Chercher dans la communauté
Résultats des étiquettes.
-
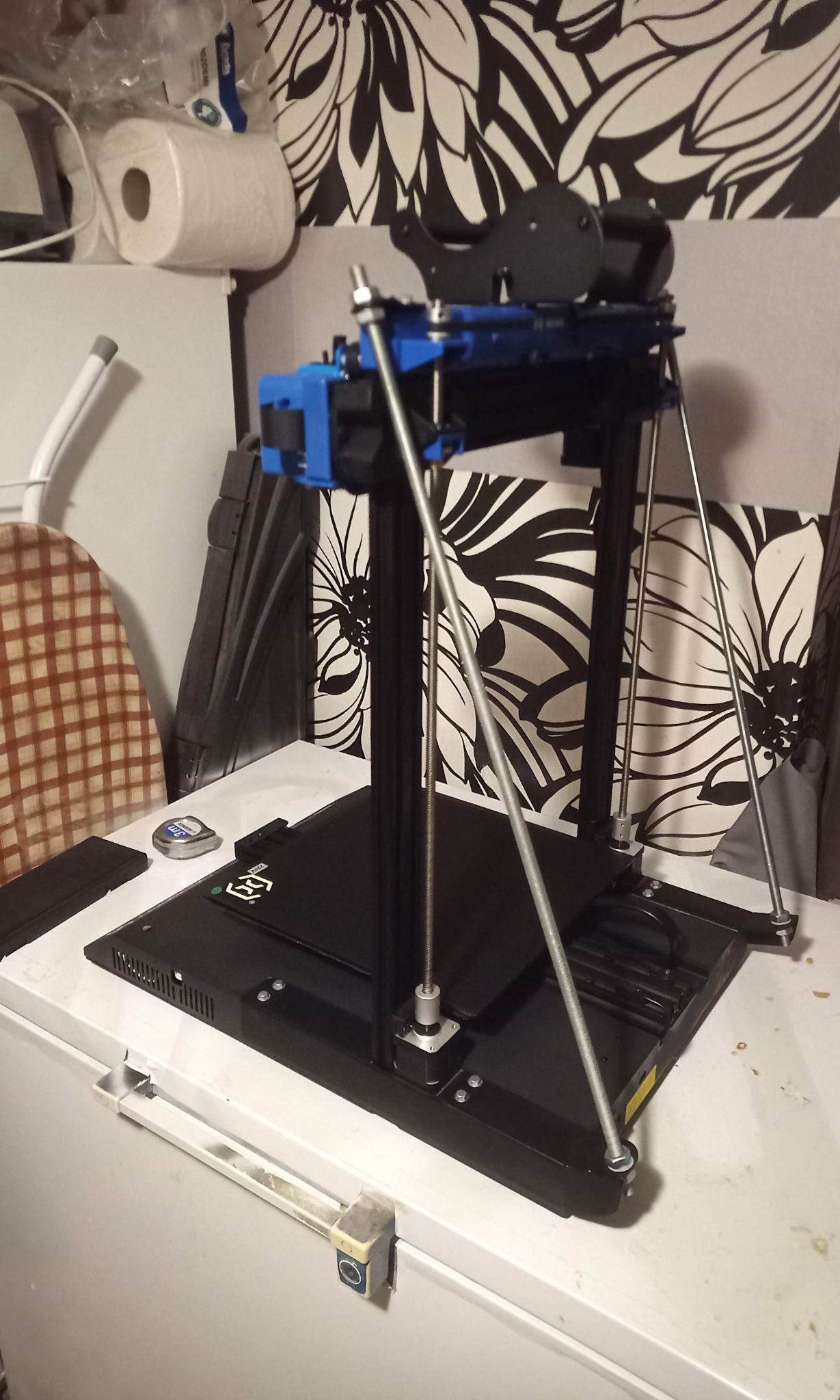
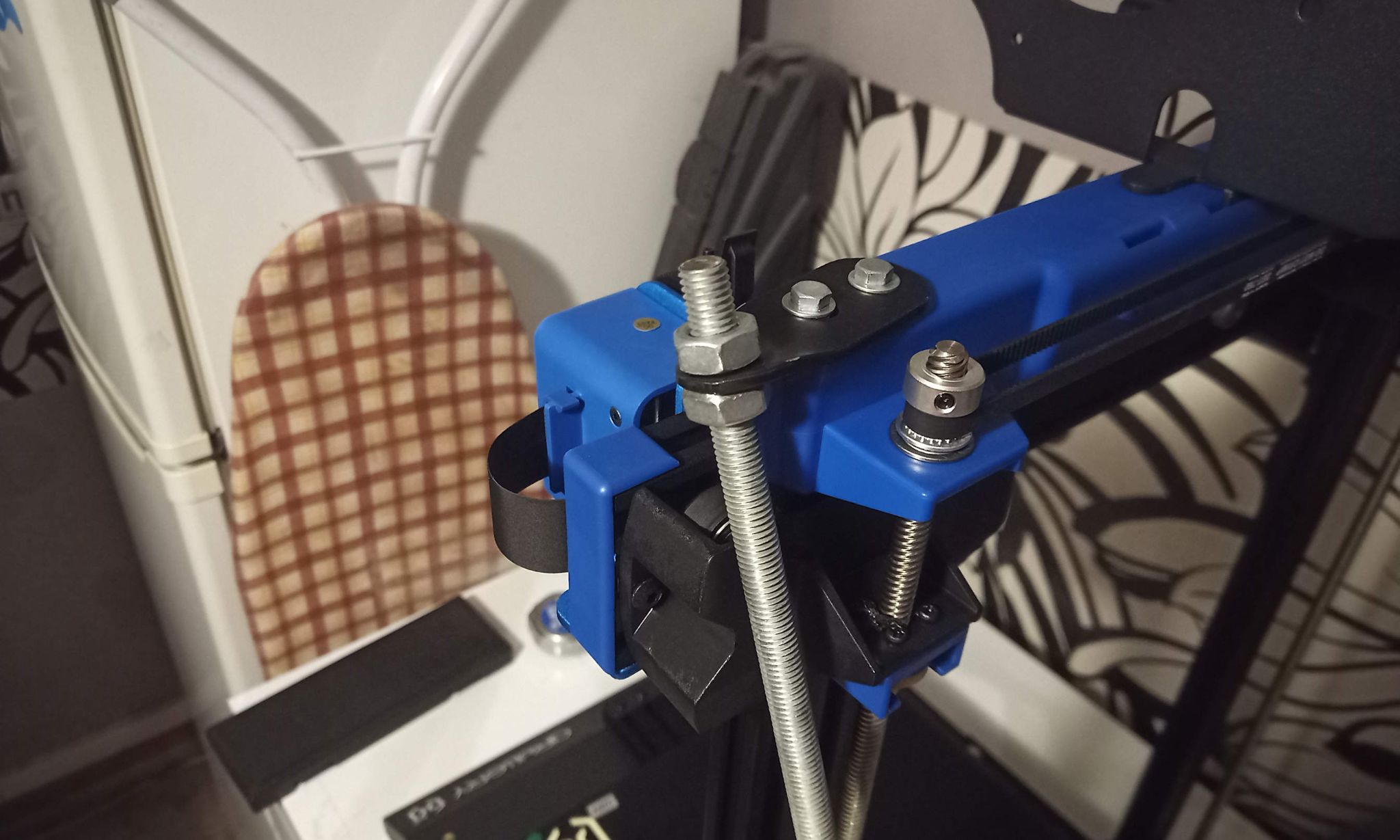
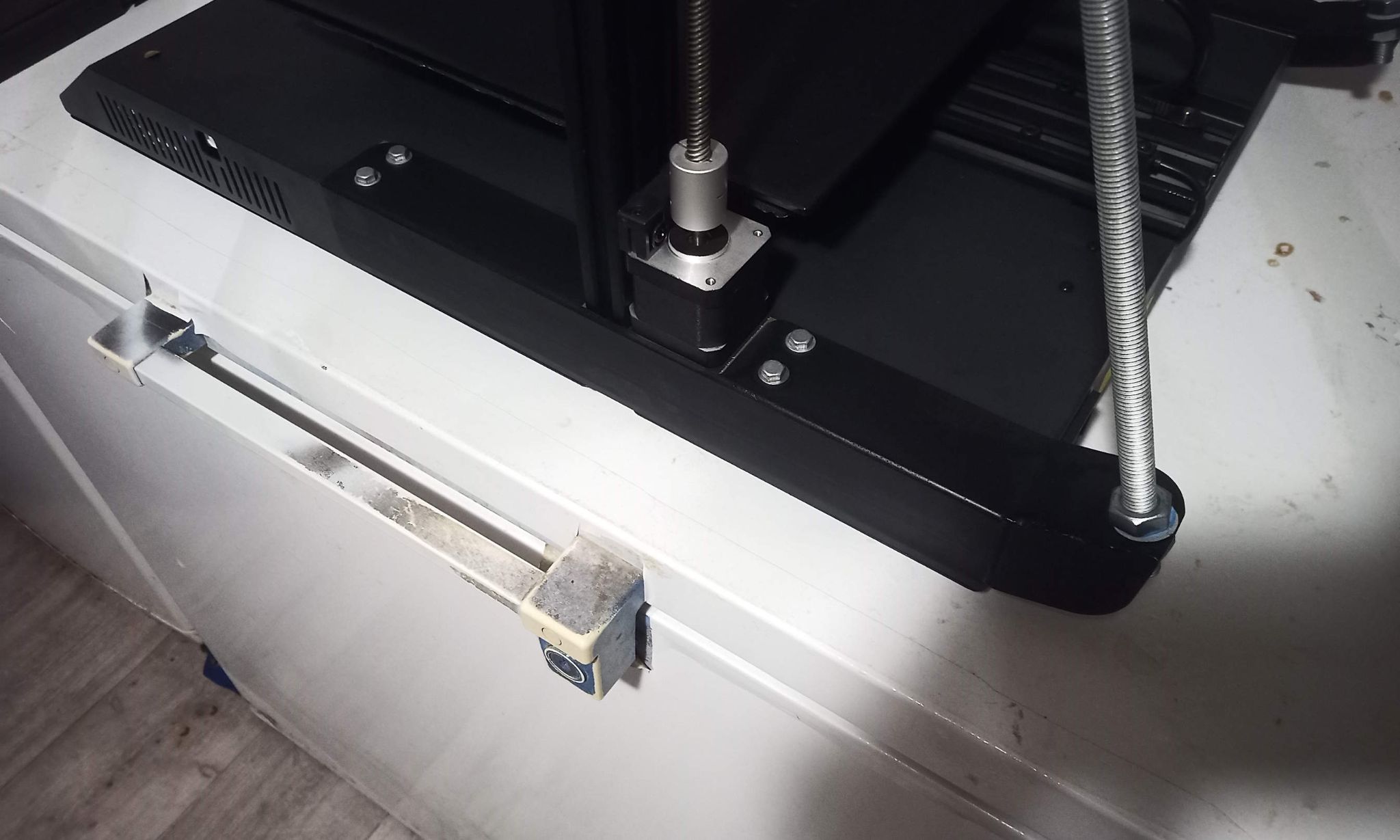
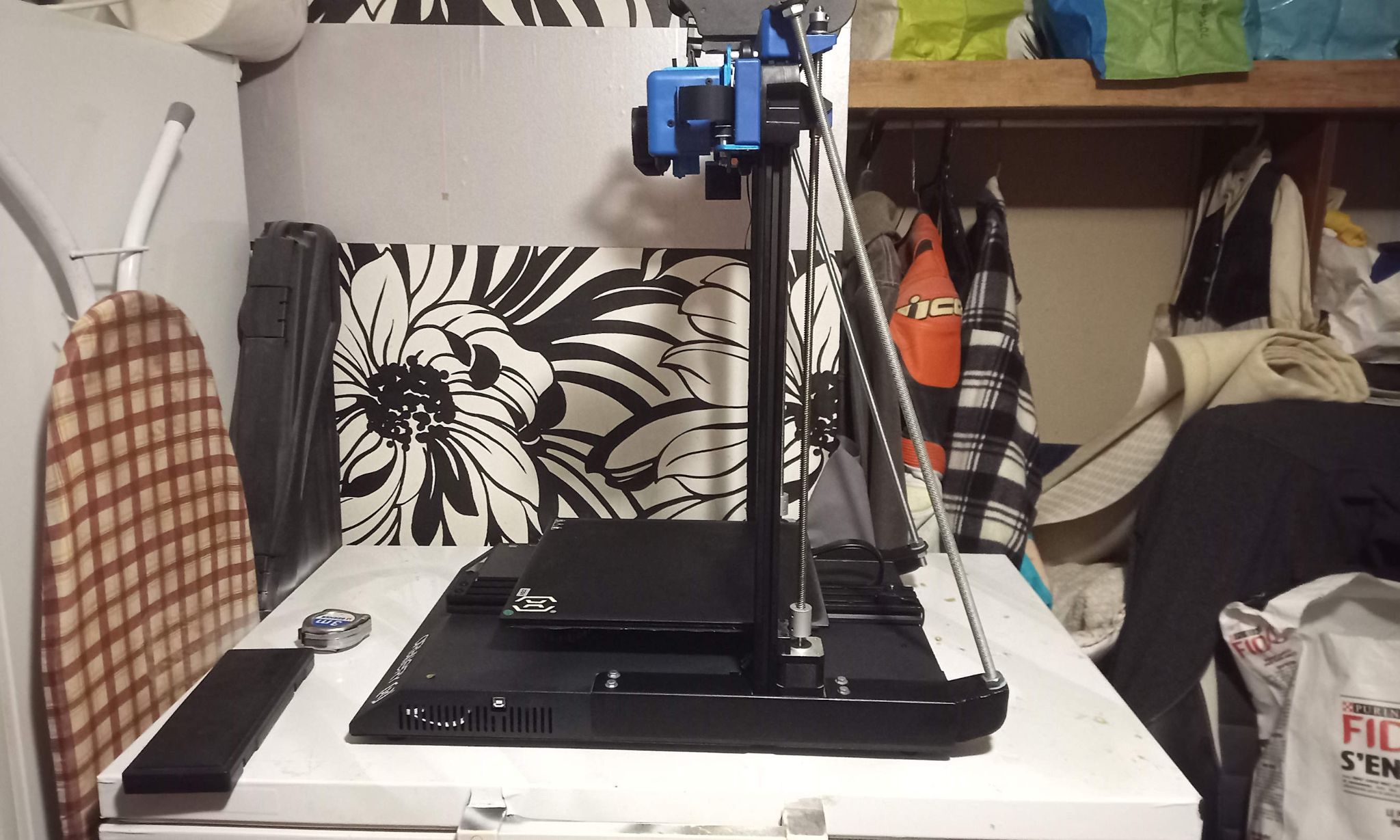
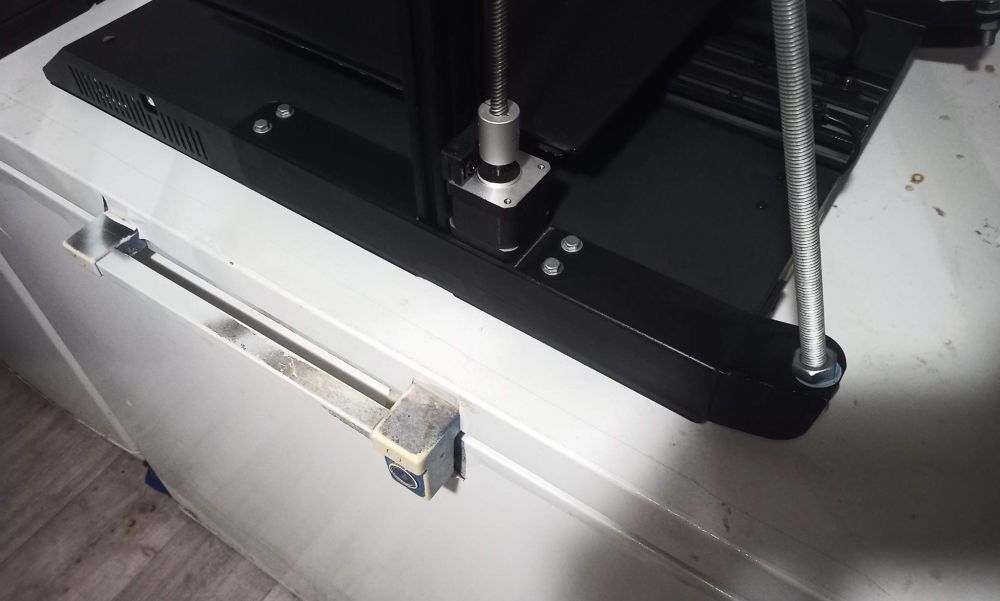
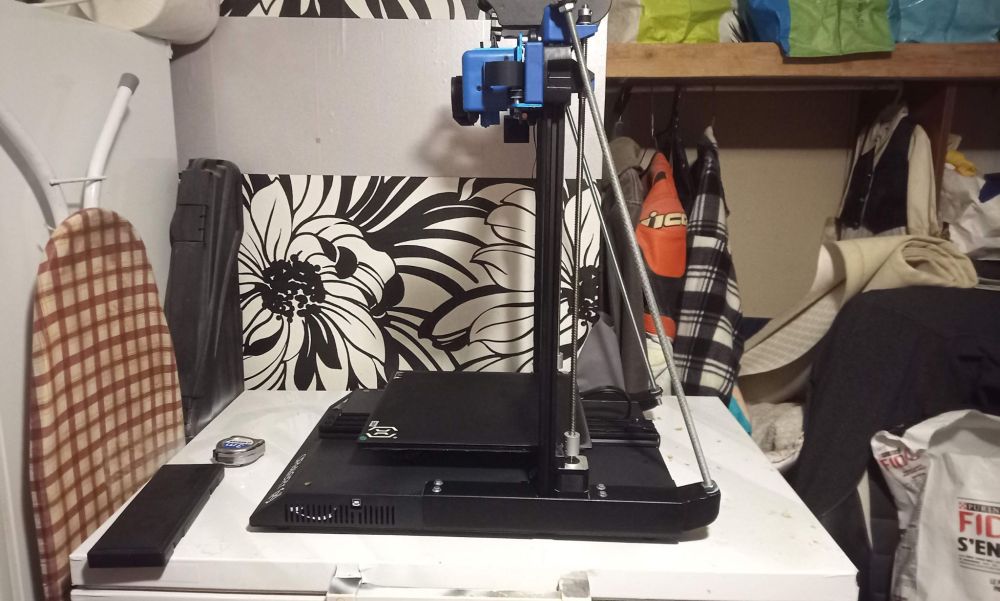
Après une brève présentation j'ai décidé d'ouvrir ce sujet qui consisteras a présenter ma sidewinder X2 ou plutôt ses amélioration actuelle et future. Tout d'abord j'ai acheté l'imprimante à un moment ou j'en avais besoin de suite pour imprimer des conceptions 3d et modifier/confirmer mes modèles avec montage à blanc avant de lancer l'usinage des pièces définitive en aluminium (pièces automobile) auprès d'un usineur CNC. Je comptais pas spécialement l’améliorer, a vrai dire je comptais m'en servir uniquement pour confirmer des modèles avant éventuel usinage en métal mais aussi pour imprimer du filament souple en pièce définitive (soufflet, silentbloc ect). Mais j'ai trouvé plein d'utilité à l'impression 3d et j'ai de plus en plus envi d'avoir un outil très au point. Puis, autant pour tout ce qui est filament rigide j'en était plutôt content sans modif, autant pour le filament souple (même en 82A) c'est quand même pas trop ça, dés que la pièce a un peu des profils avec des porte a faux ect la résistance mécanique est moyenne voir nulle. Le poids de ma bobine de 3kg de TPU n'y est surement pas pour rien aussi car j'ai crus identifier un problème de sous-extrusion intermittent, selon la résistance de rotation de la bobine probablement. L'extrudeur de la sidewinder est direct drive mais c'est pas non plus la panacée pour le filament souple, bien que je pense que ca ne pose pas trop de problème avec des petite bobine. J'ai donc abandonné l'impression souple tant que je n'ai pas amélioré tout ca. Le TPU n'est pas donné, on peu foirer 3 pièces, mais pas 15... Bref je vais pas trop m’étaler sur ce premier message qui servira surtout d’inventaire des modifs et améliorations. Voici donc la liste non exhaustive des modifs faites et prévu (Verts = deja faite, Rouge = prevu) : -Renfort axe Z -Tendeurs de courroies -Pieds amortis -"Amelioration" extrudeur d'origine -Remplacement ressorts bed par patins silicone -Amelioration liaison portique/vis trapezoidale -Refroidisseur stepper driver -Plateau chauffant en alu rectifié avec aimants haute température intégré -Montage Axe Y sur rail linéaire et rigidification support de plateau -Axe X sur rail linéaire -Mise à jour du firmware vers marlin 2.1.2 : -Caisson d'impression -Hotend complet custom -BLTouch original -Upgrade firmware -Axe Z sur rail linéaire et remplacement vis trapezoidale par vis à billes -Update driver moteur Un post suivra pour chaque modif faite (vous pouvez cliquer sur le nom des modifs pour vous emmener directement sur le message concerné plutot que de chercher dans le sujet complet) Renfort axe Z : J'ai jamais vraiment eu de problème avec ça et pour cause je n'ai jamais fait de pièce réellement haute pour l'instant. Ormis une fois ou sur une pièce de 20cm de haut j'ai eu un décalage brusque sur 2 couches. Quoi qu'il en soit un renfort était dans tout les cas envisagé relativement tot après l'achat. Cependant j’étais pas vraiment attiré par tout les modèles 3d de renfort que je pouvais trouver. Je suis probablement tatillon, mais sur chaque modèle j'avais quelques chose à redire point de vue rigidité. Je ne dis pas non plus qu'ils sont pas efficace, il faut pas grand chose pour rigidifier le portique finalement. Juste pour ma tranquillité d'esprit j'ai donc fait un renfort complétement en acier avec de la cornière coupé/soudé pour lui donner le bon profil de pied, et du fer plat percé et torsadé pour la tête. Ne me demandais pas ce que ca donne en pratique car je n'ai pas eu la curiosité de faire un test d'impression de tour avant/aprés. C'est bien rigide c'est tout ce que je peu dire.


