mikebzh44
-
Compteur de contenus
1 836 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
8
Récompenses de mikebzh44
")





-
Ca fait bien longtemps que je n'ai plus la carte d'origine dans mon imprimante mais avec ce schéma électronique : Tu peux peut-être regarder si un composant est claqué sur l'axe X en comparant avec l'axe Y. Mais pour le changer, il faudrait avoir de bonnes compétences en soudure. La solution la plus simple sera peut-être de changer directement la carte ou d'en profiter pour faire un gros upgrade de carte et de firmware. Quand tu fais le homing, il ne touche pas à l'axe X. C'est peut-être un signe que le endstop X est HS Si tu inverses les endstops X et Y, tu as le même comportement ? Y a des commandes pour connaitre le status des endstops normalement. https://marlinfw.org/docs/gcode/M119.html
-
 Non, quel con, c'est Y Mais je regardais ça : https://www.klipper3d.org/Rotation_Distance.html Et je me dis qu'il faut que je fasse intervenir les steps_per_mm dans la formule Car actuellement, mon rotation_distance: 32 donc : rotation_distance = <full_steps_per_rotation> * <microsteps> / <full_steps_per_rotation> = 200 je suppose car mes moteurs sont ceux d'origine de l'Anet A8 <microsteps> = 16 mais il faut que je regarde ma carte mère SKR 1.4 Turbo ou la configuration des TMC2209 pour savoir si j'ai pas un autre paramétrage <steps_per_mm> est donc égal à 100 pour arriver à 32 je vais calibrer mes axes en faisant varier ce paramètre donc
