Chercher dans la communauté
Résultats des étiquettes.
19 résultats trouvés
-

Tige palpeur d’origine sidewinder x2 en fibre de carbone fait maison
P_tite_tete a posté un sujet dans Artillery
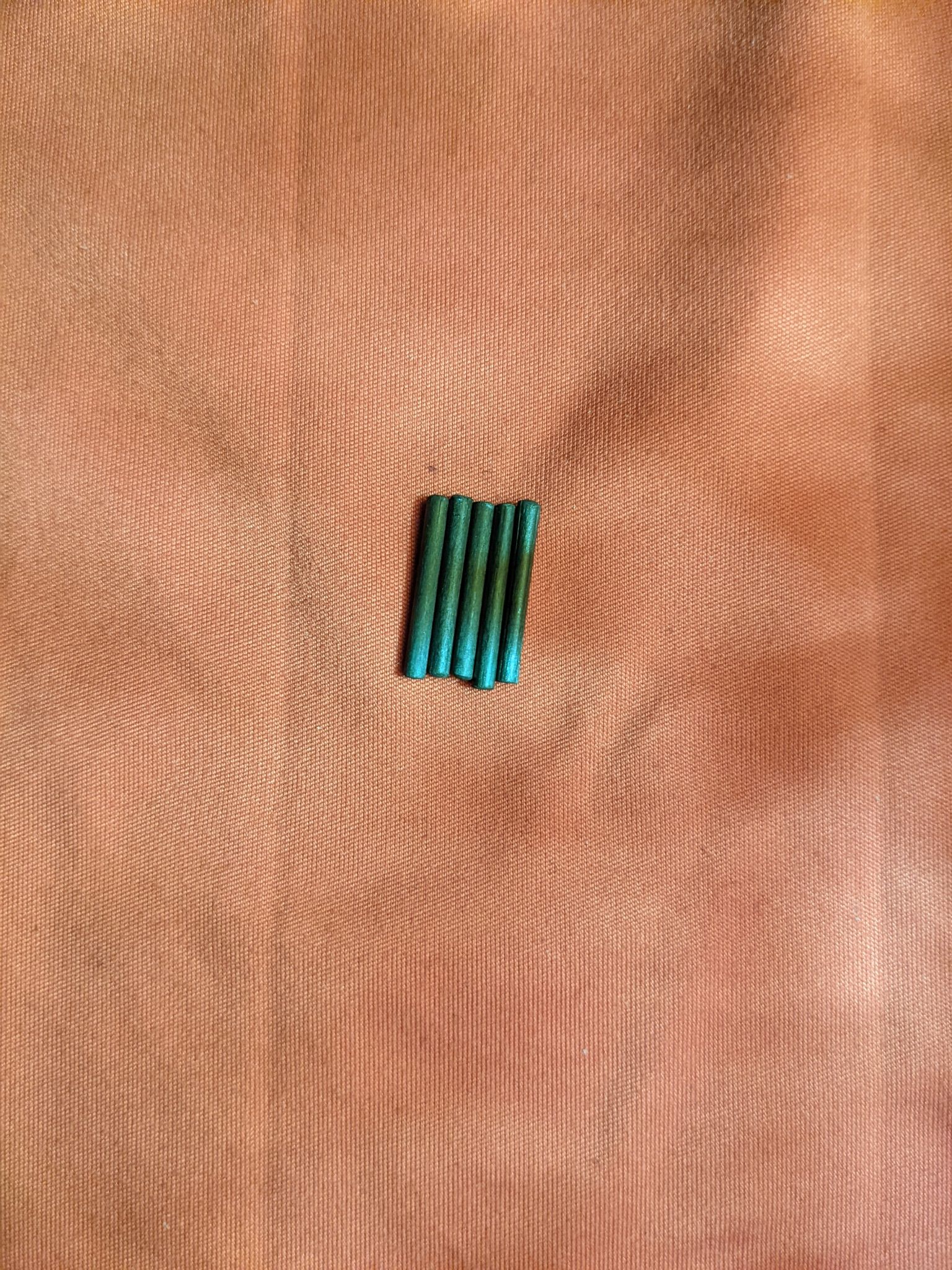
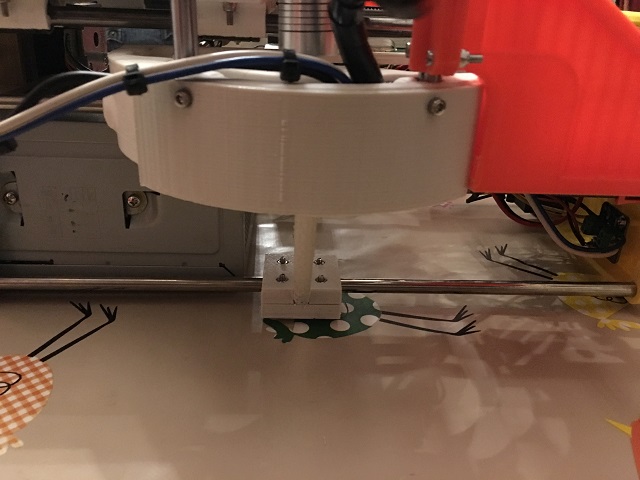
Bonjour à tous, j’en avais marre de me retrouver avec la tige de mon palpeur toute tordu au bout d’un rien de temps (j’en suis au troisième, palpeur envoyé par le sav) (photo Ou il y a 1 tige) j’ai donc acheté des tiges de carbon de 2mm d’épaisseur et de 50 cm de long. Je les ai coupé à un peu moins que 16 mm (photo où il y a 5 tiges) donc si cela intéresse du monde je peux en couper (coupe manuel) je ferais les 5 tiges pour 1€ plus frais de port. l’avantage c’est qu’elle ne se torde pas et s’use très peux même avec un plateau structuré. sachant que moi je palpe à chaque impression.

