Chercher dans la communauté
Résultats des étiquettes.
-
Bonjour à tous ! Je suis en train de réfléchir au développement d'un clapet d'échappement pour un jet ski. Pour faire simple, la problématique vient du fait qu'à l'arrêt (moteur coupé) pendant quelques minutes, ces machines peuvent subir une remontée d'eau dans l'échappement et du coup provoquer des difficultés de redémarrage, voire une impossibilité si l'eau atteint les cylindre. (Blocage hydrostatique) Normalement, la conception de ces engins permet d'éviter ce phénomène grâce au coude (sorte de syphon inversé) et à la présence de la boite à eau. Mais il arrive, qu'avec le temps, et selon la charge sur le jet au moment de l'arrêt. (si vous êtes sur la plage, l'échappement est quasi hors de l'eau, si vous êtes en train de pêcher ou autre, l'échappement est plus bas, donc risque accru) J'avais envisagé un bouchon, à installer après un arrêt, mais je pense qu'il y a un risque que de la vapeur d'eau se forme, et que sous l'effet de la pression dûe à la chaleur résiduelle, l'humidité n'atteigne les cylindres. Il reste le clapet anti-retour à enfiler au bout de l'échappement. Mais je serais confronté au problème de la température, et donc d'une éventuelle fonte. Si j'ai de la vapeur d'eau qui sort, c'est que j'ai au moins 100° (sauf mauvais souvenirs de collège...) Existe-t-il des PLA, ou éventuellement, des PET qui passent dans nos extrudeuses à plus de 200 mais qui conservent leur forme et intégrité jusqu'à 120-130° ? Dans l'attente de vos suggestions ? Au plaisir Zip
-
Salut à tous , je ne trouve pas d'infos sur ce filament PETG de chez Rosa3D, est-ce que quelqu'un l'a essayé? J'utilise habituellement du G-Fill que j'apprécie mais le filament gris ou noir est out of stock depuis un bail. je cherche une alternative. Merci pour vos retours et bonne année à tous ceux qui sont réveillés
-
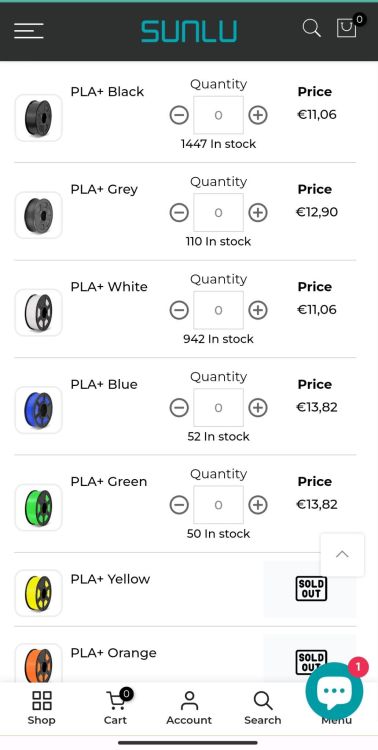
bonjour Je suis tombé sur de belles remises sur le site Sunlu pour les filament pla+ pla wood et autre (12-14€ le kg de pla+) aller sur ce lien https://www.sunlu.com/products/over-6kg-bundle-sale-pla-and-pla-plus-pla-meta-macaron-filament1kg-roll?sca_ref=4115312.GiA39EpMuO&sca_source=Tm Ou ici https://www.sunlu.com/?sca_ref=4115312.GiA39EpMuO et chercher {Over 6KG Bundle Sales} 1.75mm SUNLU PLA+(PLA Plus), PLA Matte 3D Printer Filament 1KG/Roll en plus vous pouvez avoir encore une remise avec le code GIA39EPMUO ( théoriquement -10% mais peut être un peu inferieur (-4% ce jour) livraison gratuit en Europe USA et UK je ne sais pas quand cette promotion se termine et franchement j'ai testé les pla+ je les trouve top (voir aussi les test sur youtube) j'espère que cela sera utile quand ont voit les prix exagéré de temps en temps d'amazon
-

Problème impression PETG
