ant1bar
-
Compteur de contenus
23 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
733 visualisations du profil




Récompenses de ant1bar
")





-
Si il n’a pas changé depuis le 1er mai c’est la version que j’ai. Je vais peut-être le remplacer ce soir quand même. On verra bien.
-
Merci... et un touch-mi pour remplacer ce satané bl-touch....
-
salut Pascal, le g28 se passe bien. le home se fait bien sur les 3 endstops... merci pour le coup de main.
-
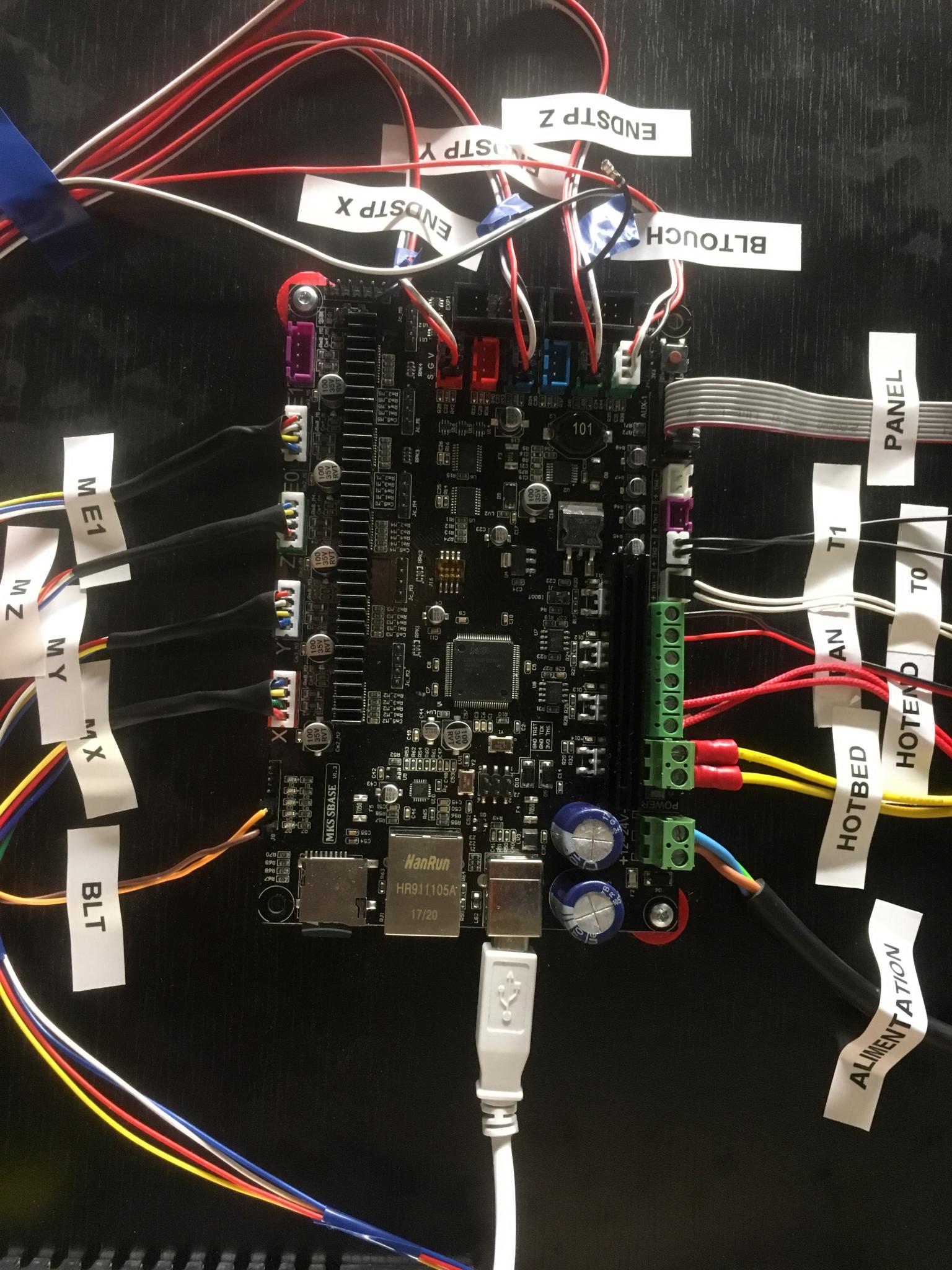
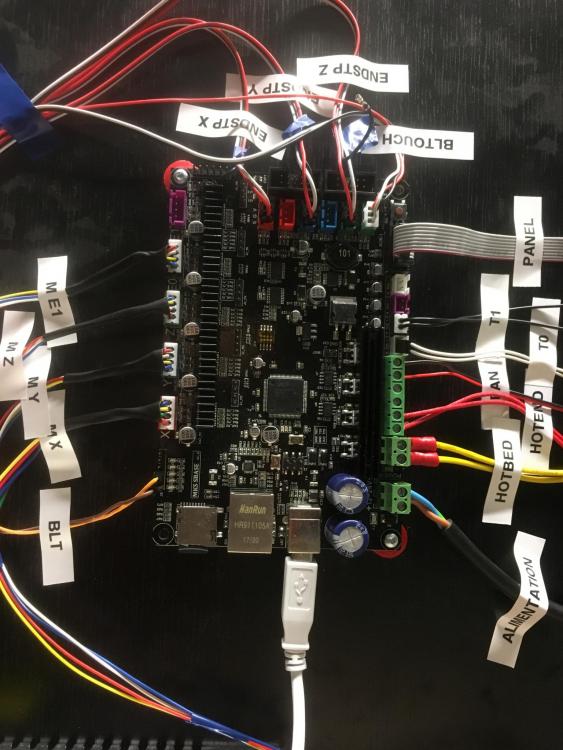
salut a tous. A mon tour de galérer avec le bl touch.... j'ai branché mon bl touch en plus de mon endstop zmin. le capteur fonctionne normalement en mode test. mais de que je fais un G32 ou un G30 Z1.7 le z descend le capteur déclenche (la tige remonte) mais le z ne s’arrête pas et la buse vient forcer sur le bed. je ne vois pas d’où cela vient. voici mon fichier config pour la partie endstop: ## Endstops # See http://smoothieware.org/endstops endstops_enable true # The endstop module is enabled by default and can be disabled here #corexy_homing false # Set to true if homing on a hbot or corexy alpha_min_endstop 1.24^! # Pin to read min endstop, add a ! to invert if endstop is NO connected to ground #alpha_max_endstop 1.25^ # Pin to read max endstop, uncomment this and comment the above if using max endstops alpha_homing_direction home_to_min # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop alpha_min 0 # This gets loaded as the current position after homing when home_to_min is set alpha_max 220 # This gets loaded as the current position after homing when home_to_max is set beta_min_endstop 1.26^! # Pin to read min endstop, add a ! to invert if endstop is NO connected to ground #beta_max_endstop 1.27^ # Pin to read max endstop, uncomment this and comment the above if using max endstops beta_homing_direction home_to_min # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop beta_min 0 # This gets loaded as the current position after homing when home_to_min is set beta_max 220 # This gets loaded as the current position after homing when home_to_max is set gamma_min_endstop 1.28^! # Pin to read min endstop, add a ! to invert if endstop is NO connected to ground #gamma_max_endstop NC # Pin to read max endstop, uncomment this and comment the above if using max endstops gamma_homing_direction home_to_min # Or set to home_to_max and set alpha_max and uncomment the alpha_max_endstop gamma_min 0 # This gets loaded as the current position after homing when home_to_min is set gamma_max 220 # This gets loaded as the current position after homing when home_to_max is set alpha_max_travel 500 # Max travel in mm for alpha/X axis when homing beta_max_travel 500 # Max travel in mm for beta/Y axis when homing gamma_max_travel 500 # Max travel in mm for gamma/Z axis when homing et pour la partie Z probe : ## Z-probe # See http://smoothieware.org/zprobe zprobe.enable true # Set to true to enable a zprobe zprobe.probe_pin 1.29 # Pin probe is attached to, if NC remove the ! zprobe.slow_feedrate 5 # Mm/sec probe feed rate zprobe.debounce_ms 100 # Set if noisy zprobe.fast_feedrate 100 # Move feedrate mm/sec zprobe.probe_height 25 # How much above bed to start probe gamma_min_endstop 1.28^! # Normally 1.28. Change to nc to prevent conflict, ## BLTouch Servo Settings ## M280 S3 deploy pin ## M280 S5.5 zpin test mode ## M280 S7 Retract pin ## M280 S8.4 self test ## M280 S10.6 Alarm release switch.servo.enable true switch.servo.input_on_command M280 S3.0 # M280 S7.5 Would be midway switch.servo.input_off_command M280 S7.0 # Same as M280 S0 0% duty cycle, effectivley off switch.servo.output_pin 1.23 # Must be a PWM capable pin switch.servo.output_type hwpwm # H/W PWM output settable switch.servo.pwm_period_ms 20 # Set Period to 20ms (50Hz) - Default is 50Hz # Levelling strategy # Example for 3-point levelling strategy, see wiki documentation for other strategies leveling-strategy.three-point-leveling.enable true # a leveling strategy that probes three points to define a plane and keeps the Z parallel to that plane leveling-strategy.three-point-leveling.point1 110.0,2.0 # the first probe