TOUFF
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Récompenses de TOUFF
")





-
J'avais commandé un kit "MK10 Assembled Extruder Hot End" de remplacement au cas où, j'en ai donc profité pour le changé et par la même occasion faire un système de prise qui permette de plus facilement le changer. une fois l'opération terminée j'ai relancé une impression... même résultat ! grrrrrrrrrrrr ! j'ai donc ressorti ma bobine de PLA noir qui avait donné lieu à ce post. Je lance une impression en prenant soin de monté la température à 220°C et là ça fonctionne ! Quelques petits fils dus je pense à la température de chauffe mais le résultat est très correct. J'avoue que le problème avec le PLA naturel cela m'échappe. Problème de qualité du PLA ? Mais à ce moment là, toute la bobine aurait merdée je suppose. Des suggestions ?
-
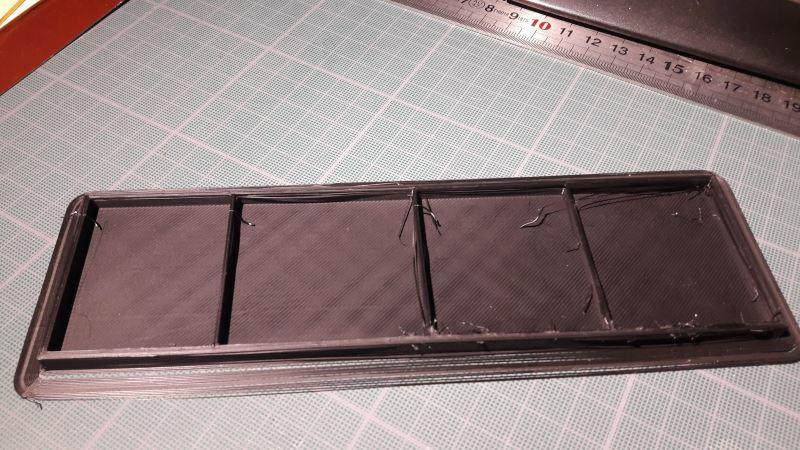
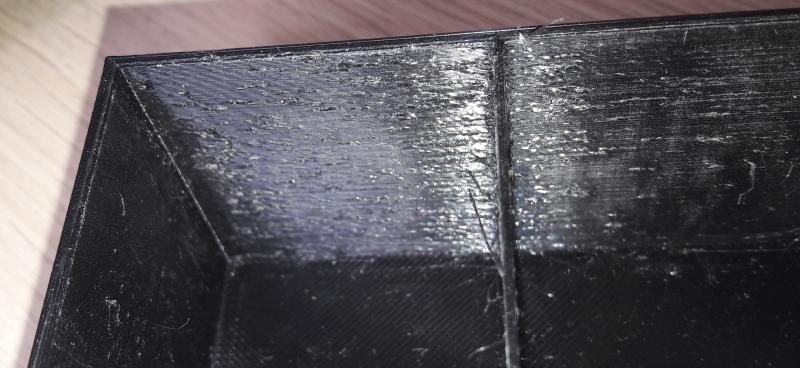
ce qui est bien avec l'impression 3D, c'est qu'on ne risque pas de tomber dans la monotonie! A chaque impression, de potentielles surprises... après quelques jours d'impressions sans problème avec bobine de PLA naturel, voici un effet des plus sympathique certes, mais la solidité laisse à désirer !!! je n'ai changé aucun de mes réglages par rapport aux impressions précédentes, le level plateau a été vérifié (T:200°C). Ayant une autre bobine PLA naturel je me suis dit on va tester pour voir si celle que j'avais n'était pas un peu fatiguée, résultat identique. Restons zen !

-
merci à tous pour votre aide et vos conseils.
-
il y a une version 2 semblerait-il. Sais tu si cela vaut le coup ou ta version suffit amplement ?