Non, quel con, c'est Y Mais je regardais ça : https://www.klipper3d.org/Rotation_Distance.html Et je me dis qu'il faut que je fasse intervenir les steps_per_mm dans la formule Car actuellement, mon rotation_distance: 32 donc : rotation_distance = <full_steps_per_rotation> * <microsteps> / <full_steps_per_rotation> = 200 je suppose car mes moteurs sont ceux d'origine de l'Anet A8 <microsteps> = 16 mais il faut que je regarde ma carte mère SKR 1.4 Turbo ou la configuration des TMC2209 pour savoir si j'ai pas un autre paramétrage <steps_per_mm> est donc égal à 100 pour arriver à 32 je vais calibrer mes axes en faisant varier ce paramètre donc -
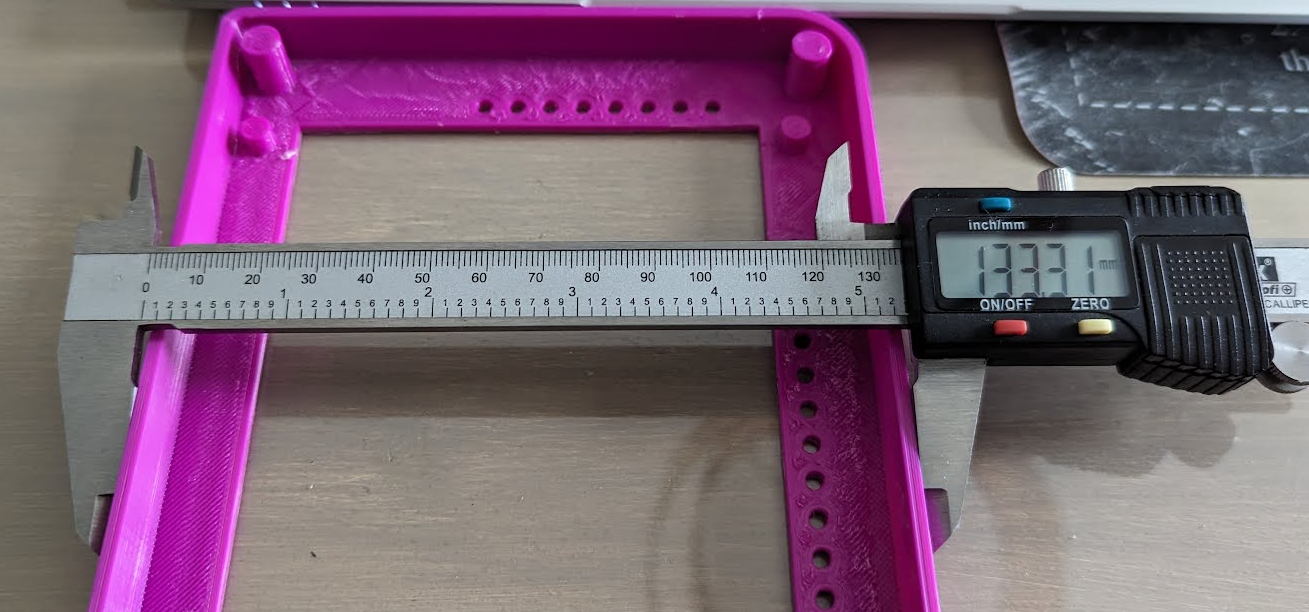
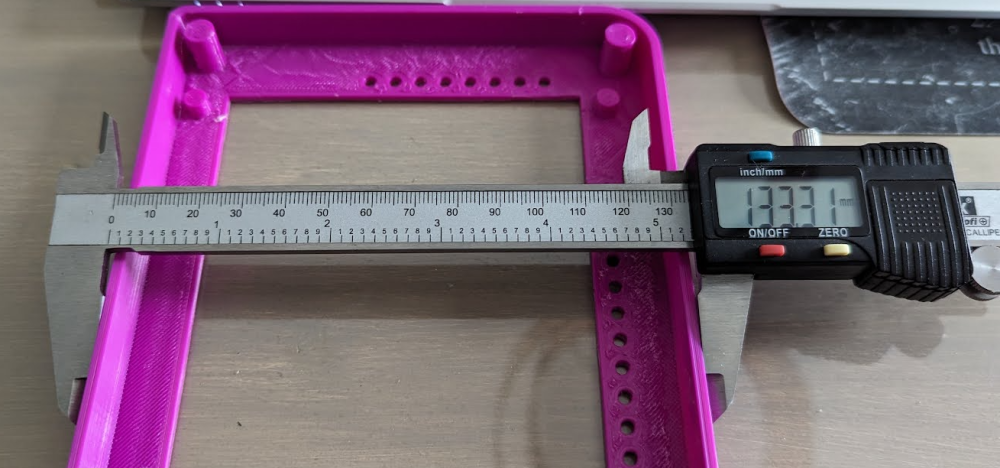
Salut. J'ai imprimé un dashboard pour mon simracing mais dans Onshape, j'ai demandé 138mm et une fois imprimé, je me retrouve avec 133mm sur l'axe Y : Mais après une rapide recherche, contrairement à Marin, pas de correction de moteur comme avec l'extrudeur. Donc j'ai retendu les courroies mais y a t'il d'autres choses à faire ? Dans mon printer.cfg, j'ai rotation_distance: 32 Car poulie de 16 dents et courroie de 2mm Les drivers sont des TMC2209 et ils sont configurés de cette manière : run_current: 0.800 hold_current: 0.500 stealthchop_threshold: 500
-
J'ai une carte mère d'Anet A8 qui traine dans mes cartons, je te la file si tu veux, tu auras juste les frais de port à payer
-
Problème firmware sur ANET ET4+
mikebzh44 en réponse au topic de Senso98 dans Entraide : Questions/Réponses sur l'impression 3D
Tu l'as trouvé où ton firmware ? Il n'y a pas le firmware de la + ? T'as cherché sur le site d'Anet ? Sinon, tu compiles un Marlin ou tu passes sous Klipper. EDIT : D'après ce post, le firmware de la ET4 Pro est compatible Plus https://www.facebook.com/anet3dtech/posts/firmware-v300-for-anet-et4-pro-and-et4-with-capacitive-sensor-updated-on-the-dow/928086134392570/ -
Adhérence TROP forte!