point (x,y) optional may be defined with M557 leveling-strategy.three-point-leveling.point2 200.0,180.0 # the second probe point (x,y) leveling-strategy.three-point-leveling.point3 40.0,180.0 # the third probe point (x,y) leveling-strategy.three-point-leveling.home_first true # home the XY axis before probing leveling-strategy.three-point-leveling.tolerance 0.03 # the probe tolerance in mm, anything less that this will be ignored, default is 0.03mm leveling-strategy.three-point-leveling.probe_offsets -25.0,7.0,0.0 # the probe offsets from nozzle, must be x,y,z, default is no offset leveling-strategy.three-point-leveling.save_plane false # set to true to allow the bed plane to be saved with M500 default is false si vous voyez une solution ça serait le top... sinon je sens que je vais pas tarder a passer commande d'un touch mi.... une photo de mon cablage (toujours pas propre en ordre comme on dit ici)
-
C’est là où je ne saisie pas. Je sens que c un truc évident mais je coince. Maintenant que j’ai fait un M500 pour sauver mes valeurs de pid j’ai un fichier config-overdrive. Dedans il y a une valeur de step/mm pour l’extrudeur... du coup celui du fichier Config n’est pas pris en compte. La solution serais peut être de recopier les valeurs de pid dans mon fichier config et de supprimer le config overdrive. Mais au prochain m500 je suis pas trop sur du comportement....
-