- 8 réponses
-
- 3
-

-

-

-
- palpeur
- sidewinder x2
- (et 1 en plus)
-
Bonjour J'utilise une discoeasy200 avec octoprint et un lit chauffant. Le lit chauffant ayant tendance à perturber le palpeur, je voudrais régler la hauteur de mon palpeur avec octoprint (en jouant moi même avec l'axe Z ) puis lancer l'impression sans que le niveau ne se fasse à nouveau. Je précise que je n'utilise pas autonivellement ( G29). Je pense que ca se passe dans le start.gcode. voici le mien, que dois-je modifier ( sans pour autant défoncer ma plaque de verre) ;Genere par Cura-15-04 pour Discovery200 avec Buse S1;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G91 ;relative positioning G1 Z7 G90 ;absolute positioning G28 X ;M109 S{print_temperature} G28 X G28 Y G01 X60 Y100 G28 Z ;G29; Detailed Z-Probe ;G92 Z3 G91 ;relative positioning G1 Z0 ; OFFSET de reglage hauteur de buse (l'offset peut etre positif ou negatif -ex: Z0.5 ou Z0.1 ou Z-0.4 ou Z-1.3) ; OFFSET de reglage hauteur de buse ajouter + 0.35 pour le Builtak G90 ;relative positioning G92 Z0 G1 Z3 G1 X100 Y200 F3000 G1 Z0 M106 ;start fan full power M109 S{print_temperature} M190 S{print_bed_temperature} M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again ;G1 F200 E3 ;extrude 10mm of feed stock G1 F{travel_speed}
-
Bonjour à tous ! J'ai reçu ma discoeasy en kit avant hier. Le montage s'est plutôt bien déroulé, malgré quelques petits défauts d'impression des pièces qui ne facilitent pas le montage. J'ai pris l'option écran LCD chez Dagoma. L'imprimante démarre bien (ouf !), et elle est bien reconnue par dagom'App. J'ai flashé le firmaware adapté à une discoeasy avec écran lcd. Je lance la première configuration, et les ennuis commencent... (durée 3min... j'y ai passé une heure sans succès -_-). La tête d'impression est arrivée pré-montée. Premier point qui me semble bloquant : Est il normal que le palpeur soit plus bas d'un bon mm qui la buse ? Quand je place la cible sous la buse, le palpeur vient bloquer la fiche cartonnée, mais la buse reste bien au dessus. Résultat, quand l'imprimante tente de réaliser la première couche, le PLA reste sur la buse au lieu de se déposer sur le plateau. Je pensais démonter la tête d'impression pour remonter le palpeur capacitif un demi mm au dessus de la buse. J'ai bon ? l'écran LCD : L'affichage est bon. le clic sur le bouton rotatif fonctionne, mais une fois dans le menu, le tourner ne produit rien. Si je le repousse, je revient bien à l'écran principal. Il arrive assez vite que l'écran affiche MORT et là, plus rien ne répond. J'ai vu sur un autre sujet que le bouton d'arrêt d'urgence pouvait être en précontrainte et poser souci, mais même hors de sa coque, l'écran à le même comportement. Aussi, il ne détecte pas la carte SD quand elle est insérée. Là, je sèche... Merci pour vos idées !
-
Bonjour à tous, N'ayant plus utilisé ma discovery 200 depuis quelques temps, j'ai décidé (oui je suis joueur ) de mettre à jour son firmware avec sa dernière version, récupérée sur le site de dist.dagoma.fr suivant le tuto fournit par dagoma. La mise à jour se passe sans aucun soucis jusqu'au régalage de la première couche via le logiciel dagoapp: au moment où le palpeur doit palper le plateau au 4 points de référence, la buse monte au lieu de descendre vers le plateau... Ce qui fait que l'impression de la pièce de la pièce commence un peu haut... (environ 10cm du plateau) Du coup 2 questions: - quelqu'un saurait-il comment revenir à la version de firmware usine de ma discovery 200 (contact NC, palpeur orange => j'en ai trouvé une version mais il n'y a pas les points de palpage pour tester le plateau) ? - quelqu'un a-t-il rencontré le même problème et si oui l'a-t-il résolu ? Merci d'avance !
-
Bonsoir, Je réfléchi à adapter un plateau chauffant sur ma discovery.... pensez vous que ce modèle serait compatible avec notre imprimante Print-Rite DIY 3D Printer – Heat Table (200 x 200mm) (site hobbyking EU) Sachant que j'utilise le capteur inductif (gris) et que je ne souhaite pas modifier le firmware. Merci d'avance pour votre aide
-
Bonjour à tous. Je possède une Discovery 200 depuis un an. Je trouve que c'est une bonne machine, mais avec des hauts et des bas... Elle n'a subi aucune modification, si ce n'est que depuis quelques jour, je l'utilise au travers d'Octoprint, ce que je trouve vraiment confortable, infiniment plus sympathique que de glisser cette p... de micro SD dans la fente ! j'ai des gros doigts. Mon problème majeur concerne à priori le palpeur. Je m'explique : Après une impression, quasiment quelle qu'en soit la durée, je ne peux pas dans la foulée lancer une autre impression, car l'offset est déréglé, même après une simple impression du badge Dagoma ! Sur ma machine, l'offset est réglé via Dagom'App et j'utilise exclusivement Cura by Dagoma pour DiscoEasy 200. Après réflexion, je suis convaincu que le palpeur chauffe et qu'après une première impression, il ne mesure plus comme lorsqu'il est froid. Pour ceux qui sont encore en configuration D200 d'origine, rencontrez-vous aussi ce type de problème ? L'adoption de la tête modifiée de la DiscoEasy solutionne-t-elle ce problème ? Merci à tous Bonnes impressions Alain