-
c'est bien ce que je comptais faire, et en aucun cas pour le refroidissement du fil. En tout cas si je comprends bien, passer au Feng ça vaut vraiment le coup. Coté bruit ça donne quoi ? je vais pas réveiller à nouveau ma voisine ? Pour info, j'ai testé 200, 205 et 210 °C pour le PLA translucide Emotion Tech et comme pour le tien de Grossiste3D, 205°C semble le meilleur résultat. A 210°C je commençais à avoir un début de fils sur le saut vers la face opposée.
-
oui je viens de voir ça! je viens d'acheter un NOCTUA NF-A4x10 FLX | 40mm Il devrait faire aussi l'affaire me semble-t-il comme toi je cherche un compromis raisonnable. Oui moi aussi je suis fan de rapaces
-
j'avais lu le début de ton post avant de changer mes ventillos (sauf le radial pour le moment). Super post d’ailleurs je vais le lire en entier. comme toi j'avais de gros problèmes de nuisance sonore puisque ma voisine du dessous entendait certains sons ! Et oui les immeubles des années 70 c’est pas terrible coté insonorisation. Donc parmi les modifications que j'ai apporté à mon imprimante les ventillos en faisaient parti avec le caisson et les amortisseurs sur les moteurs. je vais me pencher aussi sur un Feng, il faut que je cherche lequel imprimer.
-
je te rassure ça ne m'a pas traversé l'esprit non j'imaginais seulement une incidence en terme de surchauffe de la parois en cours d'impression. De toute façon ça ne pourra pas faire de mal de remettre cet isolant. En ce qui concerne l'impact de l'environnement (aux portes fermées ou non de mon caisson par exemple), je ne sais pas. Mais chose étonnante quand même, cet aprem, j'ai lancé un print avec le PLA noir pendant que j'étais sorti. Les portes étaient fermées, et cette fois j'avais des filaments sur la totalité de ma pièce. Coïncidence.. peut-être. Je ne peux pas vraiment comparer à celle que je vous ai montrée en début du post puisqu'il d'agissait d'une un peu différente. Il faudrait que je fasse une test avec le PLA noir pour une même pièce, une fois porte ouverte , une autre fermée. Mais bon les tests ça va 5 minutes... trop de tests, tue le test ! heu... j'ai loupé un truc là que veux tu me faire remarquer ?
-
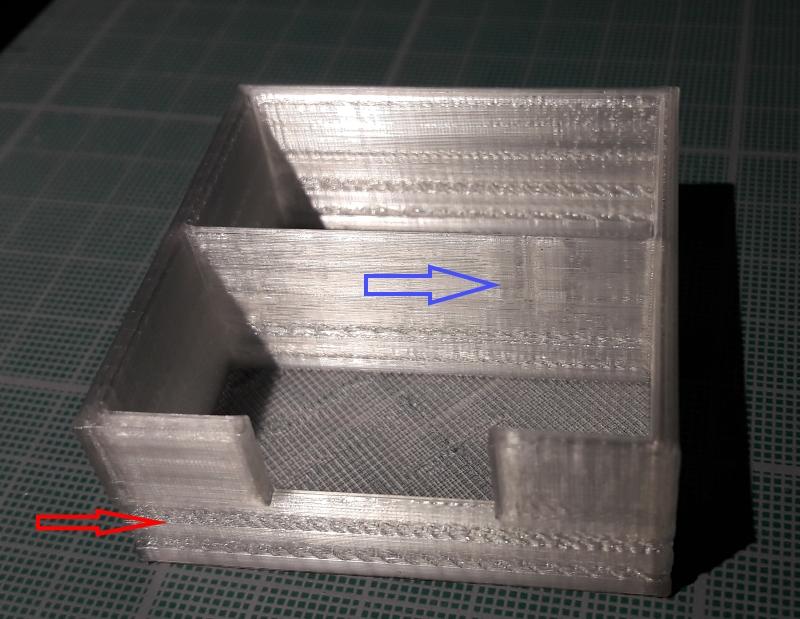
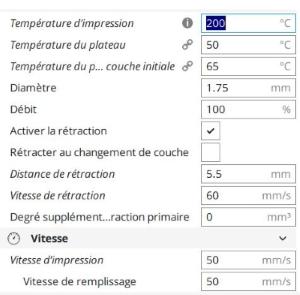
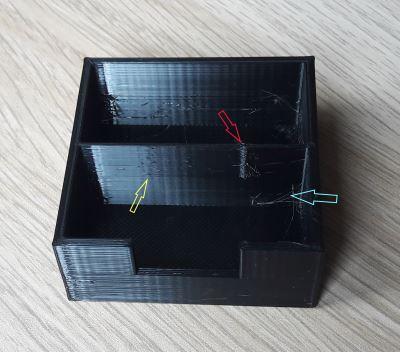