Bon j'avais bien lu qu'il ne fallait pas le modifier mais je l'ai fait car je n'ai pas trouver comment faire autrement. j'ai bien trouvé ça sur le site smoothiware. M92 Set axis steps per mm for XYZ axis and/or ABC axis (M92 A100 sets A axis if it is NOT an extruder) M92 X200 or M92 A1000 je comprends bien pour les axes mais je suis pas sur pour mon cas extruder E1. je dois rentrer M92 E580? puis M500?
-
salut, Effectivement je l'ai conçue pour qu'elle puisse recevoir un bed de 300x300mm mais pour l'instant pour des raisons de coût je suis parti sur un bed premier prix (220x220mm à 11€). on verra dans le future si je change mais pour l'instant j'en ai pas vraiment l’utilité. Pour l'alimentation en fil, j'ai rien fait de spécial pour l'instant parce que quand elle a aura quitté l’établi et rejoint sa place infinitive elle aura une belle étagère juste au-dessus d'elle... donc plus de soucis de boucle avec du tirage. voila les explications.
-
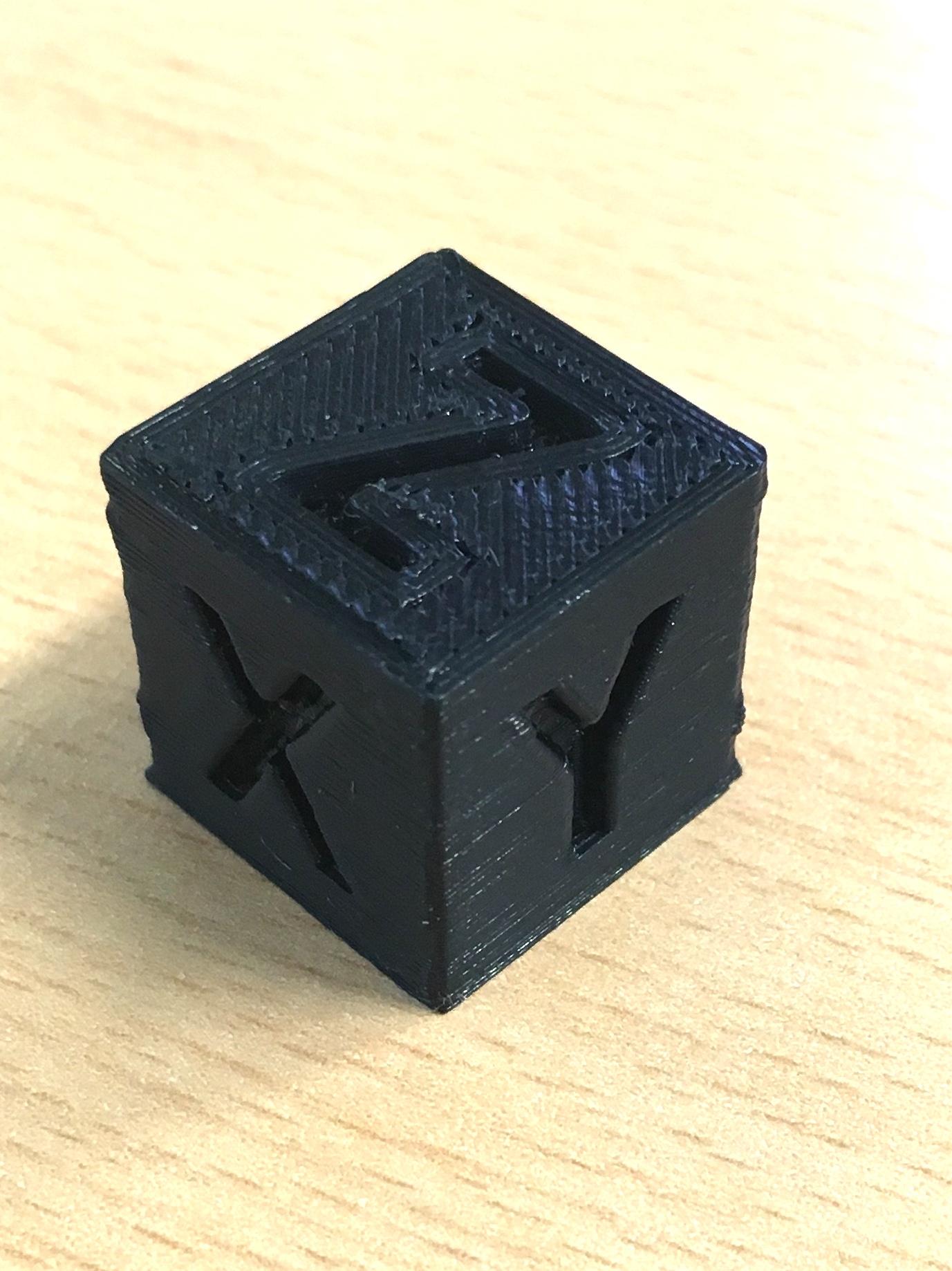
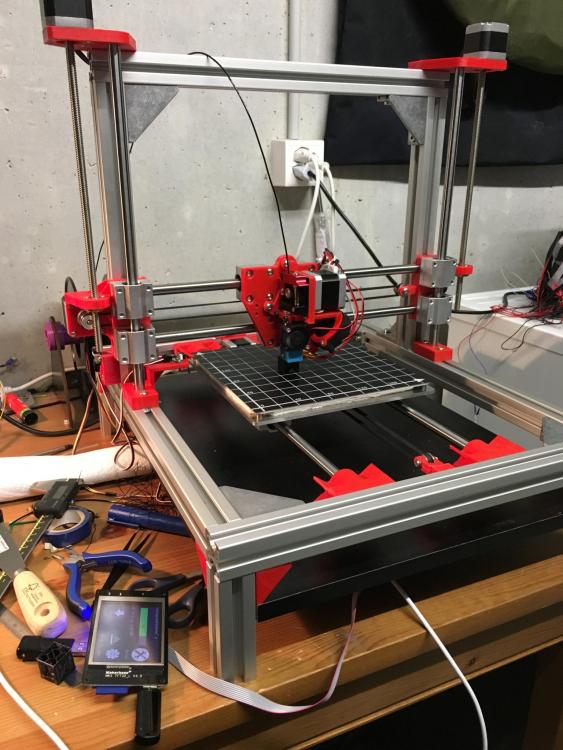
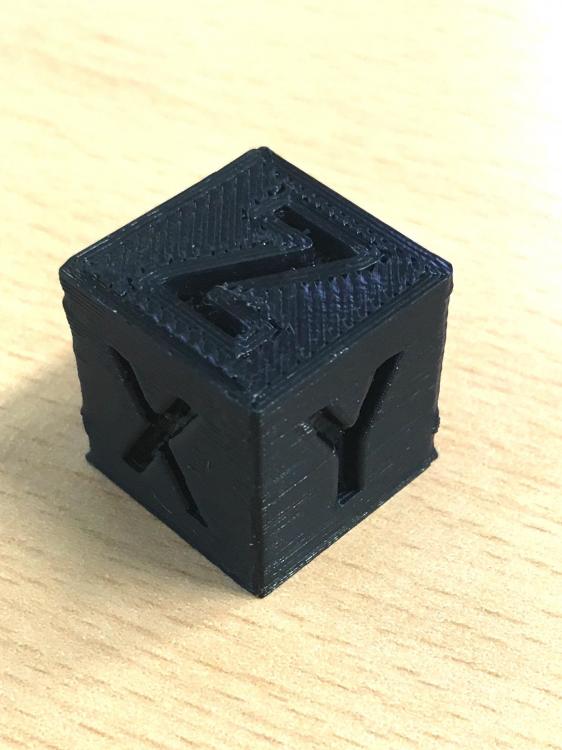
ca y est.... elle imprime. tout est fonctionnel... çà c'est globalement bien passé ( à part une petite galère pour trouver comment régler mes steps/mm de l'extrudeur). d’ailleurs je pense avoir besoin des conseils éclairés de @pascal_lb. j'ai fait un m500 pour sauvegarder mes paramètre de pid de la hotend et du bed. du