zyban
-
Compteur de contenus
293 -
Inscrit(e) le
-
Dernière visite
Récompenses de zyban
")





-
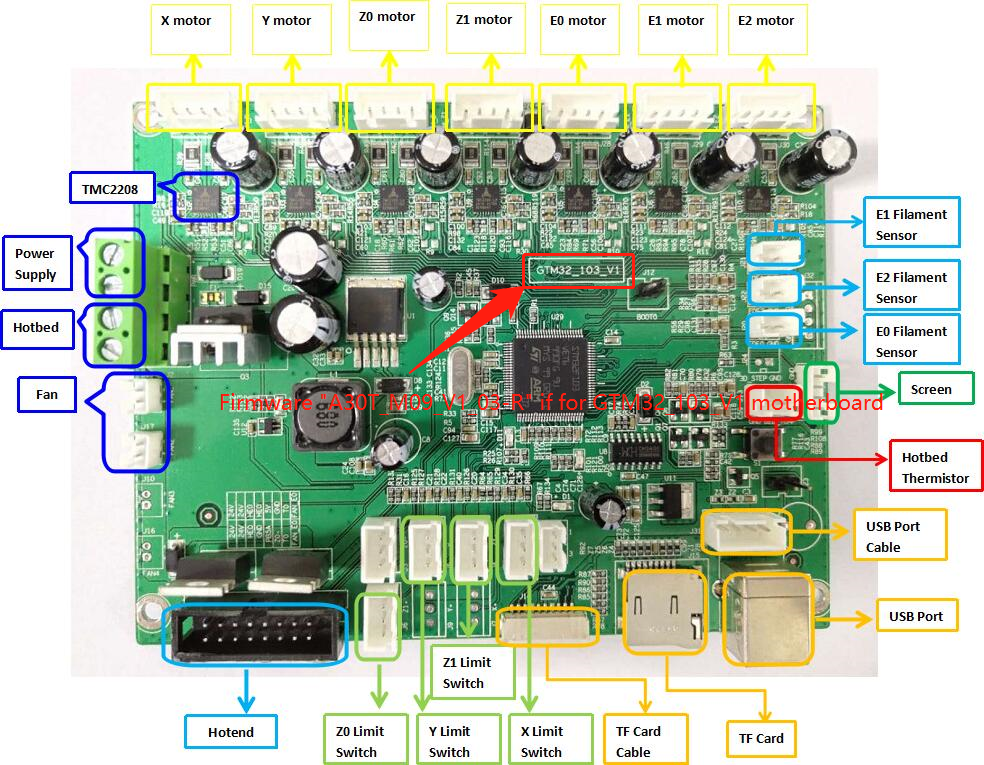
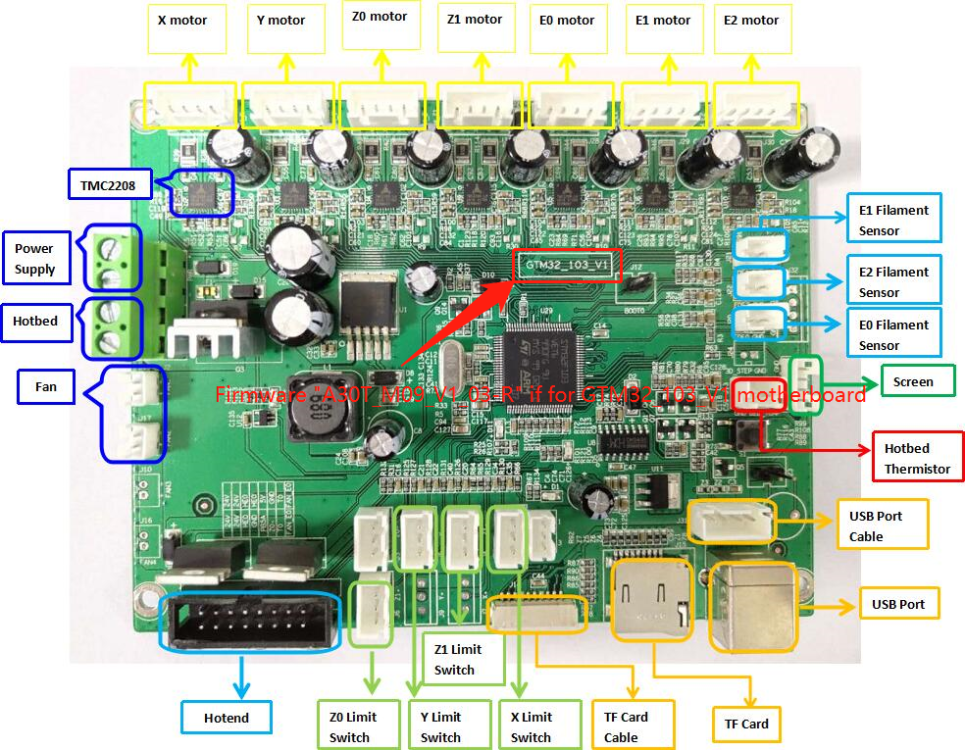
Bonjour, J'ai du démonter le boitier pendant le montage de l'imprimante pour récupérer un boulon et j'ai du débrancher le ventilateur pour enlever la plaque du dessous mais je n'ai pas regardé où il était branché. Du coup j'ai mis le ventilo sur le fan0 de la carte ou il marche trop bien et fait beaucoup de bruit mais je suis persuadé que ce n'est pas le bon emplacement. Beaucoup est prémonté chez le fabricant et à part l'image annexée, je n'ai rien trouvé. C'est une carte GMT32_103_V1 Merci
-
Bonjour, Lors de la mise à jour du Marlin 1.1.9 au Marlin 2.0 j'ai rencontré le problème suivant "erreur EEPROM" et blocage de l'imprimante, même le bouton "reset" J'ai donc remis l'ancien Marlin. En regardant les paramètres de ma carte j'ai vu GT2560 REV A + Dans le confi..._store.cpp du Marlin précédent j'ai vu "version V55" alors qu'ici j'ai "version V77" avec pleins de lignes de commandes supplémentaires. Puis-je remettre les lignes de l'ancien Marlin dans le 2.0 sans faire de casse ou bien y-a-t'il autre chose à faire? J'ai pourtant téléchargé les mises à jour de configuration sur Ghitub pour mon imprimante mais ne figure que le config...h et le config...._adv.h Merci d'avance
-
Bonsoir, Belles photos en tout cas. Pour le moment tu mélanges avec ton imprimante, as-tu essayé avec ton slicer? Cura propose propose plusieurs têtes et dans Marlin on peut configurer tout ça avec un mélange de 16 couleurs il me semble. Mais notre carte n'est pas acceptée par l'open source ou plutôt l'open source ne s'intéresse pas à notre carte... Donc qu'en est-il avec ce firmware et des fichiers de type .obj qui sont texturés par exemple?
-
@Aristote, Merci pour tes observations et tes conseils. Après un problème de température aussi bien sur le bed que la tête chauffante, Geeetech m'a renvoyé une nouvelle carte GTM 32 pro VB et en cadeau j'ai reçu la même tête chauffante mixeuse de couleur que la tienne. Je m'occuperai de tout ça par mauvais temps mais tes conseils me seront précieux vu les avis négatifs de cette imprimante en général. D'ailleurs ce n'est pas @L'ami René qui me contredira, j'ai aussi lu ses posts
-
Voici un truc gratuit et facile à faire
-
