Chercher dans la communauté
Résultats des étiquettes.
3 résultats trouvés
-
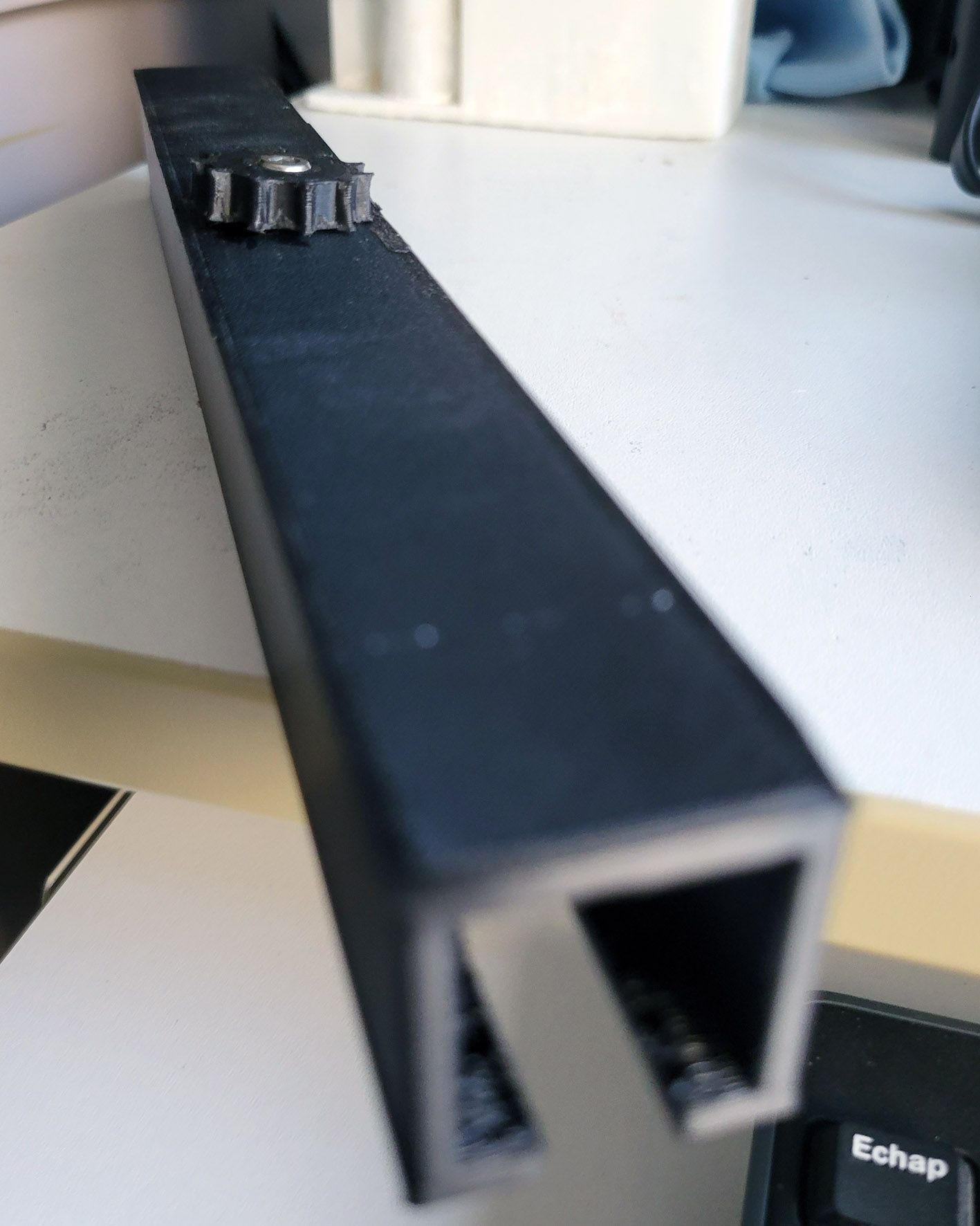
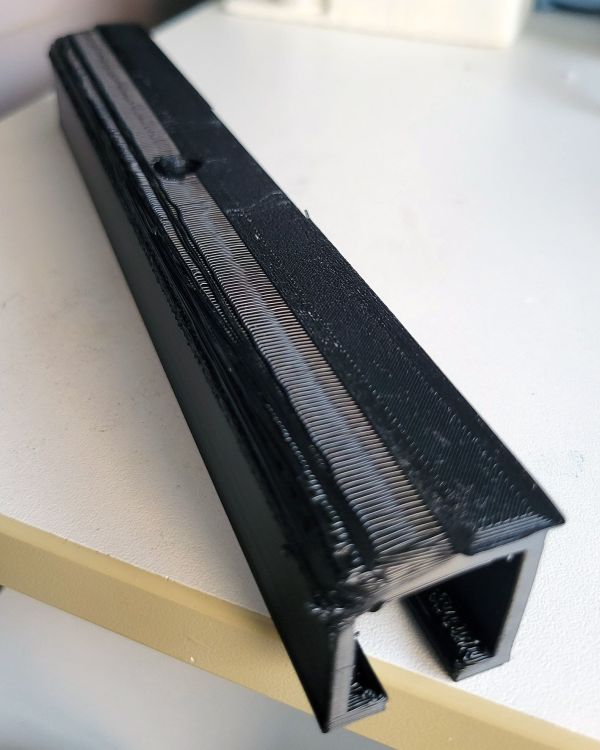
Bonjour tout le monde, Je voudrais partager ici mon retour d'expérience sur la conception de boulons et d'écrous en impression 3D. J'avais fait précédemment fait une pièce me permettant de maintenir ensemble 2 stores d'une pergola, un simple tube dans lequel s'enfichait les 2 stores, celle-ci : Lors de tests, je me suis rendu compte que l'ajout d'une vis de blocage était indispensable faute de quoi, avec les oscillations du vent, ce tube tombait. Donc insert fileté, vis en laiton et poignée pour tourner la vis. Après quelques jours d'utilisation, et bien que ce système fonctionnait, métal sur métal ne faisant pas bon ménage, je me suis dit que je devais remplacer les vis en laiton par leur pendant en ASA comme tout le reste de ce modèle, cette pièce étant tout le temps à l'extérieur et en milieu salin. Quelques tutos plus loin, la pièce était conçue sous Tinkercad mais, surprise elle était infâme alors que jusque là je n'avais aucun problème d'impression. J'ai donc réfléchi au pourquoi du comment et après vérification du slice, il s'avère que le découpage d'un pas de vis, bien que totalement logique, impose quelques contraintes. Cette impression se déroule de la façon suivante. Il faut garder en mémoire que la montée d'un pas de vis est régulière et ininterrompue. Ce pas est découpée en 3 bandes d'égales largeurs légèrement en biais. Le principe est le suivante, impression de la 1ère bande, puis en recouvrant cette 1ère bande grosso-modo d'un tiers, impression de la 2ème bande. Enfin toujours en recouvrant d'un tiers la 2ème bande, impression de la 3ème bande. Puis retour à la 1ère bande et ainsi de suite jusqu'à la fin du pas de vis. Si avec certains matériaux cela ne pose pas de problème (et encore), avec l'ASA, c'est une catastrophe, le délaminage sur les 2 dernières bandes fait que la pièce est inexploitable. Après bien des essais, j'ai réussi à contourner le problème. Il m'a suffit de séparer l'écrou du reste du tube. mon tube a un perçage de la taille de l'écrou + 1mm. De ce fait, l'écrou étant de taille beaucoup plus réduite que l'entièreté du modèle, plus de problème de délaminage. Ensuite, il ne m'a plus resté qu'à insérer l'écrou dans son logement. Astuce, ne pas détacher la bordure d'impression de l'écrou, c'est celle-ci qui va servir de point d'appui à la colle disposée sur le support. Noter la forme de l'écrou et de son perçage dans la pièce, en forme de puzzle. J'ai choisi cette forme pour éviter les contraintes liées à la rotation de la vis en instaurant un blocage mécanique. Résultat des courses : En espérant que ce REX pourra servir à d'autres en leur évitant, comme j'ai pu le faire, 3 versions inutiles. Bonne journée



