqu'un vous dit de tout reverifier, il faut tout reverifier lol mais vraiment tout. alors mon problème c'était la roue crantée de l'extrudeur qui s'était desserré. du coup, il y avait un sacré jeu que je pensait être de la résistance mécanique, c'était tout l'inverse, la tige du moteur tournait dans le vide. la je suis en train de tester une impression, ça m'as l'air bien parti. Ridack's Phone
-
Salut haRICOvert, Ben le souci, c'est que j'ai l'impression que c'est tout le contraire, que la tension du ressort empêche la roue crantée de tourner. Parce qu'en pressant un peu la partie soutenant la poulie, le moteur se remet à tourner. Alors je suis un peu un Noob, mais j'ai pas réussi à prendre la tension du pololu.. Mes pololus, sont de couleur mauve, et je ne trouve pas de point VREF, tu me confirmes qu'il faut prendre ses mesures entre le GND et le potentiomètre? Et à quel moment? (moteurs en train de tourner ou simplement à l'allumage de l'imprimante?) Merci,
-
Merci. J'ai vais essayé. Par contre, j'ai remarqué que le filament a tendance à rebiquer en sortie de buse quand il est chaud, et du coup, il vient se coller à la buse et fait un paquet où il est difficile de voir la qualité de sortie( diamètre, continuité..etc). Un conseil pour éviter ce genre de choses?
-
Salut les gars, Bon voilà, après une petite absence, me revoici pour donner quelques nouvelles --> c'est de pire en pire ! lol ça imprime quasiment plus.. J'ai installé l'extrudeur en alu, et le 3D touch, donc avec tout ce qui