cet aprem en allant chercher du PLA translucide, j'ai un peu discuté avec le vendeur. Je lui avais fait part sur une pièce précédente de problème de fils et de bavures sur certaines parties seulement de mon impression ( PLA noir aussi mais d'une autre marque). quand je lui ai part à nouveau de ce problème sur l'impression dont je vous parlais plus haut, il m'a parlé d'un client qui avait rencontré le même problème. Celui-ci s'était rendu compte que cela provenait de la tête de chauffe (hot-end). Sur le modèle de de la CR-10S on voit que la tête d'impression n'est pas centrée: hors il s'avère que je n'ai plus de papier isolant. Il s'était détérioré, je l'avait donc enlevé pensant qu'il n'était là que pour éviter une perte de chaleur nuisible en terme de consommation d’énergie. Cependant ce surplus de chaleur pourrait avoir une conséquence lors de l'impression, d'autant plus à haute température. Le fait que la tête d'impression ne soit pas centrée pourrait aussi expliquer le fait que le phénomène de fil soit présent que d'un coté de mon impression. En effet la tête de chauffe ne passerait pas de la même manière au dessus des faces en cours d'impression. Suis-je clair ? Pas facile à expliquer ! Je vais donc commander du papier isolant et on retestera. Je vous tiendrai au courant. En attendant je suis passé au PLA Premium de Emotion Tech. Voici le résultat de mon premier test avec les param suivants: la flèche bleue correspond haut saut de la tête d'impression sur la face avant. C'est parfait aucun filament contrairement au PLA noir. Aucun fil d'araignée non plus. par contre la flèche rouge montre un petit souci qui ressemble à ce que j'ai eu sur mon impression en noir mais sans les filaments. Il me semble que les portes de mon caisson étaient fermée jusqu'à la moitié de l'impression puis je les ai laissées ouvertes. Cela pourrait à ce moment là confirmer un problème du surchauffe. je refais un test en montant de 200°C à 205°C mais en laissant les porte ouvertes de mon caisson. A suivre...

-
rmlc460. Tu imprimes à quelle température pour le PLA translucide de emotion tech ? je vais l'essayer.
-
à ce moment là, peut être que diminuer un peu le flux de matière permettrait de compenser. pour le rétractation, j'avoue que c'est très flou pour trouver la bonne valeur. quand à changer de filament j'en ai déjà testé au moins 5 ou 6. Et aucun n'est sorti du lot. Sans compter que le changement de couleurs dans une même marque réagit parfois de manière différente alors qu'on n'a pas changé de paramètres. Là encore, c'est un peu la loterie je trouve. une chose est certaine si je trouve le bon réglage pour un fil, je n'en changerai plus. je préfère sortir ma bombe de peinture si besoin ! merci pour les précisions de La rétractation, rmlc460. En effet maintenant que tu le dis je vois tout à fait le processus dont tu parles. Tu imprimes à quelle température pour le PLA translucide de emotion tech ? je vais l'essayer.