-

Discovery 200 : l'offset Z se décale de deux centimètres vers le haut
Invité a posté un sujet dans Dagoma
Bonjour à tous ! J'ai profité du fait que ma chèèère D200 était hors-service (soucis d'extrudeur qui claque de façon aléatoire depuis septembre, Dagoma n'a pas levé le petit doigt pour quoi que ce soit !!) pour installer l'écran DiscoLed reçu avec, il m'a donc fallu faire une mise à jour du firmware. Je l'ai effectué avec la fameuse Dagom'App. Assez bien fichue, il faut bien l'admettre. J'ai, comme options, le palpeur à bout gris, et donc le DiscoLed. La mise à jour du firmware s'est bien passée, l'écran écrante, le palpeur palpe, tout du bonheur. J'ai fait un réglage d'offset via l'application, tout baigne. C'en est même étonnant. Entre-temps je reçois une nouvelle imprimante (une vraie, une qui imprime !) avec laquelle j'imprime l'extrudeur modifié de @dragon-shark, histoire de laisser une dernière chance à cette chose infâme qui m'a coûté 350 balles (sans compter le caisson, les accessoires, les pièces de rechange, le filament gaspillé et les nuits blanches). Malheureusement, encore une fois ça n'aura pas duré. En effet, j'ai souhaité lancer une impression de test pour voir ce que pouvait donner l'extrudeur modifié. Le fameux badge Dagoma, en l’occurrence, slicé avec CbD. Mon palpeur va palper différents points du plateau. Déjà, ça a changé, il ne palpe plus dans le même ordre. Suite à la mise à jour du firmware, j'imagine. Soit, c'est pas un problème en soi. Le vrai problème est qu'ensuite, la tête se décale de deux centimètres vers le haut, et lance son impression dans le vide. Dans le doute, j'ai refait une mise à jour du firmware, j'ai supprimé les paramètres d'offset via la Dagom'App, et j'ai refait une calibration. Même constat. A noter que le homing Z se fait correctement via Repetier, Simplify3D, OctoPrint, et même la Dagom'App ! Cela concerne uniquement l'impression. J'ai essayé d'imprimer avec un fichier sur la carte SD ou en direct via USB, slicing avec CdB ou Simplify3D, rien n'y change. Pour S3D j'ai employé le profil de @croky_b, d'autres Dagomistes l'utilisent également donc s'il était en cause je pense que ça se serait déjà remarqué. Petite vidéo de "démo" (ils vont pas la montrer au CES, celle-ci ) : Quelqu'un aurait-il une idée de l'origine du souci, s'il vous plait ? J'ai cru remarquer que le palpage avait changé depuis la mise à jour du firmware, le gcode start serait-il à adapter ou autre ? D'avance merci pour vos retours. -
Bonjour à tous, Je galère avec un palpeur capacitif (j'ai un mk3 et plateau en verre 3mm). Les variation d'offset sont monumentales sur mes 2 capteurs et surtout en fonction de la buse, parfois rien que le fait de toucher du doigt le bout du capteur le fait se decaler de plusieurs millimètres. Je pense que le fait que la pièce ou se trouve l'imprimante est à 15° en ce moment aggrave fortement les choses.... J'ai passé les capteur à 12v avec un pont diviseur en sortie, la detection est plus franche mais les variations toujours presentes Je suis quand meme à 2 doigts de laisser tomber..... si vous avez des pistes. Du coup j’hésite : à repasser sur l'inductif, avec palpage dans un coin sur lequel il y aurait un morceau de scotch alu éventuellement passer sur un vitre en 2mm en esperant que le mk3 soit détecte ou carrément revenir à une méthode à l'ancienne avec un microswitch sous un chariot et une vis de réglage La piste du bltouch est intéressante mais si quelqu'un a des photos de implémentation physique je suis preneur ! Merci de vos suggestions, le sujet a déjà été abordé sur le forum mais les posts ne vont pas jusqu'au bout de l histoire
-
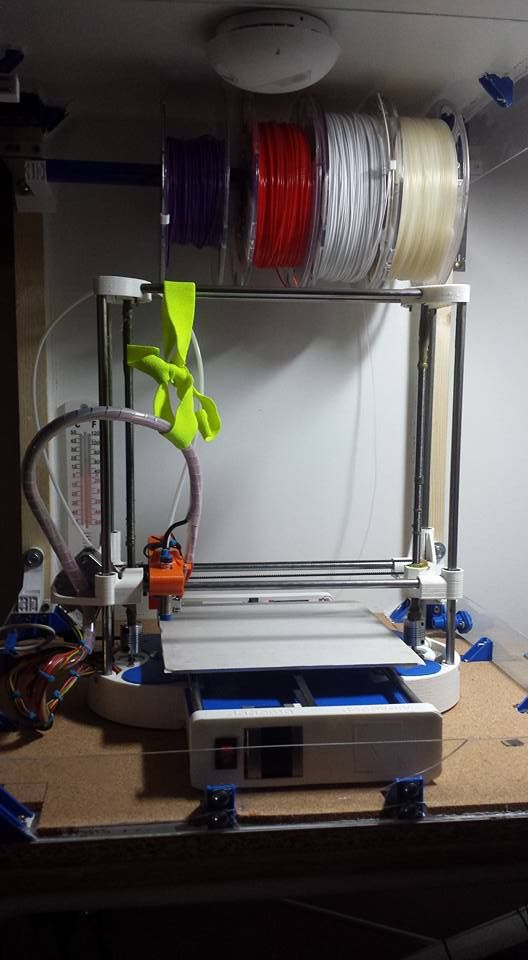
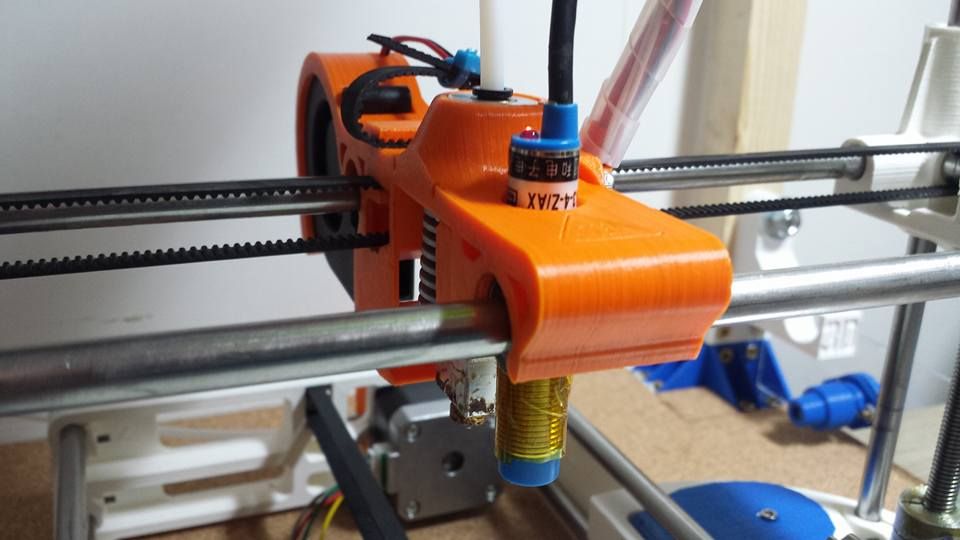
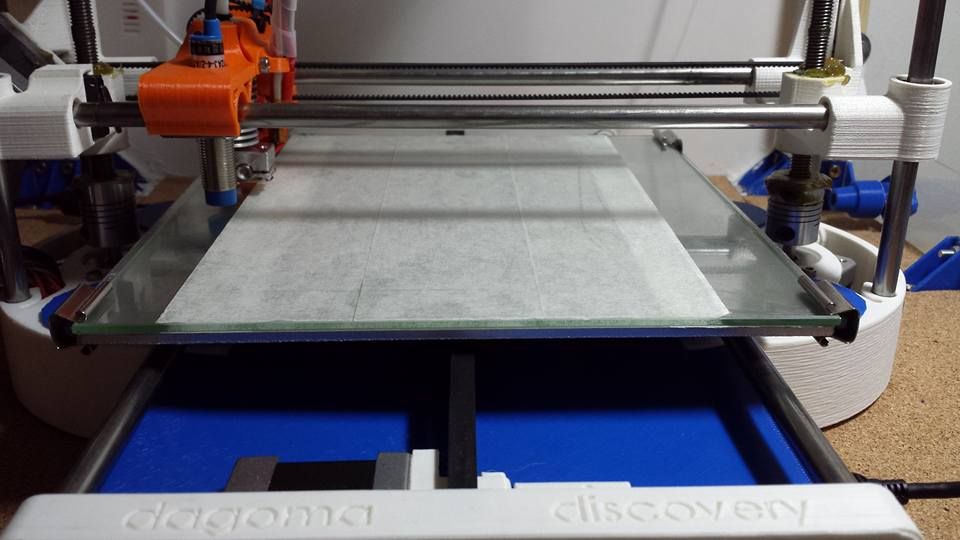
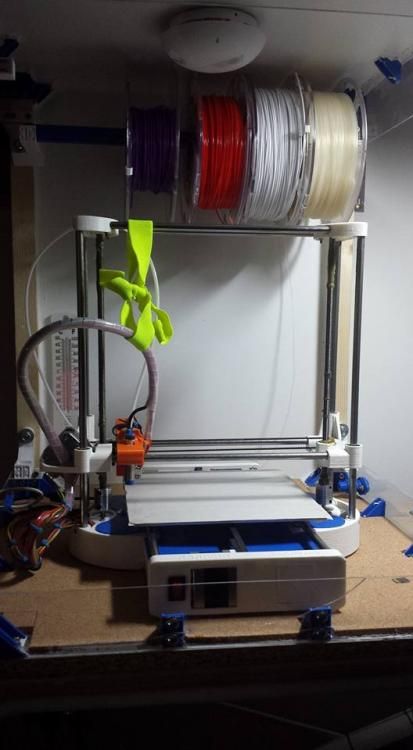
