Chercher dans la communauté
Résultats des étiquettes.
2 résultats trouvés
-
Bonjour tout le monde, J'ai fait l'acquisition récemment d'une Geeetech A20M d'occasion, ce qui a été fait dessus : - changement du hotend et mise en place d'une buse de 0.4 - calibration du flow - calibration des e-steps - calibration du bed J'utilise du PLA blanc de chez Sunlu, et l'imprimante est une bowden. J'ai fait de noooombreux tests de tour de températures et de tour de rétraction (https://teachingtechyt.github.io/calibration.html#retraction), mais j'ai toujours des cheveux d'ange sur mes pièces. Voici un de mes tests avec comme paramètres : - distance de retraction : 6mm - vitesse de retraction : 70mm/s - hauteur de couche : 0.16mm - température de la buse : 195°C - température du bed : 70°C Et la tour de retraction générée depuis le site : Nozzle diameter: 0.4 mm Layer height: 0.16 mm Base feedrate: 60 mm/sec Perimeters: 36 mm/sec Solid infill: 48 mm/sec Travel moves: 100 mm/sec First layer: 30 mm/sec Temperatures: Bed: 70 deg C Hot end: 200 deg C Segment | Retraction distance | Retraction speed | Extra restart distance | Unretract speed | Z hop F | 9 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm E | 8 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm D | 7 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm C | 6 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm B | 5 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm A | 4 mm | 70 mm/sec | 0 mm | 40 mm/sec | 0 mm Pour les paramètres globaux je suis parti sur ceux de cette vidéo : https://www.youtube.com/watch?v=WVQBMaiN6CQ Merci et bonne soirée !


-
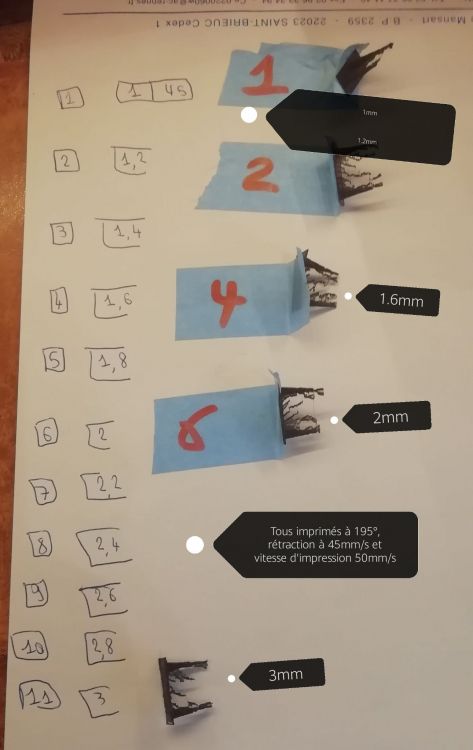
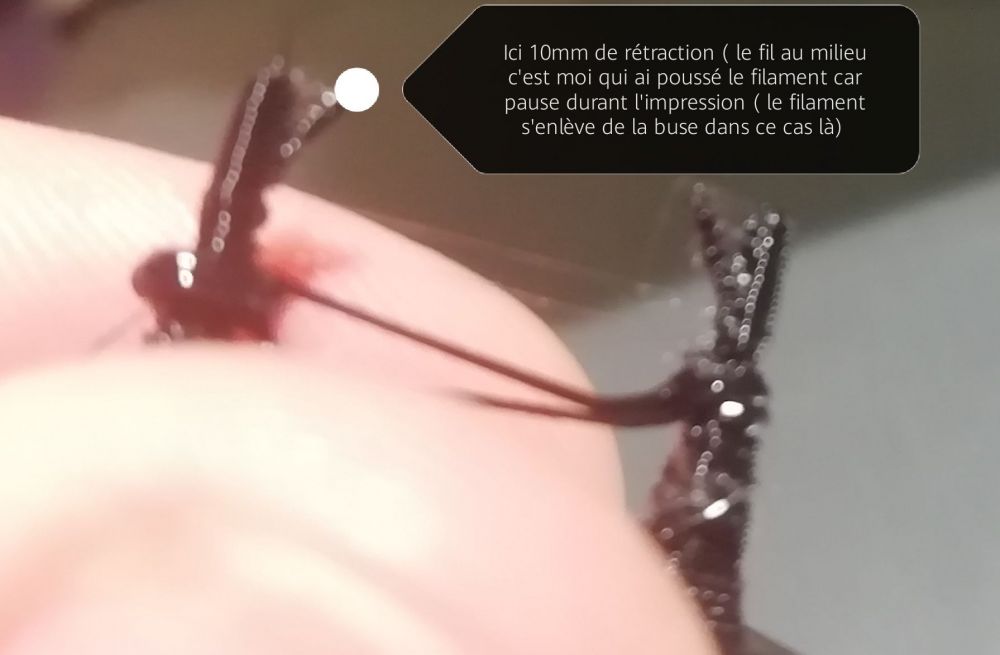
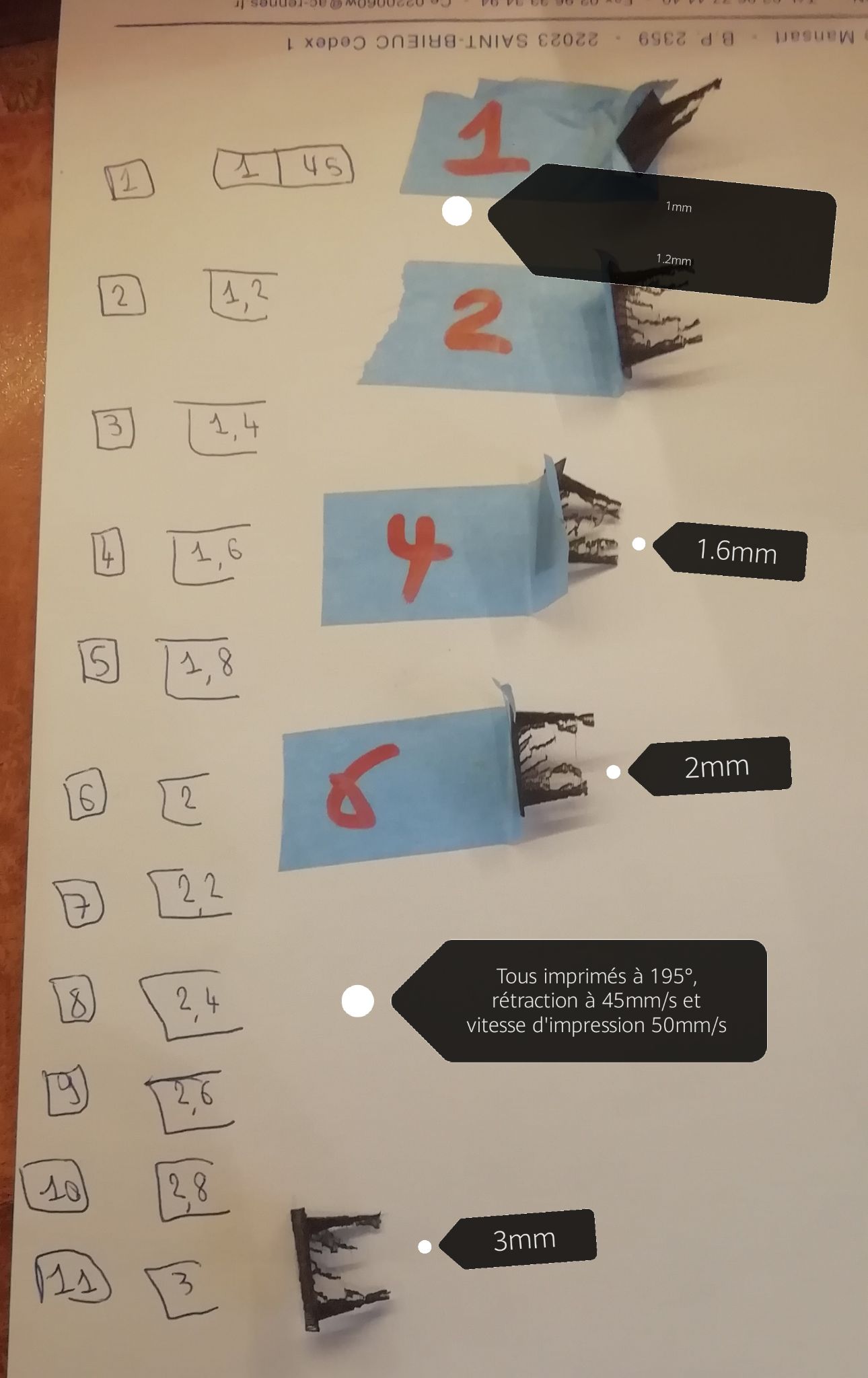
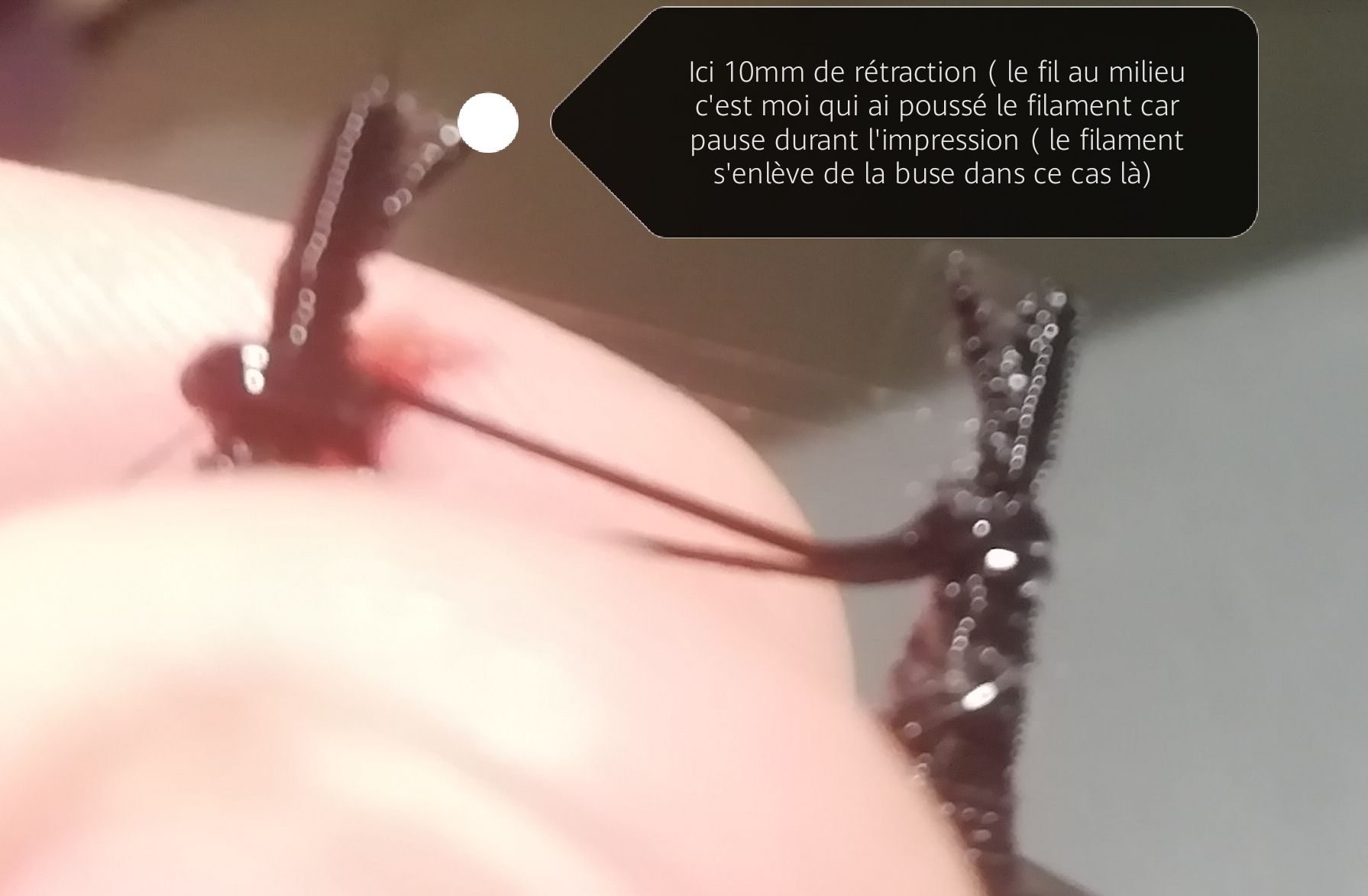
Bonjour, depuis que j'ai l'Ender 3 depuis 1 an, je n'arrive pas à sortir d'impression sans cheveux d'anges. J'ai remplacé l'extrudeur par un extrudeur alu double entraînement et rajouté des dampers à mes moteurs. J'ai réalisé de nombreux tests mais je n'arrive toujours pas à les enlever. J'ai réalisé une tour de température et choisit 195° pour mon filament ( FormFutura reform noir pla recyclé ). Avec ma deuxième bobine ( PLA bleu mat Dailyfil ), il y a moins de stringing mais il y en a quand même. J'ai testé à peu près toutes les options de rétraction ( vitesse 25, 40, 35, 50mm/s ///// distance 1, 1.2, 1.4, 1.6, 2, 3, 5, 10 mm ) et le résultat est toujours semblable. J'imprime avec la vitesse de base 50mm/s, à 195° ou 205°, plateau 50°, filament 1.75mm, extrudeur réglé pour qu'il n'y ait pas de sous/sur extrusion ( peut-être qu'il faut diminuer le débit sur cura pour sous-extruder ???... ). Je précise que la tour de température est un gcode déjà paramétré par quelqu'un sur thingiverse, mais il y a quand mème du stringing sur toutes les températures.