s'en suit : installation Arduino IDE, configuration du Marlin, au début ça allait j'ai même pu imprimer quelques pièces puis depuis vendredi soir, plus rien. Je voulais imprimer un boitier pour raspberry et l'impression s'est stoppé après les 3 premières couches. Depuis, je n'arrive plus à imprimer quoi que ce soit de convenable. Constat : Lorsque je lance une impression d'un cube de calibration avec du skirt (2 boucles à 6 mm de distance de la pièce) pour être sûr d'avoir du filament extrudé au bon moment, celle ci démarre bien puis lorsqu'elle commence le skirt, auparavant arrivé à la 2ème boucle, le filament était bien extrudé, là, ça sort comme de fines gouttelettes, et au moment de commencer le cube, le filament est très fin, puis le remplissage de la première couche commence et s'arrête au milieu, l'imprimante continue son chemin mais rien ne sort, puis lorsqu'elle reprend l’impression des périmètres, le filament sort de manière aléatoire, tantôt bien, tantôt par dépot léger tantôt rien. J'ai vérifié pas mal de trucs : buse bouchée : Elle en a pas l'air, quand je demande une extrusion manuelle, ça sort bien.j'ai quand même essayé la méthode atomic (ici) et en tirant sur le filament à 90°C, j'ai pu ressortir tout le plastique présent de bout en bout.(il y avait un léger fil très fin qui dépasser de la buse que j'ai retrouvé au bout de mon filament une fois que j'ai tiré dessus). Par précaution, je viens quand même de commander d'autres buses. calibration de l'extrudeur : J'ai démonté