 Bonjour à toutes et tous, Après avoir galéré un peu (beaucoup.. ) je suis enfin prêt à vous faire partager mon expérience du plateau chauffant. Je ne voulais pas le faire avant car je voulais vraiment que tout soit fonctionnel pour ne pas diriger certains d'entre vous vers une piste qui s'avère mauvaise.... L'idée première Ajouter un plateau chauffant sans toucher au firmware (pas que je saurais pas le faire, mais j'ai vu trop de problèmes liés au flash de la carte sur ce Forum) pour imprimer en ABS. Le plateau chauffant Comme tout le monde, je me suis mis à la recherche des pièces nécessaires: Le plateau chauffant avec une vitre: http://www.reprap.me/alu-heatbed-mk3.html Le power expander: http://www.reprap.me/power-expander.html Le contrôleur de température: https://www.amazon.fr/gp/product/B019RNKJB0/ref=oh_aui_detailpage_o03_s00?ie=UTF8&psc=1 L'isolation thermique: Une plaque de liège et un pare flamme de soudeur au brico du coin. Interrupteurs et autres voyants: Au rayon auto (matériel 12v) du brico du coin. L'alimentation Une alimentation ATX de 550w que j'avais sous la main. Le montage Mon souhait était d'intégrer tout le matériel dans la machine. L'idée étant d'augmenter la hauteur du corps de la machine pour y placer l'alim à l'arrière et tous les composants à l'avant. Pour rigidifier le tout, j'ai ajouter 2 tiges 8mm en bas, de chaque côté que j'ai obtenu chez Dagoma. Je me suis donc lancé dans la remodélisation de la face avant et arrière dans Sketchup. Bon, je suis pas un pro, mais après plusieurs prototypes, j'y suis arrivé.... Pour le montage du plateau, j'ai placé latéralement au plateau existant des équerres alu, des entretoises et visé le MK3 avec des ressorts. Pour l'isolation, une couche de liège et le pare flamme. Pour le câblage, j'ai utilisé la méthode avec un relais auto et un bouton poussoir pour alimenter le tout et protéger la machine des coupures de courant (pour pas qu'elle redémarre toute seule). Pour l'alim du plateau, j'ai utilisé le régulateur de température qui commande le power expander. Pour la sonde de température, je l'ai carrément soudée sur les connexions (-) du plateau. A noter que j'ai mis un interrupteur pour alimenter la carte et un autre pour alimenter le plateau. J'ai donc la faculté de couper le plateau avant la fin de l'impression (en pratique, je le fais pour des pièces relativement hautes et cela ne pose pas de problème). Les premiers essais C'est là que cela a été galère! Premier problème, l'alim: Et oui, tout alimenté, elle ne me donnait plus que 9.6v! Je me suis donc mis à la recherche d'une autre alim et j'ai récupéré une DELL dans un vieux P4 de 250w. Et bien, elle marche nickel! 11.8v en pleine charge et aucun souci d'échauffement! A noter que le positionnement de l'alim favorise la ventilation du dessous de la machine, ce qui n'est pas plus mal avec le plateau chauffant. Deuxième problème, décalage des couches: J'ai vraiment galéré pour résoudre ce problème. Fondamentalement, il est dû essentiellement à l'augmentation du poids du plateau. J'ai d'abord remarqué qu'il est extrêmement important que l'endroit où l'on pose la machine doit être extrêmement stable. Ensuite, je peux dire qu'imprimer sur une vitre n'a pas grand intérêt car le MK3 est suffisamment plan. A noter que l'on peut imprimer directement sur la face alu sans problème.Pour ma part, j'utilise toujours le BildTack. ha oui! J'avais remplacé les roulements linéaires par des auto lubrifiants. Mauvaise idée! la précision mécanique fait que c'est beaucoup trop serrant et le plateau a beaucoup plus de difficultés à se déplacer. Par contre, j'ai bien vérifié la tension de la courroie.... J'ai finalement enlevé les ressorts. Cela n'apporte rien en sachant que la machine fait un auto nivellement. Cela descend le centre de gravité de l'ensemble ainsi que sa rigidité. J'ai également amélioré la rigidité de la structure en Z en plaçant la triangulation, mais seulement devant. A noter que j'en ai profité pour remplacer les 4 tiges par des 400mm pour récupérer la hauteur perdue par le plateau et la tête version Discoeasy (elle est vraiment mieux que la tête d'origine). Certains reconnaîtront les pièces oranges, j'ai juste dessiné les petites attaches supérieures... J'ai fait aussi des renforts latéraux.. Tout cela a fait presque disparaître le phénomène de décalage... mais pas tout-à-fait..... C'est en m'initiant à Slic3r que j'ai trouvé la solution en ajoutant au start gcode les 2 lignes suivantes pour limiter les phénomènes d'accélérations... M205 S0.0 T0.0 B20000 X5.0 Z0.25 E5.0 M201 X6000 Y2000 Z60 E10000 Petit détail Comme je pensais imprimer sur une vitre, j'ai remplacé le palpeur inductif par un palpeur capacitif de taille identique et de câblage identique aussi. https://www.reprap-france.com/produit/1234568482-capteur-capacitif-12mm Le résulat Aujourd'hui, j'imprime des grande pièces PLA beaucoup plus facilement avec le plateau à 50°. J'imprime aussi de l'ABS sans problème avec le plateau à 90°. L'isolation thermique est très bonne. C'est à peine tiède en dessous. Par sécurité, j'ai quand même remplacé les supports plastiques du plateau par les modèles de la Discoeasy en ABS (imprimés avec mon, imprimante.. ). La finition des faces est nettement meilleure avec la machine rigidifiée. A noter que j'ai remplacé uniquement le roulement arrière de la tête par un auto lubrifiant et elle a beaucoup moins de jeu sans pour autant durcir son déplacement. Voilà, j'espère avoir été complet et j'espère que cela pourra aider tous ceux qui se lancent dans l'aventure....