bentou a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'essaye d'imprimer un support HMG6 (Ender 3-Pro OEM-MK8-MS Gantry Adapter) sur mon ender3-pro tête MK8 d'origine avec les ventilos d'origine. juste une modification direct drive. j'imprime assez bien à 220° sauf peut être la première couche qui n'accroche pas bien si je descend en-dessous de 70° pour le plateau. arrivé à la 5eme passe (de 0.2mm), la partie droite de la pièce commence à se décoller. la première fois, je laisse comme ca et ca se gondole. là je baisse la température du plateau à 60 et voila la pièce finie: je précise que je suis juste à la fin de l'impression, la pièce est encore collée au bed. on voit bien la partie droite qui a continué à se décoller et la gauche qui a bien fait pareil... paramètres d'impression buse 0.4, hauteur 0.2 nb de murs 3 densité 60% température 220, bed 70 baissé à 60 vitesse 50 rétractation 2,5mm, vitesse 25mm/s si vous avez des pistes à creuser ???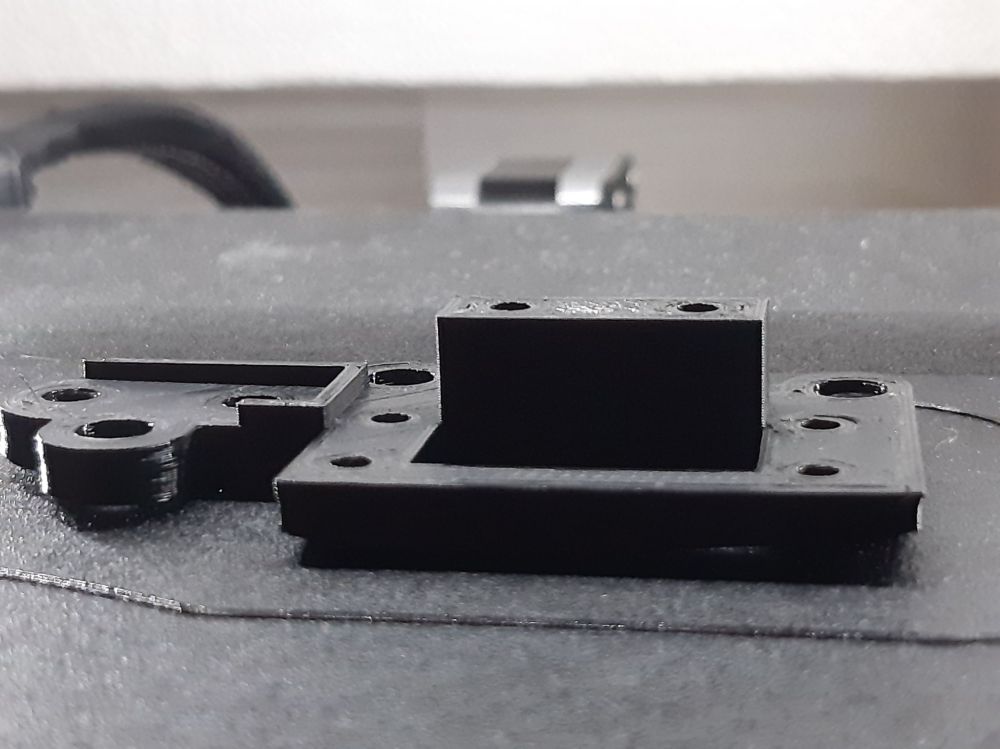
-
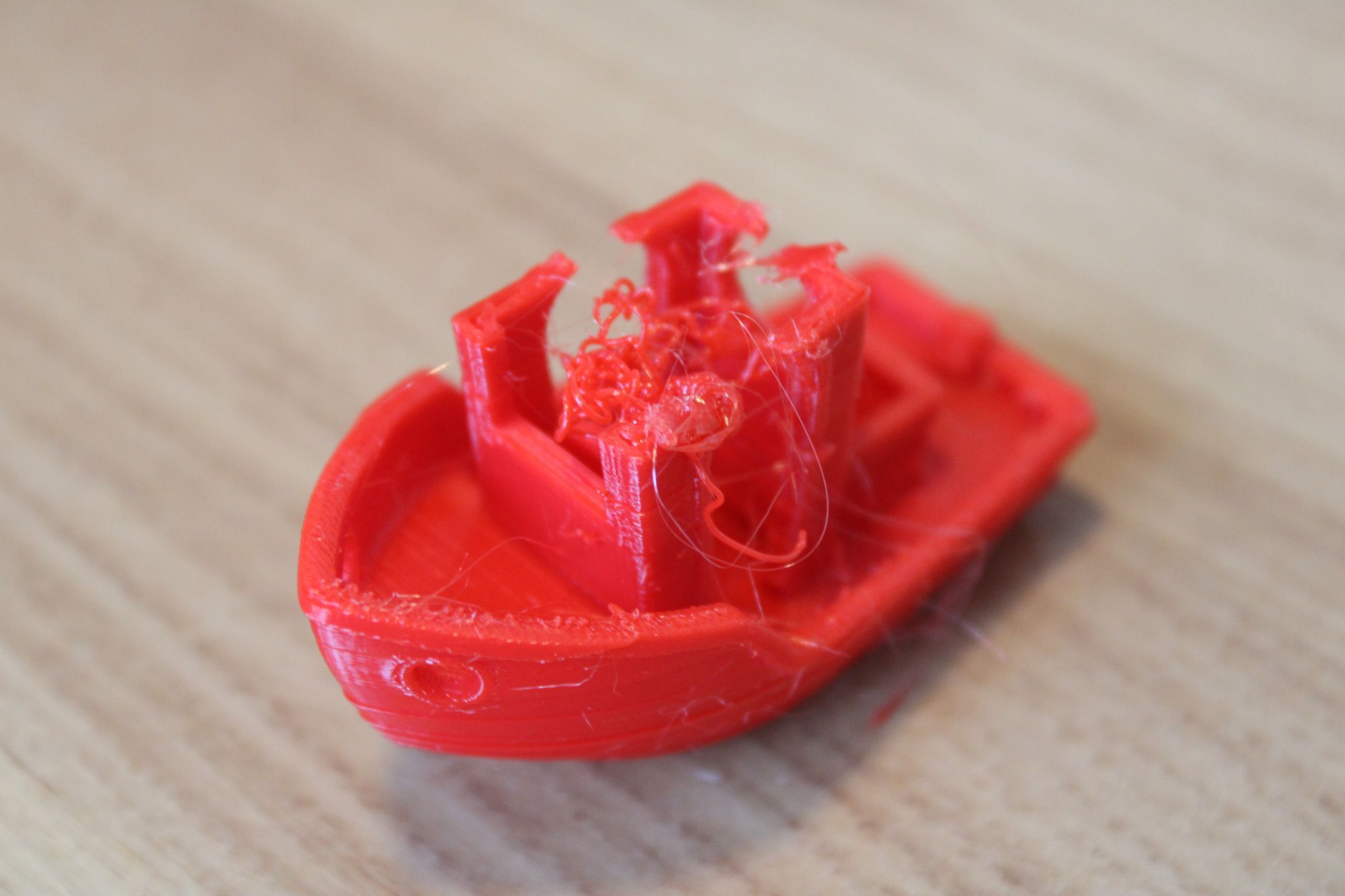
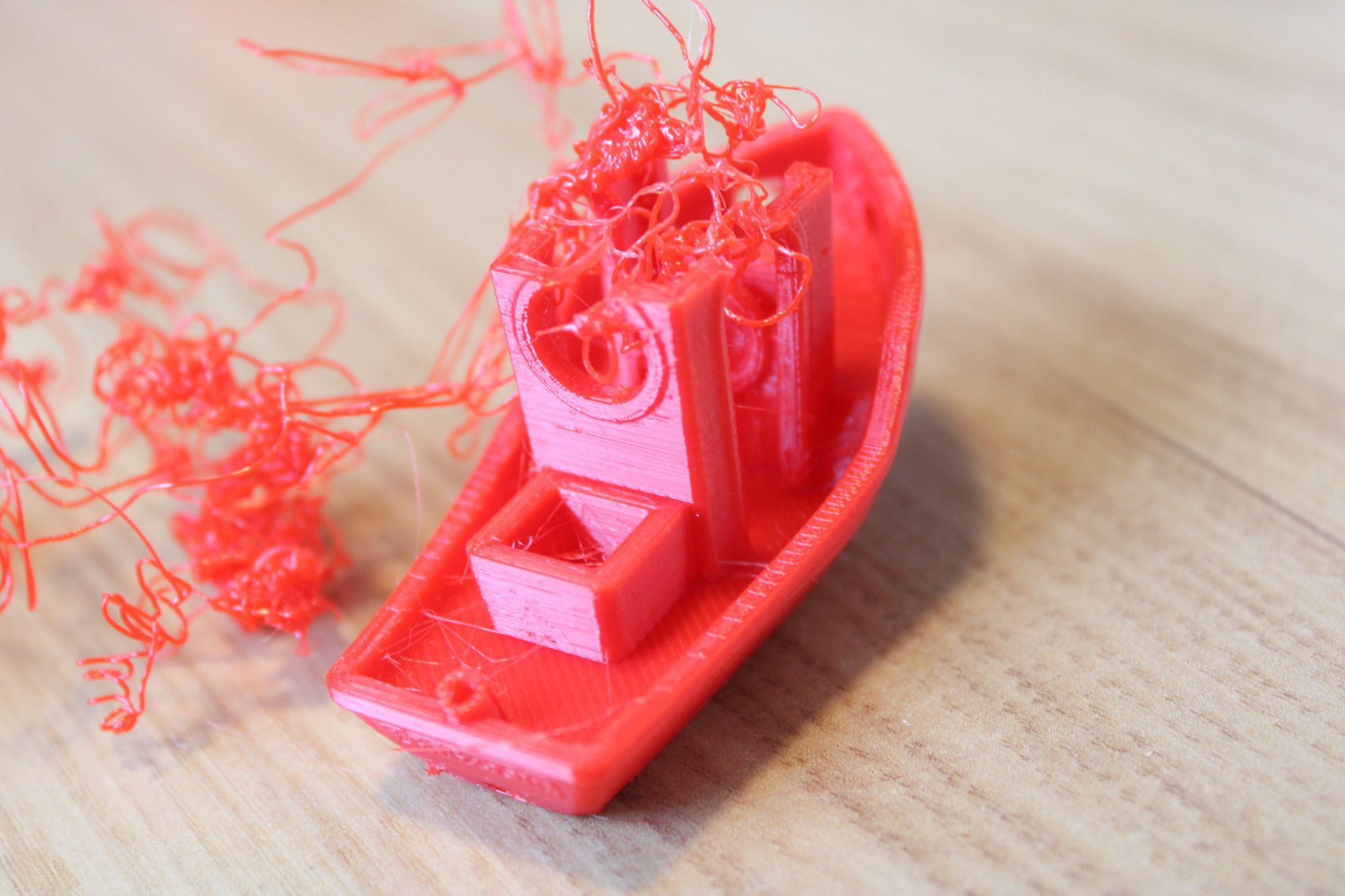
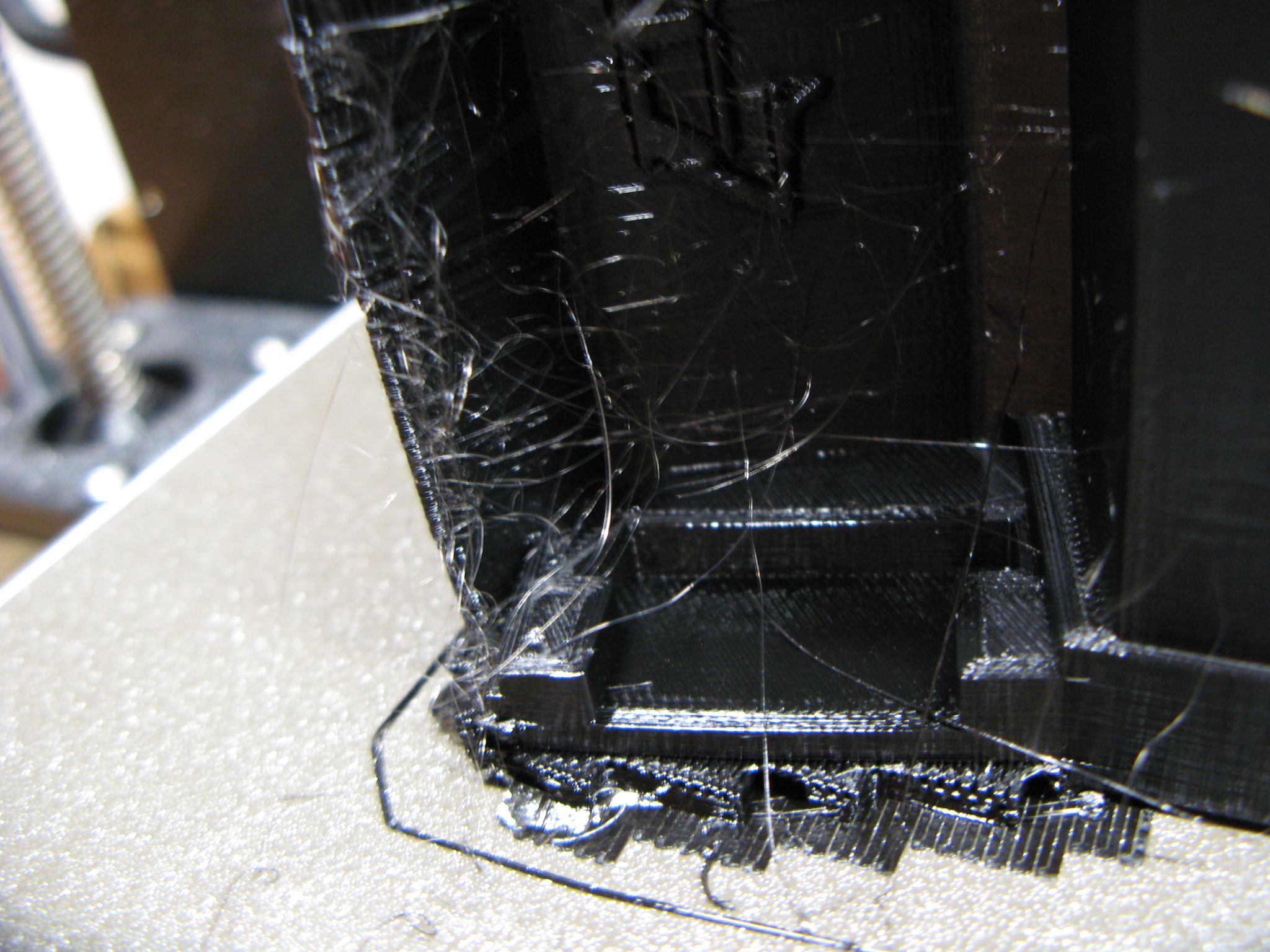
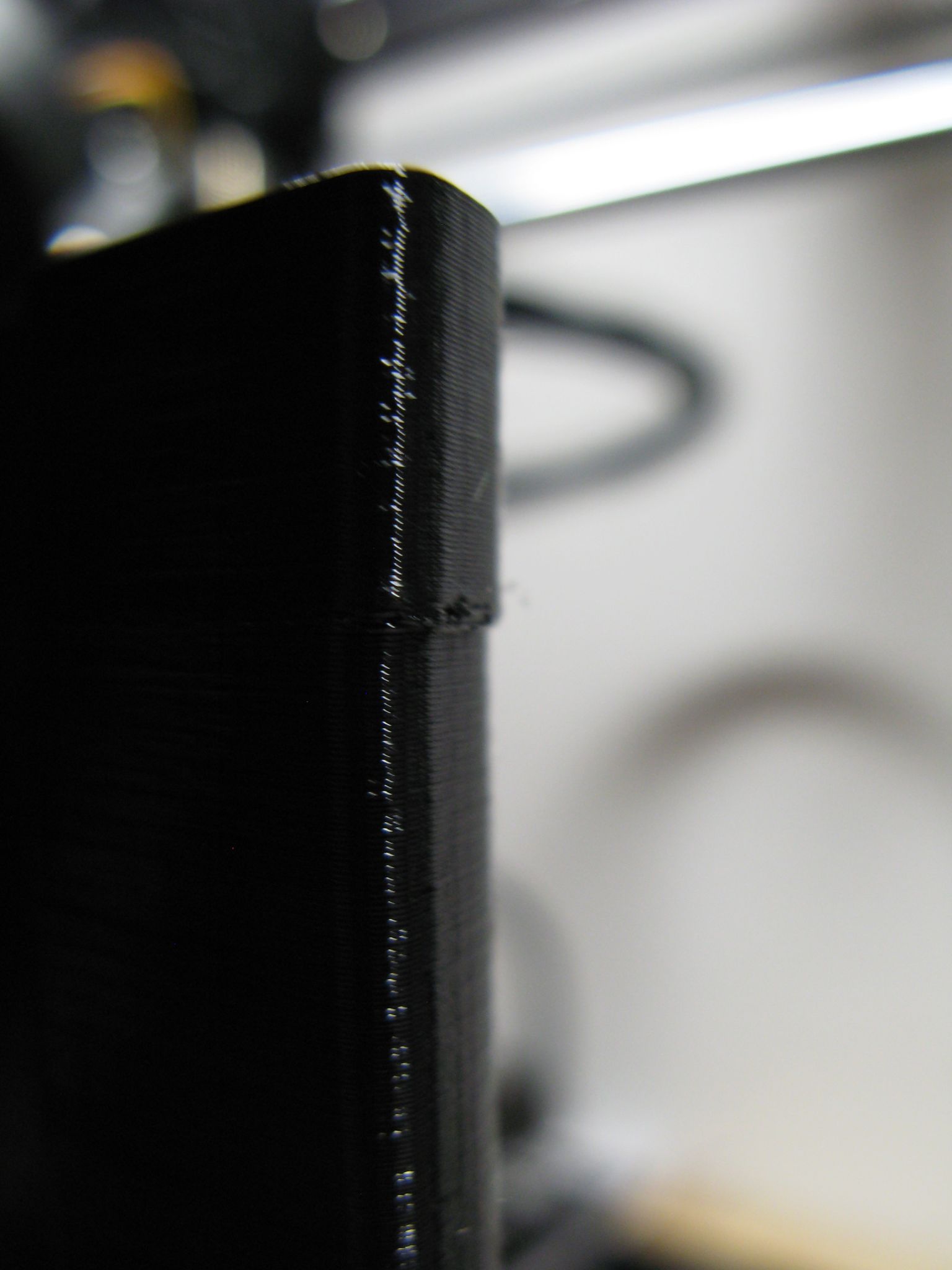
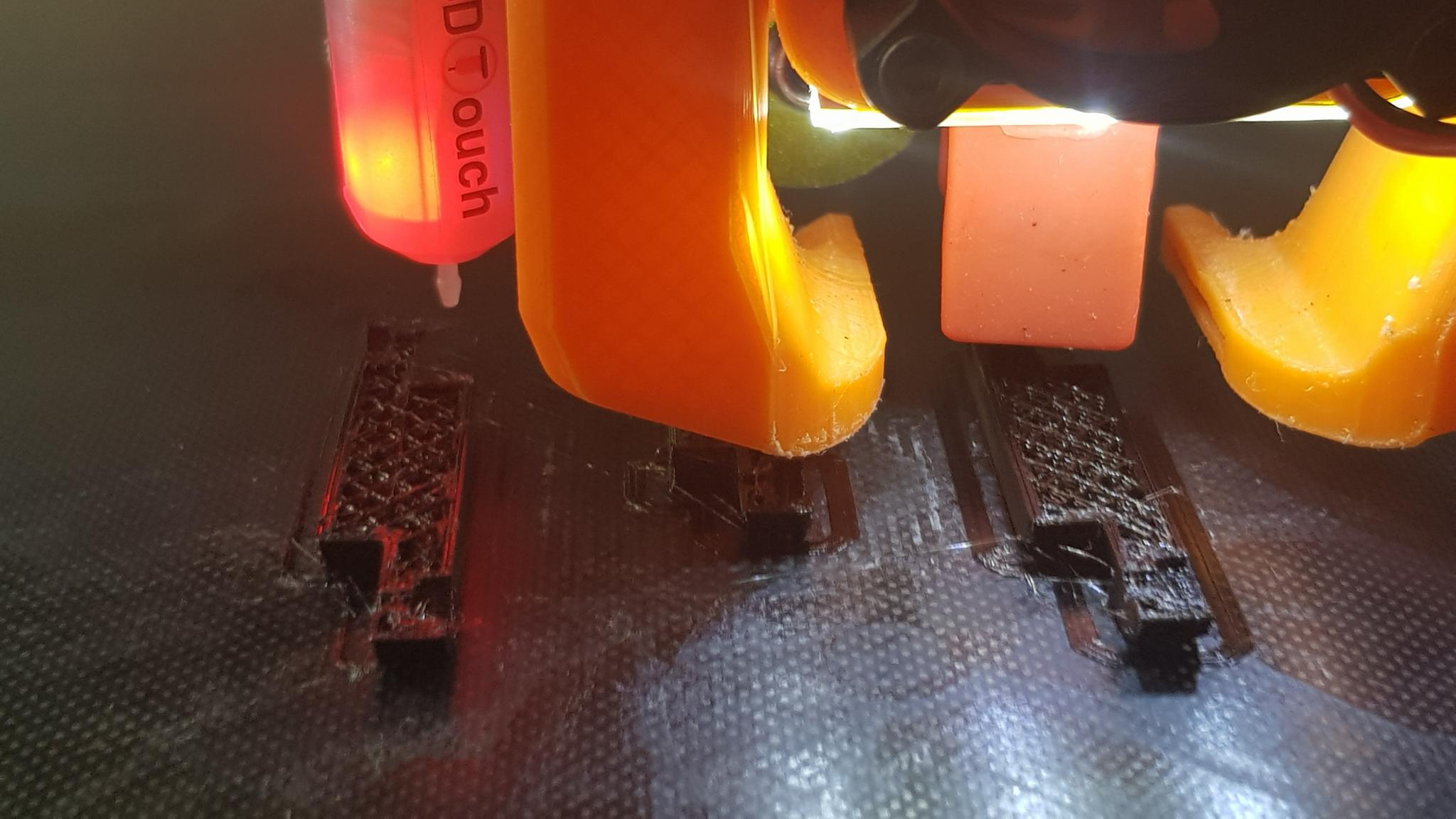
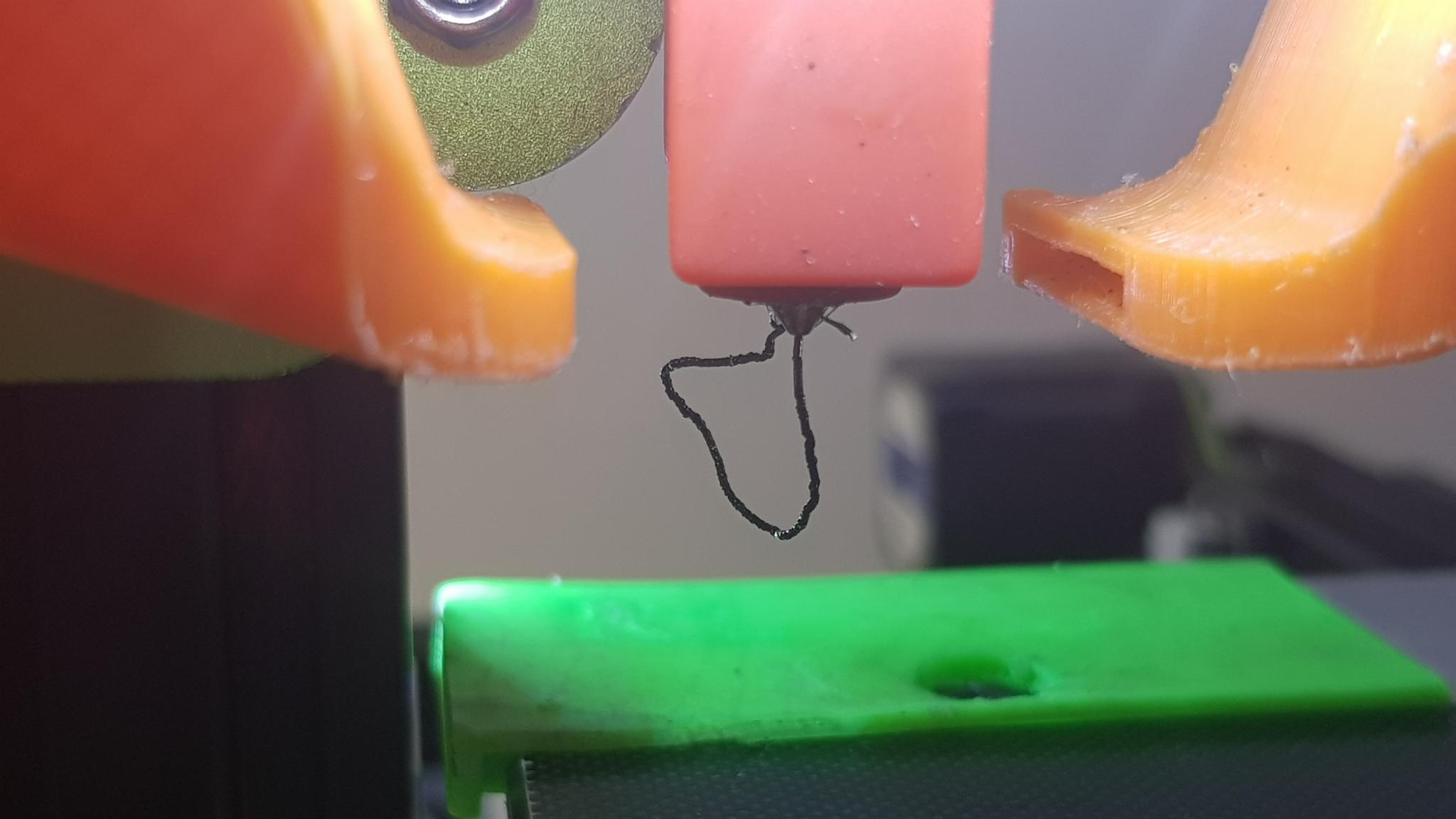
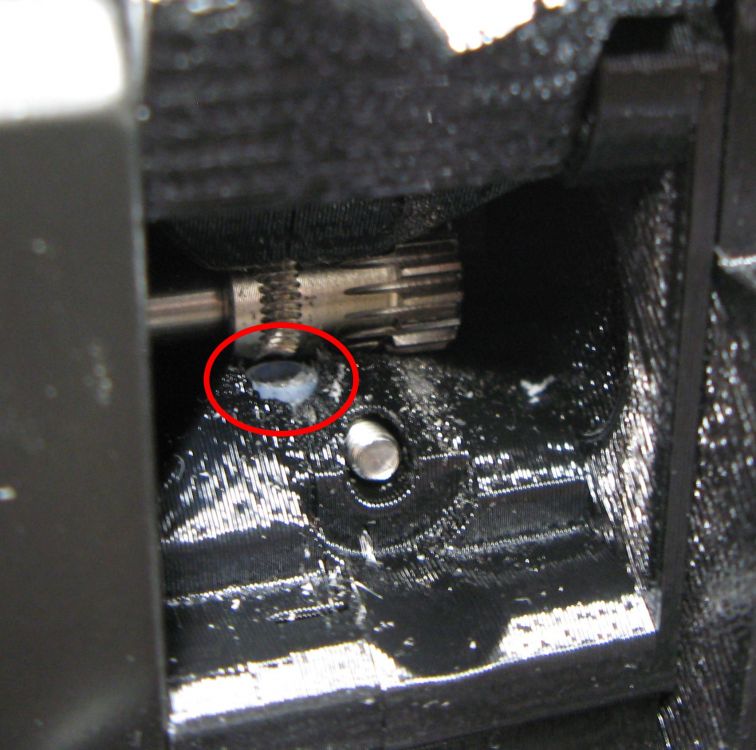
Bonjour a tous, je n'arrive pas a me débarrasser de ces fils, je suis sur cette pièce pleine a 270°, bed 70°, ventil 10%, vitesse 40. peut etre qu'un reglage plus fin les retirerai, mais lequel? Sur le deuxième photo, il apparait a l'impression des marques non prévus dans le dessin. Savez vous comment les virer?

-
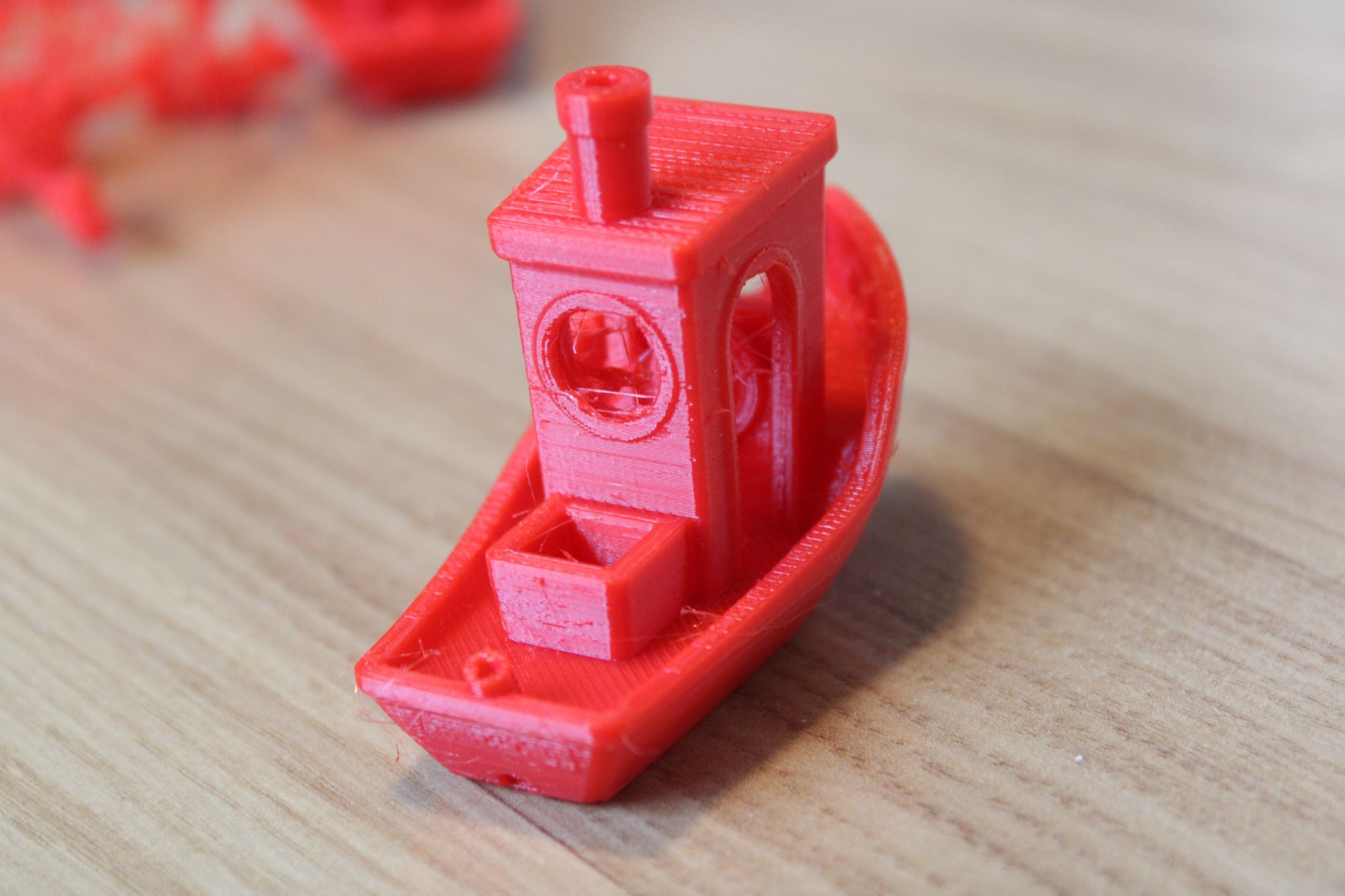
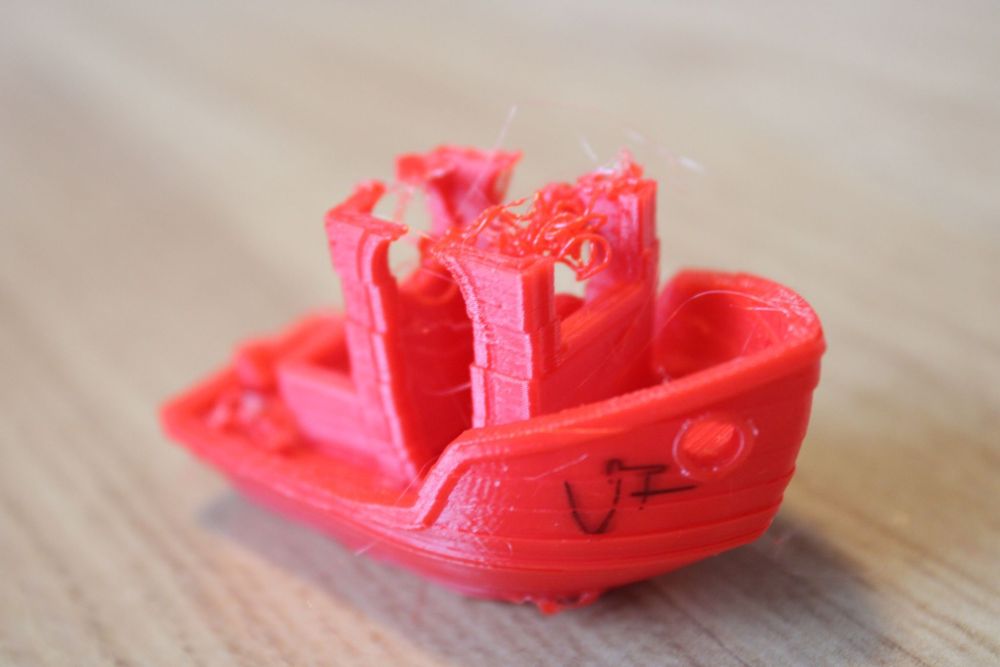
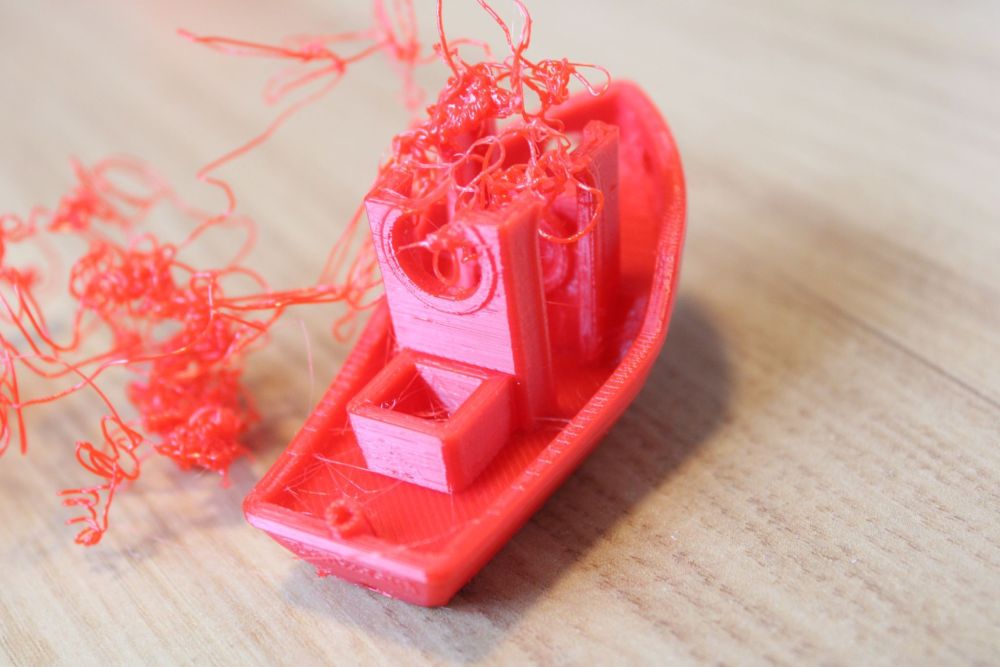
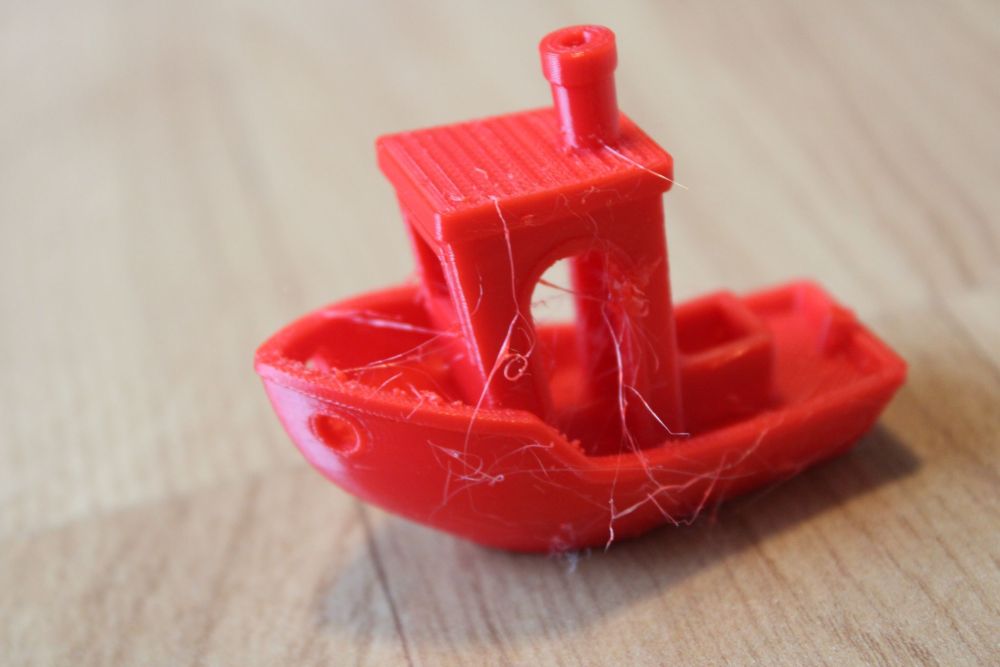
 Bonjour, je débute l'impression et j'ai eu mon imprimante à Noël, une ender 3 V2. J'imprime du PETG de chez Prinsfil (peu connu je pense puisque que je ne trouve presque rien dessus). J'ai joint quelques photos de mes dernières impressions (j'en fais depuis un mois presque non-stop) ainsi que le profil que j'utilise sur cura actuellement. Lorsque j'imprime, il y a plein de petit cheveux d'ange qui se créent, s'accumulent autour de la buse et forme des amas de plastique qui ne gênent pas l'impression mais je ne vois ça chez personne d'autre. En espérant vous avoir donné un maximum d'information, j'espère que vous pourrez m'aider. Merci. PETG test.curaprofile
Bonjour, je débute l'impression et j'ai eu mon imprimante à Noël, une ender 3 V2. J'imprime du PETG de chez Prinsfil (peu connu je pense puisque que je ne trouve presque rien dessus). J'ai joint quelques photos de mes dernières impressions (j'en fais depuis un mois presque non-stop) ainsi que le profil que j'utilise sur cura actuellement. Lorsque j'imprime, il y a plein de petit cheveux d'ange qui se créent, s'accumulent autour de la buse et forme des amas de plastique qui ne gênent pas l'impression mais je ne vois ça chez personne d'autre. En espérant vous avoir donné un maximum d'information, j'espère que vous pourrez m'aider. Merci. PETG test.curaprofile

















-
Bonjour, Ender3 v2 Peut-on faire du PETG directement sur les hotbed creality revêtus de carbure de silicium (carborundum), sans traitement ? Les avis sur le net sont très divergents, de çà ne colle pas à c'est indécollable sans ruiner la plaque de verre, il y a aussi une confusion aussi entre plaques de verre on va dire type pyrex pur et plaques de verre revêtues SiC. REX dans la communauté ? Pour ma part, j'ai juste fait un essai en enduisant la plaque de Magigoo, çà colle bien et cela se décolle tout seul au refroidissement, c'était pour un objet de petite taille. Pas de correction du Z-offset nécessaire.