coup j'ai un fichier en plus et dedans il y a les steps/mm de l'extrudeur. du coup quand je bouge dans le fichier config cela n'est pas prit en compte. j'ai donc modifié ce nouveau fichier mais je sais pas si c la bonne méthode. sinon les premiers tests sont concluants. belle qualitée (enfin comparativement à ce dont m'avais habitué ma ctc i3). c'est très silencieux. il me reste a faire un support pour mon écran, à installer le BL-touch et à ranger un peu la perruque de fils sur le dessous. du coté des défauts la course en z est limitée par les fils de la hotend trop courts (ça va c pas méchant à corriger). et j'ai mal collé mon buildtak. j'ai une bulle (quel boulet) vous auriez pas une technique parce que le je me vois bien parti pour tout arracher et repasser sur une bonne vieille plaque de verre.... allez les photos dans le merdier ambiant et le premier cube de calibration....
-
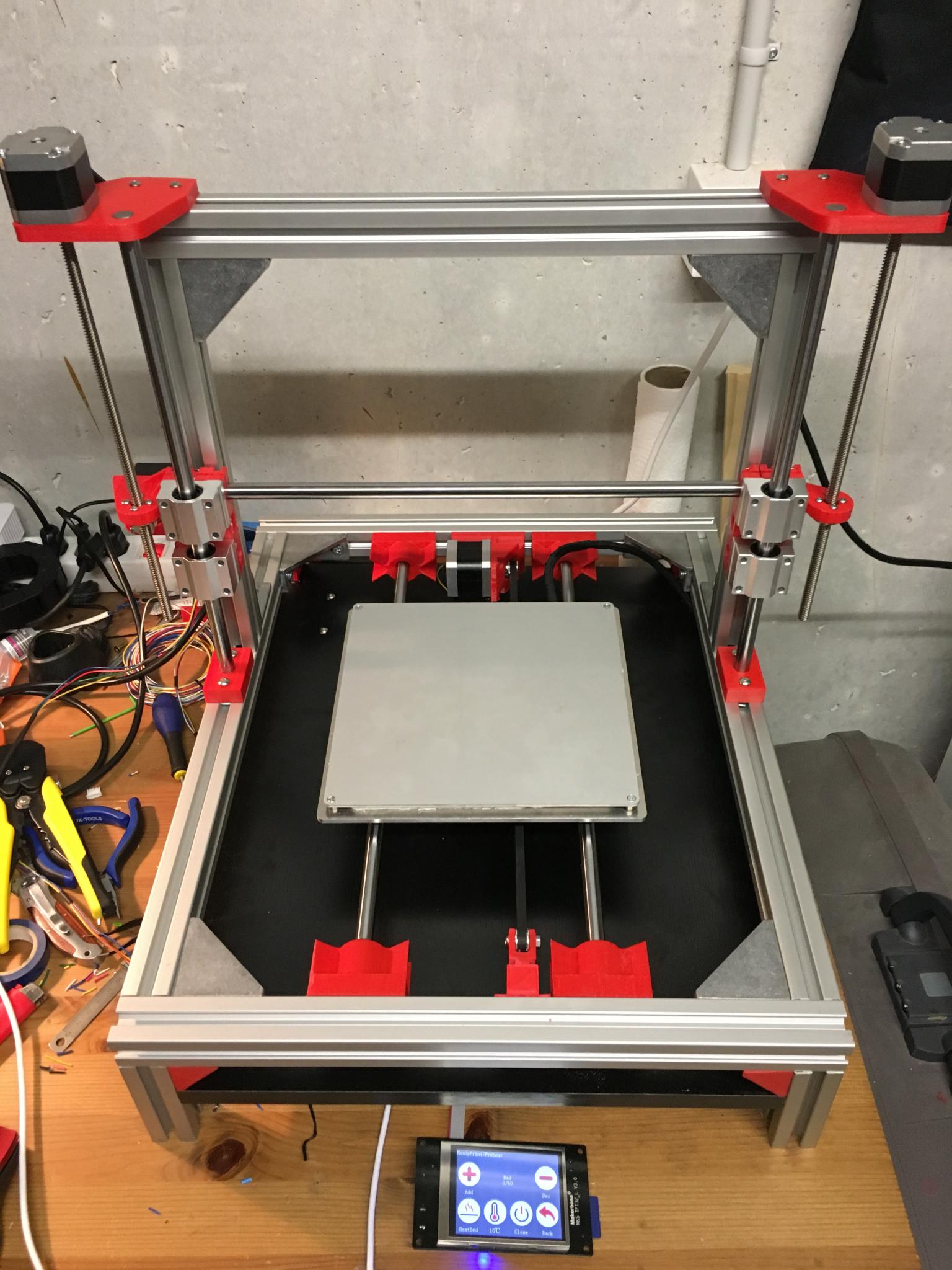
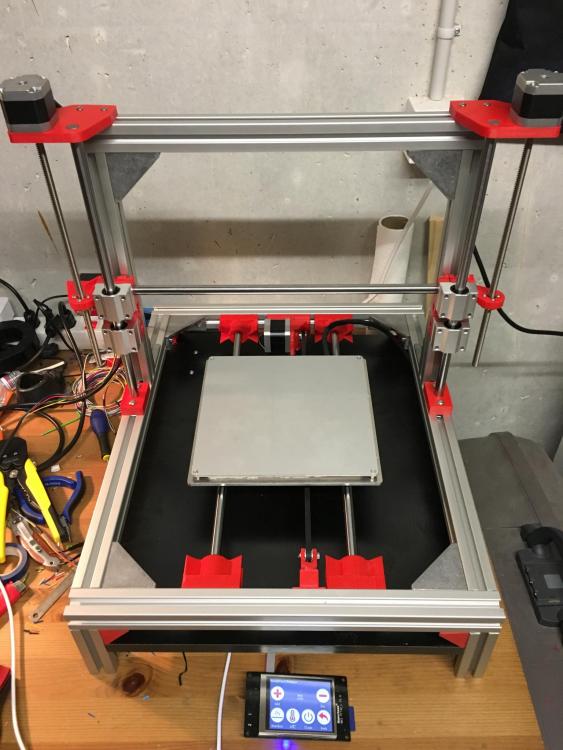
Alors quelques nouvelles... j'attends toujours les tiges lisses de mon X. Du coup j'avance doucement... J'ai quand même finalisé le châssis. je suis content c bien rigide. J'ai branché la Sbase et tous les moteurs. ils vont dans le bon sens a priori pas de soucis. J'ai câblé le plateau chauffant. pas de soucis non plus. du coté des problèmes : -les moteurs sont chaud au bout d'1/2 heure sous tension (environ 50° a