Bonjour à toutes et tous, Après avoir galéré un peu (beaucoup.. ) je suis enfin prêt à vous faire partager mon expérience du plateau chauffant. Je ne voulais pas le faire avant car je voulais vraiment que tout soit fonctionnel pour ne pas diriger certains d'entre vous vers une piste qui s'avère mauvaise.... L'idée première Ajouter un plateau chauffant sans toucher au firmware (pas que je saurais pas le faire, mais j'ai vu trop de problèmes liés au flash de la carte sur ce Forum) pour imprimer en ABS. Le plateau chauffant Comme tout le monde, je me suis mis à la recherche des pièces nécessaires: Le plateau chauffant avec une vitre: http://www.reprap.me/alu-heatbed-mk3.html Le power expander: http://www.reprap.me/power-expander.html Le contrôleur de température: https://www.amazon.fr/gp/product/B019RNKJB0/ref=oh_aui_detailpage_o03_s00?ie=UTF8&psc=1 L'isolation thermique: Une plaque de liège et un pare flamme de soudeur au brico du coin. Interrupteurs et autres voyants: Au rayon auto (matériel 12v) du brico du coin. L'alimentation Une alimentation ATX de 550w que j'avais sous la main. Le montage Mon souhait était d'intégrer tout le matériel dans la machine. L'idée étant d'augmenter la hauteur du corps de la machine pour y placer l'alim à l'arrière et tous les composants à l'avant. Pour rigidifier le tout, j'ai ajouter 2 tiges 8mm en bas, de chaque côté que j'ai obtenu chez Dagoma. Je me suis donc lancé dans la remodélisation de la face avant et arrière dans Sketchup. Bon, je suis pas un pro, mais après plusieurs prototypes, j'y suis arrivé.... Pour le montage du plateau, j'ai placé latéralement au plateau existant des équerres alu, des entretoises et visé le MK3 avec des ressorts. Pour l'isolation, une couche de liège et le pare flamme. Pour le câblage, j'ai utilisé la méthode avec un relais auto et un bouton poussoir pour alimenter le tout et protéger la machine des coupures de courant (pour pas qu'elle redémarre toute seule). Pour l'alim du plateau, j'ai utilisé le régulateur de température qui commande le power expander. Pour la sonde de température, je l'ai carrément soudée sur les connexions (-) du plateau. A noter que j'ai mis un interrupteur pour alimenter la carte et un autre pour alimenter le plateau. J'ai donc la faculté de couper le plateau avant la fin de l'impression (en pratique, je le fais pour des pièces relativement hautes et cela ne pose pas de problème). Les premiers essais C'est là que cela a été galère! Premier problème, l'alim: Et oui, tout alimenté, elle ne me donnait plus que 9.6v! Je me suis donc mis à la recherche d'une autre alim et j'ai récupéré une DELL dans un vieux P4 de 250w. Et bien, elle marche nickel! 11.8v en pleine charge et aucun souci d'échauffement! A noter que le positionnement de l'alim favorise la ventilation du dessous de la machine, ce qui n'est pas plus mal avec le plateau chauffant. Deuxième problème, décalage des couches: J'ai vraiment galéré pour résoudre ce problème. Fondamentalement, il est dû essentiellement à l'augmentation du poids du plateau. J'ai d'abord remarqué qu'il est extrêmement important que l'endroit où l'on pose la machine doit être extrêmement stable. Ensuite, je peux dire qu'imprimer sur une vitre n'a pas grand intérêt car le MK3 est suffisamment plan. A noter que l'on peut imprimer directement sur la face alu sans problème.Pour ma part, j'utilise toujours le BildTack. ha oui! J'avais remplacé les roulements linéaires par des auto lubrifiants. Mauvaise idée! la précision mécanique fait que c'est beaucoup trop serrant et le plateau a beaucoup plus de difficultés à se déplacer. Par contre, j'ai bien vérifié la tension de la courroie.... J'ai finalement enlevé les ressorts. Cela n'apporte rien en sachant que la machine fait un auto nivellement. Cela descend le centre de gravité de l'ensemble ainsi que sa rigidité. J'ai également amélioré la rigidité de la structure en Z en plaçant la triangulation, mais seulement devant. A noter que j'en ai profité pour remplacer les 4 tiges par des 400mm pour récupérer la hauteur perdue par le plateau et la tête version Discoeasy (elle est vraiment mieux que la tête d'origine). Certains reconnaîtront les pièces oranges, j'ai juste dessiné les petites attaches supérieures... J'ai fait aussi des renforts latéraux.. Tout cela a fait presque disparaître le phénomène de décalage... mais pas tout-à-fait..... C'est en m'initiant à Slic3r que j'ai trouvé la solution en ajoutant au start gcode les 2 lignes suivantes pour limiter les phénomènes d'accélérations... M205 S0.0 T0.0 B20000 X5.0 Z0.25 E5.0 M201 X6000 Y2000 Z60 E10000 Petit détail Comme je pensais imprimer sur une vitre, j'ai remplacé le palpeur inductif par un palpeur capacitif de taille identique et de câblage identique aussi. https://www.reprap-france.com/produit/1234568482-capteur-capacitif-12mm Le résulat Aujourd'hui, j'imprime des grande pièces PLA beaucoup plus facilement avec le plateau à 50°. J'imprime aussi de l'ABS sans problème avec le plateau à 90°. L'isolation thermique est très bonne. C'est à peine tiède en dessous. Par sécurité, j'ai quand même remplacé les supports plastiques du plateau par les modèles de la Discoeasy en ABS (imprimés avec mon, imprimante.. ). La finition des faces est nettement meilleure avec la machine rigidifiée. A noter que j'ai remplacé uniquement le roulement arrière de la tête par un auto lubrifiant et elle a beaucoup moins de jeu sans pour autant durcir son déplacement. Voilà, j'espère avoir été complet et j'espère que cela pourra aider tous ceux qui se lancent dans l'aventure....


-
Je continue les essais en remontant mon imprimante d'origine en Discovery 200 ( la Disco V2 attendra... ). A l'aide du capteur inductif ( pas capacitif ? ) commandé ici : https://www.amazon.fr/Tubulaire-Interrupteur-D%C3%A9tection-Proximit%C3%A9-LJ12A3-4-Z/dp/B007Q7EC2M?ie=UTF8&camp=1642&creative=19458&creativeASIN=B007Q7EC2M&linkCode=as2&redirect=true&ref_=as_li_tl&tag=3d-printing-21 ( dans la liste des pièces et accessoires sur le forum ). Contrairement au palpeur d'origine Dagoma, celui-ci fonctionne à l'inverse : led constamment allumée et s'éteint lors de la présence d'un objet métallique. Dans le firmware, la ligne 141 doit être : const bool Z_MIN_ENDSTOP_INVERTING = true; // palpeur B orange = FALSE / palpeur blanc 4-6mm = TRUE ( tripotez le firmware qu'en connaissance de cause... oui tripotez ). J'ai mis du scotch aluminium ( pour test pas encore de la haute température car plus cher et qu'il m'en restait du karting ) sur le plateau afin de bien détecter le palpeur. ((( Test : http://www.oreca-store.com/scotch-en-aluminium-50-mm-x-50-m.html Pour plateau chauffant : http://www.oreca-store.com/scotch-aluminium-dei-haute-temperature.html il y a certainement moins cher ailleurs, cités seulement en exemple ))) Bien que je ne sois pas certain qu'il y est une différence entre les deux... à vérifier. Sous Pronterface (printrun), mes positions home fonctionnent bien, l'axe Z retombe correctement à la même distance que ce soit par détection au bord ou au milieu du plateau. Mais voici mon problème, lorsque l'imprimante chauffe... la led clignote, puis s'éteint... Je coupe la chauffe, je rallume sans carte micro sd, ventilation en route donc... la led clignote quand le corps de chauffe refroidit, puis se rallume correctement. J'ai tenté de rajouter du Kapton... çà fait le même effet... pas de détection possible quand c'est chaud... Si je touche en "poussant" légèrement sur le capteur avec un doigt ( buse en chauffe ou pas ), la led s'éteint aussi... Je ne sais pas trop comment poursuivre les essais là ? Une idée ? PS : sur la photo du scotch alu, vous pouvez voir les planches de balsa qui font maximum 100 mm de largeur dans le commerce... je ferais un carré de 220x220 plus tard en croisant les planches et en collant le tout ensemble...ce qui fera un support MK3 et isolant en même temps... normalement...