-
mon Ender 3 à dû mal à amorcer l'extrusion (quand elle fait la jupe et après cela marche ) le filament reste accroché a la buse. (j'ai imprimé a 215°C au lieu de 200 ça arrangé temporairement le problème ).
-
Bonjour et merci de me lire Le moteur de l'extrudeur tourne dans un sens puis dans l'autre en boucle. Ce n'est pas bouché et ça fonctionnait très bien la dernière fois. J'ai déjà eu ce problème et ça s'était résolu par miracle, je n'ai jamais compris comment après avoir entièrement démonté la partie électronique... Une idée ?
-
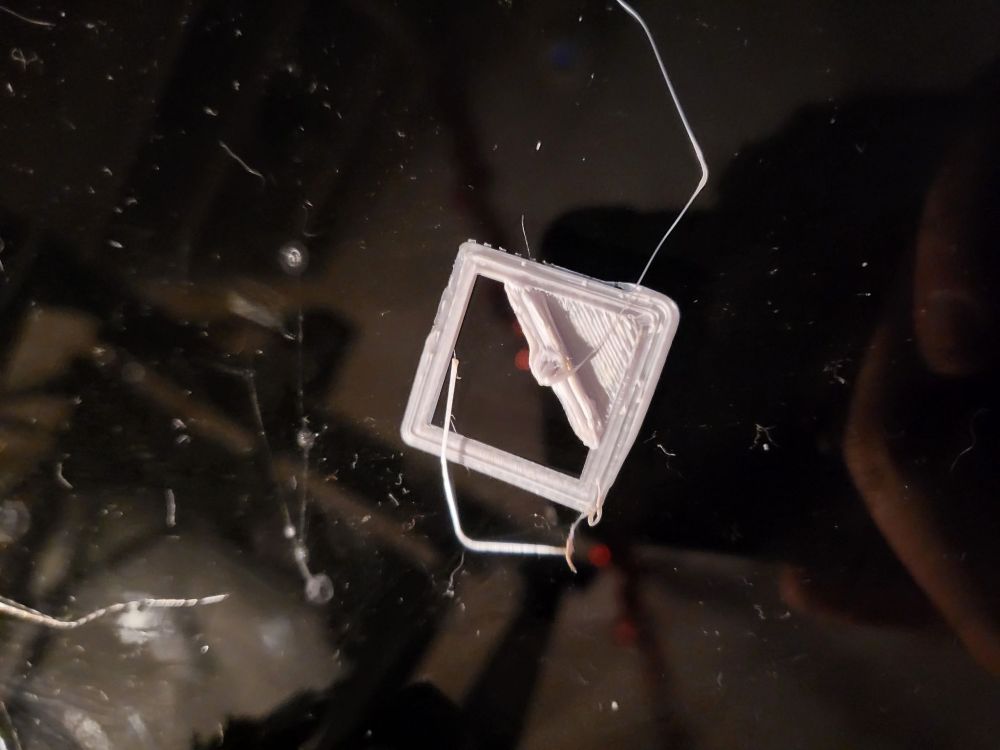
Bonjour à toutes et à tous, Le flow est un réglage qui sert à compenser l'expansion du filament en raison de sa fusion. En clair le volume de filament qui entre dans l'extrudeur n'est pas identique à celui qui sort, car quand il fond, il gonfle. A :: D'abord il faut calibrer l'extrudeur. On commence par calibrer les steps_per_unit de sont extudeur en fonction de la mécanique présente sur la machine. Se référer à ce tutoriel. Une fois que c'est fait, on fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 2 jusqu'à ce que 100mm demandé = 100mm extrudé à tous les coups. B :: On fait le test du "thin wall" ou (paroi mince) On imprime un cylindre ou un cube avec la fonction "vase en spirale" de votre logiciel de tranchage On mesure l'épaisseur des parois obtenues avec un pied à coulisse digital ou un micromètre On ajuste le "flow" (toujours avec une règle de trois) dans son logiciel de tranchage (paramètres filament) et on en imprime un nouveau pour tester On réitère à partir du point 1 jusqu'à ce que la paroi fasse l'épaisseur souhaitée, c'est à dire celle de sa buse +10% C :: Le choix de température d'extrusion (s'effectue à chaque nouveau rouleau de filament) On imprime une tour de température selon l'objet (il y en a plein sur thingiverse pour tous matériaux : http://www.thingiverse.com/thing:915435,) suivez la procédure décrite dans les instructions de l'objet ou suivez le tutoriel de Freedam Vous aurez une idée de la fourchette de température idéale pour ce filament sur votre machine Beau c'est bien, mais beau et solide/étanche c'est mieux. On imprime un test à casser : http://www.thingiverse.com/thing:35088 et l'on vérifie, dans cette fourchette, à quelle température précisément on obtient la meilleure cohésion entre les couches. On sauvegarde la bonne température dans un nouveau fichier de préférences filament sur notre logiciel de tranchage. C :: Le test de validation des réglages Si tout est bien réglé, vous devriez pouvoir emboiter et déboiter ces 2 pièces sans souci : https://www.thingiverse.com/thing:342198 Bon calibrage ++JM
- 120 réponses
-
- 12
-