-
-il faudrait tester en effet la même pièce avec un autre logiciel. pour les bourrelets, je ne vois pas comment modifier la vitesse uniquement dans les virages. Je ne peux jouer dessus qu'en modifiant la vitesse globale d'impression me semble-t-il. Reste à savoir si je dois la diminuer ou l'augmenter ! mais bon ce n'est pas ça qui me gène le plus. ce qui m'ennuie par contre c'est cette débauche de filaments. Et pourquoi ce phénomène est accentué d'un seul coté. C'est bizard quand même. En tout cas, il y a encore du chemin à faire avant que cette technologie devienne grand publique. (même si de très gros progrès ont été fait). après avoir retirer les filament du coté droit, face avant, gros boulot de post traitement à faire: en face arrière, c'est mieux, va savoir pourquoi : et coté gauche, c'est presque propre:
-
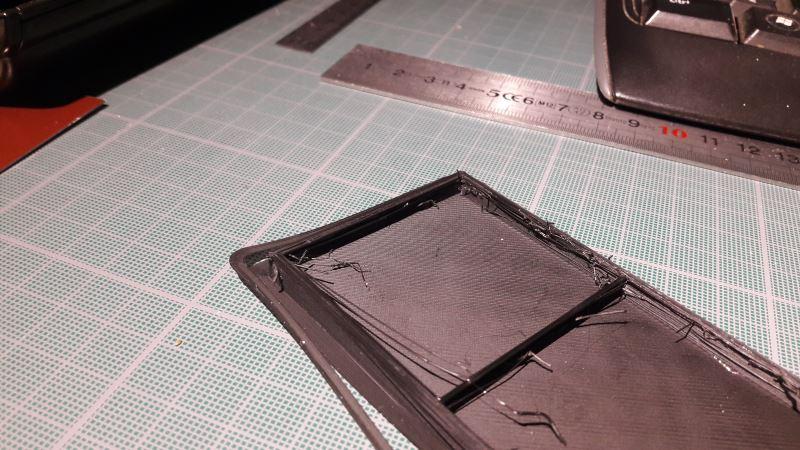
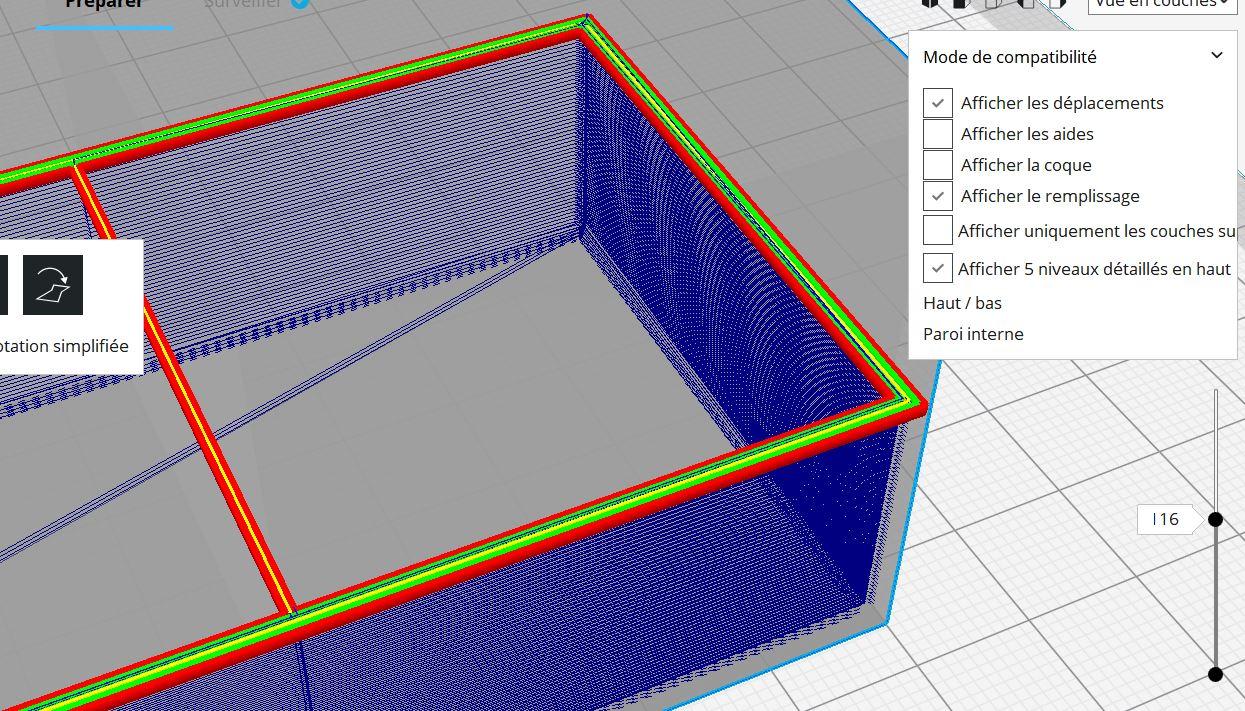
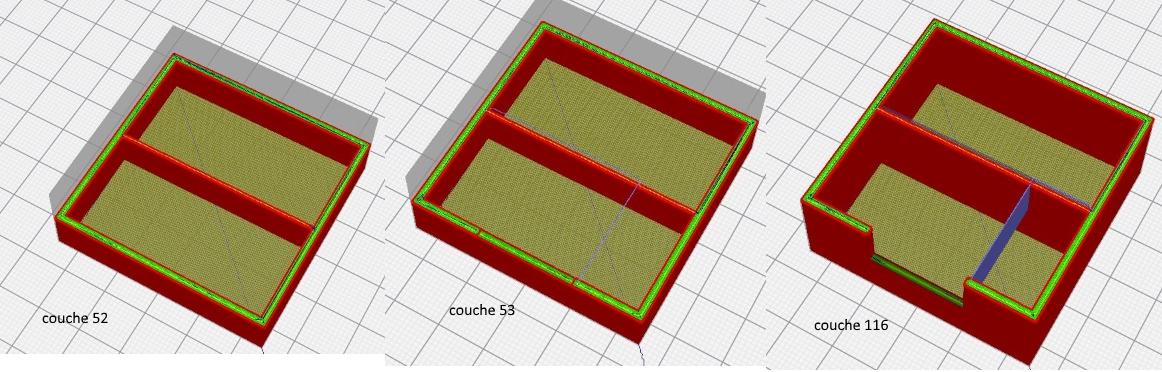