-
 Tout est dans le titre. Comment se débarrasser de cette calamité (dans mon cas) qui pourrit les print ?
Tout est dans le titre. Comment se débarrasser de cette calamité (dans mon cas) qui pourrit les print ? -
Bonjour à tous, Cette fois j'ai utilisé le prusaSlicer, dernière version stable et je n'ai pas modifié les paramètres par défaut. Après une première impression réussie (mais avec des cheveux d'ange), j'en ai lancé une 2e et là en plus des cheveux d'ange, à 3h de la fin d'une impression de 19h j'ai un décalage en X qu'elle n'a visiblement pas détecté (alors qu'elle est sensée s'en rendre compte) : Filament PET-G Verbatim noir, en utilisant le profil conçu pour dans prusaSlicer, soit 235-240° / 80-90° (selon couche initiale/ reste de l'impression). Je pensais que j'aurais moins de pertes avec la prusa, mais là c'est 1/4 de bobine qui part à la poubelle
-
 Bonjour à tous, Alors voilà, après m'être un peu amusé avec ma nouvelle prusa et du PLA, je commence à attaquer les choses sérieuses en voulant imprimer du PET-G. J'ai voulu imprimer une pièce d'environ 3x6x2cm avec mon octofiber semi transparent. Les recommandations de ce dernier c'est buse à 225°C et plateau à 55°C. Malheureusement à cette température de plateau (texturé de chez prusa) ca ne colle pas du tout au plateau : après 10-20 couches d'impression, la pièce se barre toute entière, malgré l'ajout d'une jupe/bordure d'adhérence... J'ai voulu tester en mettant les recommandations prusa pour le plateau, que j'ai donc mis à 90°C et là c'est sur, la pièce ne se décolle plus, mais alors elle est toute molassonne, au point que l'impression se passe plutôt très mal... Du coup, avant de gâcher plus de filament, je me demandais si l'un d'entre vous aurait des recommandations de réglages (?) ou alors une méthode pour savoir comment régler (?) Bizarrement sur ma Velleman qui n'a pas de plateau chauffant du tout mais un buildtak ca adhère super bien et je n'ai aucun souci...
Bonjour à tous, Alors voilà, après m'être un peu amusé avec ma nouvelle prusa et du PLA, je commence à attaquer les choses sérieuses en voulant imprimer du PET-G. J'ai voulu imprimer une pièce d'environ 3x6x2cm avec mon octofiber semi transparent. Les recommandations de ce dernier c'est buse à 225°C et plateau à 55°C. Malheureusement à cette température de plateau (texturé de chez prusa) ca ne colle pas du tout au plateau : après 10-20 couches d'impression, la pièce se barre toute entière, malgré l'ajout d'une jupe/bordure d'adhérence... J'ai voulu tester en mettant les recommandations prusa pour le plateau, que j'ai donc mis à 90°C et là c'est sur, la pièce ne se décolle plus, mais alors elle est toute molassonne, au point que l'impression se passe plutôt très mal... Du coup, avant de gâcher plus de filament, je me demandais si l'un d'entre vous aurait des recommandations de réglages (?) ou alors une méthode pour savoir comment régler (?) Bizarrement sur ma Velleman qui n'a pas de plateau chauffant du tout mais un buildtak ca adhère super bien et je n'ai aucun souci... -