-

-
- calibration
- steps
- (et 7 en plus)
-

extruder tourne toujours dans le même sens
lmxp a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'ai un problème avec l'extruder LGX lite que j'ai installé sur ma flsun SR tout as bien marché depuis plusieurs mois mais tout a coup le moteur de l'extruder s'est mis a tourner toujours dans le même sens pour faire sortir le filament j'ai réuploadé le firmware, pas de changement? apres pas mal de recherche j'ai vue que ca pouvais être un problème lié au driver 2209 de l'extruder sur la carte mère mais suite a son remplacement rien n'as changé... là je suis perdu auriez vous une idée ? -
Bonjour tout le monde, Suite à la casse de l'extrudeur d'origine, en plastique, j'ai commandé un extrudeur en métal. Celui-ci est arrivé, dans un sachet de Creality. Jusque là tout va bien. En asseyant de le monter, je me rends compte qu'il n'y a pas de pas de vis pour mettre en place le raccord avec le tube... Je ne trouve pas d'adaptateur dans les autres pièces livrées... Est-ce déjà arrivé à quelqu'un ici? Je subodore que la solution serait d'écrire au vendeur...Me trompe-je? Bonne journée à vous, Cyril.
-
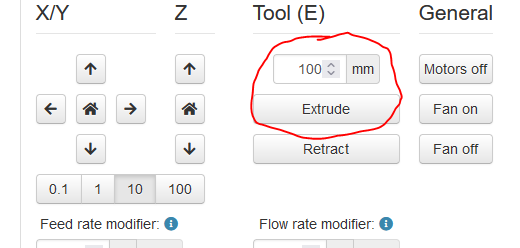
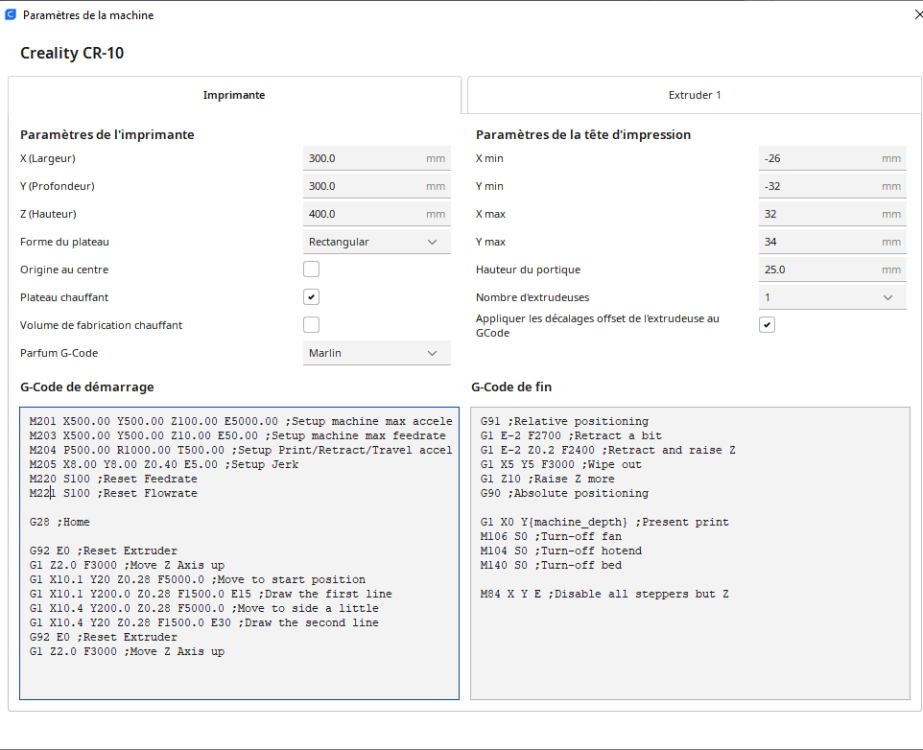
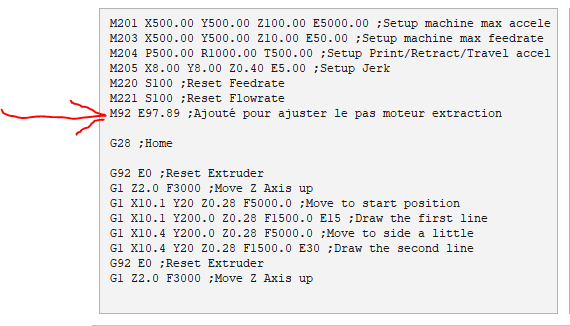
Réglage de l'extrusion Nota : pour ce qui est des réglages de l'imprimante, d'une façon générale, je vous conseille de partir du tuto de @fran6p Ici Il donne aussi d'autres conseils très intéressants sur le réglage de l'imprimante. Ci dessous, m'étant un peu cassé les dents sur le sujet, je ne vais qu'ajouter quelques réflexions sur un problème que j'ai eu : Mesure de l'extrusion réel . Pourquoi mesurer l'extrusion en la déclenchant via la touche extrusion sur octoprint ne marche pas toujours. Le réglage de l'extrusion consiste à faire en sorte que lorsque le Gcode demande à ce que le fil sorte de par exemple 1 mm , et bien mécaniquement, le fil sorte vraiment de 1 mm. Ce que l'on trouve classiquement, et c'est effectivement ce qu'il faut faire, est de marquer le fil à 12 cm de l'entrée, de l'extruder de 10 cm et de voir ce qu'il reste entre cette marque et l'entrée. Perso, je l'ai fait avec un petit morceau de scotch et en prenant la tige filetée comme référence. Rien de nouveau donc. Par contre attention, en déclenchant cette extrusion dans Octoprint : Je n'ai obtenu qu'un déplacement de l'ordre de 60 mm au lieu des 100 mm demandés. D'où en apparence une grosse erreur d'extrusion, pourtant mes impressions n'était pas si mauvaises que cela. Le problème, est que Octoprint déclenche l'extrusion avec une vitesse de 300 (on peut le voir dans son onglet "terminal" après avoir lancé l'extrusion. Gcode G1 E suivi de la valeur de l'extrusion F suivi de la vitesse du déplacement Et quand on regarde la roue dentée qui fait avancer le fil, on voit qu'elle tourne nettement plus vite que lors d'une impression. Sur mon imprimante, elle tourne trop vite pour pouvoir expulser le fil normalement. Le fil est trop freiné par son passage dans la buse. Il faut donc utiliser un autre moyen pour faire cette extrusion, mais à une vitesse de 120 (mm/mn) par exemple. Pour cela, dans l'onglet terminal d'octoprint, on va taper les séquences de Gcodes relevés plus haut dans le terminal, mais en changeant la vitesse. Soit : G91 M83 G1 E100 F120 M82 G90 Les code G91 etc sont à rentrer au clavier dans la case à gauche de send, avant de cliquer sur send. Si vous n'utilisez pas octoprint, vous pouvez vous faire un fichier d'impression comportant ces gcodes et le lancer en déclenchant son impression. En ce cas, il y a des Gcodes à ajouter pour faire chauffer la buse. Ou vous pouvez télécharger ce fichier (ajustez la température de la buse à votre fil) : GcodePourChauffePuisExtraction100mm.gcode qui contient : M109 S180 ; fait chauffer la buse à 180. Valable pour du PLA, à vous d'adapter G91 ; pour être en mode déplacement relatif. Sans doute pas nécessaire vu le M83 qui suit, pas testé sans. M83 ; This command is used to override G90 and put the E axis into relative mode independent of the other axes. G1 E100 F120; Extrusion de 100mm avec une vitesse de 120 mm par mn =2mm/s M82 ; This command is used to override G91 and put the E axis into absolute mode independent of the other axes. G90 ; pour se remettre en mode déplacements absolus. Même réflexion que ci-dessus pour G92 M104 S0 ; coupe le chufage de la buse. Intégration de la mesure pour faire correspondre l'extrusion théorique et l'extrusion réel Solution n° 1 directement dans l'imprimante (mauvaise solution pour mon imprimante car ne le garde pas en mémoire). Dans l'exemple ci-dessus, On a constaté un déplacement de 96 mm au lie des 100 mm demandés. Il faut donc que j'augmente d'un facteur de 100/95= 1.053 la valeur d'avancement du fil par rapport à ce que l'imprimante fait actuellement. Je peux le faire de 2 façons différentes. La première, via l'interface de l'imprimante. Sur ma CR10, je fais Control/motion/Esteps./mm et je constate que ce nombre de pas du moteur par mm est ben celui par défaut pour cette imprimante soit 93 Si j'augmente ce nombre de pas du moteur lorsqu'on lui demande d'avancer le fil d'un mm, le déplacement du fil sera plus important. très exactement, dans mon exemple où on a vu qu'il faut que l'on augmente ce déplacement dans un facteur de 100/95, je vais remplacer les 93 par défaut par 93 x 100/95 = 97.89 en fait, on fiat tourner la molette pour obtenir le chiffre le plus prés de 97.89. Chez moi le chiffre le plus près est 97.8 Solution n° 2 directement dans votre slicer (ici : cura, mais aussi Octoprint...) Dans le slicer, on a la possibilité d'ajouter automatiquement de GCodes en début d'impression. (préférences / configurer cura / imprimante / paramètres de la machine. Vous avez aussi cette possibilité dans octoprint (non encore testé) : Le GCode qui nous intéresse est M92 - Set Axis Steps-per-unit Concrètement dans notre exemple où on souhaite passer cette valeur à 97.89 on va utiliser ce GCode M92 E97.89 (attention un point, pas une virgule pour les décimales) en l'ajoutant ici