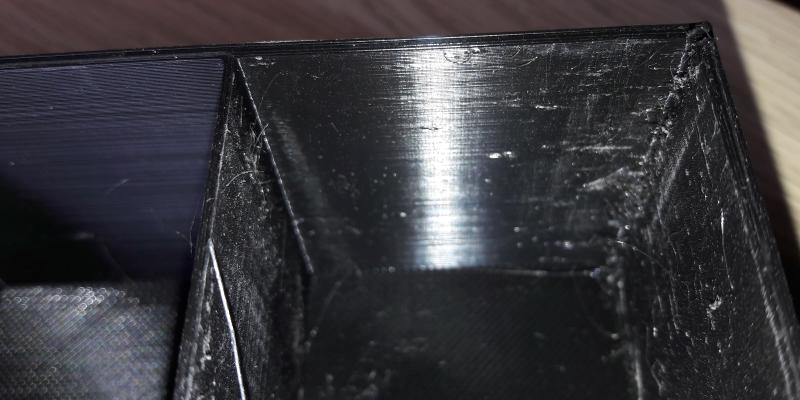
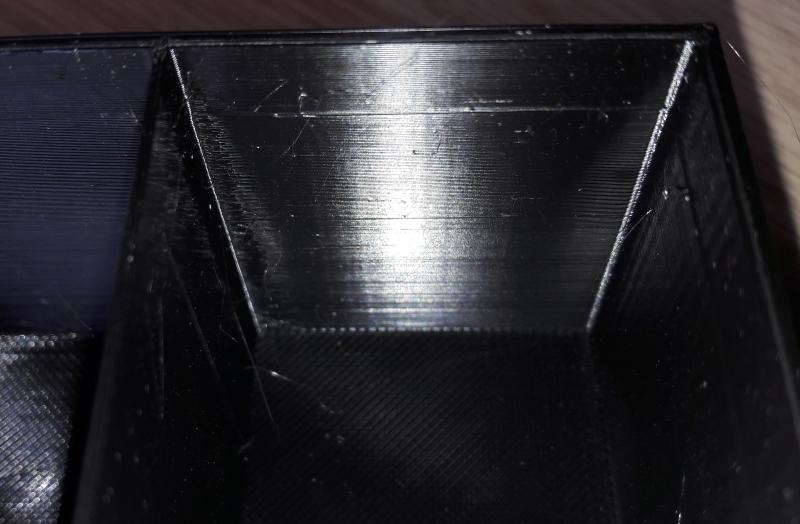
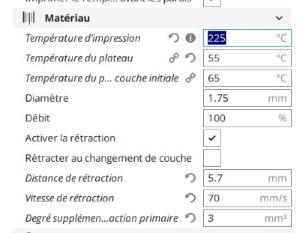
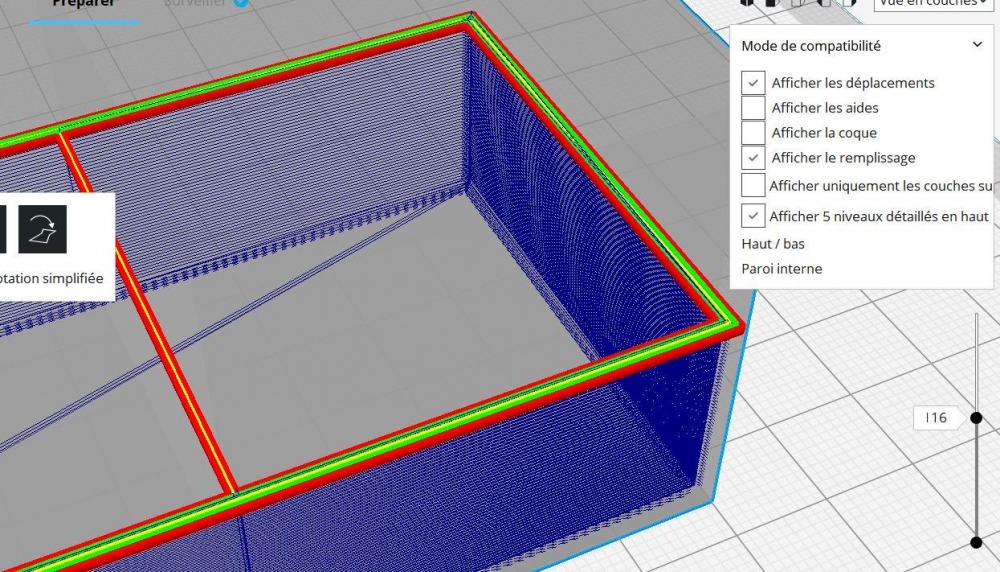
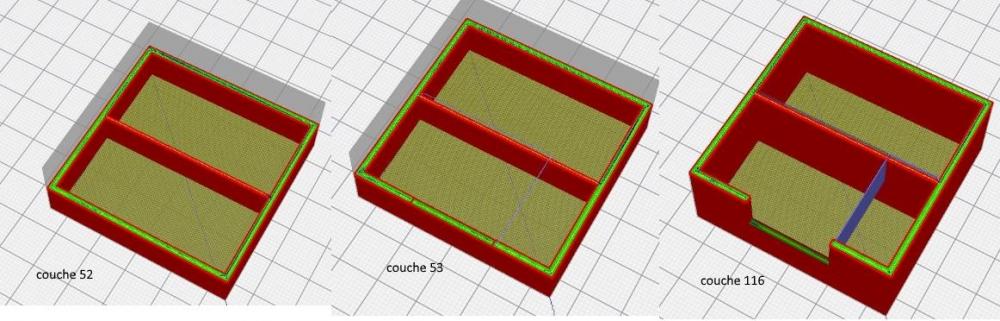
tout d'abord merci à tous pour vos précieux et sympathiques conseils. voici les résultats avec les nouveaux paramètres: - température impression: 195 --> 225°C, augmentation - vitesse rétractation: 60 --> 70mm/s - dégré suup : 0 --> 3 mm3 on progresse, plus de problème de structures des parois verticales, donc clairement un souci à l'origine de température. bien vu rmlc460 par contre, comme vous pouvez le voir, sur un coté, il y a des progrès à faire. Si ce n'est que d'un coté on pourrait penser à un problème d'alignement mais celui est en principe correct. rétractation: pour moi il n'y a pas de raison étant donné que la tête n'est pas supposé se relever à cet endroit. j'ai fait un petit test sur une plus petite pièce avec une encoche, histoire