la louche) j'ai reglé l'intensité à 1.5A dans le fichiers config (comme les specs du moteur). j'ai vu que certains descendaient. je vais le faire aussi mais je me demande si c la bonne démarche. -J'ai pas de communication entre l’écran et la carte. j'ai mis les même taux entre les 2. bon pour l'instant j'ai pas beaucoup cherché, je verrais ça quand tout sera opérationnel. Je peux encore mettre les endstop mais après vaut vite que mes tiges lisses arrivent.... une petite photo de l'avancement :
-
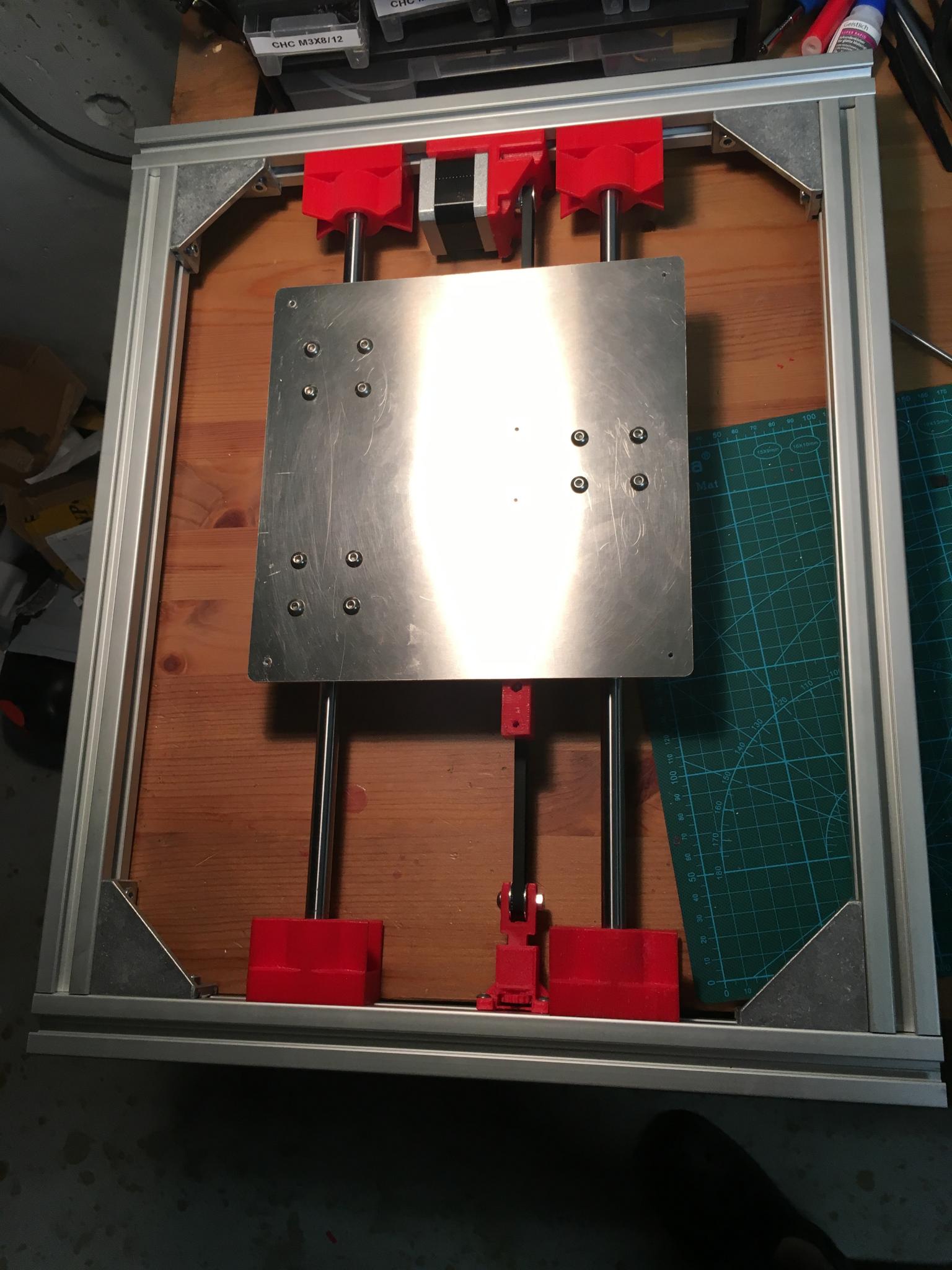
Effectivement je n'ai pas fait ce choix au hasard. J'ai choisi de mettre mes moteurs en haut pour limiter l'influence de la vis sur le guidage. En effet tout ça ne peux pas être parfaitement bien aligné et parallèle (vis filetée et tige de guidage) même si je compte peaufiner les réglages. Comme la buse est en majeur partie du temps prés du plateau (j'imprime rarement des pièces très hautes), l’écrou sera loin des moteurs donc la longueur de flexion de la tige filetée permettra de moins "forcer" sur le guidage. avec cette solution j’espère donc limiter le woobling. J'espère avoir été a peu prés claire dans l'explication de ma théorie. j'ai hâte de voir si elle se vérifie.... A tu pus voir une amélioration dans ce sens? J'aime bien ton support moteur qui rigidifie l'ensemble. je risque d'avoir des soucis au niveau de la rigidité du miens.