.PNG.0df04c5acffd45aee80c9ad156c19221.PNG)




-
Bonjour à tous et bonne année ! Le moteur de l'extrudeur de ma Méga X fait de plus en plus de bruit, chauffe de plus en plus et fait de temps en temps des bruits bizarre comme s'il y avait de sable à l'intérieur. Avant qu'il ne me lâche, je souhaiterai le changer. Pourriez-vous me conseiller un moteur d'extrudeur compatible avec mon imprimante et si possible silencieux?
-
 Bonjour à tous, Merci d'avance pour votre aide. Je vous contacte car mon imprimante ne voulais plus se recharger en filament, j'ai donc démonté la tete, et un bout de filament est coincé un peu avant sa sortie définitive normale. Je vous joins des images. Savez vous comment le retirer ?? Merci Mathieu
Bonjour à tous, Merci d'avance pour votre aide. Je vous contacte car mon imprimante ne voulais plus se recharger en filament, j'ai donc démonté la tete, et un bout de filament est coincé un peu avant sa sortie définitive normale. Je vous joins des images. Savez vous comment le retirer ?? Merci Mathieu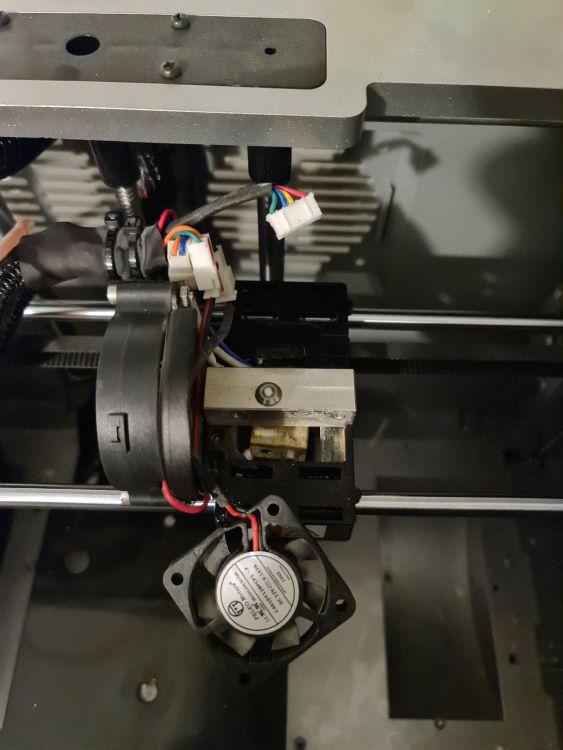
-
Bonjour, Je viens a ce jour pour de l'aide a propos de mon imprimante. C'est une Ender 5 plus, je l'ai reçu il y a une semaine est elle me fait des impressions horrible ! Voir la photo ci jointe. Je pense que c'est du sûrement du a l'extrudeur mais je ne sais pas vraiment. En tout cas mon hotend n'est pas bouché mais j'espère avoir de l'aide a propos de cette situation troublante.
-