Bonjour à tous, Voilà, j'ai voulu imprimer en PET-G avec ma prusa toute neuve, après quelques essais, c'était bien parti pour imprimer enfin correctement grâce à la ventilation à 50%, sauf que ca s'est bouché... Alors j'ai voulu sortir le filament et j'ai entendu un "clac" lors de son extraction et il est sorti cassé... Mais maintenant il est impossible d'insérer quoi que ce soit dans le PTFE qui semble absolument bouché dès l'entrée. J'arrive à faire rentrer la fameuse aiguille d'acupuncture de l'autre côté, mais par l'entrée il n'y a rien qui passe... J'ai même essayé de pousser avec une des petites clés hallen du kit de montage et rien ne bouge... je ne sais pas ce que je peux faire de plus à ce stade (?) à part tout démonter pour changer le ptfe (???)
-
Hello à tous, J'ai voulu imprimer du PETG et ca marche vraiment bien, limite mieux qu'avec le PLA ... et dire que je me faisais du soucis... Par contre j'ai voulu imprimer du PETG noir, j'ai pris du octofibre et c'est "noir translucide", soit plutôt gris transparent... Vous avez des références de bons filaments PETG noir opaque ? Merci, Z
-
Impression PETG sur une imprimante PLA
Zorro_X a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, J'ai une - vieille - velleman Vertex 3D (K8400) avec ses deux extrudeurs que j'utilise jusqu'à maintenant pour imprimer uniquement avec du PLA. Pour fabriquer des pièces un peu plus robustes, j'ai envie d'essayer le PETG, je reçois ma bobine demain... Mes questions concernent le "passage" de PLA à PETG : . dois-je changer l'extrudeur, puis-je continuer avec celui que j'utilisais pour le PLA ? . je n'ai pas de plateau chauffant mais du briktrak (surface rugueuse), c'est suffisant pour imprimer du PETG ? certains disent que oui, d'autres que non, je ne sais pas/plus quoi en penser (?) . Des conseils spécifiques concernant le réglage de la température pour mon imprimante ? Merci d'avance pour vos retours, Z -
Salut à tous ! S'il vous plaît ne tirez pas sur le porteur du message... je ne fait que partager cette information ! Source : https://www.3dnatives.com/filament-amazon-impression-3d-23082018/ Petit résumé : Voilà, vous savez tout !
-

[Résolu] Problème d'extrusion avec du PETG
Oriel a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour ! Je viens chercher de l'aide sur ce forum car j'ai cherché toutes les solutions mais rien n'y fait. Voici mon problème: Je possède deux bobines de PETG (de la marque dailyfil). Avec la première bobine, j'ai réalisé des impressions sans avoir de problèmes majeurs. Une fois celle-ci terminée, j'ai voulu utiliser la deuxième. Seulement, lorsque je lançais l'impression, l'imprimante réalisait les 3 ou 4 premières couches normalement puis plus rien ne sortait de la buse. Je me suis dis que cela était peut-être dû à un noeud dans la bobine, et effectivement, elle bloquait à partir d'un certain endroit. J'ai donc réenroulé la bobine (pauvre de moi c'était long ;-;). Mais j'ai encore un problème similaire. Autre précision: j'ai imprimé une pièce avec du PLA et ca fonctionnait très bien. Si quelqu'un à une idée d'où vient le problème et de comment le résoudre, je lui serait reconnaissant Merci d'avance ! -

Filament Sunlu PETG Noir (30€/kg, marque chinoise)
belfaigore a posté un sujet dans Consommables (filaments, résines...)