@medmed Bon ben j'ai la même carte et je communique du PC sur le port 3 chez moi en 250000 baud et la carte SD ne me sers qu'à imprimer les fichiers créés par les trancheurs. Je n'ai donc nullement besoin de connaître la vitesse de communication entre la carte SD et la carte GT 2560 du moment qu'elle fait son boulot. J'en suis au Marlin 1.1.9 en partant du 1.0.1 et je sais de quoi je parle Non, c'est à moitié vrai. Il faut indiquer 250000 bauds dans Arduino pour uploader ou dans un trancheur comme cura pour utiliser l'imprimante en manuel mais dans le port com 3 du pc chez moi c'est 9600 bits par seconde
-
@Alain57Désolé mais c'est 250000 bauds comme vitesse de communication du port pour la carte GT 2560. C'est d'ailleurs indiqué au début du config.h de ton Marlin Jusqu'ici j'ai vu du 125400 ou du 25000 mais jamais la bonne valeur
-
Elles ont l'air fragile les GTM 32. Geeetech m'en renvoie une neuve sous garantie suite à un défaut de température. Elle affiche 15° plateau et hotend alors que mon I3 pro c marque 3 x 19° et mon thermostat maison aussi.
-
@TizTiz, je comprend l'idée qui est d'interroger le z actuel, le mettre en négatif et après la purge le remettre en positif. C'est sûrement possible mais je ne sais pas comment.... La commande M0 retient la position (arrêt optionnel) mais l'impression est relancée manuellement et M114 retourne les valeurs xyz de la position actuelle qu'il faut replacer dans un G90. Facile à dire mais pas facile à faire
-
@diiity, c'est bizarre que tout fonctionne bien en mode manuel Je sais que les dernières versions de Cura gèrent une température normale et une température de veille pour la double extrusion en tout cas
-
Si tu utilise Cura comme trancheur tu peux régler la hauteur, la température et le débit de ta couche initiale. Par contre, si tu veux que ça ait un effet tu dois enregistrer ton profil sous un nom quelconque avant de trancher
-
Après une mise à jour de mon imprimante en Marlin 1.1.9 j'ai eu le même problème. Vérifie la 3ème valeur de ton fichier configuration.h dans la section "movement setting" qui était à 5 et que j'ai du remettre à 2 pour retrouver mon axe z correct #define DEFAULT_MAX_FEEDRATE { 300, 300, 2, 25 }
-
Si le fichier STL est bon tu peux changer la hauteur, la température et le débit de ta couche initiale dans Cura
-

- autre - plus de endstop Z via marlin.
zyban en réponse au topic de stefone dans Paramétrer et contrôler son imprimante 3D
Dans mes débuts, je ne rangeais pas bien mes différentes versions et je reflachais parfois sans regarder. Vérifie bien que c'est le bon fichier que tu flashes et pas un autre. En gros Arduino et Marlin sont 2 choses différentes. Tu flashes avec une version d'Arduino, une version de Marlin, que tu mets dans la carte mère de ton imprimante. Par contre les fichiers configuration.h du Marlin portent toujours le même nom -
Merci pour l'info @Jcc, bien vu