Le filament n'est plus entraîné, mais la roue crantée tourne
dgatard a posté un sujet dans Alfawise / Longer3D
Bonjour à toutes et tous, En me levant ce matin pour aller récupérer une nouvelle pièce, j'ai vu que la pièce ne s'était imprimée qu'à moitié. Après quelques observations, je constate que mon filament (Chromatik phosphorescent) n'est plus entraîné par mon extrudeur, (côté gauche de l'imprimante, à côté du moteur des X). J'ai l'impression que le fil de la bobine s'est coincé, mais je ne comprends pas pourquoi cela a déréglé l'extrudeur. Comment faire pour que la roue crantée entraîne de nouveau le filament ? Je n'ai pas trouvé comment faire. Quelqu'un à déjà eu des problèmes avec ce filament ? Merci de vos réponse, je sèche. -
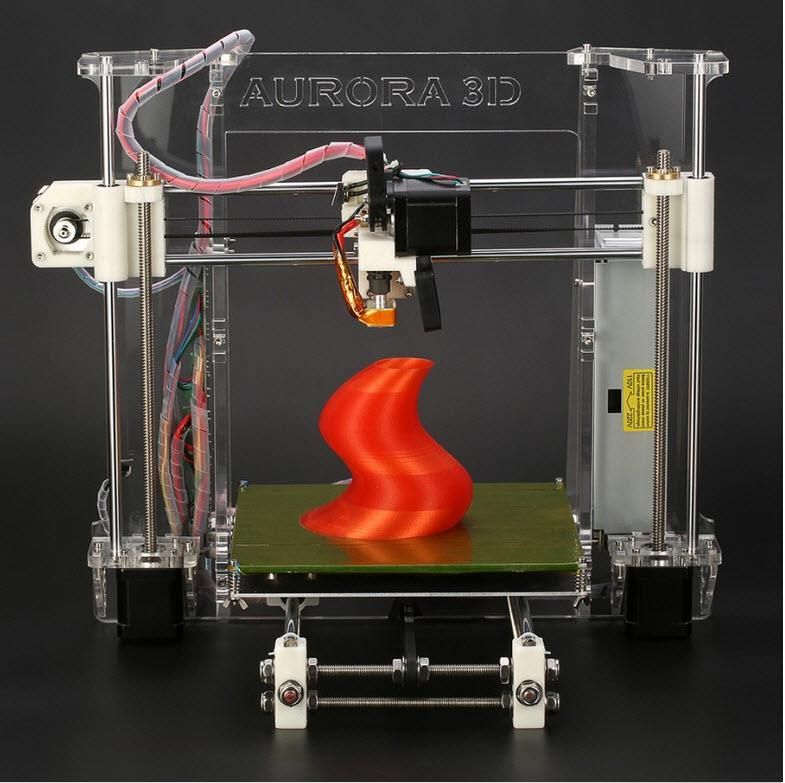
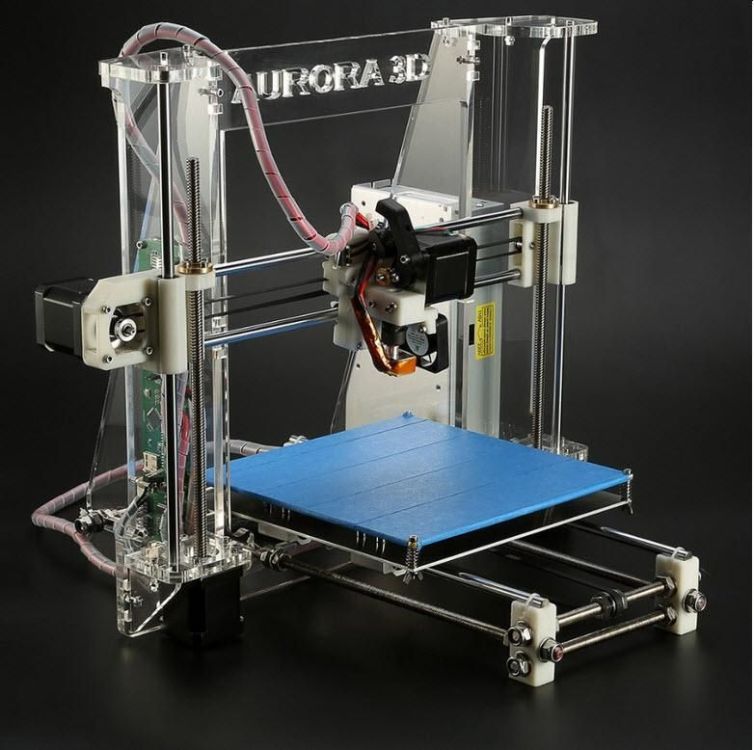
 Bonjour, Débutant, je me suis acheté au mois de juillet ce nanard (sauf que c'est marqué Printer à la place d'Aurora) en guise de première imprimante. images issues de https://fr.dhgate.com/product/aurora-z605-reprap-prusa-i3-3d-printer-3d/193570159.html Une fois montée, je me suis retrouvé avec des impressions à la qualité très variable et surtout pas réellement reproductibles. Après avoir fait mes armes sur une Ender 3, je me suis aperçu que j'avais de gros problèmes concernant l'entraînement du filament. Savez vous quelle tête d'impression et quel mécanisme d'extrusion peuvent se monter et surtout avec quels supports ? (en .stl de préférence) elle est pas si mal que ca, mais pendant le temps qu'elle a été stockée en haut d'une étagère, les concurrents ont fait de gros progrès. si je pouvais la remettre au gout du jour, ca me permettrait de lui donner une chance d'être utile
Bonjour, Débutant, je me suis acheté au mois de juillet ce nanard (sauf que c'est marqué Printer à la place d'Aurora) en guise de première imprimante. images issues de https://fr.dhgate.com/product/aurora-z605-reprap-prusa-i3-3d-printer-3d/193570159.html Une fois montée, je me suis retrouvé avec des impressions à la qualité très variable et surtout pas réellement reproductibles. Après avoir fait mes armes sur une Ender 3, je me suis aperçu que j'avais de gros problèmes concernant l'entraînement du filament. Savez vous quelle tête d'impression et quel mécanisme d'extrusion peuvent se monter et surtout avec quels supports ? (en .stl de préférence) elle est pas si mal que ca, mais pendant le temps qu'elle a été stockée en haut d'une étagère, les concurrents ont fait de gros progrès. si je pouvais la remettre au gout du jour, ca me permettrait de lui donner une chance d'être utile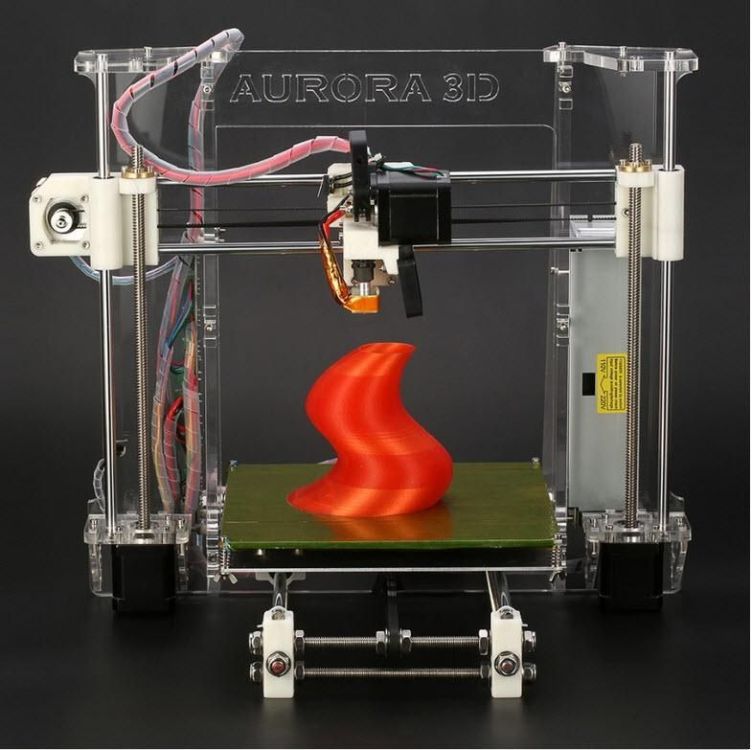
-

mon fil a du mal a être entrainé jusqu'à la buse
Dimi42 a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour Je suis totalement novice en impression 3D. J'utilise une imprimante Original Prusa Mini+. Lorsque je met mon fil (PLA) dans le tube PTFE, l'extrudeur à du mal à l'entraîner jusqu'à la buse, pourtant l'extrudeur est très propre et rien ne bloque les tubes PTFE. Enfin lorsque le fil arrive vers la buse chaude, 215°, le fil ne sort pas. Pouvez vous m'apporter des réponses? Merci beaucoup. -
bonjour alors voila je voulais savoir si une valeur d’extrader de 185 steps/mm est ce que c’est trop ? Nn parce que là je continue à imprimer et ça fait le même problème dc j’ai, calibrer l’extrader, couper droit le tube ptfe que j’ai accolé à la buse correctement cette fois ci, j’ai un filament que j’utilise couramment qui marche bien, j’ai resserré les 2 vis du pignon de l’extrader, j’ai resserré la visse du ressort de l’extruder mais est ce que selon si le ressort est plus ou moins vissé ça change le calibrage de l’extrusion ? Si non qlq un aurait une solution svp ? Ça continue à me donner le résultat sur la photo ou qlq chose d’approximatif

-
 Bonjour à tous, Avant toute chose je tien à ce que vous sachiez que si le post n’est pas dans la bonne rubrique ou est considérer comme redondant je m’en excuse. Maintenant si vous le voulez bien je vais vous exposez mon problème. En 2018 j’ai acheté une CR10 « basique », machine m’adonner une relative satisfaction pendant un bon de temp mais en voulant améliorer ma machine en y montant un nouveau système d’extrusion supposé pousser plus efficacement le filament. Mais le système que j’ai reçue « prévu pour la CR10 » une fois monter sur la machine, je me rends compte que la mécanique utilisée inverse le sens de rotation en sortie ce repousse le filament vers la bobine plutôt que de le poussé dans le corps de chauffe. Et là l’idée de génie que j’ai u a été d’inversé des fils sur le câble allant de la carte mère au moteur E. Ce qui m’a valu de griller le driver moteur de l’extrudeur. Maintenant j’ai acheté une nouvelle carte mère une V2.2 de chez Creality pour CR10S. Je suis à la recherche de schémas détailler du câblage notamment pour remettre en états le faisceau de câble E et pouvoir ainsi remettre ma machine en marche sans griller la carte toute neuve XD. Merci d’avance pour toute l’aide que vous m’apporterais. Cordialement.
Bonjour à tous, Avant toute chose je tien à ce que vous sachiez que si le post n’est pas dans la bonne rubrique ou est considérer comme redondant je m’en excuse. Maintenant si vous le voulez bien je vais vous exposez mon problème. En 2018 j’ai acheté une CR10 « basique », machine m’adonner une relative satisfaction pendant un bon de temp mais en voulant améliorer ma machine en y montant un nouveau système d’extrusion supposé pousser plus efficacement le filament. Mais le système que j’ai reçue « prévu pour la CR10 » une fois monter sur la machine, je me rends compte que la mécanique utilisée inverse le sens de rotation en sortie ce repousse le filament vers la bobine plutôt que de le poussé dans le corps de chauffe. Et là l’idée de génie que j’ai u a été d’inversé des fils sur le câble allant de la carte mère au moteur E. Ce qui m’a valu de griller le driver moteur de l’extrudeur. Maintenant j’ai acheté une nouvelle carte mère une V2.2 de chez Creality pour CR10S. Je suis à la recherche de schémas détailler du câblage notamment pour remettre en états le faisceau de câble E et pouvoir ainsi remettre ma machine en marche sans griller la carte toute neuve XD. Merci d’avance pour toute l’aide que vous m’apporterais. Cordialement. -