-
Bonjour, Je suis l'heureux acquéreur d'une discovery 200 depuis quelques jours et j'aurais besoin d'aide sur le réglage de l'offset pour l'axe Z. J'utilise Cura By Dagoma v2 et je règle l'offset dans Cura (à 0.7). Cela à bien fonctionner sur les 2 ou 3 premières impression. Maintenant, au premier démarrage de l'imprimante, la buse vient s'écraser sur le plateau lors des premiers "palpages". Si j'éteins et je rallume l'imprimante, là, tout est ok... Comment fonctionne le calibrage ? Dans le gcode start, la lors de l'exécution de la commande "G28 Z", l'imprimante se sert exclusivement du palpeur pour s'arréter indépendamment de l'offset ? Dois-je descendre un peut le palpeur (il était déjà monté) ? Merci par avance de vos conseils ! JS
-
Bonjour à tous, Je suis Tom, je viens de monter ma première imprimante 3D, la dagoma 200. J'ai l'intention de faire des pièces pour la robotique, mais mes premiers clients sont es deux garçons qui rêvent en voyant les modèles 3D. Seulement voilà : j'ai plein de problèmes : 1- quand je fais la mise à jour du logiciel avec le fichier XML ( palpeur + blutak ou palpeur + builtak, sur Cura for Dagoma V2, Windows 10) , en effaçant bien .cura avant, Cura ne démarre plus, il faut désinstaller, et revenir au fichier xml initial. Et ça, que Cura soit lancé en admin ou pas. 2- lors des 5 points de calibration, les deux premiers se font correctement avec le scotch bleu, mais me font un beau trou dans le buildtak, quelquesoit le réglage dans Cura. 3- Le point suivant (le premier à droite) fait s'enfoncer la tete dans le plateau. La lumère du palpeur s'alume pourtant bien. Bref, je suis complètement déboussolé (et mon builtak est mort). Je précise que j'ai ajusté le parallèlisme de mes barres x avec le plateau, et que tous les fichiers ont été téléchargés entre hier et aujourd'hui. Merci pour votre aide, je serai en voyage toute la semaine
-
Salut à tous, j'ai l'impression que ça sent le sapin pour mon palpeur et je voudrais avoir vos avis. Pour la petit histoire, il y a une semaine la disco a tournée tout le week end, 12 h d'impression, sans aucuns soucis, je rallume l'imprimante hier matin, impossible d'imprimer quoique ce soit, la buse étant toujours trop haute lors de l'impression de la première couche. Lors de calibration des 5 points, la buse descend en deux temps, un rapide et un plus lent, la normalement le palpeur change d'état entre ces deux points et bien plus maintenant, j'ai l'impression qu'il met plus de temps qu'avant pour perde la détection du plateau, du coup l'imprimante me fait une première couche d'au moins 1~2mm à chaque fois. J'ai bien tenté de régler la hauteur du palpeur, mais le phénomène reste le même quoique je fasse. Bonne après midi
-
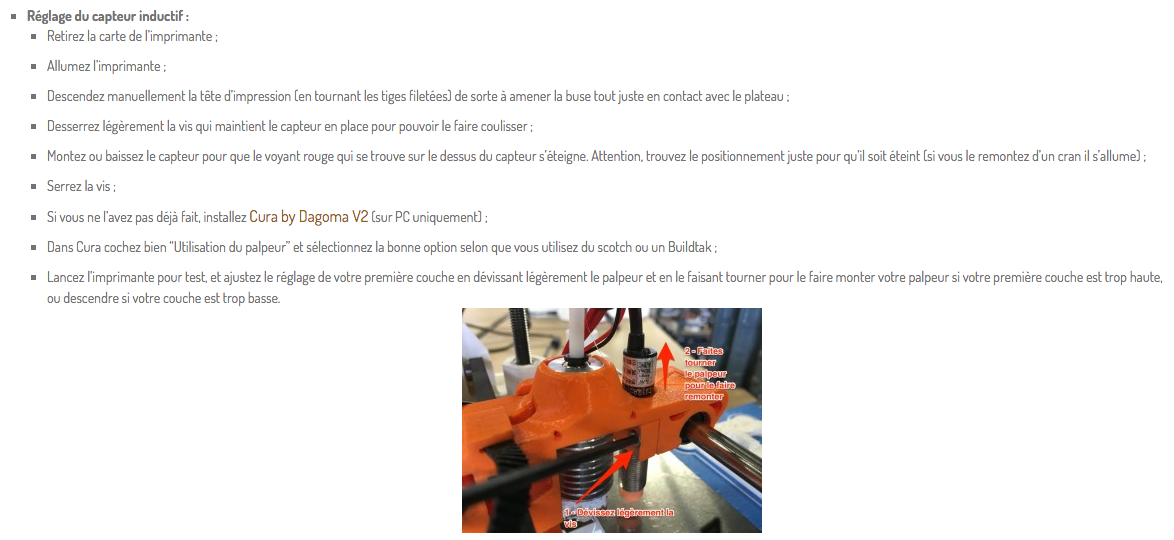
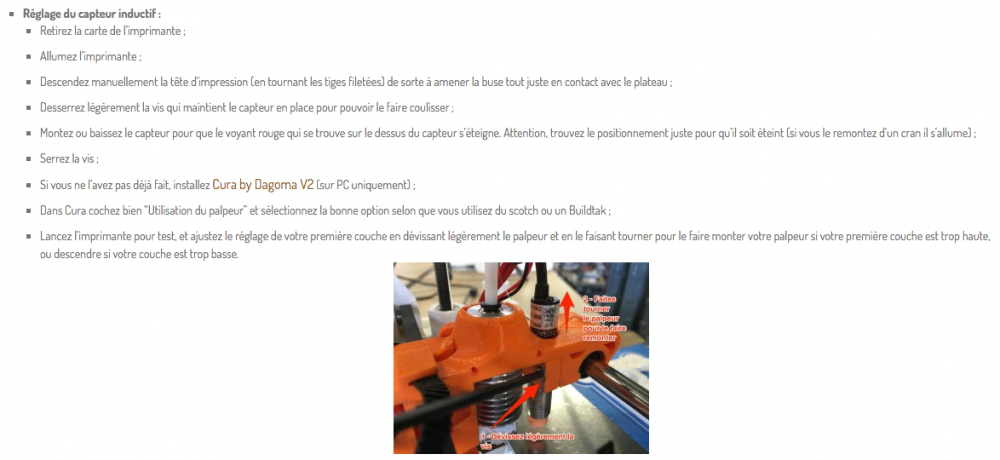
Bonjour à tous Il y a peu de temps j’ai décidé d’installer un palpeur sur ma Discovery 200 Béta et j’ai rencontré quelques problèmes que j'ai pu régler à l'aide de la communauté alors maintenant que tout fonctionne j’ai décidé de faire un petit tutoriel pour ceux qui comme moi décide de faire un upgrade de leur vieille version de la D200. Si vous avez une D200 sans palpeur et que vous souhaitez en ajouter un il y a plusieurs étapes à suivre d’après moi. Première étape : L’équipement. Il va vous falloir du matériel pour installer votre palpeur, vous pouvez en trouver une bonne partie sur le site de Dagoma. Pour cette opération je vous conseille de prendre : - Un palpeur (sans blague) - Une pince coupante - Une pince à dénuder - Un set de tournevis à tête hexagonal pour les différentes vis de l’imprimante (il y a plusieurs tailles) - Un tournevis plat pour les bornes - Des roulements linéaires - Des colliers de serrage en plastique - Une perceuse / visseuse - Un chariot avec l’emplacement pour le palpeur et son verrou de tête (le cas échéant) Pourquoi tout ça ? Le palpeur c’est évident. La pince coupante et la pince à dénuder vont vous permettre de couper les fils du palpeur et de les dénuder pour les connecter à votre carte électronique. Les tournevis sont là pour tout ce qui est visserie. Les roulements linéaires ne sont pas une obligation mais ils ne coutent pas grand-chose et c’est toujours bien d’en profiter pour donner un coup de jeune à votre D200. En ce qui concerne le chariot c’est une évidence. Vous pouvez soit le commander avec buse et palpeur soit l’imprimer vous-même auquel cas vous devez : o Vous assurez d’imprimer un modèle compatible avec votre buse. o Tester les trous pour la visserie avant de mettre le chariot sur les rails. o Tester les emplacements pour roulement. o Tester l’emplacement pour le palpeur en vous assurant qu’il y rentre correctement et qu’il tient quand vous serrez la vis de serrage. Les colliers de serrage en plastiques vous aideront à attacher les câbles ensembles. La perceuse / visseuse est sans doute le moyens le plus rapide de retirer les tiges filetées. Etape 2 : démonter le chariot. Une fois que vous avez tout ce qui est nécessaire pour votre upgrade commencez par le chariot. Retirez dans un premier temps le connecteur pneumatique. Je vous conseille de d’abord retirer la buse de son emplacement pour voir si elle rentre dans votre nouveau chariot (je ne sais pas si c’est faisable avec tous les modèles de buse). Retirez le ventilateur en tirant légèrement à l’arrière du chariot. Le ventilateur devrait partir tout seul. Vous avez maintenant retiré toute la partie électrique du chariot. Retirez maintenant la courroie en faisant simplement glisser es extrémités vers l’intérieur. A présent délogez les