la buse, et procédé à une extrusion à froid pour mesurer que 50mm correspondent bien à ce qu'il rentre, résultat : 50.04 mm. Par contre, avec la buse montée et chauffée, je n'ai jamais les 50 mm, et en observant la roue cranté de l'extrudeur, je constate qu'elle ne tourne pas de manière continue, comme si le moteur n'avait pas la pêche suffisante. si je le libère de la poulie, ça tourne mais sans la poulie, pas d'entrainement de filament. Je pensais au début que le ressort pressait trop la poulie contre le filament, alors j'ai changé la grosse vis qui comprime le ressort par un écrou moins épais pour libérer un peu de tension mais le problème est toujours là. Je pense que c'est une mauvaise piste, puisque la roue tourne par intermittence.donc le moteur trouve la force quand même par moment de tirer le filament. réglages des pololus : j'ai joué un peu avec le potentiomètre pour augmenter un peu le courant, sans succès. J'ai tellement joué avec, que j'ai eu peur à un moment d'en avoir cramé un, mais en intervertissant celui de l'extrudeur avec celui de l'axe y, les 2 fonctionnaient toujours, aucun problème sur l'axe Y par contre, toujours le même problème sur l'extrudeur Alors, voilà où j'en suis, je sèche un peu sur les choses à tester. Je voudrais revenir en arrière, mais No backup des paramètres dans slic3r, Marlin modifié..etc. Je vais continuer à me battre pour régler ce problème mais dur dur.. ah oui, pour les tests réalisées au dessus, pour infos, j'ai testé sur différentes plages de températures allant de 215°C à 180°C. Need Help please