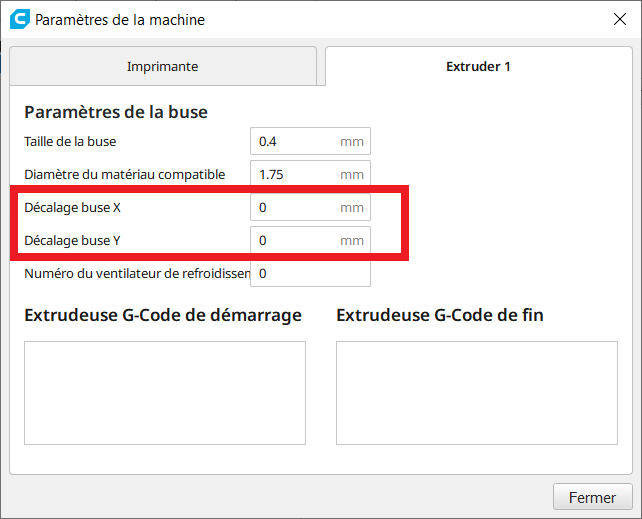
cura Cura, réglages de la tête d'impression et de l'extrudeur
barbatruc a posté un sujet dans Discussion sur les logiciels 3D
Bonjour, J'essaye de régler correctement mon imprimante et en cherchant sur le net je trouve des réponses différentes. Pourriez vous me dire si ces réglages servent : - à modifier où est-ce que je peux imprimer sur mon plateau? OU - à faire en sorte que lorsque j'imprime plusieurs pièces, la buse ne vienne pas taper contre l'une d'entre-elles? Et pour ces paramètres la, je n'ai pas trouvé à quoi ils servaient : Merci d'avance pour votre aide.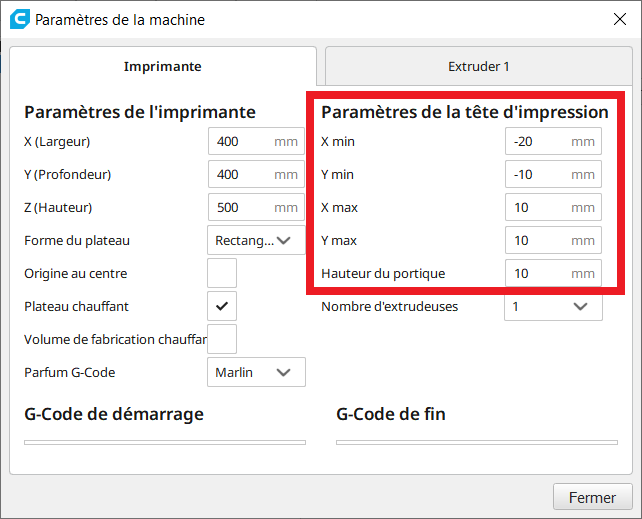
-
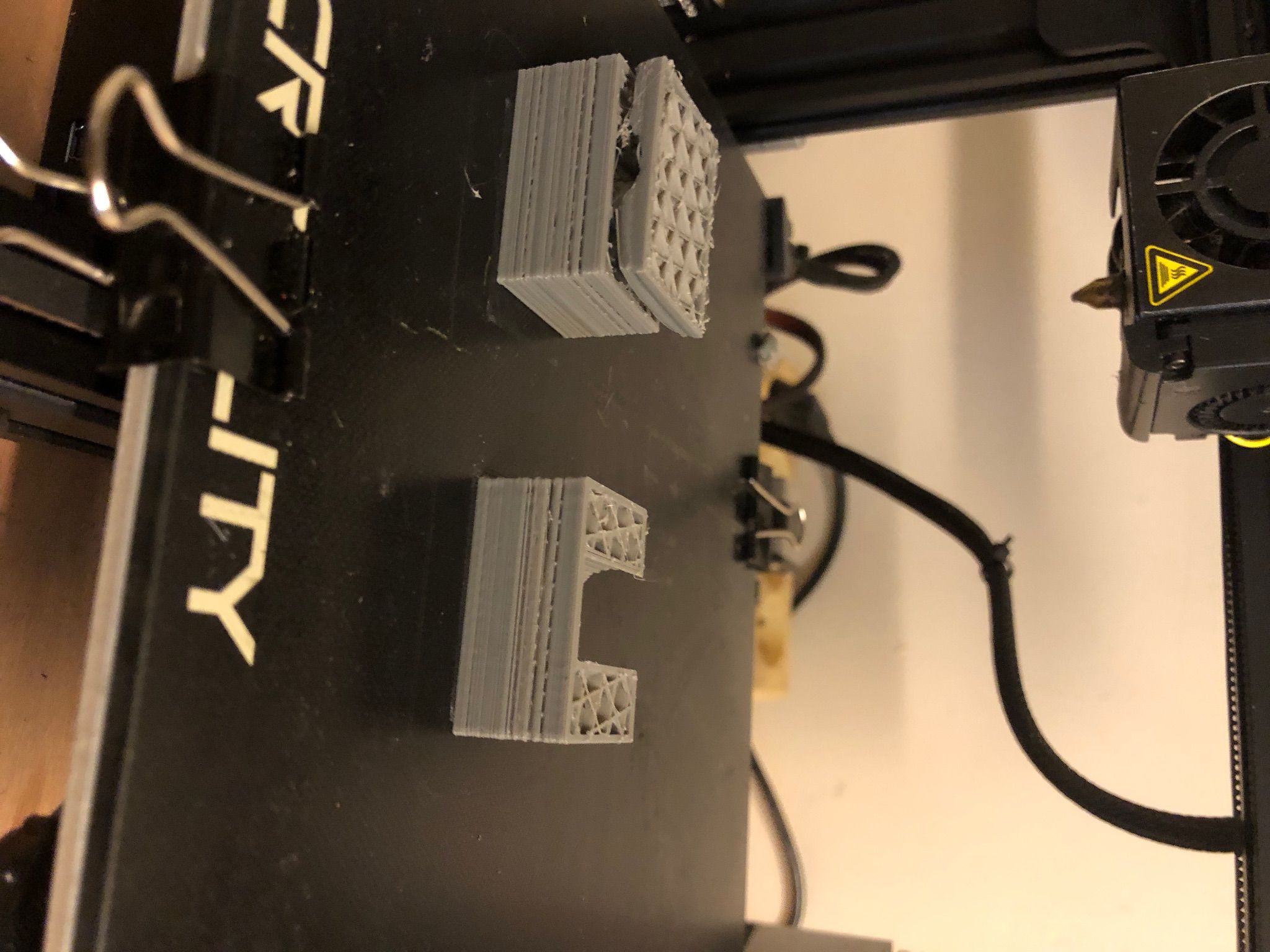
Salut tout le monde, voila je viens sur ce forum aujourd’hui car lorsque j’imprime une pièce en 3d, elle sort avec des sortes de trait à intervalles réguliers, il n’y a pas longtemps j’ai changé d’extrudeur pour passer sur un avec deux bras, lorsque je l’ai calibré j’ai mis la valeur de 138.0 dans la transmission ratio E n’étant pas un professionnel dans le domaine je ne sais pas si la valeur est énorme ou pas. J’imprime avec une vitesse de rétractation de 4.5mm et 45 mm/s. Voici quelques photos ci-dessous de mon problème. En espérant que quelqu’un puisse m’aider.