-

ender 5 [Résolu] Facteur d'échelle sur Z
Lespadon73 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Je me résous à poser une question technique sur ce forum après l'avoir longtemps parcouru pour y chercher une réponse. En premier lieu j'explique le contexte : J'ai installé un BL Touch sur une Ender 5 après avoir longtemps galéré sur des problèmes d'adhérence sur le plateau. Ce problème est aujourd'hui réglé par le BL Touch qui fonctionne bien. Depuis son installation ainsi que celle du firmware dédié au BL Touch téléchargé depuis le site CREALITY, il est impossible d'imprimer une pièce complète quelle qu'elle soit. L'extrudeur cliquette au bout de la 2ème à 3ème couche. Je précise qu'avant l'installation du BL Touch, je n'avais aucun problème de ce type. Toutes les pièces étaient bien imprimées aux bonnes dimensions dès-lors que la première couche arrivait à accrocher. Après mesures, je me suis aperçu que l'axe Z se déplace de la moitié de la distance commandée. Par exemple : un déplacement Z au pupitre de 10mm provoque le déplacement du plateau seulement de 5mm. Le parcours de ce forum m'a permis de déterminer le paramètre qu'il conviendrait de modifier. Il s'agit du DEFAULT_AXIS_STEPS_PER_UNIT. Sur mon fichier source, il est fixé à : { 80.00, 80.00, 400.00, 93.00 }. La valeur de 400 est conforme à ce que j'ai pu lire par ailleurs, et je me demande pourquoi j'aurais besoin de la changer à une valeur de 200 qui résoudrait sans doute mon problème mais de façon artificielle selon moi. En effet le passage à 200 réduirait de moitié la précision de déplacement du plateau et je n'y tiens pas. N'y a-t-il pas un autre moyen de commander le moteur du nombre pas doublé pour obtenir la bonne distance de translation du plateau. Je vous remercie par avance de l'aide précieuse que vous pourrez me procurer. -

Impression pas de vis
spica27 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai des soucis de qualité d'impression pour une pièce comprenant un filetage, j'utilise du VOLCANO PLA, il est indiqué sur sa boite de 220° à 255°. J'ai tenté des températures de 195 ° à 220 ° mais n'ai pas vu de différences notables, je suis un peu perdu. Mon imprimante est une printrbot jr V2, je n'utilise que le ventilateur monté d'origine. Merci d'avance pour vos réponses bien cordialement Michel