mikebzh44 en réponse au topic de Jeanchristophe.b dans Entraide : Questions/Réponses sur l'impression 3D
Quel filament ? J'ai imprimé sur du verre au début (plus laque extra forte). Pour le PLA, c'était nickel mais pour le PETG, ça collait fort ! Je suis passé sur un plateau magnétique PEI réversible (texturé d'un côté et lisse de l'autre). -
PiCam ne marche pas sur Klipper
mikebzh44 en réponse au topic de mikebzh44 dans Entraide : Questions/Réponses sur l'impression 3D
Comme d'habitude, le problème se trouvait entre la chaise et le clavier Dans la section [cam 1] de mon fichier crowsnest.conf, je donnais bien le port 8081 (car le 8080 est utilisé par Fluidd) mais dans la définition de la webcam dans Mainsail (et Fluidd), je gardais /webcam/?action Or /webcam est une redirection de port du serveur nginx de Crowsnest et il va lire le port 8080 ! Il faut donc que j'utilise /webcam2 comme redirection, comme indiqué dans les commentaires en entête du fichier crowsnest.conf -
PiCam ne marche pas sur Klipper
mikebzh44 en réponse au topic de mikebzh44 dans Entraide : Questions/Réponses sur l'impression 3D
La caméra, c'est une V2.1 La distribution, c'est Mainsail OS Pour les services, j'ai la même chose. Edit : J'ai arreté le service Crowsnest et j'ai démarré ustreamer à la main via la commande : ./ustreamer --device=/dev/video0 --host=192.168.0.182 --port=8081 Quand je me connecte avec mon navigateur sur l'URL 1982.168.0.182, j'ai la page d'aide de ustreamer et j'accède bien au flux vidéo (192.168.0.182/stream) et à l'image fixe (192.168.0.182/snapshot) J'ai essayé de mettre ces URLs dans l'écran de configuration de Mainsail mais j'ai toujours pas d'image -
PiCam ne marche pas sur Klipper
mikebzh44 en réponse au topic de mikebzh44 dans Entraide : Questions/Réponses sur l'impression 3D
Bonne question, je regarde ça ce soir en rentrant -
PiCam ne marche pas sur Klipper
mikebzh44 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut. J'essaie de faire marcher ma PiCam sur Klipper. J'avais installer Crowsnest via kiauh et je viens de le virer pour faire une installation from scratch via le github. Mais toujours pas d'image Donc le fichier de config de crowsnest : [crowsnest] log_path: ~/printer_data/logs/crowsnest.log log_level: debug # Valid Options are quiet/verbose/debug delete_log: false # Deletes log on every restart, if set to true [cam 1] mode: mjpg # mjpg/rtsp port: 8081 # Port device: /dev/video0 # See Log for available ... resolution: 640x480 # widthxheight format max_fps: 15 # If Hardware Supports this it will be forced, otherwise ignored/coerced. Je suis passé sur le port 8081 car le 8080 est utilisé par Fluidd. Le service démarre bien et la caméra est détectée : [03/20/23 18:45:05] crowsnest: crowsnest - A webcam Service for multiple Cams and Stream Services. [03/20/23 18:45:06] crowsnest: Version: v3.0.7-3-g20ed6a8 [03/20/23 18:45:06] crowsnest: Prepare Startup ... [03/20/23 18:45:06] crowsnest: INFO: Host information: [03/20/23 18:45:06] crowsnest: Host Info: Distribution: Debian GNU/Linux 11 (bullseye) [03/20/23 18:45:06] crowsnest: Host Info: Release: MainsailOS release 1.0.1 (bullseye) [03/20/23 18:45:06] crowsnest: Host Info: Kernel: Linux 6.1.19-v8+ aarch64 [03/20/23 18:45:06] crowsnest: Host Info: Model: Raspberry Pi 3 Model B Rev 1.2 [03/20/23 18:45:06] crowsnest: Host Info: Available CPU Cores: 4 [03/20/23 18:45:06] crowsnest: Host Info: Available Memory: 751568 kB [03/20/23 18:45:06] crowsnest: Host Info: Diskspace (avail. / total): 7.5G / 15G [03/20/23 18:45:06] crowsnest: INFO: Checking Dependencys [03/20/23 18:45:06] crowsnest: Dependency: 'crudini' found in /usr/bin/crudini. [03/20/23 18:45:06] crowsnest: Dependency: 'find' found in /usr/bin/find. [03/20/23 18:45:06] crowsnest: Dependency: 'logger' found in /usr/bin/logger. [03/20/23 18:45:06] crowsnest: Dependency: 'xargs' found in /usr/bin/xargs. [03/20/23 18:45:06] crowsnest: Dependency: 'ffmpeg' found in /usr/bin/ffmpeg. [03/20/23 18:45:06] crowsnest: Dependency: 'ustreamer' found in bin/ustreamer/ustreamer. [03/20/23 18:45:06] crowsnest: Dependency: 'rtsp-simple-server' found in bin/rtsp-simple-server/rtsp-simple-server. [03/20/23 18:45:06] crowsnest: Version Control: ustreamer is up to date. (v5.38) [03/20/23 18:45:06] crowsnest: Version Control: rtsp-simple-server is up to date. (v0.20.2) [03/20/23 18:45:07] crowsnest: Version Control: ffmpeg is up to date. (4.3.5-0+deb11u1+rpt3) [03/20/23 18:45:07] crowsnest: INFO: Print Configfile: '/home/pi/printer_data/config/crowsnest.conf' [03/20/23 18:45:07] crowsnest: [crowsnest] [03/20/23 18:45:07] crowsnest: log_path: ~/printer_data/logs/crowsnest.log [03/20/23 18:45:07] crowsnest: log_level: debug [03/20/23 18:45:07] crowsnest: delete_log: false [03/20/23 18:45:07] crowsnest: [03/20/23 18:45:07] crowsnest: [cam 1] [03/20/23 18:45:07] crowsnest: mode: mjpg [03/20/23 18:45:07] crowsnest: port: 8081 [03/20/23 18:45:07] crowsnest: device: /dev/video0 [03/20/23 18:45:08] crowsnest: resolution: 640x480 [03/20/23 18:45:08] crowsnest: max_fps: 15 [03/20/23 18:45:08] crowsnest: INFO: Detect available Devices [03/20/23 18:45:08] crowsnest: INFO: Found 1 total available Device(s) [03/20/23 18:45:08] crowsnest: Detected 'Raspicam' Device -> /dev/video0 [03/20/23 18:45:08] crowsnest: Supported Formats: [03/20/23 18:45:08] crowsnest: [0]: 'YU12' (Planar YUV 4:2:0) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [1]: 'YUYV' (YUYV 4:2:2) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [2]: 'RGB3' (24-bit RGB 8-8-8) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [3]: 'JPEG' (JFIF JPEG, compressed) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [4]: 'H264' (H.264, compressed) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [5]: 'MJPG' (Motion-JPEG, compressed) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [6]: 'YVYU' (YVYU 4:2:2) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [7]: 'VYUY' (VYUY 4:2:2) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [8]: 'UYVY' (UYVY 4:2:2) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [9]: 'NV12' (Y/UV 4:2:0) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [10]: 'BGR3' (24-bit BGR 8-8-8) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [11]: 'YV12' (Planar YVU 4:2:0) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:08] crowsnest: [12]: 'NV21' (Y/VU 4:2:0) [03/20/23 18:45:08] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:09] crowsnest: [13]: 'RX24' (32-bit XBGR 8-8-8-8) [03/20/23 18:45:09] crowsnest: Size: Stepwise 32x32 - 3280x2464 with step 2/2 [03/20/23 18:45:09] crowsnest: Supported Controls: [03/20/23 18:45:09] crowsnest: [03/20/23 18:45:09] crowsnest: User Controls [03/20/23 18:45:09] crowsnest: [03/20/23 18:45:09] crowsnest: brightness 0x00980900 (int) : min=0 max=100 step=1 default=50 value=50 flags=slider [03/20/23 18:45:09] crowsnest: contrast 0x00980901 (int) : min=-100 max=100 step=1 default=0 value=0 flags=slider [03/20/23 18:45:09] crowsnest: saturation 0x00980902 (int) : min=-100 max=100 step=1 default=0 value=0 flags=slider [03/20/23 18:45:09] crowsnest: red_balance 0x0098090e (int) : min=1 max=7999 step=1 default=1000 value=1000 flags=slider [03/20/23 18:45:09] crowsnest: blue_balance 0x0098090f (int) : min=1 max=7999 step=1 default=1000 value=1000 flags=slider [03/20/23 18:45:09] crowsnest: horizontal_flip 0x00980914 (bool) : default=0 value=0 [03/20/23 18:45:09] crowsnest: vertical_flip 0x00980915 (bool) : default=0 value=0 [03/20/23 18:45:09] crowsnest: power_line_frequency 0x00980918 (menu) : min=0 max=3 default=1 value=1 [03/20/23 18:45:09] crowsnest: 0: Disabled [03/20/23 18:45:09] crowsnest: 1: 50 Hz [03/20/23 18:45:09] crowsnest: 2: 60 Hz [03/20/23 18:45:09] crowsnest: 3: Auto [03/20/23 18:45:09] crowsnest: sharpness 0x0098091b (int) : min=-100 max=100 step=1 default=0 value=0 flags=slider [03/20/23 18:45:09] crowsnest: color_effects 0x0098091f (menu) : min=0 max=15 default=0 value=0 [03/20/23 18:45:09] crowsnest: 0: None [03/20/23 18:45:09] crowsnest: 1: Black & White [03/20/23 18:45:09] crowsnest: 2: Sepia [03/20/23 18:45:09] crowsnest: 3: Negative [03/20/23 18:45:09] crowsnest: 4: Emboss [03/20/23 18:45:09] crowsnest: 5: Sketch [03/20/23 18:45:09] crowsnest: 6: Sky Blue [03/20/23 18:45:09] crowsnest: 7: Grass Green [03/20/23 18:45:09] crowsnest: 8: Skin Whiten [03/20/23 18:45:09] crowsnest: 9: Vivid [03/20/23 18:45:09] crowsnest: 10: Aqua [03/20/23 18:45:09] crowsnest: 11: Art Freeze [03/20/23 18:45:09] crowsnest: 12: Silhouette [03/20/23 18:45:09] crowsnest: 13: Solarization [03/20/23 18:45:09] crowsnest: 14: Antique [03/20/23 18:45:10] crowsnest: 15: Set Cb/Cr [03/20/23 18:45:10] crowsnest: rotate 0x00980922 (int) : min=0 max=360 step=90 default=0 value=0 flags=modify-layout [03/20/23 18:45:10] crowsnest: color_effects_cbcr 0x0098092a (int) : min=0 max=65535 step=1 default=32896 value=32896 [03/20/23 18:45:10] crowsnest: [03/20/23 18:45:10] crowsnest: Codec Controls [03/20/23 18:45:10] crowsnest: [03/20/23 18:45:10] crowsnest: video_bitrate_mode 0x009909ce (menu) : min=0 max=1 default=0 value=1 flags=update [03/20/23 18:45:10] crowsnest: 0: Variable Bitrate [03/20/23 18:45:10] crowsnest: 1: Constant Bitrate [03/20/23 18:45:10] crowsnest: video_bitrate 0x009909cf (int) : min=25000 max=25000000 step=25000 default=10000000 value=15000000 [03/20/23 18:45:10] crowsnest: repeat_sequence_header 0x009909e2 (bool) : default=0 value=0 [03/20/23 18:45:10] crowsnest: force_key_frame 0x009909e5 (button) : flags=write-only, execute-on-write [03/20/23 18:45:10] crowsnest: h264_minimum_qp_value 0x00990a61 (int) : min=0 max=51 step=1 default=0 value=0 [03/20/23 18:45:10] crowsnest: h264_maximum_qp_value 0x00990a62 (int) : min=0 max=51 step=1 default=0 value=0 [03/20/23 18:45:10] crowsnest: h264_i_frame_period 0x00990a66 (int) : min=0 max=2147483647 step=1 default=60 value=60 [03/20/23 18:45:10] crowsnest: h264_level 0x00990a67 (menu) : min=0 max=13 default=11 value=11 [03/20/23 18:45:10] crowsnest: 0: 1 [03/20/23 18:45:10] crowsnest: 1: 1b [03/20/23 18:45:10] crowsnest: 2: 1.1 [03/20/23 18:45:10] crowsnest: 3: 1.2 [03/20/23 18:45:10] crowsnest: 4: 1.3 [03/20/23 18:45:10] crowsnest: 5: 2 [03/20/23 18:45:10] crowsnest: 6: 2.1 [03/20/23 18:45:10] crowsnest: 7: 2.2 [03/20/23 18:45:10] crowsnest: 8: 3 [03/20/23 18:45:10] crowsnest: 9: 3.1 [03/20/23 18:45:10] crowsnest: 10: 3.2 [03/20/23 18:45:10] crowsnest: 11: 4 [03/20/23 18:45:10] crowsnest: 12: 4.1 [03/20/23 18:45:10] crowsnest: 13: 4.2 [03/20/23 18:45:10] crowsnest: h264_profile 0x00990a6b (menu) : min=0 max=4 default=4 value=4 [03/20/23 18:45:10] crowsnest: 0: Baseline [03/20/23 18:45:10] crowsnest: 1: Constrained Baseline [03/20/23 18:45:10] crowsnest: 2: Main [03/20/23 18:45:10] crowsnest: 4: High [03/20/23 18:45:10] crowsnest: [03/20/23 18:45:11] crowsnest: Camera Controls [03/20/23 18:45:11] crowsnest: [03/20/23 18:45:11] crowsnest: auto_exposure 0x009a0901 (menu) : min=0 max=3 default=0 value=0 [03/20/23 18:45:11] crowsnest: 0: Auto Mode [03/20/23 18:45:11] crowsnest: 1: Manual Mode [03/20/23 18:45:11] crowsnest: exposure_time_absolute 0x009a0902 (int) : min=1 max=10000 step=1 default=1000 value=1000 [03/20/23 18:45:11] crowsnest: exposure_dynamic_framerate 0x009a0903 (bool) : default=0 value=0 [03/20/23 18:45:11] crowsnest: auto_exposure_bias 0x009a0913 (intmenu): min=0 max=24 default=12 value=12 [03/20/23 18:45:11] crowsnest: 0: -4000 (0xfffffffffffff060) [03/20/23 18:45:11] crowsnest: 1: -3667 (0xfffffffffffff1ad) [03/20/23 18:45:11] crowsnest: 2: -3333 (0xfffffffffffff2fb) [03/20/23 18:45:11] crowsnest: 3: -3000 (0xfffffffffffff448) [03/20/23 18:45:11] crowsnest: 4: -2667 (0xfffffffffffff595) [03/20/23 18:45:11] crowsnest: 5: -2333 (0xfffffffffffff6e3) [03/20/23 18:45:11] crowsnest: 6: -2000 (0xfffffffffffff830) [03/20/23 18:45:11] crowsnest: 7: -1667 (0xfffffffffffff97d) [03/20/23 18:45:11] crowsnest: 8: -1333 (0xfffffffffffffacb) [03/20/23 18:45:11] crowsnest: 9: -1000 (0xfffffffffffffc18) [03/20/23 18:45:11] crowsnest: 10: -667 (0xfffffffffffffd65) [03/20/23 18:45:11] crowsnest: 11: -333 (0xfffffffffffffeb3) [03/20/23 18:45:11] crowsnest: 12: 0 (0x0) [03/20/23 18:45:11] crowsnest: 13: 333 (0x14d) [03/20/23 18:45:11] crowsnest: 14: 667 (0x29b) [03/20/23 18:45:11] crowsnest: 15: 1000 (0x3e8) [03/20/23 18:45:11] crowsnest: 16: 1333 (0x535) [03/20/23 18:45:11] crowsnest: 17: 1667 (0x683) [03/20/23 18:45:11] crowsnest: 18: 2000 (0x7d0) [03/20/23 18:45:11] crowsnest: 19: 2333 (0x91d) [03/20/23 18:45:11] crowsnest: 20: 2667 (0xa6b) [03/20/23 18:45:11] crowsnest: 21: 3000 (0xbb8) [03/20/23 18:45:11] crowsnest: 22: 3333 (0xd05) [03/20/23 18:45:11] crowsnest: 23: 3667 (0xe53) [03/20/23 18:45:11] crowsnest: 24: 4000 (0xfa0) [03/20/23 18:45:11] crowsnest: white_balance_auto_preset 0x009a0914 (menu) : min=0 max=10 default=1 value=1 [03/20/23 18:45:11] crowsnest: 0: Manual [03/20/23 