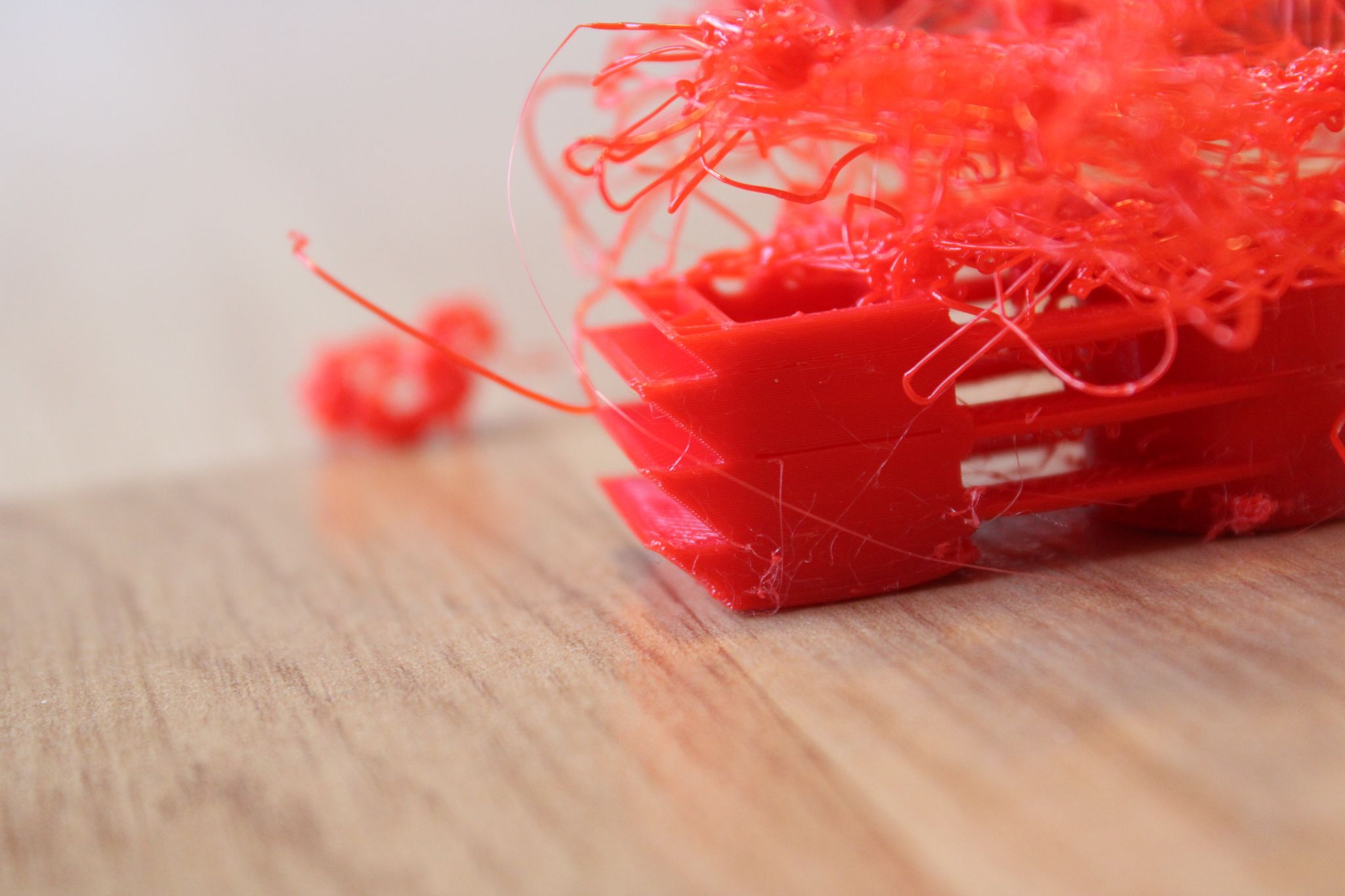
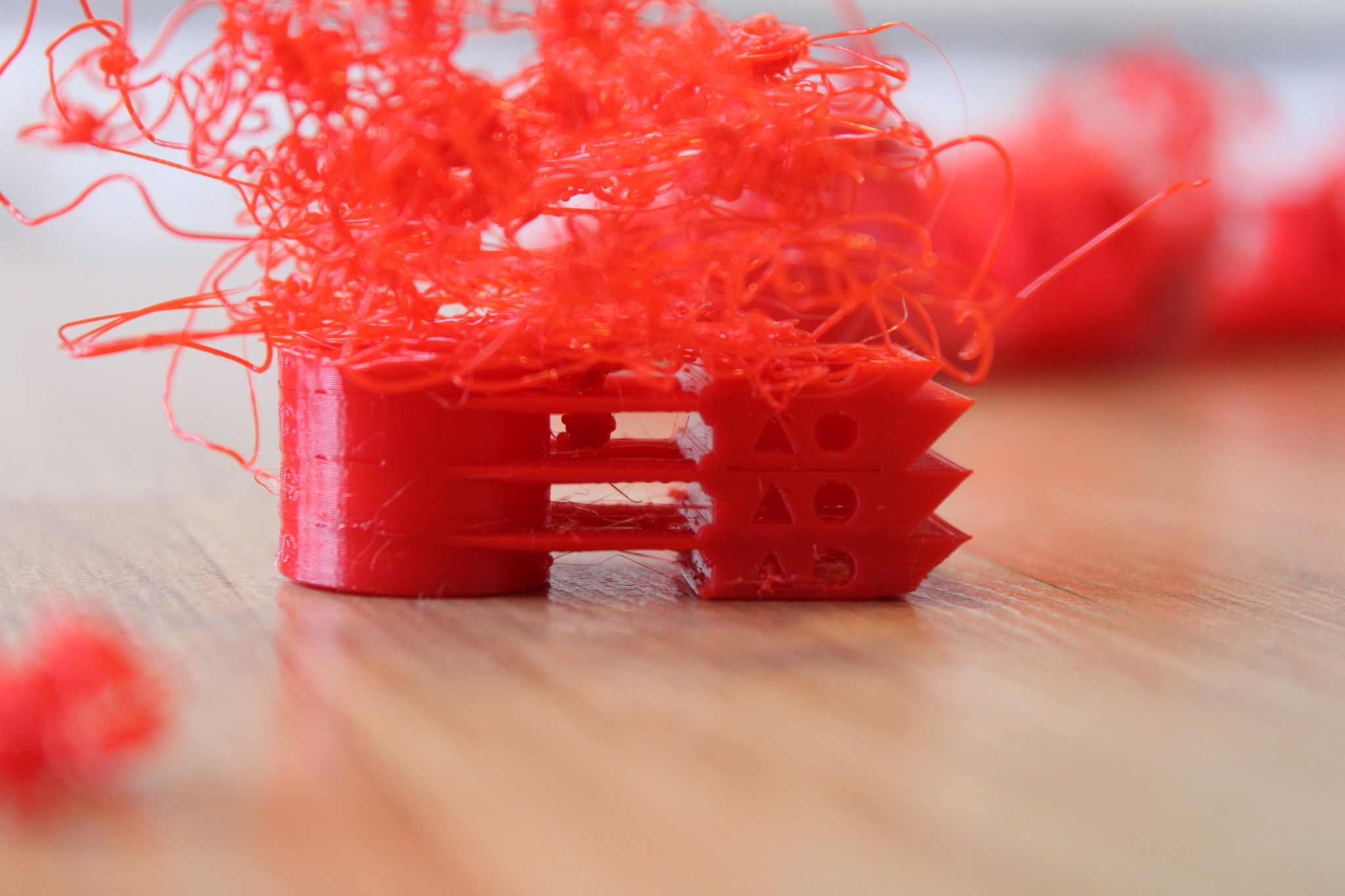
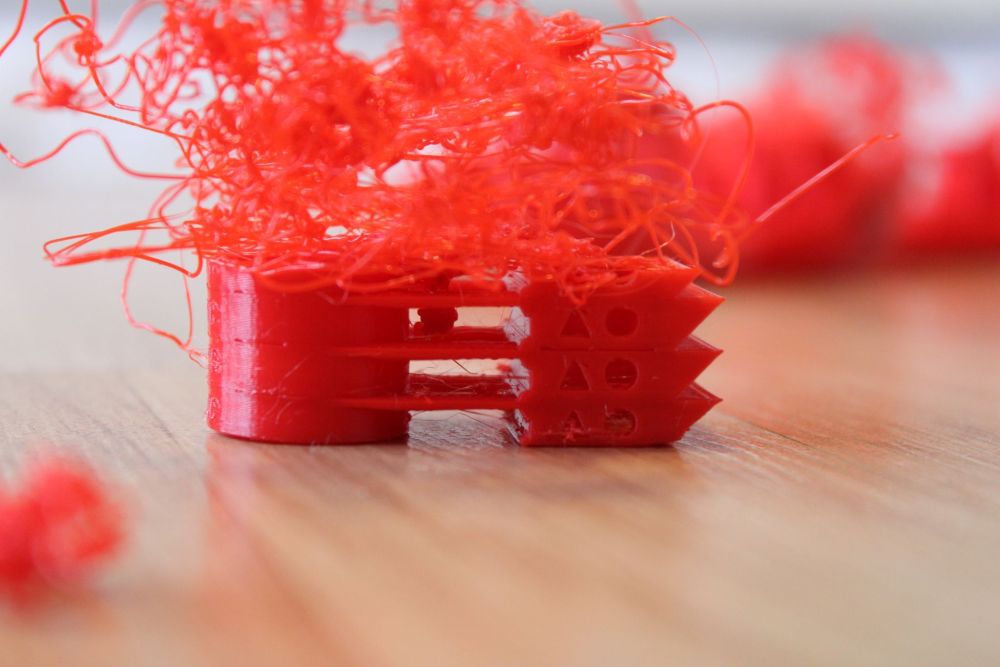
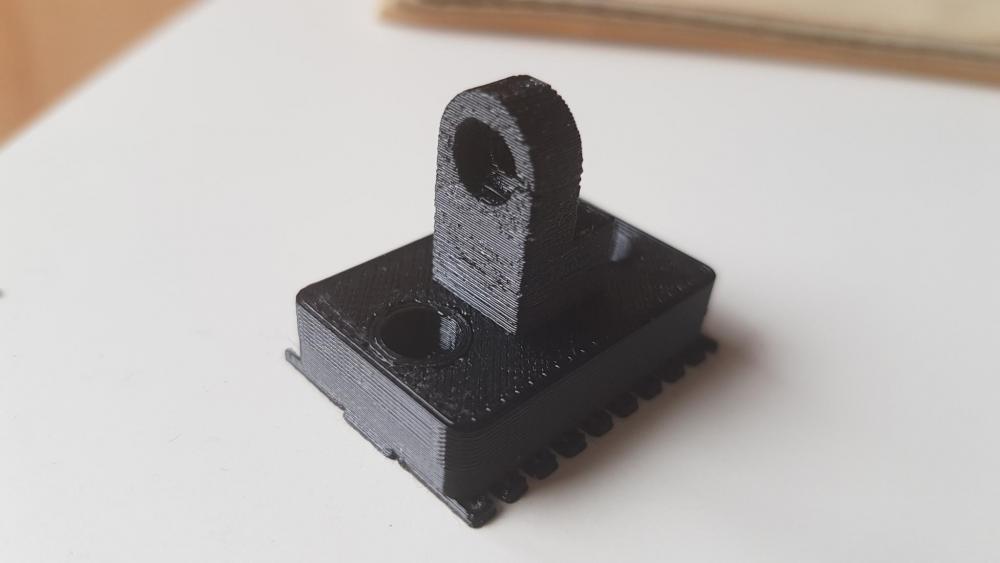
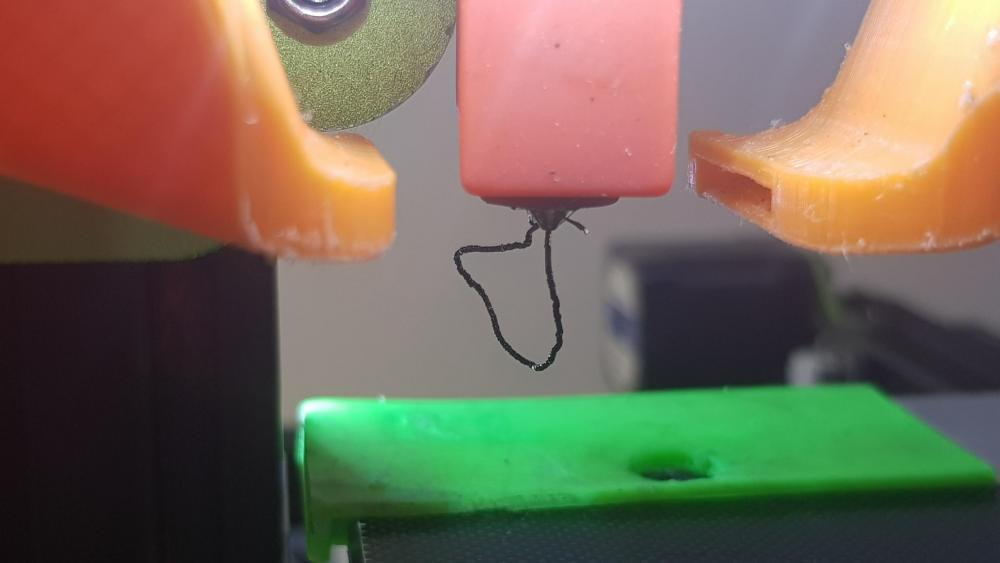
Bonjour, En panne de filament, j'ai acheté du Sunlu PETG Noir sur Amazon, il s'agit d'une marque chinoise, d’ailleurs plus chère sur aliexpress que sur Amazon. je fais ce post pour partager mon expérience avec vous sur ce filament. A réception, il est indiqué une température de chauffe entre 200° et 220° pour la buse et 80 à 120° pour le plateau. Je n'ai jamais pu imprimer une pièce (Octopus sur Thingiverse) ; en testant plusieurs températures de filament jusqu'à de 200 jusqu'à 230°. Du coup, je suis reparti sur l'impression de pièce plus petite (un bras de support pour la PiCam) ; mes réglages pour imprimer (cf: sunlu.fff - Simplify3d) : Buse : 260°C Lit : 80°C Vitesse : 40mm/s Retractation: 9mm/s Ventillation : 30% (à partir de la 2ème couche) J'ai pu imprimer les pièces, mais la qualité n'est pas au rendez-vous ; les murs ont du mal à être lisse, il arrive que le maillage interne se décolle, même avec 10mm de rétractation, j'obtient de belle toile d'araignée ; lorsque la buse est chaude et que le filament sort tout seul, on peu voir qu'il fait des "zigouigoui", il ne prend pas un chemin lisse, comme s'il y avait des impuretés dans le fil. Ces remarques sont personnelles, je ne suis peut-être pas assez compétent pour bien régler mon imprimante pour ce fil ; si vous avez une expérience avec ce filament, ou avez rencontré ces mêmes difficultés, peut-être pourriez-vous m'indiquer des axes d'améliorations, par avance merci Sunlu.fff


-
Hello, Je voulais acheter cette bobine, mais j'ai vus que la température d'impression était de 210°C, c'est normal ??? Sur cette bobine, c'est conseillé 245°C alors pourquoi un tel écart ? PETG et PET-G c'est pareil ? Merci
-
Bonsoir les gens, Voila quelques temps que je tourne sur du HDGlass Formfutura PETG . J'arrive a imprimer assez facilement mais je manque de technique dans le domaine de la finition. J'imprime divers objet pour mon fils, et je souhaite lui faire des couverts. J'en suis a la cuillère mais celle-ci se retrouve forcement toute striée. Avec vous des méthodes qui fonctionnent réellement pour lisser des objets en PETG tout en gardant le " contact alimentaire " Ne me parlez surtout pas de l'acétone ........ cela ne marche pas. Je viens tout juste d'essayé le four 80° pendant 1 heure ce qui a fait légèrement gonflé l'objet et modifié un peu son aspect en surface . Merci
-

Problèmes d'impressions PETG ArianPlast E3
XtZRRR a posté un sujet dans Consommables (filaments, résines...)