d'essayer de comprendre voici le résultat: en bleu on voit quelques effet de fil comme sur ma grande boite mais en petit nombre. en rouge ça correspond au déplacement de la tête vers le coté opposé (voir image cura ci-dessous) en bleu, on distingue 2 couches, c'est à nouveau le déplacement de la tête. Celui-ci commence à la couche 53. du coup j'ai regardé les déplacement de la tête de la grande pièce: et là, on peut sérieusement penser que le souci vient de tout ces déplacements de la tête d'impression. ça en fait des déplacements pour pas grand chose me semble-t-il !! qu'en pensez-vous ? Jean Claude, je ne pense pas que ce soit un prb d'humidité, je me suis fait une boite étanche quand j'ai fait mon caisson (je ferai un petit post ultérieurement pour vous le présenter avec mes améliorations):


-
merci à tous pour ces infos, je teste cela demain et reviens vous donner le résultat des courses. oui rmlc460 c'est bien du PLA Premium Emotion Tech. LOLO710, je n'ai pas testé à plus de 205°C, ça ne me paraissait pas la bonne piste puisque je ne rencontrais pas le problème avec le blanc et le gris. mais je crois surtout que le noir je n'y toucherai plus. Sinon quelqu'un a testé le transparent toujours en Premium Emotion Tech ?
-
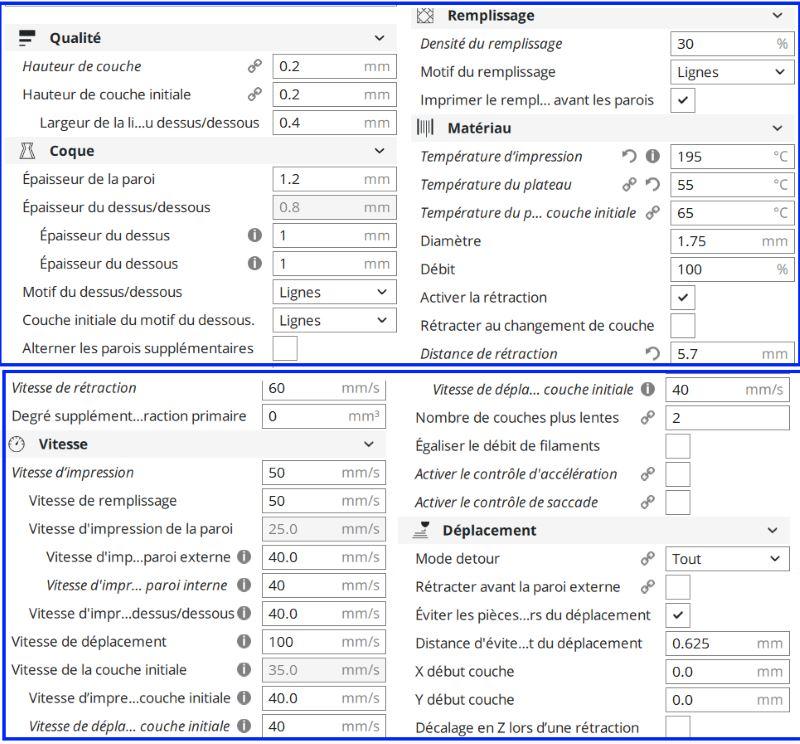
Bonjour à tous et toute, depuis quelques jours, j'ai un gros souci de liaison entre les couches. Pas de problème sur les premières couche horizontale mais dès le début de l'impression des faces verticales ça part en vrille. Les couches n'adhèrent pas les unes aux autres. J'ai refais le niveau du lit à de multiples fois, changé la température, le flux, rien n'y fait. J'avoue que je suis en panne de solutions. mes réglages sous Cura: Merci pour votre aide, car là je bloque. Pour info, le PLA est du Emotion Tech. Je n'avais pas de problème avec le gris mais depuis que je suis passé au noir, c'est la cata.