-
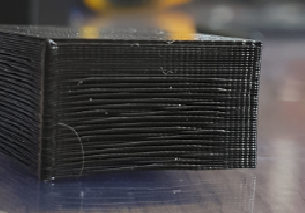
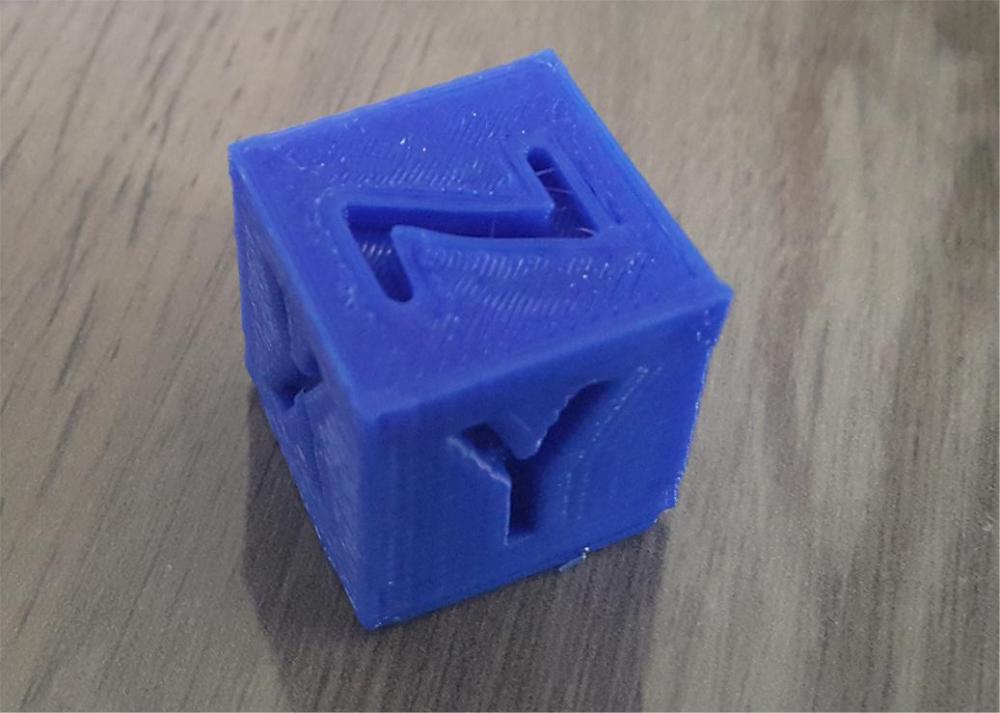
Merci Pascal, tu peux m'éclairer stp sur le problème ci dessous: Quand on regarde la photo (ici la pièce est à l'envers, les premières couches sont en haut) On voit bien que les premières couches sont nickel, puis, je n'explique pas ce qui se passe sur les suivantes au milieu des faces. Avant il y avait ce gonflement sur les parois mais en changeant de filament celui ci a disparu. Tu pense que c'est encore un manque de ventilation?
-
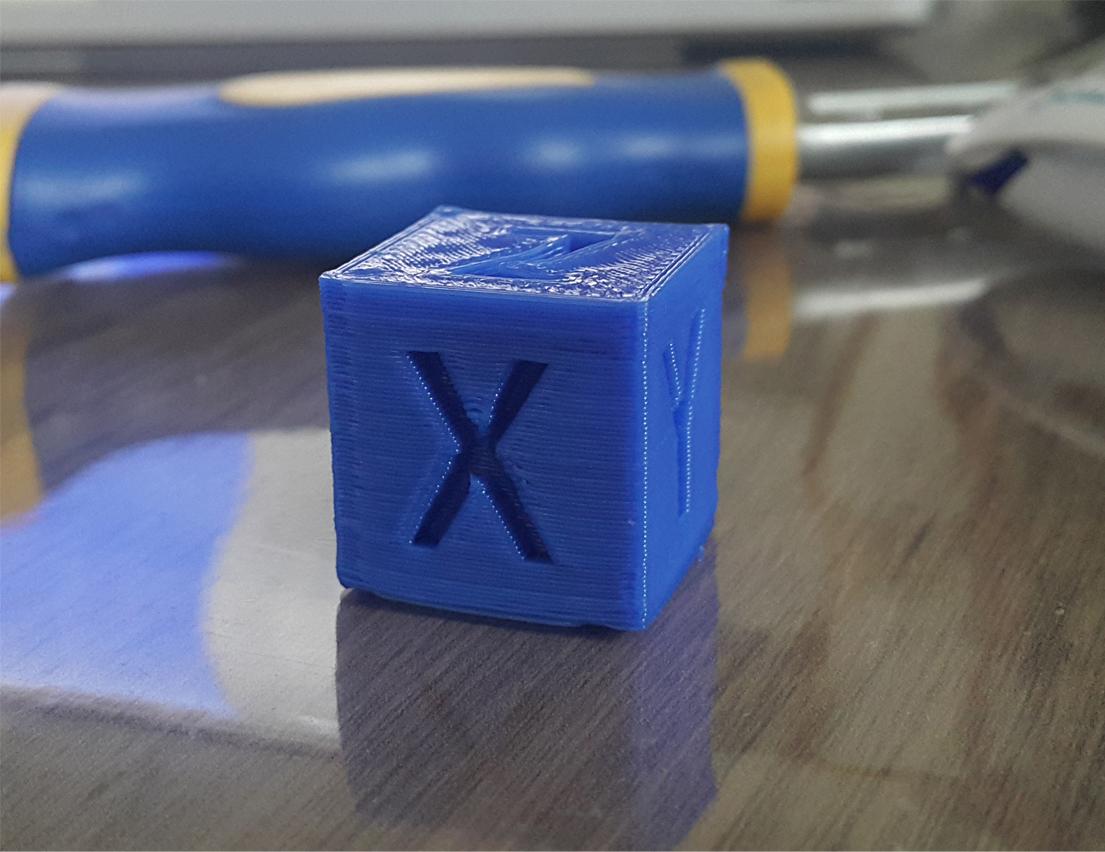
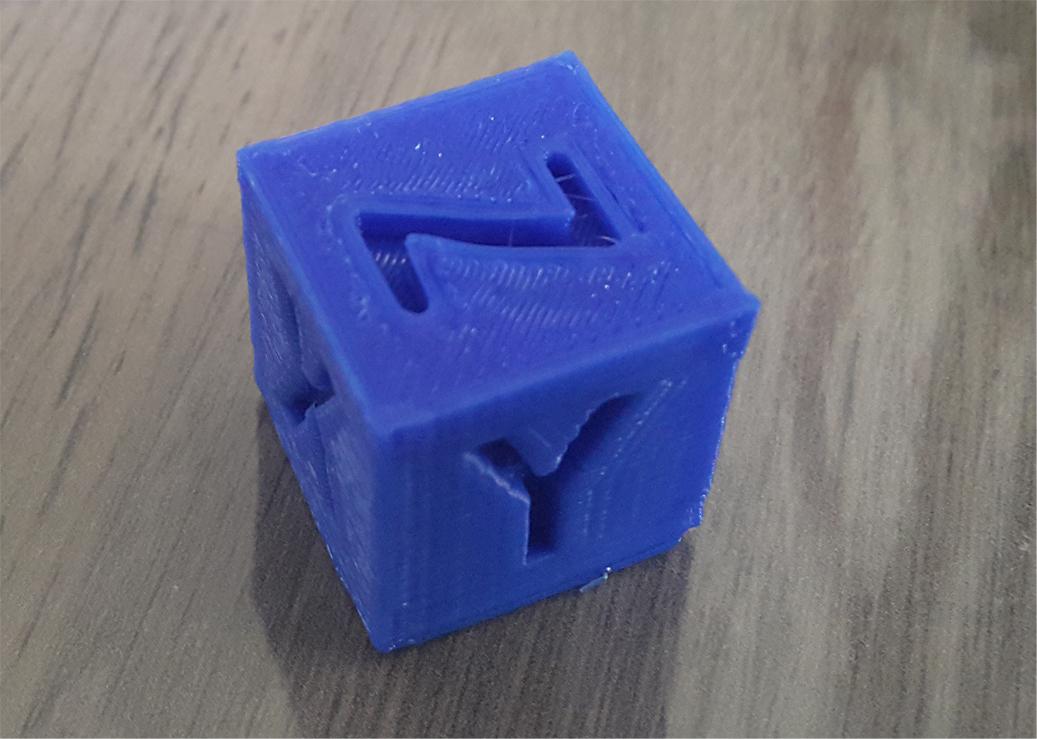
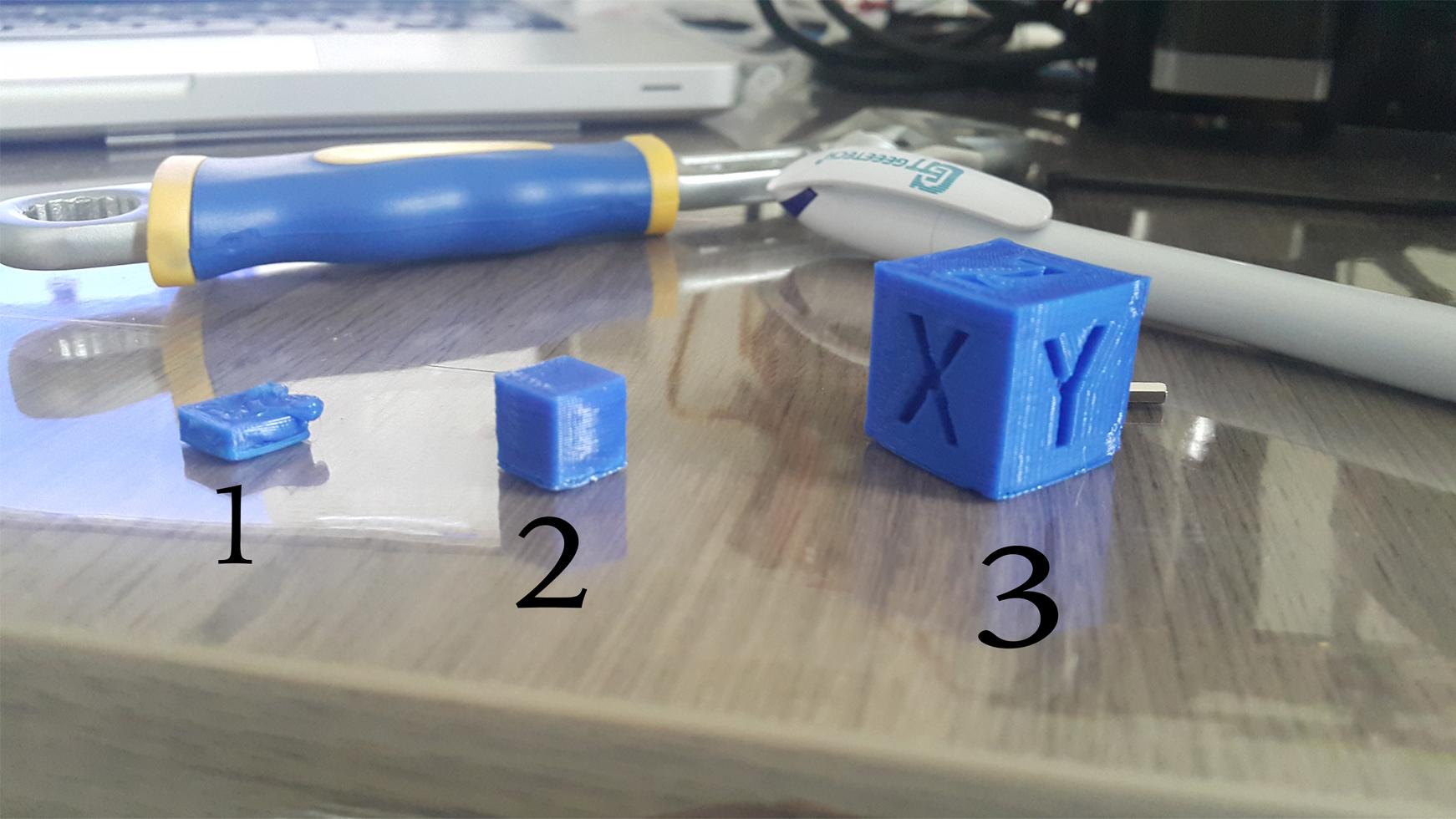
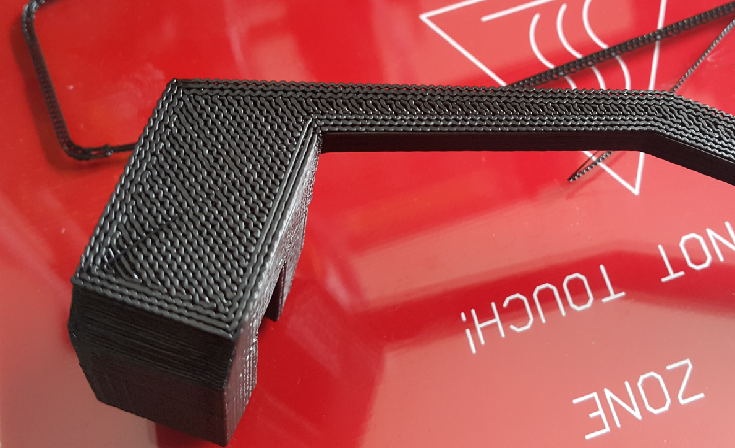
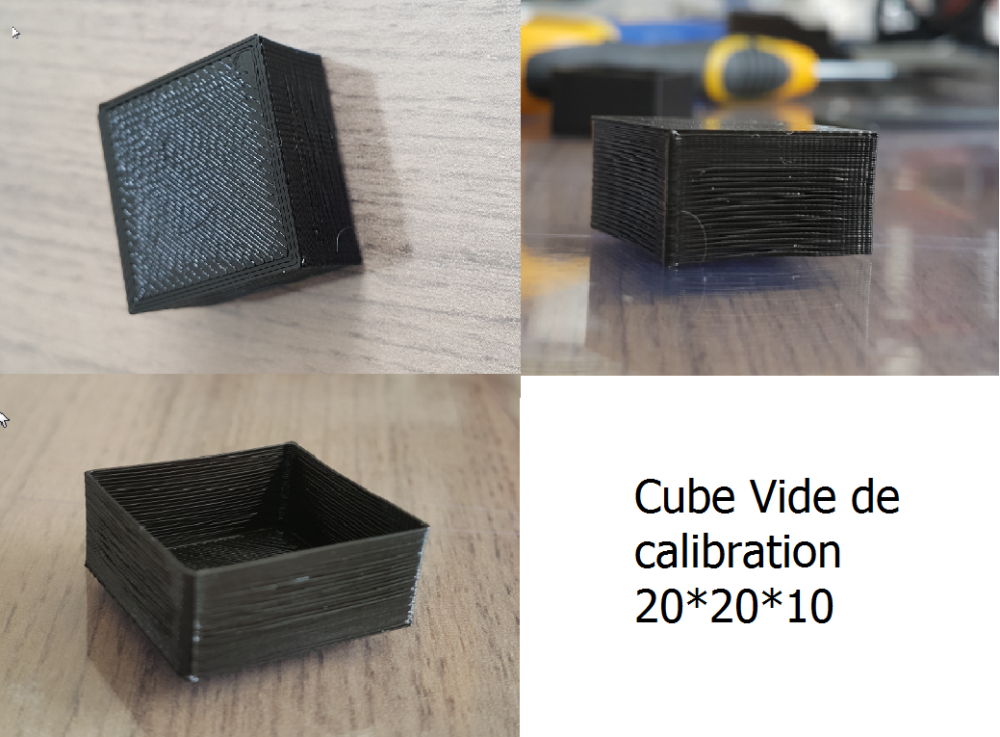
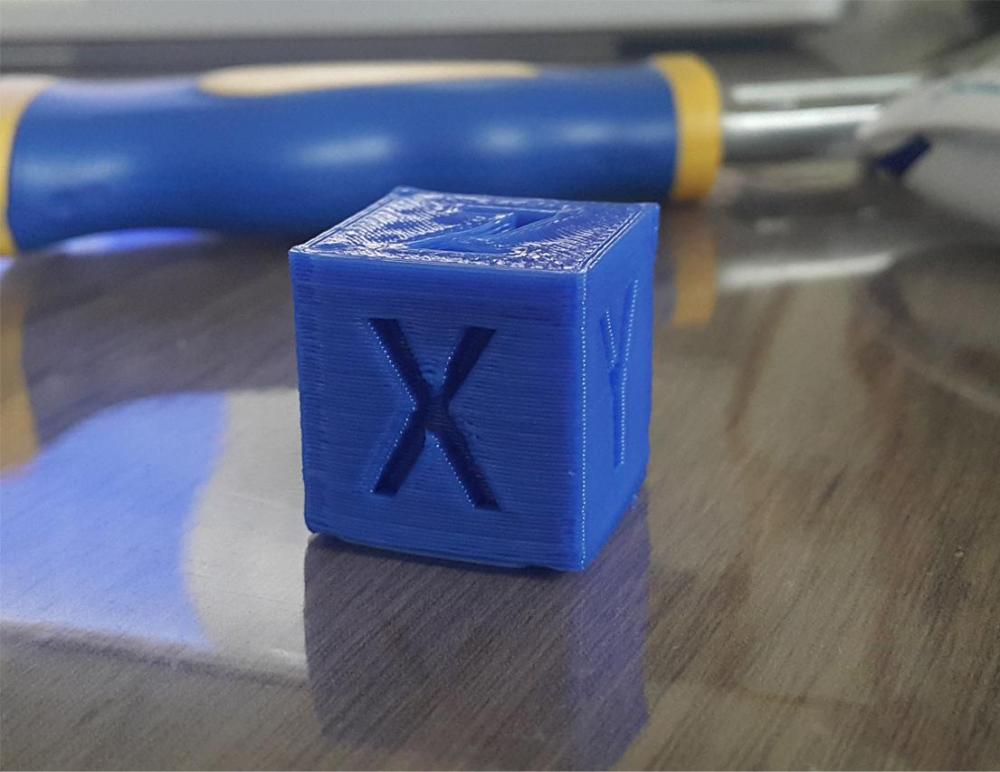
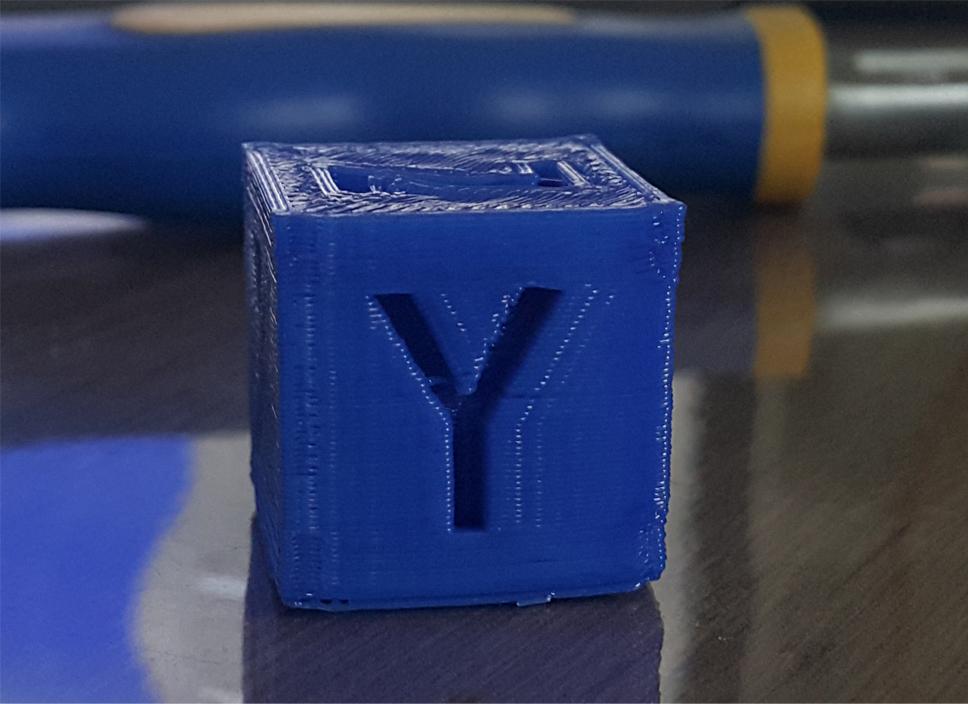
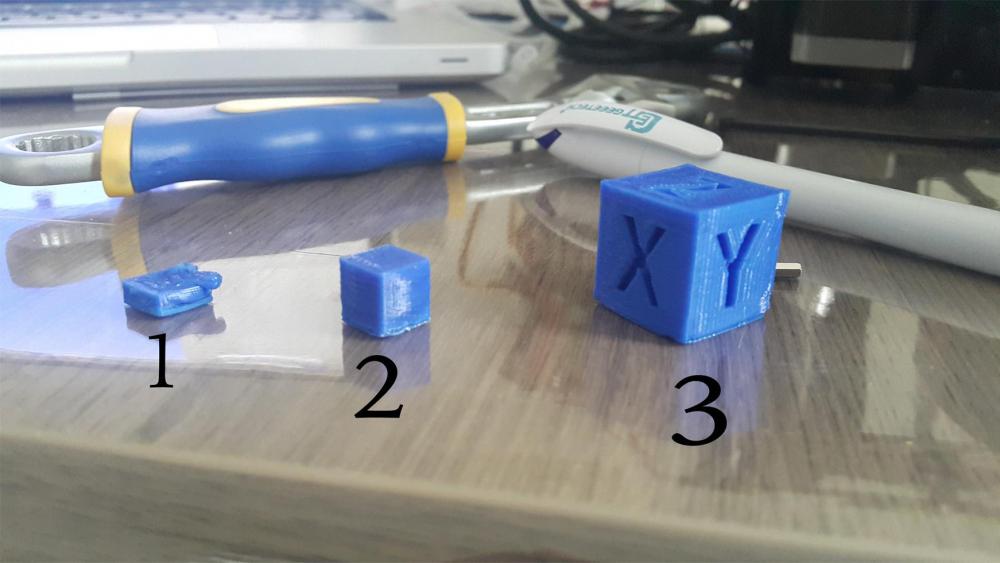
Salut tous le monde, Me revoilà avec de nouveaux essais. Bon j'ai changé l'extrudeur par la version aluminium, j'ai du ajuster le polulu car celui ci claquait + que la version précédente. une fois le courant ajusté, ça était bcp mieux. Passons aux test avec le filament de chez grossiste3D, j'ai passé du temps à essayer différentes combinaisons, en termes d'épaisseurs de couches, et de températures. voilà mon premier essai avec le nouvel extrudeur : C'était le guide filament qu'on trouve dans la section tuto et améliorations. Je vous laisser constater la première couche ^^ J'ai tenté de calibrer le