Chercher dans la communauté
Résultats des étiquettes.
3 résultats trouvés
-

Impression mal faite
Aquilox a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour ! Je viens sur ce forum pour demander de l'aide à propos d'un filament qui ne fonctionne pas comme prévu. Quand je lance l'impression, tout se passe comme prévu pour l'aderence mais dès que le reste s'imprime, l'impression est mal faite et le rendu n'est pas très beau. J'ai déjà essayé de réduire ou augmenter la couche et pareil pour la température. Imprimante : Anet ET4 pro Filament ICE 1.75 Extra coarse (0.6) Merci d'avance !
-
(mise à jour du 8 juillet 2016) -------- Bonjour à vous tous, Mon imprimante : Une discovery200 avec du Buildtak, les renforts hauts de @Dal et des caches esthétiques en bas. Aucune carte micro-SD, tout passe par le Raspberry Pi (avec le programme Octoprint). MAJ du 15 mai 2016 : installation des anti-wooble de @Dal. MAJ du 8 juillet 2016 : j'ai changé les linéaire de la tête d'impression car des graphites : ça glisse mieux et je trouve le rendu légèrement meilleur. Ses 2 principaux défauts : un plateau qui n'est pas droit d'origine, donc obligé de mettre un offset assez élevé sur les larges impressions. Et l'extrudeur qui passe assez difficilement les filaments au niveau de son entrée avant le tube PFTE (comparé à une autre discovery200 que j'utilise au travail). Mes outils : Cura 15 (sur mac) + Octoprint (sur Raspberry Pi 3) Les couleurs testées : Vert "Gracious Green" https://www.amazon.fr/gp/product/B017HAI53E/ref=oh_aui_detailpage_o04_s00?ie=UTF8&psc=1 et Blanc "Wondrous White (https://www.amazon.fr/gp/product/B017HAIK8O/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1) Mes réglages : Version stable ICE FILAMENTS différentes couleurs (V1.0 - 30 avril 2016) : Ice Filaments (Fin - 30avril2016).ini Version Beta ICE FILAMENTS Gracious Green (V1.4b - 7 mai 2016) : Ice Filaments (Fin - 7mai2016 - 1.4 VERSION BETA).ini Version Beta ICE FILAMENTS Wondrous White (V0.4b - 16 juin 2016) : Ice Filaments Blanc (Fin - 16juin2016 - 0.4 VERSION BETA).ini NOUVEAU : Version Beta ICE FILAMENTS Wood (V0.7b - 31 mai 2016) : Ice Filaments Bois (Fin - 31mai2016 - 0.7 BETA).ini Version Beta Polywood (V0.1b - 14 mai 2016) : Polywood (Fin - 14mai2016 - 0.1 VERSION BETA).ini NOUVEAU : Version Beta Chromatik (testé sur Bois, Or et Crème) (V1.9b - 4 juin 2016) : Chromatik (Fin - 2juin2016 - v1.9 BETA).ini ATTENTION, quelque soit la version : modifiez toujours mon offset, présent dans le startcode, par le votre car nos palpeurs sont tous réglés à des hauteurs différentes ! Nos tests : Objet petit : Pièce 1 euro (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:758612 Objet moyen : Toupie (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:542914 (toupie 3) Objet grand : Pot de fleur (échelle 0.4 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:796667 (pot 3) Objet grand 2 (différent, par couleur) : BLANC --> Stormtrooper (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:1169514 VERT --> Bulbizarre pot de fleur (échelle 2 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:381599 Photos en vracs : Ce que l'on peut dire sur ce filament : Le diamètre n'est pas à 1.75 tout le temps sur du Gracious Green ou du Wondrous White. Pour le filament Vert 1.78 semble donner un meilleur résultat au niveau du "wooble", il semblerait que ce soit également le cas pour d'autres couleurs. Pour le filament blanc, 1.74 semble atténué le "wooble". Voici une photo qui montre la différence de diamètre entre le PLA Gracious Green de ICE FILAMENTS et le PLA couleur OR de Chromatik (qui est constant) : Le problème du diamètre légèrement supérieur c'est qu'il est arrivé à plusieurs utilisateurs d'avoir une sorte de "grosseur" sur une très courte partie du filament mais suffisamment pour être visible et pour bloquer le filament dans l'extrudeur. Résultat : l'impression rate car la buse n'a plus de matière à écouler. Ce filament apprécie les basses températures, il est possible de faire vos impressions dans les environs de 186° à 194°. Dans certaines situations ou réglages particuliers, il peut être préférable de passer à 205°. Ce qu'on a appris sur l'impression 3D : Le flow c'est la quantité de filament qui sort de la buse pendant un delta de temps donné, sur une base de 100%, si on met 98% on réduit cette quantité mais cela