Bonjour, J'imprime depuis quelques temps sans probleme du PLA & PLA+ et quand j'ai des soucis je les règle par moi-même. Je me suis mit cependant au PETG transparent de chez ArianPlast et je galère a sortir des beaux prints. Mal collé, beaucoup (beaucoup) de cheveux d'anges etc. Auriez vous des conseils, ou même un profil S3D a me fournir ? J'imprime actuellement a 245° (conseil arianplast lui-même), bed 60°, ventil 0%, vitesse impression 3200mm/min et première couche 25%. Sur une Ender3. Je vous en remercie grandement. -
Bonjour, ayant eu des problèmes de déformation sur le bras d'extrudeur que j'avais imprimé en PLA, (Dagoma recommande de l'imprimer en PETG), Dagoma m'a certifié que la Neva imprime sans problèmes le PETG. J'ai donc sauté le pas et commandé (un peut au hasard, je dois dire) celui-ci : https://www.amazon.fr/gp/product/B0789BWXKX/ref=oh_aui_detailpage_o01_s02?ie=UTF8&psc=1 J'ai lancé mon impression avec CbD, paramètres : Autres PLA , Générique, Température 240°C, Renforcé (33%), Standard (0,15) L'impression s'est très bien passée, peut être un peu moins nette qu'en PLA, elle fait très peut de cheveux et accroche bien au Buildtrack d'origine (j'avais vaporisé un peu de Vivel Dop orange après avoir protégé les bras et courroies). L'extrudeur ne claque pas. Je viens de lancer l'impression du corps d'extrudeur en épaisseur 0,2 , tout à l'air de bien se passer. Je pense racheter d'autres couleurs de ce PETG, pour mes impressions ayant besoin de solidité ou qui seront dans la voiture (le PLA se déforme avec la chaleur). Jusqu'à présent , j'utilisais dans ce cas du PLA fiberlogy HD à recuire mais celui-ci me fait de plus en plus claquer l'extrudeur ce qui me fait des absences de couches. Il a aussi tendance à me boucher la tête d'impression.



-
 Bonjour, j'aimerais savoir si pour imprimer en PETG, il faut avoir un caisson. Je m'explique : pour l'ABS, il faut avoir une imprimante 3D avec un caisson (fermée). L'ABS et le PETG étant assez similaires selon quelques articles, est-ce que le PETG est autant sensible au warping que l'ABS.