roulements. Le roulement avant est clipsé au chariot, il faut donc le soulever et c’est assez difficile je vous conseille d’utiliser un tournevis inséré dans le trou à l’avant du chariot pour faire levier. Le deuxième doit coulisser vers la droite pour être retiré. Félicitation votre chariot n’est plus sur son axe. Etape 3 : retirer les Z-stop Vous n’en aurez plus besoin et en plus vous avez de nouveaux anti-wobble. Il faut donc dans un premier temps les déconnecter de la carte. Sur la plupart des modèles un protège câble vous empêchera de simplement tirer sur les câbles alors je vous conseille de le retirer. Une fois que les fils ne sont plus connectés à la carte vous allez voir des fils reliés entre eux pour faire le lien entre les deux Z-stop. Ces fils sont soudés il va donc falloir les séparer pour faciliter l’extraction. Pas besoin de sortir un fer à souder tirez juste un peu dessus. Il faut maintenant retirer les Z-stop de leurs axes. Retirez d’abord le haut de l’imprimante, desserrez les coupleurs pour libérer les tiges filetées puis retirez les tiges en les dévissant, soit à la main, soit en utilisant une perceuse attachée au sommet de la tige, le tout en faisant attention aux ressors sous les écrous de l’axe X. Félicitation vous pouvez retirer vos Z-stop et aussi en profiter pour changer les roulements de l’axe X, voir même de tous les axes si vous êtes motivés. Etape 4 : Brancher le palpeur. On profite du fait que notre D200 n’a plus de haut pour la retourner et installer le palpeur. En examinant le câblage de votre palpeur vous serez peut être horrifié de voir que deux des trois fils sont coupés, seul le marron est toujours branché sur le connecteur. C’est tout à fait normal pas la peine de s’affoler et d’essayer de les rebrancher (une heure de ma vie XD). A ce moment la sortez les pinces et retirez la carte en enlevant la vis qui la maintien. Pas la peine de la sortir complétement on veut juste avoir accès aux pins qui sont cachés par la structure. Passez d’abord le câble du palpeur par le même chemin que les autres câbles. Branchez le connecteur du palpeur sur ces pins en faisant en sorte que le fil marron soit connecté au pin en bas à gauche. Pour faire quelque chose de propre il vous faudra couper environ un centimètre sur les fils bleu et noir pour qu’ils arrivent au niveau des bornes. Dénudez les fils et branchez les sur les bornes comme ceci : Si tout est propre replacez la carte dans son emplacement et revissez le tout. Vous pouvez tester votre palpeur en allumant l’imprimante et en l’approchant du plateau. Une diode orange devrait s’allumer au-dessus du palpeur à l’approche du plateau ou d’un bout de métal. Si tout marche vous avez réussi ! Etape 5 : Remonter le chariot. Il va falloir remettre tout ça en place. Commencez par mettre la buse, le ventilateur et le palpeur sur votre nouveau chariot, puis placez les roulements dessus. Maintenant insérez les tiges filetées dans un premier temps dans la structure de l’axe X en faisant attention aux ressors puis juste en dessous mettez les anit-wobble en veillant à bien mettre le U dans les tiges lisses. Reconnectez en suite les tiges filetées aux coupleurs, remettez le haut de la D200 et serrez toutes les vis. Replacez le protège câble autour des câbles sans y ajouter celui du palpeur qui est trop gros. Ajoutez des colliers de serrage là où cela vous semble utile en oubliant pas qu’il ne faut pas que ça empêche de mouvement des axes. Félicitation !!! Une foi ces étapes terminées vous avez installé votre palpeur et vous en avez finit avec la partie mécanique. Etape 6 : Mise à jour de la carte. Tutoriel Dagoma : http://www.dagoma.fr/tutoriels/mise-a-jour-de-la-carte-electronique/ Maintenant il faut que le programme de votre carte prenne en compte votre capteur et ce n’est pas toujours le cas surtout si comme moi votre printeuse a plus de six mois. Pour ce faire on retourne encore une fois notre D200 et on déplace les jumpers. Celui du hait sur les 2 pins pour le auto-reset et celui du milieu en mode USB. Branchez votre machine à votre PC. Pour mettre à jour le programme de la carte il vous faut le logiciel arduino en version 1.0.6 dispo à l’adresse suivante : http://www.arduino.cc/en/Main/OldSoftwareReleases#previous ATTENTION : ne prenez pas la dernière version ça ne marchera pas Téléchargez Sanguino à cette adresse : http://www.dagoma.fr/wp-content/uploads/2015/04/sanguino.zip Dézipez le fichier et placer le dossier sanguino dans le répertoire ”hardware” : (“répertoire d’installation d’arduino””Arduino””hardware”) Téléchargez en suite le programme de la carte : http://media.dagoma.fr/Firmware/firm_d200_palpB_NC.zip Dézipez le tout, ouvrez le logiciel arduino, dans l’onglet « outils » sélectionnez le type de carte Melzi 1284p et le port Com de votre imprimante. Allez dans fichier puis ouvrir et allez dans le dossier du programme de la carte pour trouver le fichier Marlin.ino. Si votre palpeur est blanc il ne vous reste plus qu’à cliquer sur la flèche « Téléverser », si votre palpeur à un bout orange, allez dans l’onglet configuration.h à la 141 ligne et changez le true en false. Une fois finit replacez les jumpers à leur position initiale. Félicitation votre imprimante est prête à l’emploi. Bien sûr, il vous faut calibrer le palpeur mais ça n’est qu’une question de réglages. Tuto de réglage du palpeur : http://www.dagoma.fr/reglage-de-votre-premiere-couche-palpeur-inductif/ Voilà j’espère que cela pourra en aider certains qui veulent sauter le pas. Bonne soirée à tous!
-

Palpeur inductif, clignotement, descente de l'axe z continue...