18:45:11] crowsnest: 1: Auto [03/20/23 18:45:11] crowsnest: 2: Incandescent [03/20/23 18:45:12] crowsnest: 3: Fluorescent [03/20/23 18:45:12] crowsnest: 4: Fluorescent H [03/20/23 18:45:12] crowsnest: 5: Horizon [03/20/23 18:45:12] crowsnest: 6: Daylight [03/20/23 18:45:12] crowsnest: 7: Flash [03/20/23 18:45:12] crowsnest: 8: Cloudy [03/20/23 18:45:12] crowsnest: 9: Shade [03/20/23 18:45:12] crowsnest: 10: Greyworld [03/20/23 18:45:12] crowsnest: image_stabilization 0x009a0916 (bool) : default=0 value=0 [03/20/23 18:45:12] crowsnest: iso_sensitivity 0x009a0917 (intmenu): min=0 max=4 default=0 value=0 [03/20/23 18:45:12] crowsnest: 0: 0 (0x0) [03/20/23 18:45:12] crowsnest: 1: 100000 (0x186a0) [03/20/23 18:45:12] crowsnest: 2: 200000 (0x30d40) [03/20/23 18:45:12] crowsnest: 3: 400000 (0x61a80) [03/20/23 18:45:12] crowsnest: 4: 800000 (0xc3500) [03/20/23 18:45:12] crowsnest: iso_sensitivity_auto 0x009a0918 (menu) : min=0 max=1 default=1 value=1 [03/20/23 18:45:12] crowsnest: 0: Manual [03/20/23 18:45:12] crowsnest: 1: Auto [03/20/23 18:45:12] crowsnest: exposure_metering_mode 0x009a0919 (menu) : min=0 max=3 default=0 value=0 [03/20/23 18:45:12] crowsnest: 0: Average [03/20/23 18:45:12] crowsnest: 1: Center Weighted [03/20/23 18:45:12] crowsnest: 2: Spot [03/20/23 18:45:12] crowsnest: 3: Matrix [03/20/23 18:45:12] crowsnest: scene_mode 0x009a091a (menu) : min=0 max=13 default=0 value=0 [03/20/23 18:45:12] crowsnest: 0: None [03/20/23 18:45:12] crowsnest: 8: Night [03/20/23 18:45:12] crowsnest: 11: Sports [03/20/23 18:45:12] crowsnest: [03/20/23 18:45:12] crowsnest: JPEG Compression Controls [03/20/23 18:45:12] crowsnest: [03/20/23 18:45:12] crowsnest: compression_quality 0x009d0903 (int) : min=1 max=100 step=1 default=30 value=30 [03/20/23 18:45:12] crowsnest: INFO: No usable CSI Devices found. [03/20/23 18:45:14] crowsnest: V4L2 Control: No parameters set for [cam 1]. Skipped. [03/20/23 18:45:15] crowsnest: INFO: Blockyfix: Setting video_bitrate_mode to constant. [03/20/23 18:45:15] crowsnest: Try to start configured Cams / Services... [03/20/23 18:45:16] crowsnest: INFO: Configuration of Section [cam 1] looks good. Continue... [03/20/23 18:45:18] crowsnest: ... Done! [03/20/23 18:45:18] crowsnest: Starting ustreamer with Device /dev/video0 ... [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: Parameters: --host 127.0.0.1 -p 8081 -m MJPEG --device-timeout=5 --buffers=3 -r 640x480 -f 15 --allow-origin=* --static /home/pi/crowsnest/ustreamer-www [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.460 main] -- Starting PiKVM uStreamer 5.38 ... [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.460 main] -- Using internal blank placeholder [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.461 main] -- Enabling HTTP file server: /home/pi/crowsnest/ustreamer-www [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.462 main] -- Listening HTTP on [127.0.0.1]:8081 [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.462 stream] -- Using V4L2 device: /dev/video0 [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.462 stream] -- Using desired FPS: 15 [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.462 http] -- Starting HTTP eventloop ... [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: ================================================================================ [03/20/23 18:45:18] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.463 stream] -- Device fd=8 opened [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.463 stream] -- Using input channel: 0 [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.465 stream] -- Using resolution: 640x480 [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.465 stream] -- Using format: MJPEG [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.465 stream] -- Using HW FPS: 15 [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- ERROR [3752.465 stream] -- Device doesn't support setting of HW encoding quality parameters [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.465 stream] -- Using IO method: MMAP [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.466 stream] -- Requested 3 device buffers, got 3 [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.865 stream] -- Capturing started [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.866 stream] -- Switching to HW encoder: the input is (M)JPEG ... [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.866 stream] -- Using JPEG quality: encoder default [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.866 stream] -- Creating pool JPEG with 1 workers ... [03/20/23 18:45:19] crowsnest: DEBUG: ustreamer [cam 1]: -- INFO [3752.866 stream] -- Capturing ... Dans le section Webcam de Mainsail, j'ai ajouté une imprimante et j'ai laissé les options par défaut : URL stream : /webcam/?action=stream URL snapshot : /webcam/?action=snapshot Service : MJPEG-Streamer Mais pas d'image, j'ai tenté avec le Adaptative MJPEG-Streamer mais à part avoir un fond noir plutôt que blanc, toujours pas d'image. Dans /home/pi/crowsnest/ustreamer-www il y a bien un fichier index.html mais si avec le navigateur, je vais sur l'URL 192.168.0.186:8081, j'ai rien. J'ai aussi vérifié sous OctoPi et la caméra est reconnue et je récupère l'image donc le problème vient de la configuration dans Klipper Je suis un peu sec, là, si vous avez des pistes, je suis preneur. -
mikebzh44 a changé sa photo de profil
-
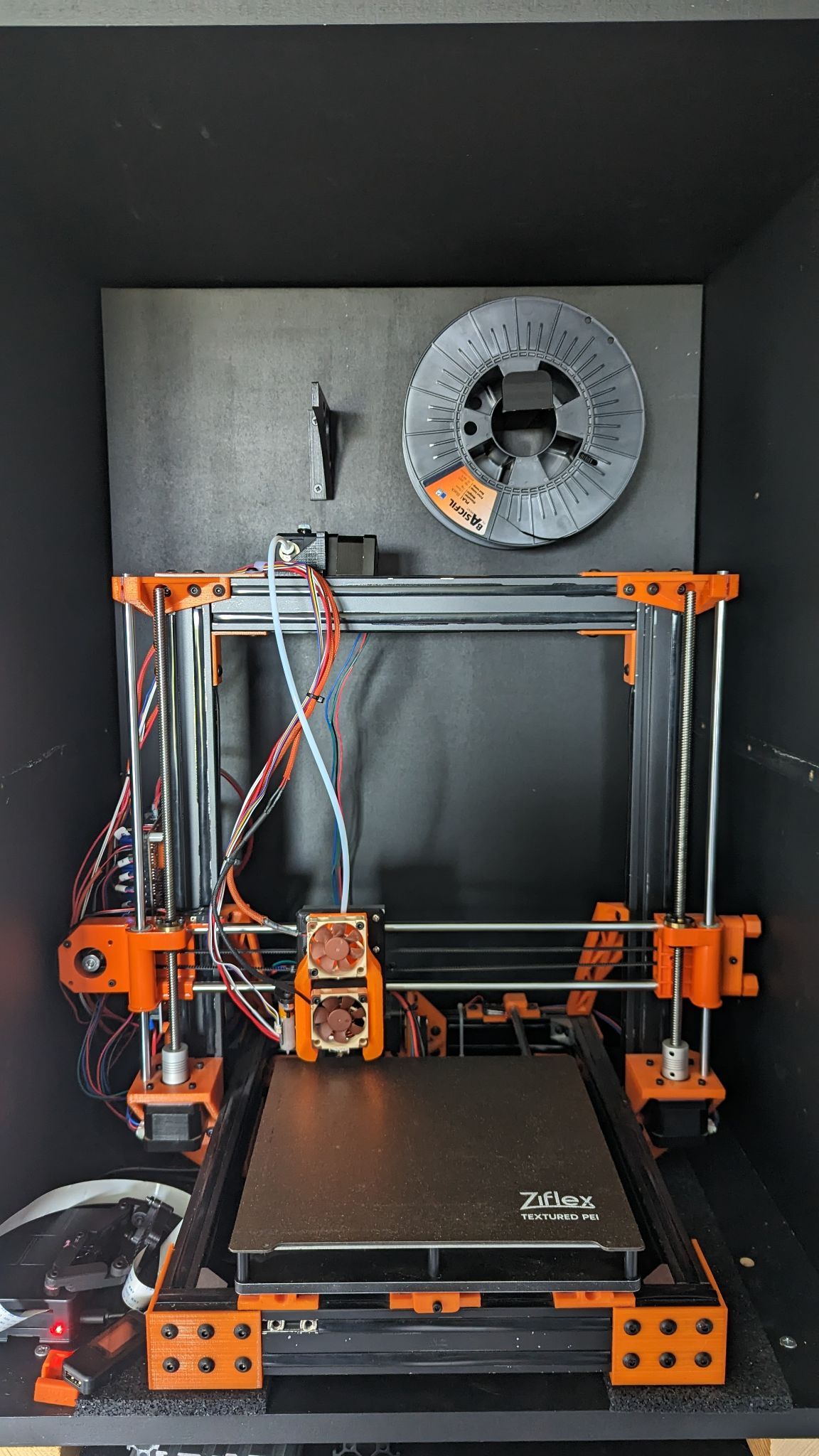
Dernière évolution en date, passage sur un ventilo Noctua de 40mm à la place du 30mm stock de l'E3D Et passage sur les pièces proposées par Bantam pour la partie fanduck Calibrage sous Klipper du PID de la tête et du Z-Offset, reste plus qu'à imprimer pour voir si tout est OK. J'ai également reçu ma carte ADXL345 pour calibrer mon Input shaping
-
Mauvaise section, on est chez le constructeur Anet ici. @PPAC: tu peux déplacer le sujet ? merci.
-
T'as fait un réglage du PID de la hot end avec le ventilateur allumé ? https://marlinfw.org/docs/gcode/M303.html J'ai eu le même soucis, si ton ventilateur souffle trop sur le bloc de chauffe, il le refroidit donc et Marlin se met en sécurité. Avec un PID, il va apprendre comment se comporte la hotend en chauffe pendant que le ventilo est en marche
-
Normalement, les Igus ne se graissent pas, ils d'auto lubrifient vu que c'est un plastique spécial.
-
Ou de driver ? Si tu permets des drivers, le problème suit le driver actuel du Y ?