-
Mon châssis m’est revenu à 66€ plus les frais de port (profilés +équerres +tiges lisses) mais voilà qu’hier en poursuivant le montage je me suis rendu compte que j’ai oublié les tiges lisses du x. Je suis vraiment un boulet... je vais voir si j’en trouve en quincaillerie. Sinon je suis reparti pour 15 jours d’attente. Du coup pour le prix du châssis faut rajouter 15 euros... l’écart de prix avec du 2020 ne m’a pas l’air très important. J’ai quand même fini de monter le châssis en profile je suis satisfait de la rigidité edit : il faut aussi ajouter 25€ pour les roulement lineairs
-
J'avais vu cette imprimante, c'est même celle ci qui m'a décidé à me lancer. j'ai hésité à la faire mais je voulais concevoir la mienne.... mais au final elle sera très proche.
-
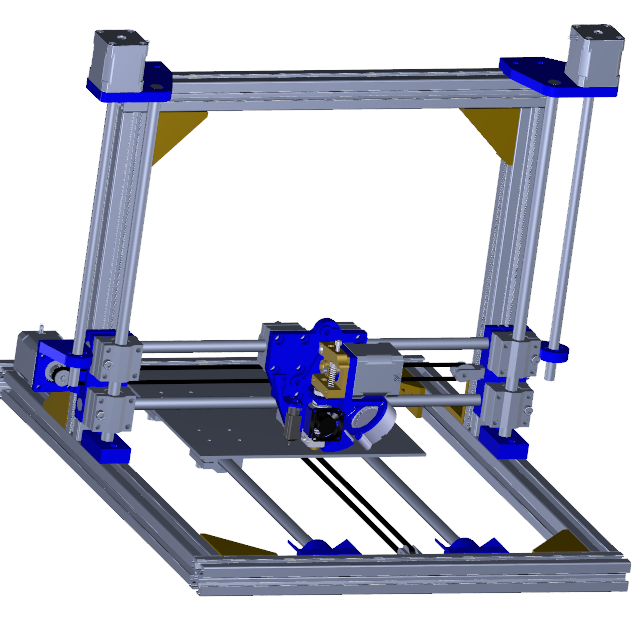
Voila je me lance, je suis possesseur d'une CTC prusa I3 dont je ne suis pas du tout satisfait. J'arrive à fabriquer mes pièces mais avec une piètre qualité. La qualité générale de l'imprimante est telle que j’étais en train de me refaire toutes les pièces pour arriver a un résultat toujours moyen. La rigidité étant déplorable, il aurait fallu changer le châssis. je me suis donc dis stop. J'ai pris le taureau par les cornes et j'ai attaqué la conception de LA MIENNE. Je voulais une imprimante : -simple (je débute) avec des axes X-Y-Z bien identifiables (donc pas de delta) et comme je viens de l'industrie de l'usinage, une prusa n'est pas trop eloignée de ce que je connais. -facile a construire sans outillage particulier : je suis parti sur du profilé alu -rigide : j'ai choisi des profilé 30x30 et des tiges lisses de Ø12 sur paliers linéaires. -fiable et facile a mettre en oeuvre : j'ai choisi de monter le plateau chauffant en rigide sans réglage. ensuite pour l’électronique (mon gros point faible) le marlin me faisait peur avec ses manip de televersments... puis j'ai lu les posts de @pascal_lb et j'ai été convaincu par la MKS Sbase. je suis donc parti la dessus.Pour l'extrusion, je suis resté dans des solutions simples et connues. dans un premier temps extrudeur e3dv6 en direct drive. je pense que la rigidité des tiges Ø12 va encaisser le poids (à vérifier). Apres quelques heures de conception je suis arrivé a ça: (il reste un peu de boulot) Au final rien de bien nouveau, mais j'ai la fierté de faire la mienne de A a Z. Puis enfin hier soir j'ai pu commencer l'assemblage : Je suis content. pas de mauvaises surprises. la précision des découpes de des profilé Motedis est tout a fait satisfaisantes. et les roulements linaires chinois sont corrects. ils sont bruyants mais fluide et pas de jeu anormal.... La suite ce soir j'espere....

-
Effectivement, c trop asseptisé de nos jours... voilà les miennes
-
 wahou quand même.... c'est le moment de remercier l'existence du forum et tous ceux qui le font vivre... sans qui je ne me serais jamais lancé.
wahou quand même.... c'est le moment de remercier l'existence du forum et tous ceux qui le font vivre... sans qui je ne me serais jamais lancé.