Nimbus2815 a posté un sujet dans Archives
Bonjour, Hier soir, après cinq ou six impressions ... j'ai eu une panne désagréable. Lors du référencement à l'aide du palpeur inductif, les deux premiers points se font correctement. Ensuite, la tête d'impression traverse le plateau ( axe x ), mais avant de rejoindre l'autre côté du plateau... Le palpeur inductif clignote une fois ( parfois deux fois ) vers le milieu du plateau. Arrivé de l'autré côté du plateau, l'axe Z descend, descend, descend, ... et ne s'arrête pas. Obligé d'éteindre et de rallumer rapidement pour faire remonter l'axe z qui fait toucher la buse sur le plateau et bien plus............ A l'aide du programme Pronterface, je reconstate ce clignotement aléatoire au milieu du plateau, voir vidéo : https://drive.google.com/file/d/0B_wq0XVbPIXBNmpBdWIweklLV1k/view?usp=sharing Je retire les colliers plastique, et débranche le câble du palpeur inductif : aucune trace de maltraitance ( brûlure ou autre ). Je passe le câble " à la volée" dans une position plus aérienne.... mais même constat... Ce matin, je recommence les tests... clignotement au milieu... Je remonte l'axe Z ( j'étais à 5-6 cm au dessus du plateau jusqu'à présent ), et là le clignotement disparait... Je redescends l'axe Z dans l'ancienne position, le clignotement a disparu ??? Je relance une impression.... Deux premiers points de référencement : ok, traversée du plateau : pas de clignotement, ... mais mais mais... Comme les autres fois, et je n'avais pas prêté attention jusque là... le palpeur inductif ne s'allume pas de l'autre côté du plateau ( et rebelote : descente de l'axe z continue, ... ). Je pensais au début à une défaillance du palpeur inductif, mais là j'avoue ne plus trop savoir si c'est bel et bien lui le fautif ? -
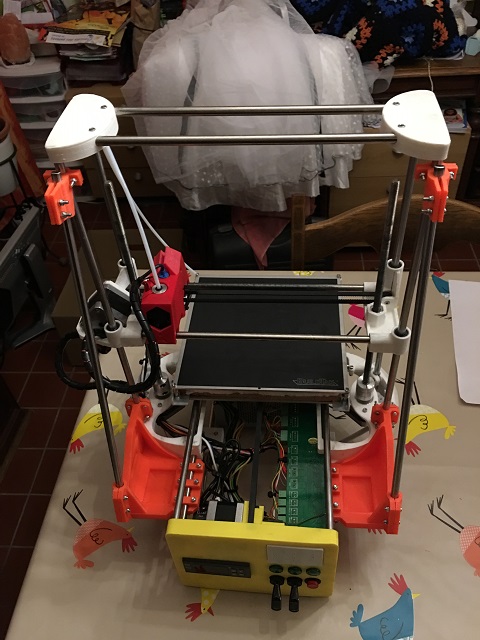
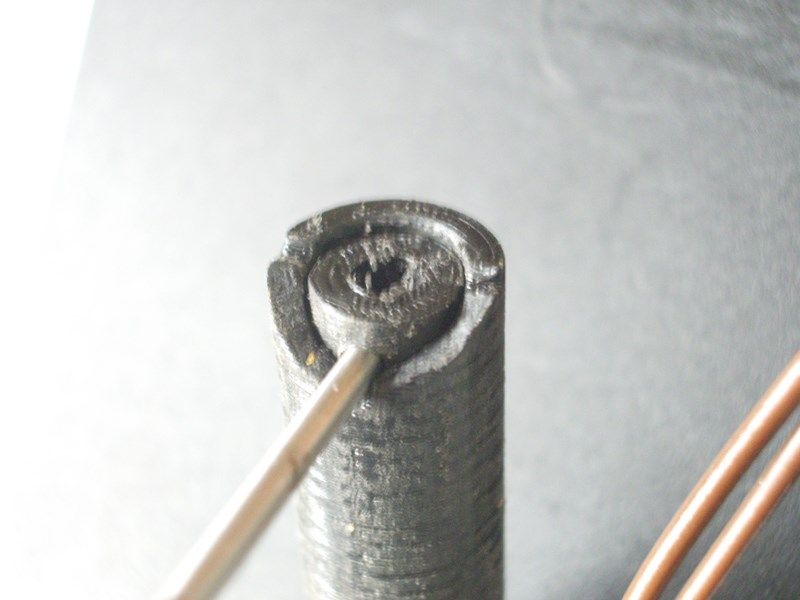
Bonjour à tous, Tous ses histoires de capteurs inductifs mon donné l'idée de refaire un capteur en utilisant l'un des micro-switch de fin de course Z j'ai pensé utiliser le logement prévu pour le capteur inductif et donc je me suis fait un proto l'idée est d'avoir un capteur qui puisse se lever ou se baisser. une fois la phase de calibrage effectuée, on relève le capteur en tournant d'un quart de tour le levier. malheureusement c'était sans compter la chaleur de la buse qui ramollit le support. après quelques heures sous Solidworks, et plusieurs heures de limage, ponçage perçage, voici le résultat


-
Bonjour. Je viens de recevoir ma Discovery (montée).. Et hop je lance l'impression de test et j'ai le droit à un beau sillon dans la plaque et tout le scotch 3M qui se retrouve déchiré ! .... elle n'est donc pas calibrée. En regardant la position du palpeur, je vois qu'il n'est pas au même niveau Z que la buse d'impression Faut il les aligner sur le même niveau Z ? J'ai peur de mettre le bluetack maintenant ...
-
J'ai passé ma soirée à essayer sans succès d'obtenir une première couche correcte avec ma Discovery200. C'est la dernière avec le palpeur préinstallé. J'ai au bas mot recommencé l'opération de réglage une vingtaine de fois : J'ai aussi essayé de modifier l'offset dans le XML, mais d'après ce que je peux en dire cela ne change absolument rien. J'ai testé -0.5, -0.4, -0.35, -0.15 et +0.15 sans percevoir une quelconque différence. Pour info je suis sur Mac donc je n'ai pas "Cura by Dagoma V2" avec les options à cocher dans le GUI. Après une vingtaine d'essais, je n'obtiens que 2 résultats : 1) De base, en suivant le réglage proposé par le tutoriel : la tête d'impression balance le fil à environ 0,5 cm de hauteur (quand c'est pas plusieurs centimètres, allez savoir pourquoi) 2) En ajustant la hauteur du palpeur très légèrement d'un cran ou deux vers le haut (dans le but d'obtenir une couche plus basse) : la tête vient buter le plateau au démarrage, et les moteurs Z tournent sans s'arrêter, serrant au passage les tiges ficelées... Vidéo ci-dessous. Là c'est comme si le palpeur ne faisait plus du tout son job... Voilà je jette l'éponge pour ce soir. J'aimerais bien avoir vos retours si vous avez un palpeur, je commence à me dire que je suis maudit. TL;DR: impossible d'avoir une première couche correcte, soit elle est beaucoup trop haute, soit la tête d'impression vient s'écraser dans le plateau, les moteurs tournent dans le vide et l'impression ne démarre pas.
-
Bonsoir à tous, J'ai commandé il y a quelques jours un kit Discovery200 à monter soi même, un Build tak et un Palpeur inductif. Dans l'attente de cette future merveilleuse soirée où je rentrerai du boulot avec ma femme qui me dira " chéri, y a un gros colis pour toi !!!", je me renseigne sur le montage et les réglages et je me pose cette question : Une fois la Discovery200 montée, par où commencer : - tests directement avec le build tak et le Palpeur ? - tests avec le build tak mais sans le Palpeur avec réglages manuels avant installation du Palpeur ? - tests sans Build tak, sans Palpeur avec uniquement scotch 3M et une fois OK ajout du Build tak puis ajout Palpeur ? Bref, est ce que je dois y aller par étape pour ne pas cumuler les sources de problème ou bien direct avec la solution finale ? Qu'en pensez vous ? Merci pour vos retours !