débit de l'extrudeur, mais je sais pas comment vous faites avec un pied à coulisse, je galère... je prends jamais 2 fois la même position pour mesurer. J'ai laché l'affaire. je me suis dit, j'y reviendrais plus tard en utilisant un gabarit (une carte par exemple de 5cm de large). Par contre, j'ai mesuré le diamètre du filament en sortie et j'ai constaté qu'il mesurait 0.3 mm alors que j'étais persuadé d'avoir du 0.4 mm. Du coup, correction dans repetier du diamètre de la buse, et re-teste de calibration un fichier test qui n'imprime qu'une seule couche , voici le résultat: on dirait un problème de débit ou d'accroche. pour l'accroche, je n'en suis pas sûr car je constate en fin d'impression que la pièce est bien collée à la plaque, et je dois forcer un minimum pour la décoller. Et pour finir, un test avec un cube vide de 20*20*10mm : Température 1ere couche 0.3 : 215°C Température autre couche 0.2 : 210°C Température du lit : 66°C C'est un cube que j'ai dessiné qui fait 20*20*10mm avec une épaisseur de paroi de 0.4mm après impressions, j'ai tout mesuré au pied à coulisse et j'obtiens les résultats suivants: En X : 19.98 mm En Y : 20.05 mm En Z : 10.43 mm Paroi : 0.43~0.51 Je trouve qu'en X et en Y c'est plutôt pas mal par contre en Z, là c'est un peu trop. j'en ai fait les frais en imprimant les fixations pour mettre le LCD à l'avant. J'ai du limé les pièces pour qu'elles rentrent dans les trous de chaque côté. Le problème était sur l'épaisseur des pièces donc axe Z. une fois limé c'est