-
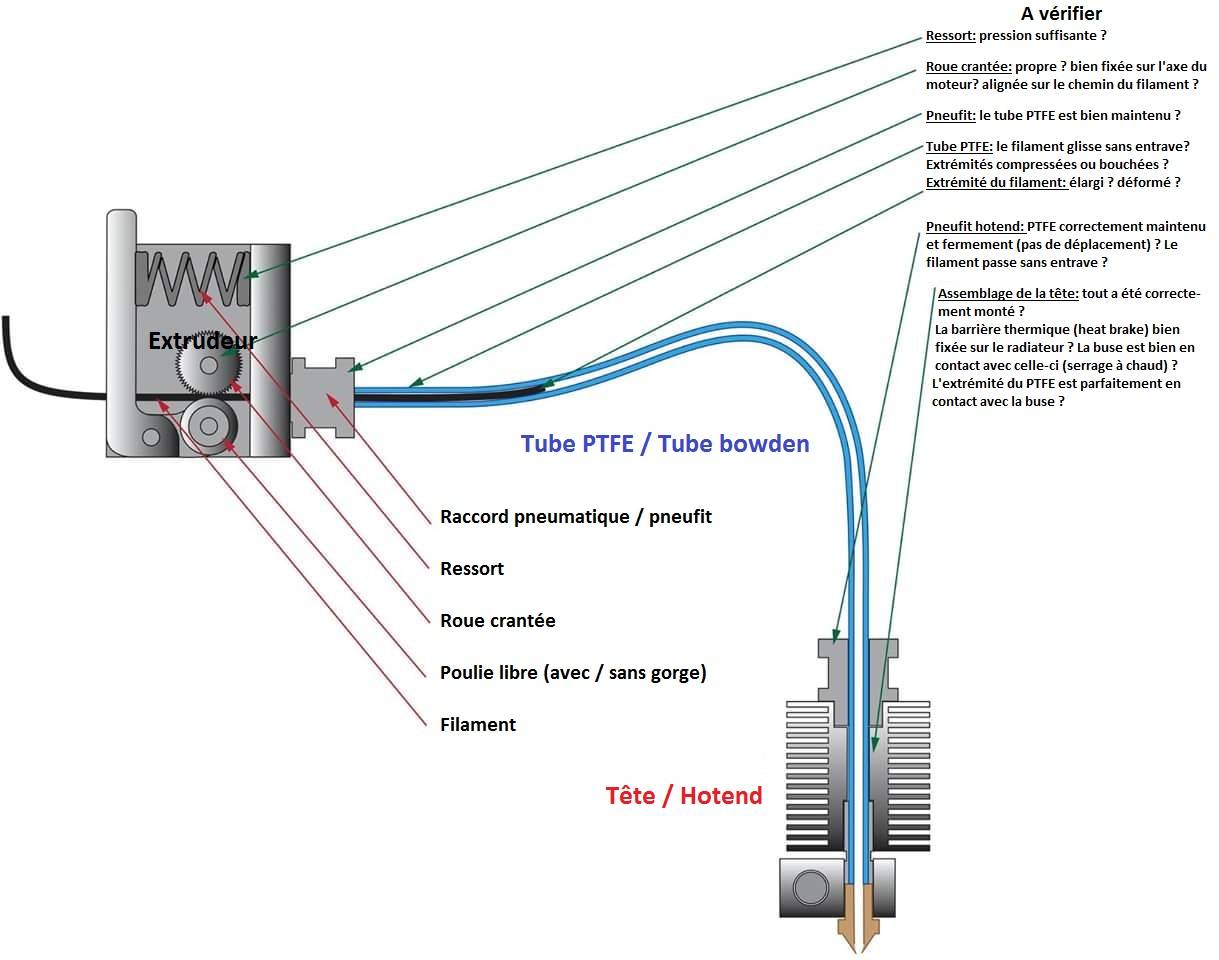
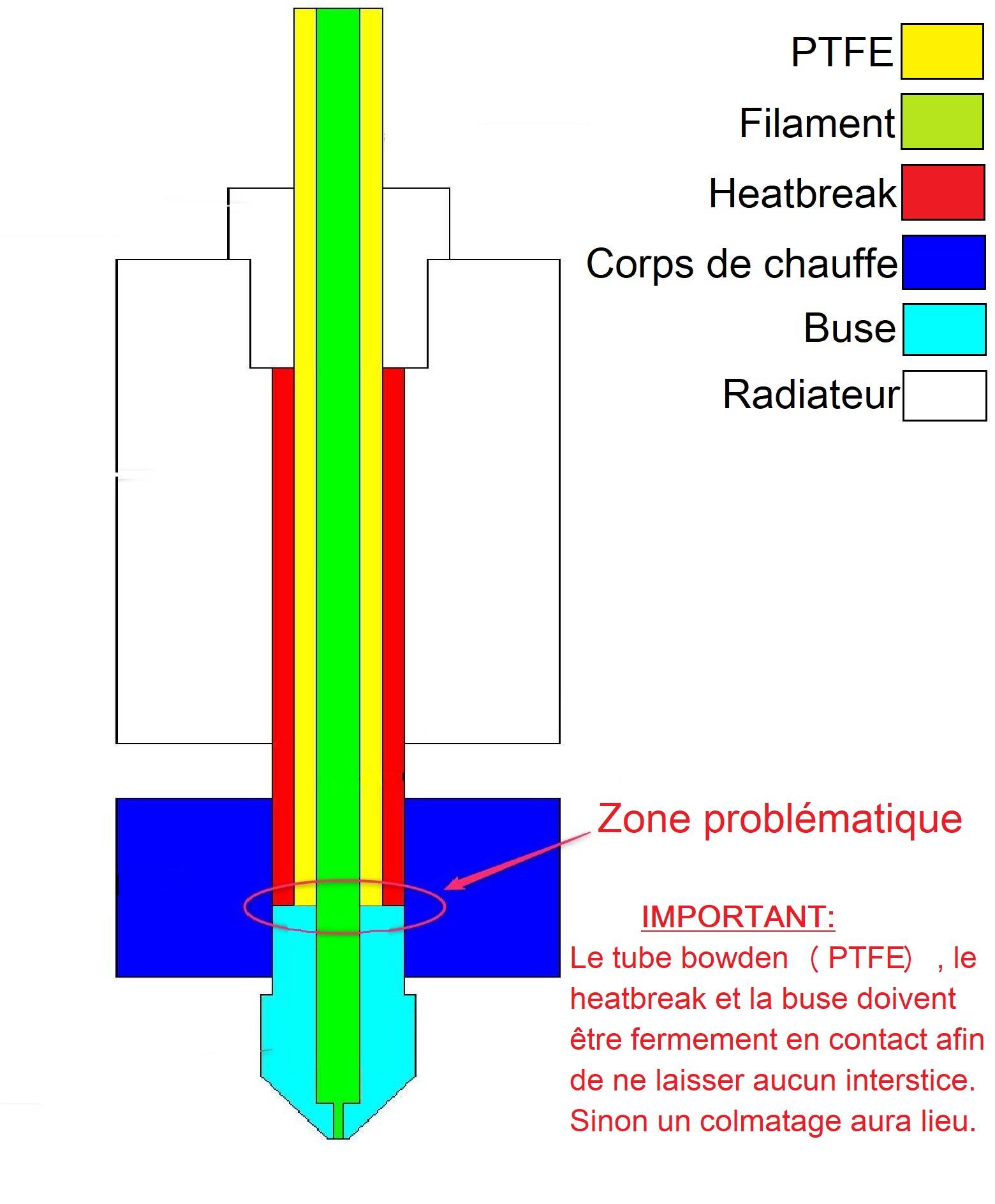
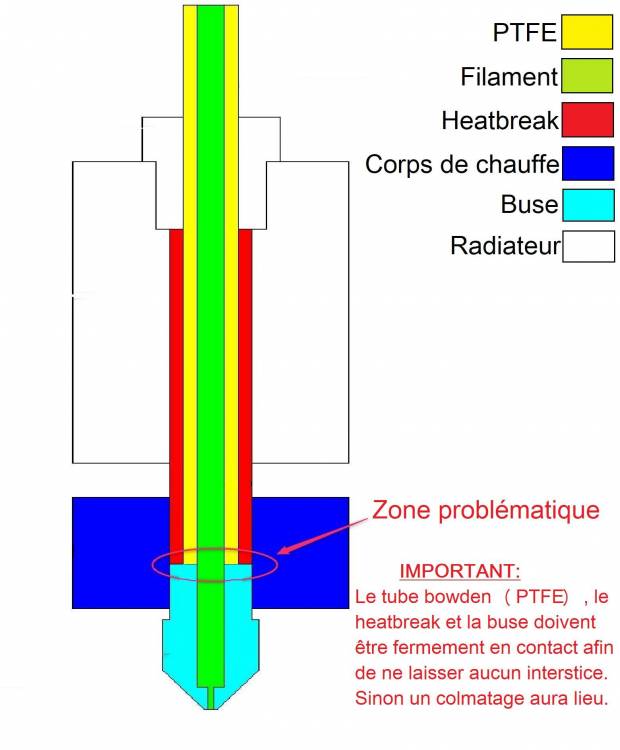
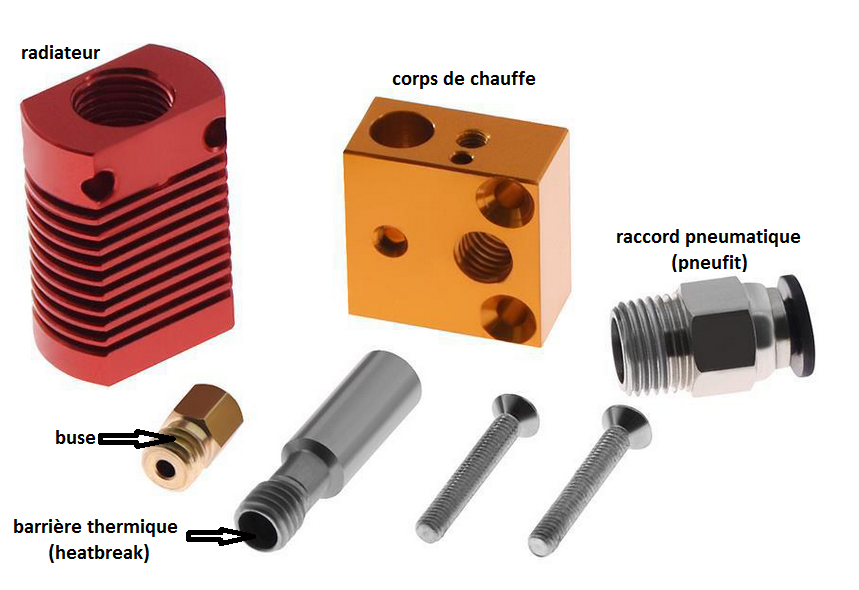
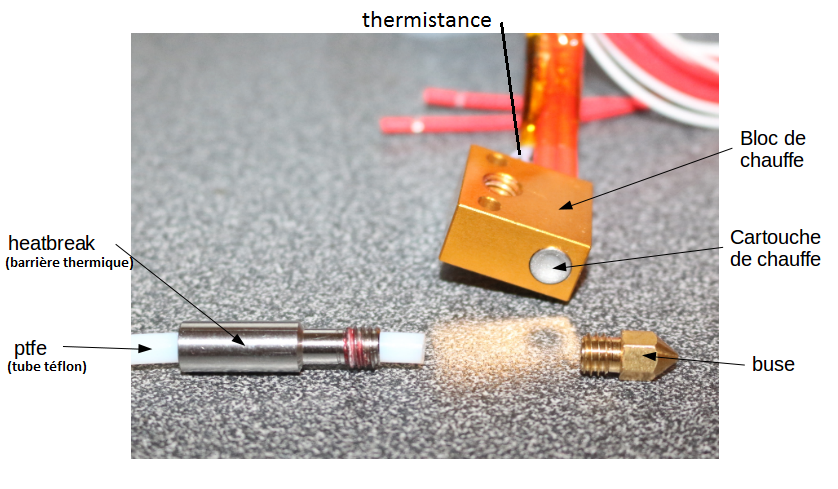
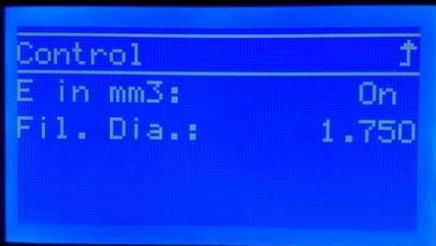
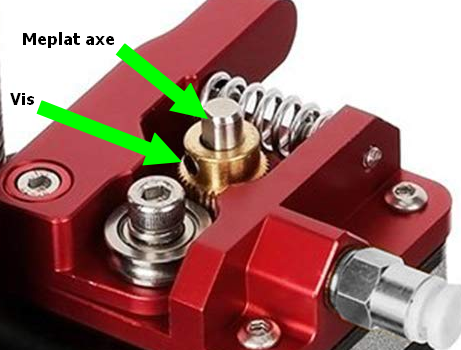
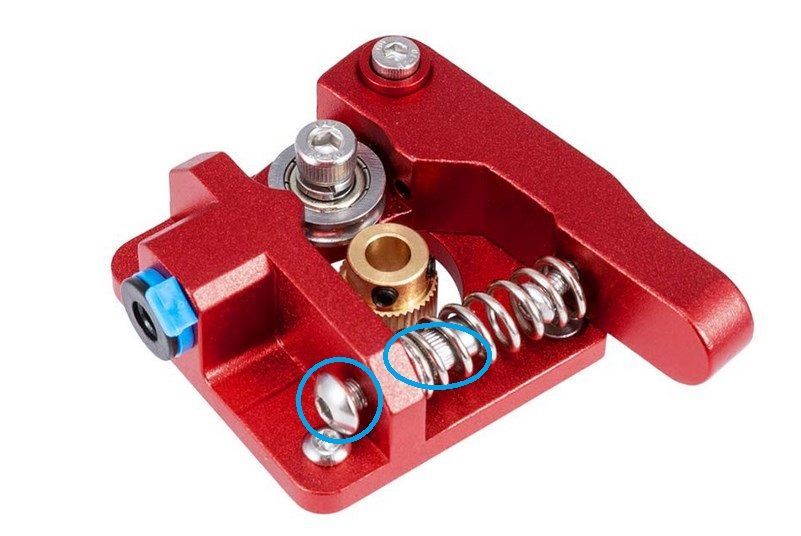
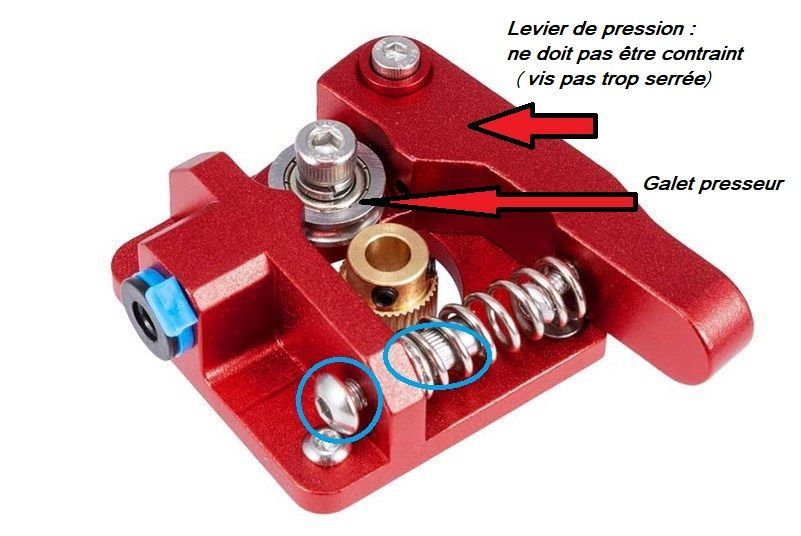
 «En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :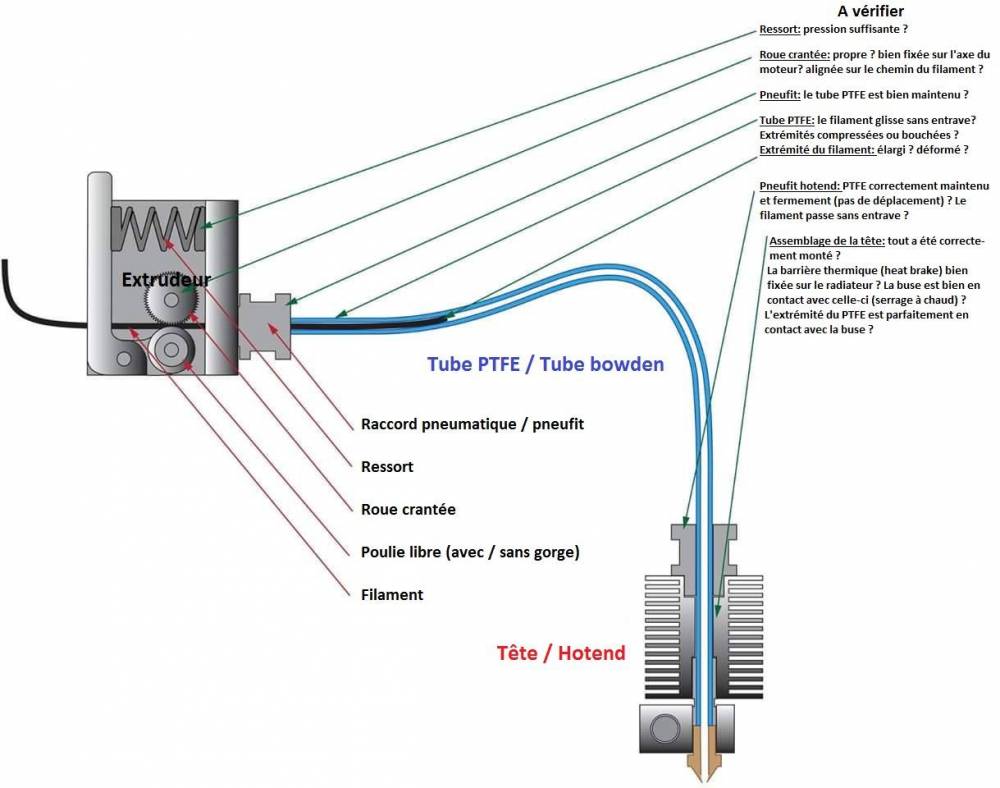