est lié à plusieurs paramètres dont la température. Par exemple, si à 195° avec 95% de flow mon extrudeur claque de temps en temps, en dehors de la première couche, alors à 90% il claquera davantage (voir risque d'endommager le matériel et l'impression) tandis qu'à 100% de flow ça imprimera sans claquement... cependant il y aura un risque de trop de matière et donc des blobs aussi (de petits dépôts indésirables). Plus l'épaisseur de couche est fine (0.1 par exemple), plus on peut baisser le flow et inversement (à 0.3 on aura besoin d'un flow plus élevé). Mais aussi, plus la température est basse, plus le flow doit être monté pour pousser l'arrivée de matière "trop froide" dans la buse. On ne règle cependant le flow qu'en dernier recours (c'est un "palliatif" seulement quand les réglages ou/et le filament ne sont pas bons). Un flow ne doit jamais descendre sous les 80% ou monter au delà de 120%, sinon il y a clairement une erreur de réglage (diamètre de fil, température, extrudeur défaillant, etc). Les impressions à basse température ont plusieurs avantages et quelques inconvénients. Pour plus d'infos, déroulez le spoiler ci-dessous : Pour réduire le warping il existe plusieurs solutions, mais si vous n'avez pas encore essayé de baisser l'Offset consultez la vidéo qui suit : Ce que l'on conseille : Toujours nettoyer les "déchets" que fait la buse au début d'impression, avec une pince de précision par exemple. Le ICE FILAMENTS, par ailleurs, fait beaucoup de déchets, mais une fois la première couche passée aucun soucis sur la suite. Si on ne retire pas les déchets sur le plateau et durant le début de la première couche il y a un potentiel risque de partiellement boucher la buse et aussi de décaler les premiers couches avec des tas de matières non désirées. Recommande t-on ce PLA ? (attention on se la joue "conclusion de magazine ") Disponible en bobine de 750g sur Amazon.fr pour 16,94€ (prix indiqué le 4 mai 2016), et 15,94€ pour ceux ayant un compte Amazon Premium (1€ de remise si livraison standard), ou en bobine de 2,3kg à 42,06€ (prix indiqué le 4 mai 2016), nous sommes là face à un sérieux concurrent pour les bobines entrée de gamme. Certes, les bobines ICE FILAMENTS n'ont pas la finesse de certains PLA plus onéreux (comme le Chromatik), ni la robuste du Polymax, mais pour son prix on a quelque chose d'un peu meilleur que le géant chinois Esun et moins de complications. Il y a un important choix de couleur et de matière mais dans celles testés les couleurs sont vives et brillantes. Le rendu global est correcte, hormis un Wooble un peu prononcé et qui nécessitera un réglage plus minutieux pour devenir aussi faiblement visible que le rendu de certains bons filaments. Prévoir un sac hermétique pour la conservation car la bobine arrive dans un sac non réutilisable. A venir : Probablement un topic sur le PLA Chromatik dont je mets mon avis dans ce spoiler : BONUS - Nos ratés : Cet escargot coupé c'est quand le filament à subitement changé de diamètre ce qui n'a pas plus à l'extrudeur qui l'a coincé... la suite c'est que la buse ne peut plus cracher son plastique Et là c'est un ratage basique : l'Offset trop haut donc une première couche pas assez écrasée ça peut tout foutre en l'air. Adaptez là en fonction des objets et vous n'aurez presque jamais besoin de support. -------- N'hésitez pas à transmettre vos retours, conseils, réglages, etc... je vais essayer de recenser cela et d'éditer ce post en conséquence, après validation de vos informations.
-
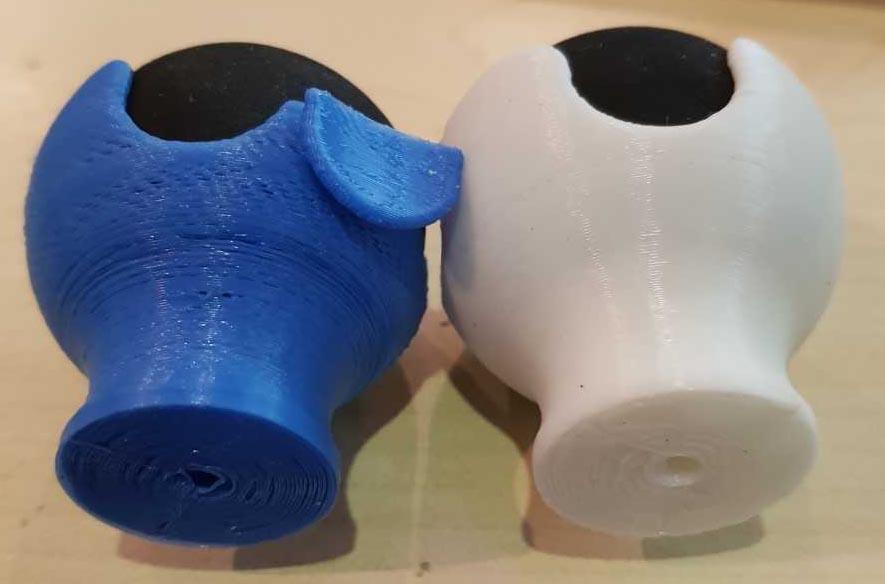
Bonjour à tous, J'aurais besoin de votre avis concernant ses 2 rendus. boule blanche: Fil fournis avec la CR-10, profil Cura de base sans modification. Rendu ma foi plutôt correct boule bleu: Filament ICE Bold blue, profil Cura modifier parce qu'avec celui de base c'était encore pire... -hauteur de couche: 0.2 -vitesse impression: 60 mm/sec -Tre: 205 -flux 102 L'augmentation du flux est pas une super idée mais j'a trouvé que ça... Sa améliore la sous extrusion mais pas suffisamment. le rendu est hyper cassant. La sous extrusion est pas uniforme sur toute la hauteur donc je me suis demandé si la bobine bien lourde pouvais avoir une influence . Que faire ? Baisser la vitesse ? Augmenter la température ? Il existe un option de chevauchement en hauteur ? ou diminué la hauteur de la couche ? merci de votre avis