rentré nickel donc je pense que pas de souci sur X et Y. J'ai pas l'impression également d'avoir beaucoup de wobble, les arêtes sont bien droites, j'ai quelques à coups des fois, mais ça correspond surtout à l'extrudeur qui rencontre une résistance en tirant sur la bobine, du coup il claque, je suis obligé de tirant de temps en temps moi même pour donner du mou. Il me reste la ventilation à mettre en place mais là je suis un peu ennuyé, j'ai un ventilo de récup qui fait 80 mm, il faut que je lui trouve un support adéquat intégrant un 3D Touch que je n'ai pas encore monté. Vos impressions mes amis?
-
Nos68, je devrais recevoir ça aujourd'hui. je ferais un test avec la nouvelle bobine et je posterai ça ce soir. Je testerais avec tes paramètres pour voir. Sinon, mon châssis est bien à plat. C'est vrai qu'au montage, j'avais tout serré, bien solidement et c'était devenu bancale, j'en ai chié pour essayer de comprendre comment ça se fait que non serré, tout est à niveau et une fois qu'on serre les écrous, ben ça se vrille. Du coup, j'ai tout desserré et resserré à peine, en attendant de pouvoir fixer le tout sur un socle genre mdf. Merci RitoonL, je pensais aussi à de la sur-extrusion. Je te cache pas que je n'ai pas calibré l'extrudeur parce que je reçois celui en métal avec la bobine. Une fois, mis en place, je procéderais à un calibrage en bonne et due forme. Je voulais juste avoir un premier jet avec le kit fourni de base, pour avoir une idée de la qualité de l'assemblage de la machine.