- 18 réponses
-
- 25
-
-

-
-
Bonjour à toutes et à tous, Je suis l'heureux (ou pas) propriétaire d'une Siderwinder X1. J'ai déjà fait quelques impressions et depuis hier il m'arrive un truc étrange, en effet, le filament n'est plus entrainer vers la buse et j'entends un bruit pas possible comme si la grosse roue crantée était bloquée. J'ai démonté et vérifié, je ne vois rien d'anormal, d'ailleurs quand on coupe le courant, on peut entrainer manuellement la roue et rien ne bloque mais quand on allume... impossible... ça bloque et ça fait du bruit. Avez-vous des idées ? Merci pour vos aides. soucis entrainement filament.avi
-
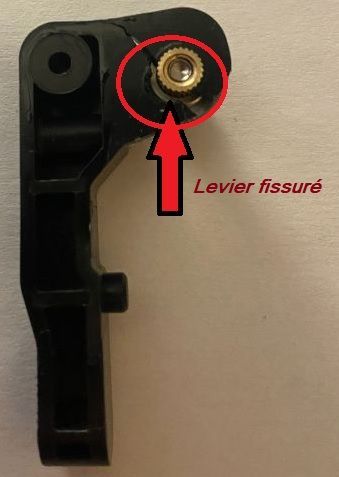
Bonjour à tous, J'ai acheté l'année dernière chez artillery une X1 et, il y a quelques jours, j'ai eu des problèmes de sous-extrusion dans mes prints. En regardant au niveau de l'extrudeur j'ai constaté que le bras qui appuie le filament sur la roue dentée de l'extrudeur était brisé en plusieurs morceaux. Heureusement j'avais anticipé ce problème en achetant à artillery des pièces de rechange, dont le fameux bras métallique. Je l'ai changé (en récupérant en passant la roue à gorge sur l'ancien bras brisé). depuis j'ai des problèmes de sur ou sous impression réguliers. Des couches où il manque de la matière ou des couches avec des petites boules de matière qui dépassent. Je suppose que j'ai un soucis avec la molette qui règle la tension du ressort de l'extrudeur. Ce ressort pousse avec plus ou moins de force sur le bras qui lui même appuie le filament contre la roue denté de l'extrudeur. Avez-vous des conseils à me donner pour m'aider à régler correctement cette molette? Ça me serait très utile! Avez-vous également un (ou des) lien(s) à me proposer vers des tutos pour calibrer correctement mon extrudeur. Merci d'avance
-
Bonjour à tous, J'ai un soucis avec mon artillery sidewinder x1 que j'ai depuis maintenant 11 mois. Le moteur bloque et fais des bruit bizarre comme dans la vidéo ci joint. J'ai essayé de réinitialiser l imprimante mais le problème n'est toujours pas réglé. J'ai vu pour changer la nappe (qui arrive à l extrudeur) le moteur ou même la carte connecteur Extrudeur, mais aucun résultat, le moteur ne tourne plus du tout. La dernière impression que j'ai fais c'était un groot en pla bois et il n'a pas fini car le filamant a bouché le heatbreak et le tube ptfe qui mène au heatbreak. J'espère vous avoir donné assez de détails Vidéo.mov
-
 Bonjour, J'ai acheté une Ender 3 V2 récemment pour me mettre a l'impression 3D, c'est ma première imprimante 3D et j'ai eu quelques ennuis mais l'expérience s'est plutôt bien passé jusqu'a aujourd'hui. En effet depuis quelques temps j'ai l'impression que la roue crantée de l'extrudeur est plus haute que la normale, la roue bleu manuelle à poser dessus ne tenais plus très bien depuis quelques temps et récemment la roue crantée est remontée tellement haut que cela a stoppé une impression en plein cours de route car elle n'arrive plus a faire avancer le filament. Je ne sais pas si c'est liée mais j'ai comme l'impression que sur cette même roue il y a un emplacement de vis mais rien ne s'y trouve. Il y a bien un espace de bout de vis qui dépasse mais il y a aussi un trou vide sur la "largeur". Je ne sais pas si il me manque une vis ou quelque chose dans le genre. (voir sur les photos) La question peut peut être paraitre bete car il y a sans doute juste quelque chose a resserrer pour empêcher cela mais je ne trouve pas la réponse sur internet donc je poste ce topic. C'est la première fois que je poste ici donc je ne sais pas si j'ai choisis le bon sujet ou poster au bonne endroit. Merci d'avance à ceux qui répondront ! IMG_4497.heic IMG_4496.heic
Bonjour, J'ai acheté une Ender 3 V2 récemment pour me mettre a l'impression 3D, c'est ma première imprimante 3D et j'ai eu quelques ennuis mais l'expérience s'est plutôt bien passé jusqu'a aujourd'hui. En effet depuis quelques temps j'ai l'impression que la roue crantée de l'extrudeur est plus haute que la normale, la roue bleu manuelle à poser dessus ne tenais plus très bien depuis quelques temps et récemment la roue crantée est remontée tellement haut que cela a stoppé une impression en plein cours de route car elle n'arrive plus a faire avancer le filament. Je ne sais pas si c'est liée mais j'ai comme l'impression que sur cette même roue il y a un emplacement de vis mais rien ne s'y trouve. Il y a bien un espace de bout de vis qui dépasse mais il y a aussi un trou vide sur la "largeur". Je ne sais pas si il me manque une vis ou quelque chose dans le genre. (voir sur les photos) La question peut peut être paraitre bete car il y a sans doute juste quelque chose a resserrer pour empêcher cela mais je ne trouve pas la réponse sur internet donc je poste ce topic. C'est la première fois que je poste ici donc je ne sais pas si j'ai choisis le bon sujet ou poster au bonne endroit. Merci d'avance à ceux qui répondront ! IMG_4497.heic IMG_4496.heic -
Bonsoir à tous, Depuis hier j'ai un soucis avec un de mes filaments (creality blanc livré avec l'imprimante) qui n'imprime plus correctement. Je l'ai déjà utilisé il y'a 1 mois et je n'avais pas eu ce soucis. J'ai constaté qu'il avait tendance à glisser dans l'extrudeur (ou ne pas assez fondre peut être ?) Je n'ai pas eu le soucis avec mon fil noir de chez Giant plus tôt dans la journée J'ai effectué les contrôles usuels : Calibration de esteps (2x) Changement de la roue crantée Vérification du tube (capricon) non obstrué Vérification de la buse d'impression (acier trempé) Calibration du plateau Impression a 40 ou 50mm/s Changement de la temperature de 200 a 210° Je ne sais pas quoi faire dans ce cas, si quelqu'un a une idée je suis preneur L'image jointe c'est un cube de calibration (enfin le début )

-
 Alors bonjour, Depuis le début de l'année, je suis en possession d'une geeetech A10M. Au début tout ce passait bien, belle impression, chauffage nickel. Et puis un jour, je lance une impression comme d'hab, et 30 min après je reviens, mon imprimante c'était arrêté au cours l'impression. Donc je me dis que c'est un petit beug et je ré-essaye mais cette fois je reste la a la surveillé. Et elle recommence à s'arrêter au même endroit. Donc je me dis que c'est un problème de programme je le ré-slide et je recommence. Et elle fait pareil. Donc je l'éteins en me disant que je recommencerais de lendemain matin. Et le lendemain, elle a-14 degré à l'hotend au démarrage. Donc je me dis qu'il y a un problème à l'hotend, j'en rachete 2 complet pour en avoir d'avance et la toujours rien, jusqu'à un moment où je décide de bouger un peu la thermistance et la elle revient à température normal. Mon problème aujourd'hui c'est que malgré qu'elle soit a température normal, l'hotend ne chauffe toujours pas et me marque "heating failed". Et la je ne sais plus comment faire. Si quelqu'un a la moindre idée de ce que ça peut être, je suis preneuse. Ps: je tiens à préciser que durant plusieurs semaines, j'ai checker sur plusieurs blog différents problèmes d'hotend à-14 degré, mais malgré ça je n'arrive pas à trouver mon problème.
Alors bonjour, Depuis le début de l'année, je suis en possession d'une geeetech A10M. Au début tout ce passait bien, belle impression, chauffage nickel. Et puis un jour, je lance une impression comme d'hab, et 30 min après je reviens, mon imprimante c'était arrêté au cours l'impression. Donc je me dis que c'est un petit beug et je ré-essaye mais cette fois je reste la a la surveillé. Et elle recommence à s'arrêter au même endroit. Donc je me dis que c'est un problème de programme je le ré-slide et je recommence. Et elle fait pareil. Donc je l'éteins en me disant que je recommencerais de lendemain matin. Et le lendemain, elle a-14 degré à l'hotend au démarrage. Donc je me dis qu'il y a un problème à l'hotend, j'en rachete 2 complet pour en avoir d'avance et la toujours rien, jusqu'à un moment où je décide de bouger un peu la thermistance et la elle revient à température normal. Mon problème aujourd'hui c'est que malgré qu'elle soit a température normal, l'hotend ne chauffe toujours pas et me marque "heating failed". Et la je ne sais plus comment faire. Si quelqu'un a la moindre idée de ce que ça peut être, je suis preneuse. Ps: je tiens à préciser que durant plusieurs semaines, j'ai checker sur plusieurs blog différents problèmes d'hotend à-14 degré, mais malgré ça je n'arrive pas à trouver mon problème.

-
Bonjour, voilà j’ai un problème, j’ai du pla qui a colmater dans tout le compartiment extruder et dois donc je changer car le pla a colmaté sur les câbles électronique donc je dois le changer pour éviter tout risque, est ce que quelqu’un saurais comment le remplacer ? et aussi j’ai une creality ender3 et la chaîne en caoutchouc et je ne sais pas où je peux le racheter, quelqu’un aurait une idée (pareil pour l’extruder)