-
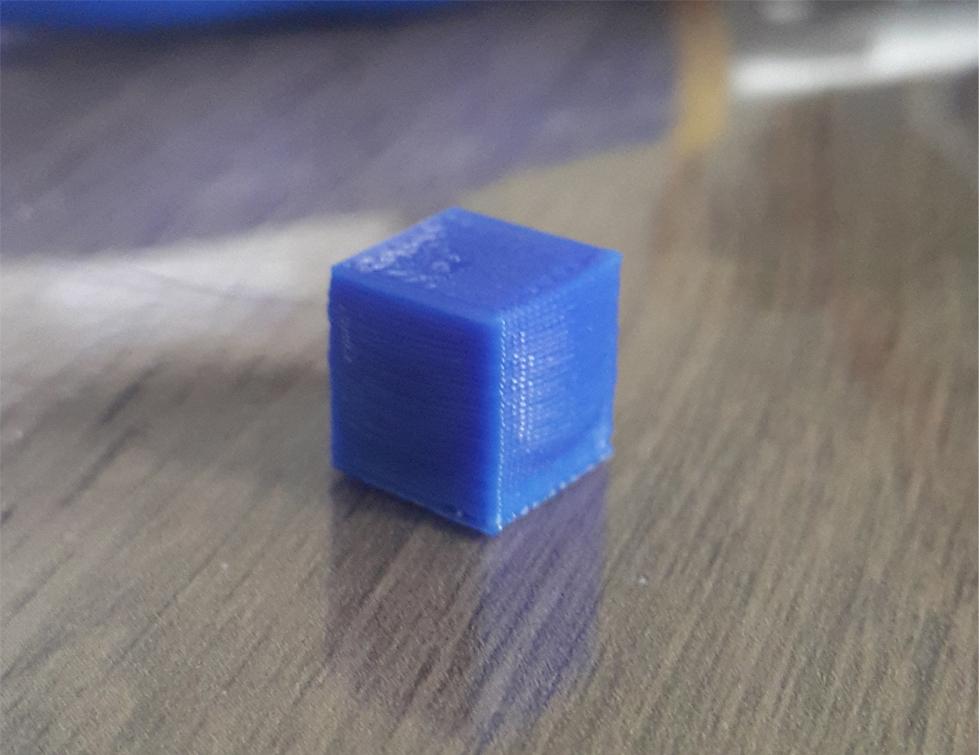
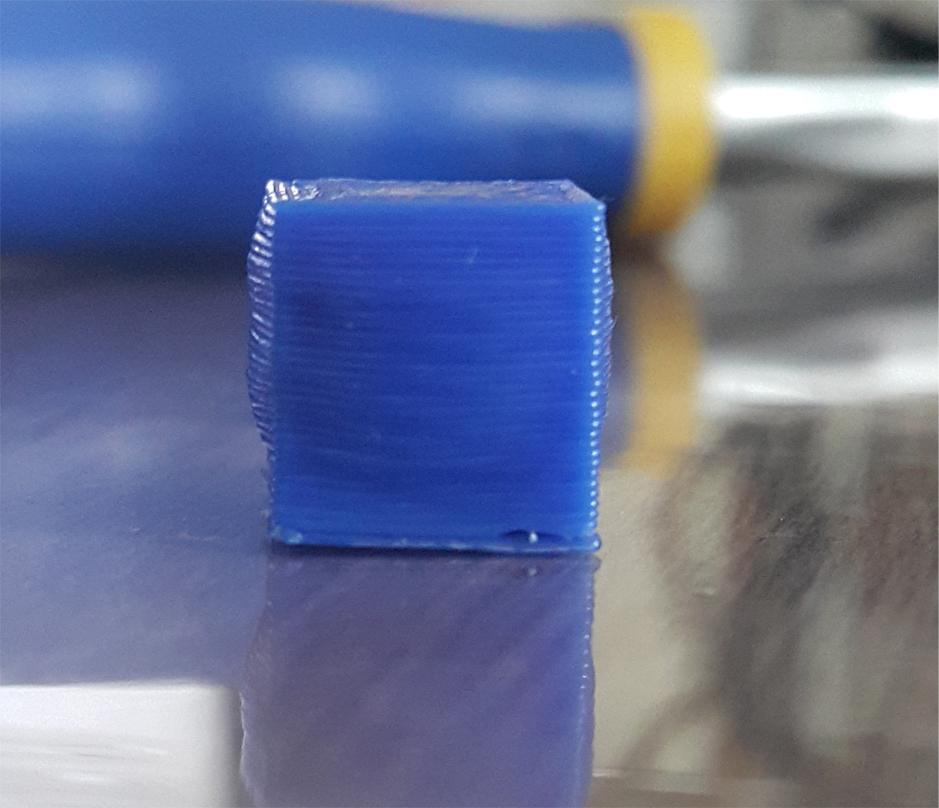
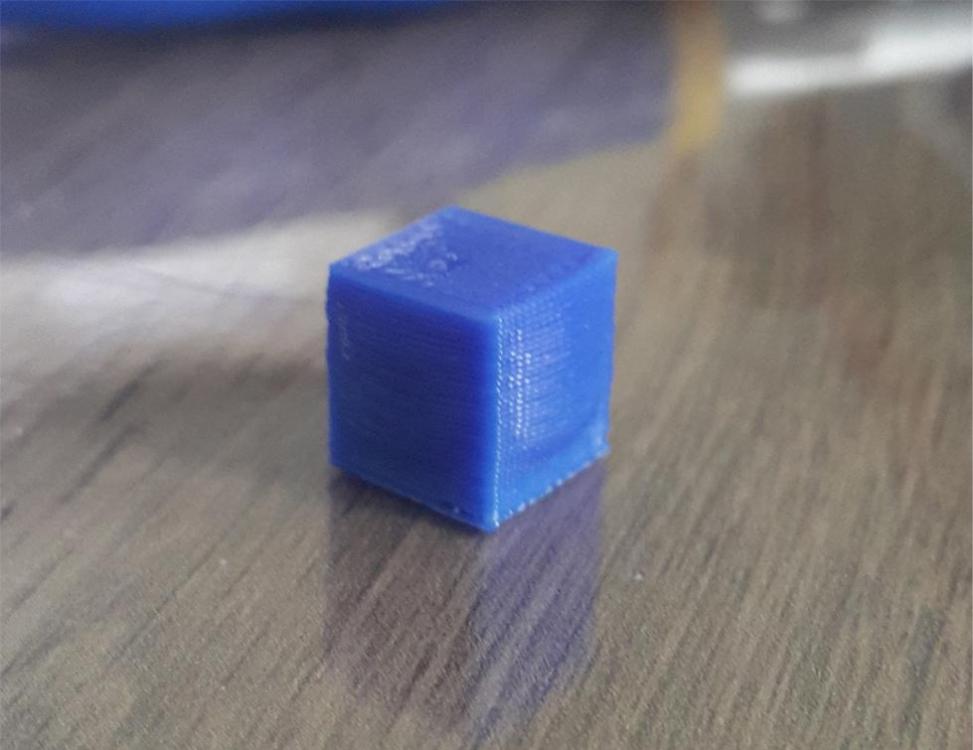
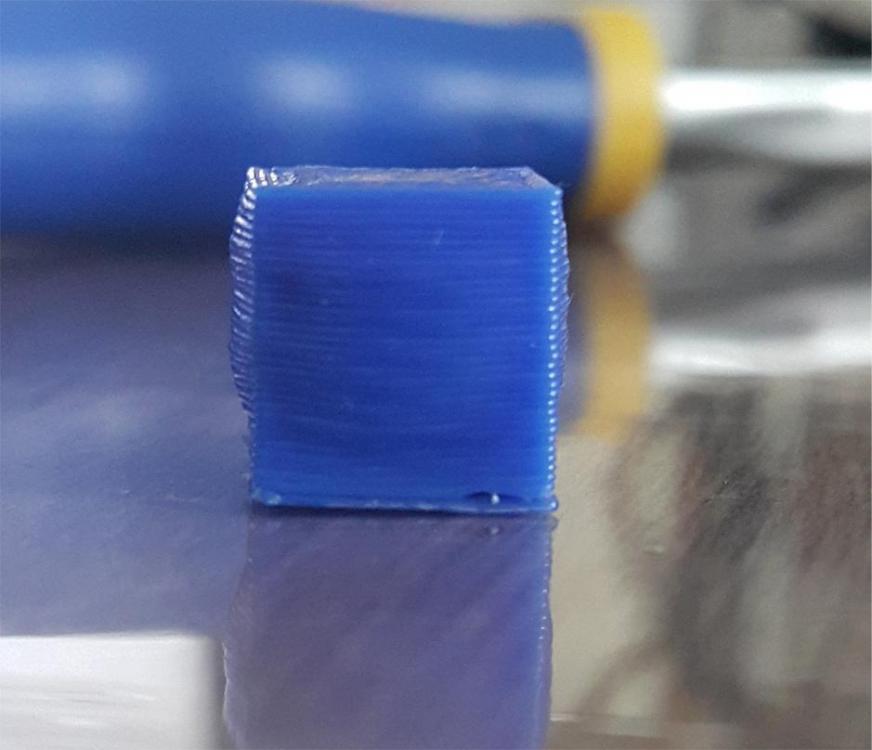
Bonsoir à tous, Comme expliqué dans ma présentation, j'ai acquis récemment une Pro B. J'ai rencontré peu de difficultés concernant le montage (Merci @RitoonL), à part un peu sur la partie mécanique(parallélisme des axes, équilibrage du plateau). Alors, je suis content de pouvoir vous présenter mes premières impressions et sollicite un peu votre aide sur la qualité de mes premières pièces. Alors voilà ma toute premiere pièce : Je vous explique : La pièce s'est accroché à la buse en plein milieu d'impression du cube de calibration. Température de la buse : 200°C Température du plateau : 70°C Premiere couche : 0,3 mm Couches suivantes : 0,2 mm Bon, J'imagine que c'était trop chaud... ----------------------- 2eme Essai : paramètres : Température de la buse : 190°C Température du plateau : 60°C Premiere couche : 0,3 mm à 195°C Couches suivantes : 0,2 mm à 190°C J'ai baissé un peu la température de la buse et du plateau, l'impression s'est bien terminé par contre, j'ai des faces bombées. Je me suis dit que c'était encore la température à réduire et peut-être la taille du cube trop petit pour une telle température. Alors j'ai pris un autre cube mais de 20mm par face. 3ème Essai: Température de la buse : 185°C Température du plateau : 55°C Premiere couche : 0,4 mm à 190°C Couches suivantes : 0,3 mm à 185°C là, j'ai remarqué qu'en faisant des couches plus épaisses, la température n'était plus bonne, trop basse car l'extruder claquait de temps en temps. Je reste satisfait du résultat quand même pour un début dans l'impression 3D. J'avais peur de beaucoup de choses, comme boucher la buse, wobble important ...etc. Ah oui, je reçois demain une bobine de PLA de chez grossiste3D et un extruder en métal. Je me suis fié à vos remarques dans les sujets précédents et j'ai pris les devants pour éviter certains problèmes. Je m'adresse à vous, maintenant pour avoir vos avis sur ces impressions et vos conseils pour améliorer tout ça. Merci

-
Bienvenue à toi Cocoprod, On vient de passer la porte d'inscription en même temps.