Bonjour, j'aimerais savoir si pour imprimer en PETG, il faut avoir un caisson. Je m'explique : pour l'ABS, il faut avoir une imprimante 3D avec un caisson (fermée). L'ABS et le PETG étant assez similaires selon quelques articles, est-ce que le PETG est autant sensible au warping que l'ABS. -

PETG coloré : Vente Flash sur la zone
Philippe Chaumont a posté un sujet dans Consommables (filaments, résines...)
salut, pour ceuces que ça intéresse, vente flash chez ma zone de bobines de 1kg de PETG SUNLU 1.75mm à 50% soit 19.48 euro le kilo. je n'ai aucune idée de la qualité de ce filament qui est noté 4 étoiles sur 24 commentaires client. Perso j'achète du noir, je vous dirai si c'est du lard ou du cochon -
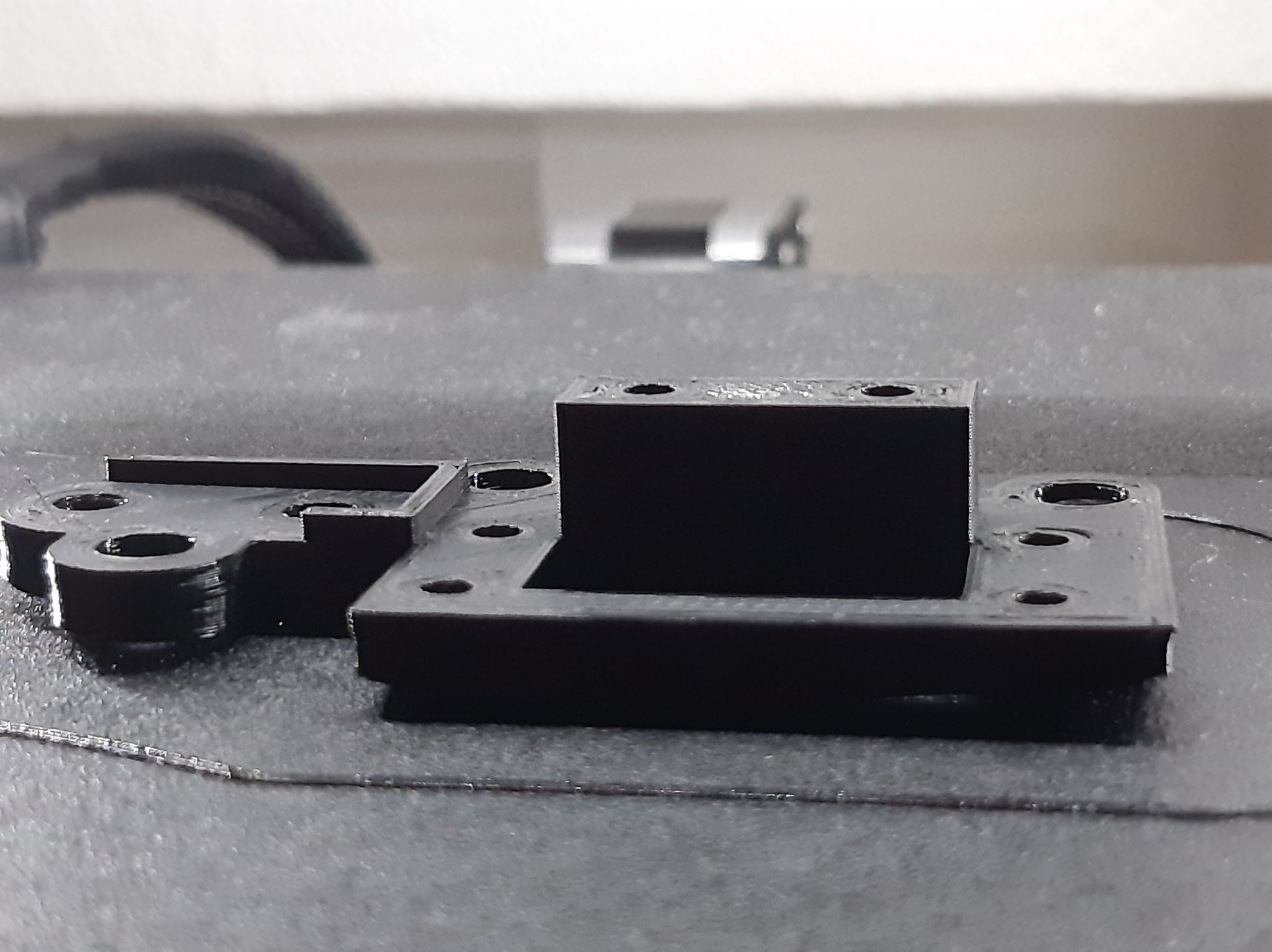
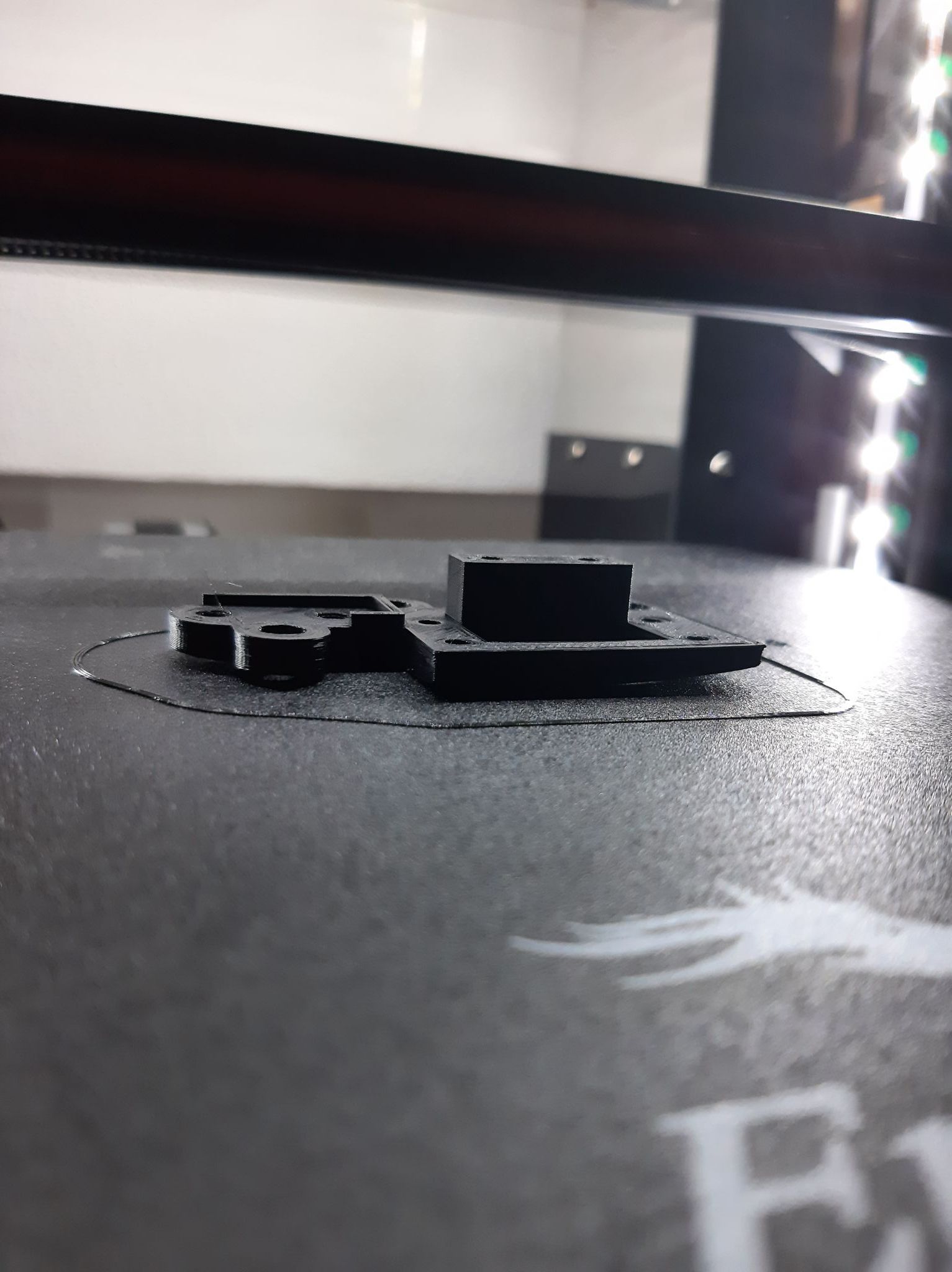
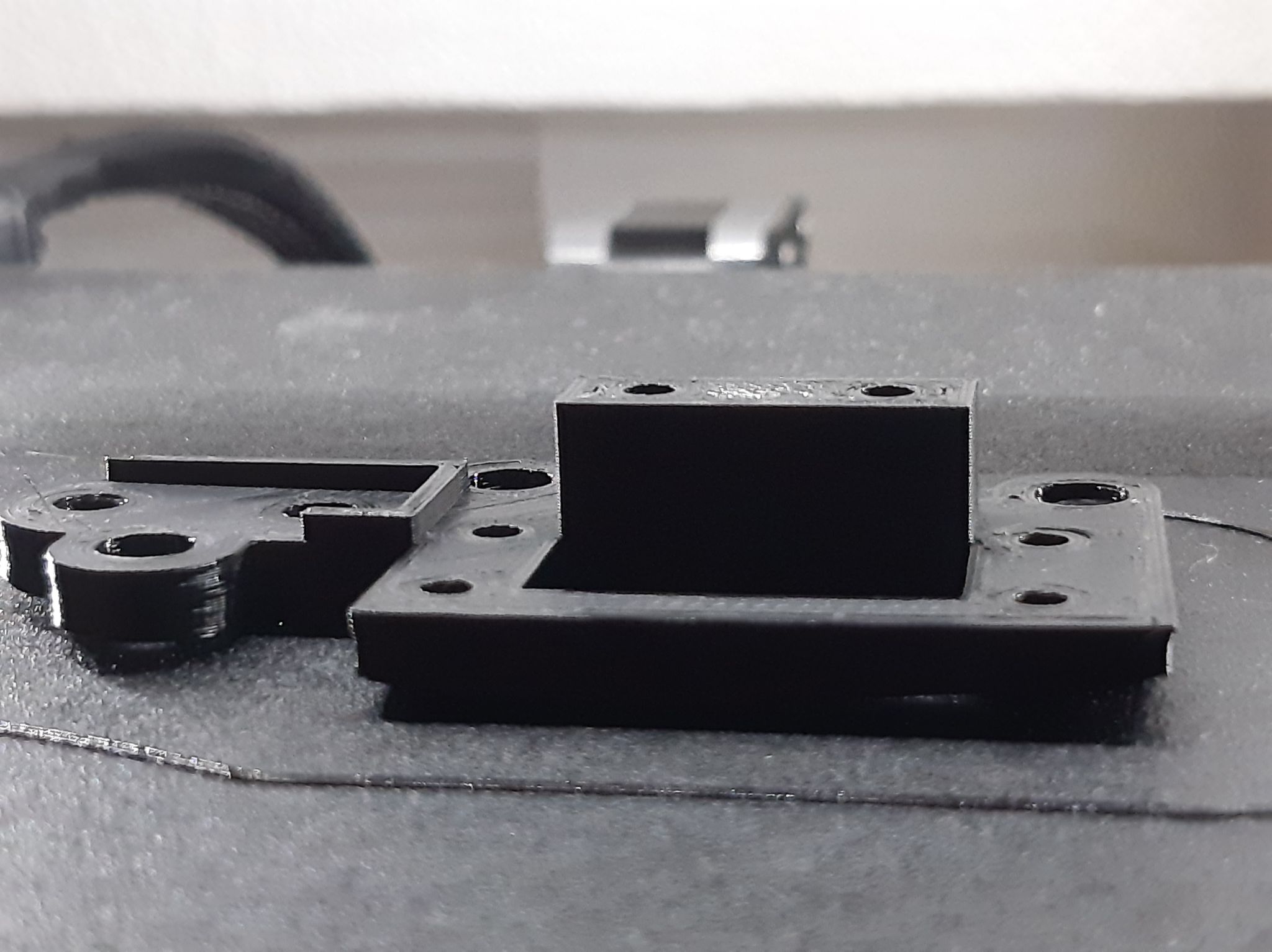
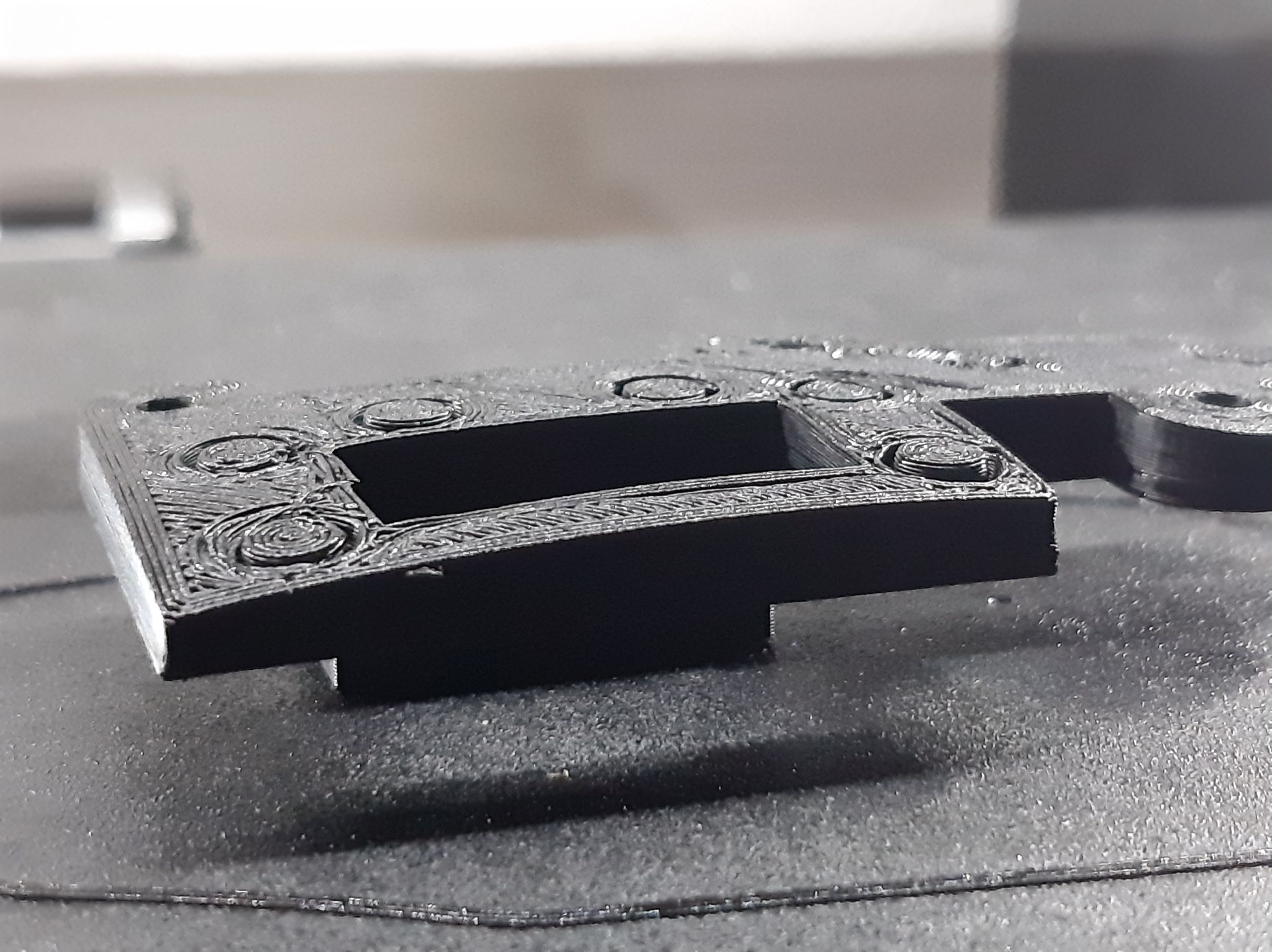
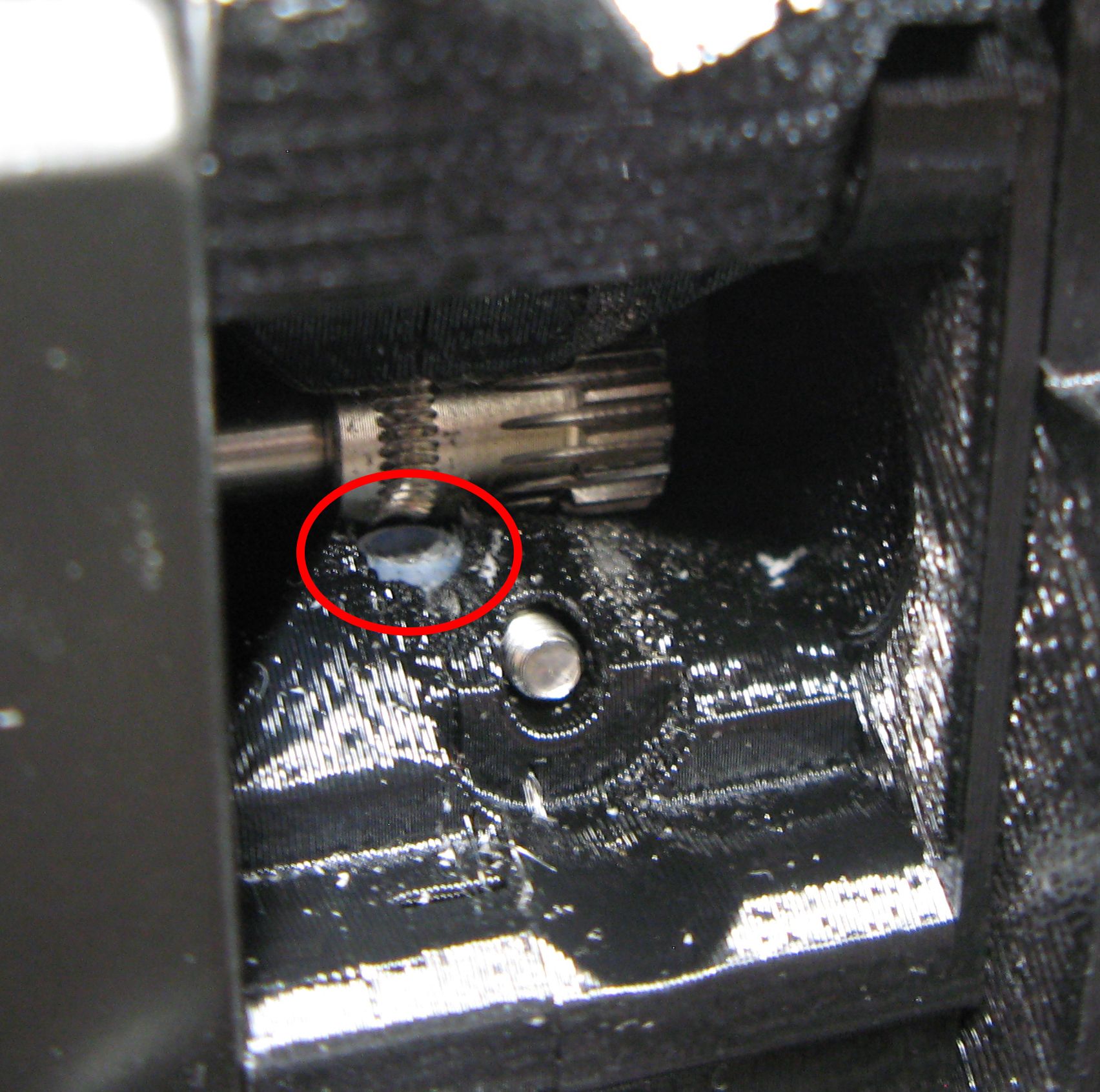
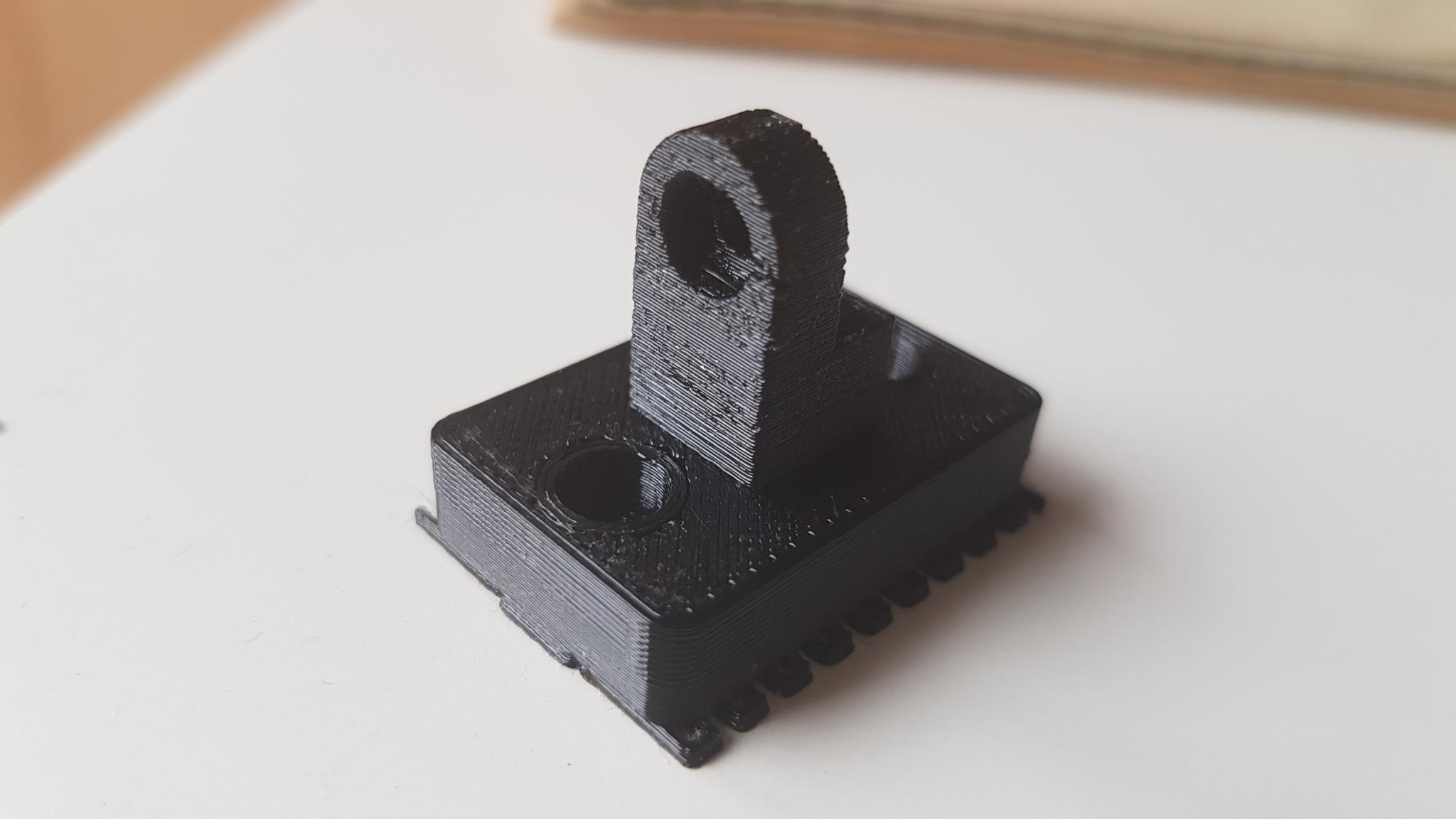
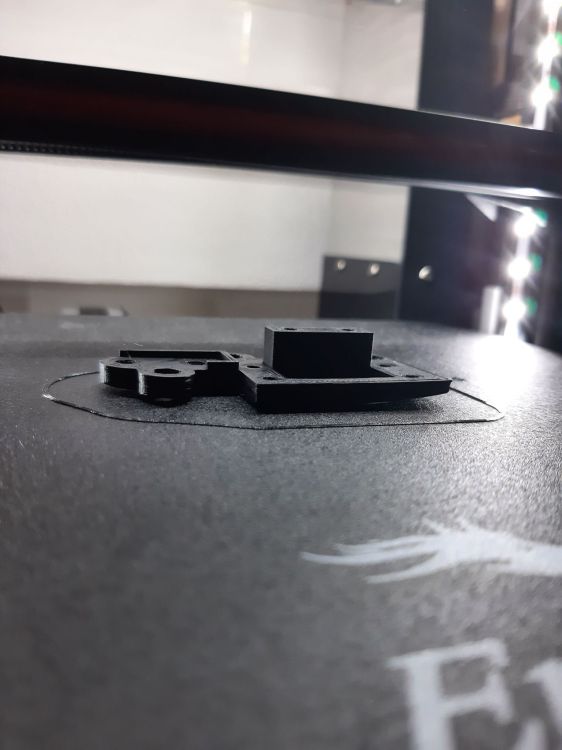
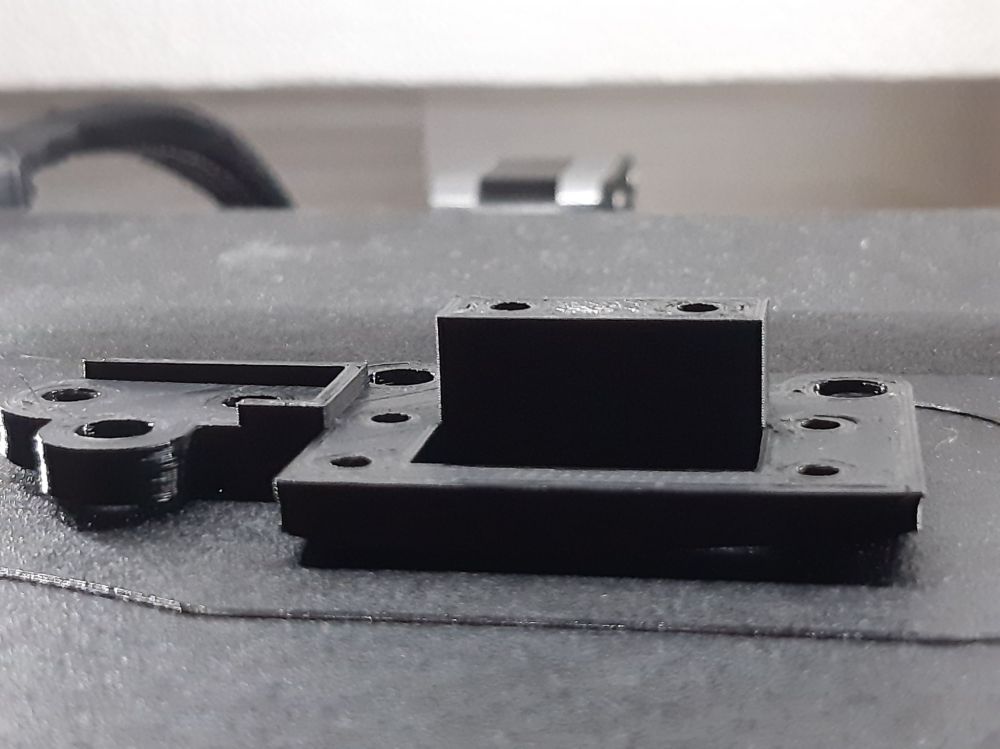
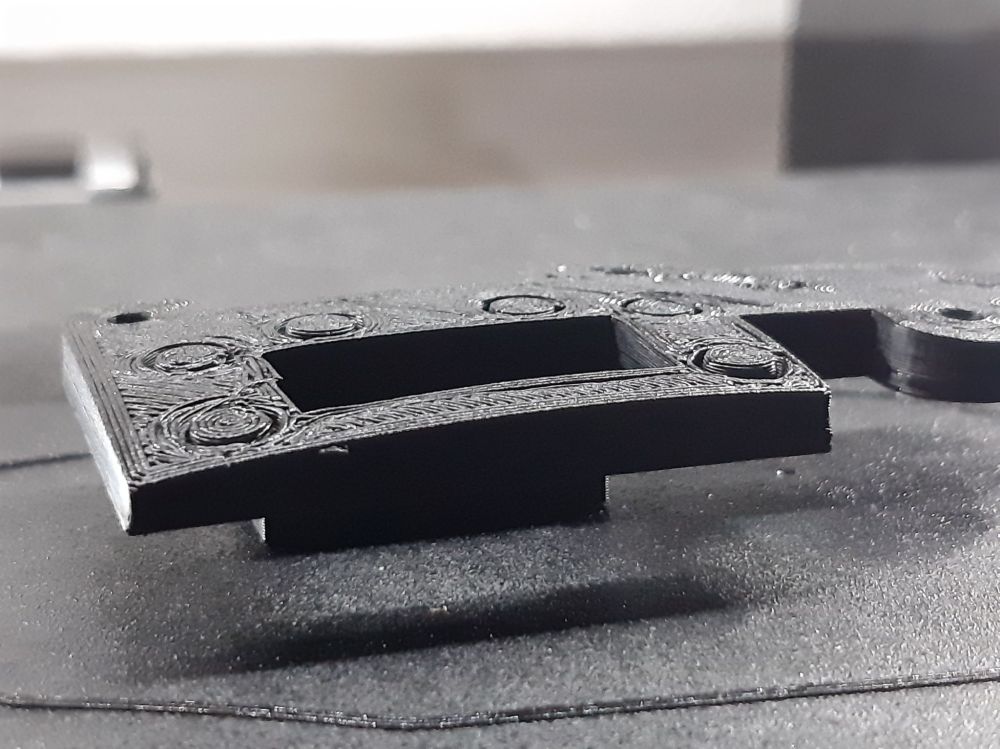
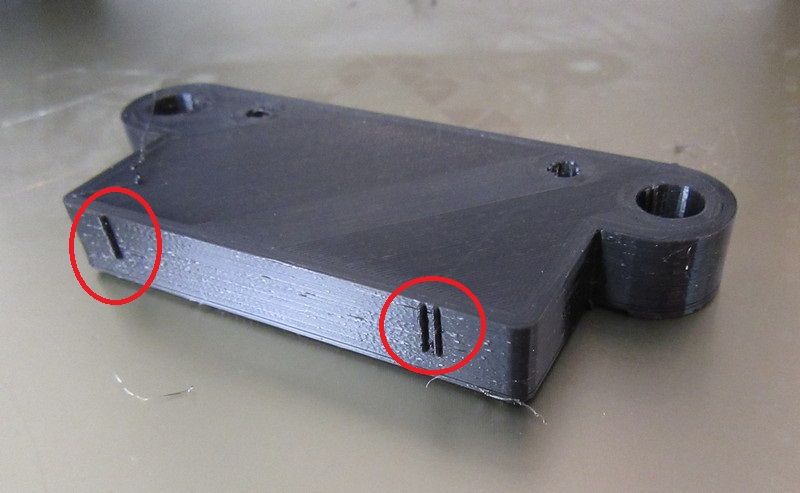
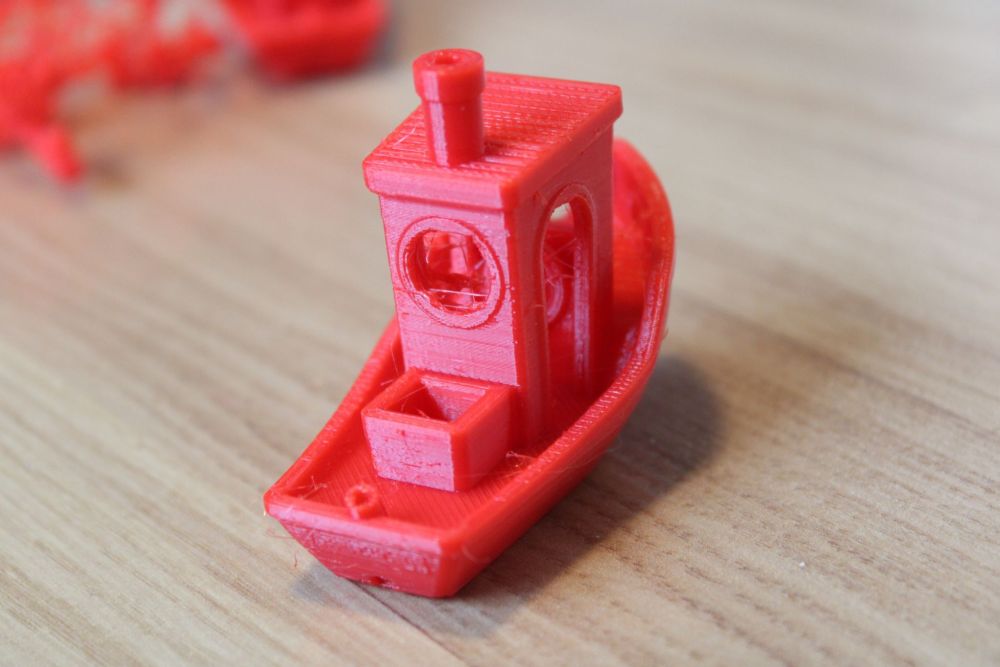
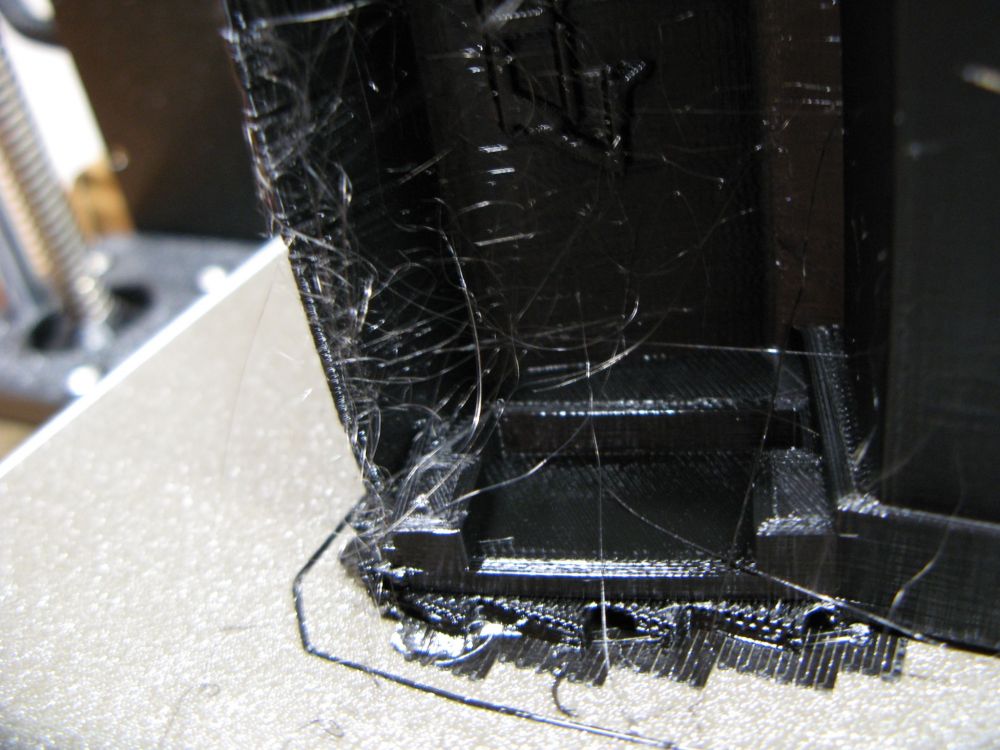
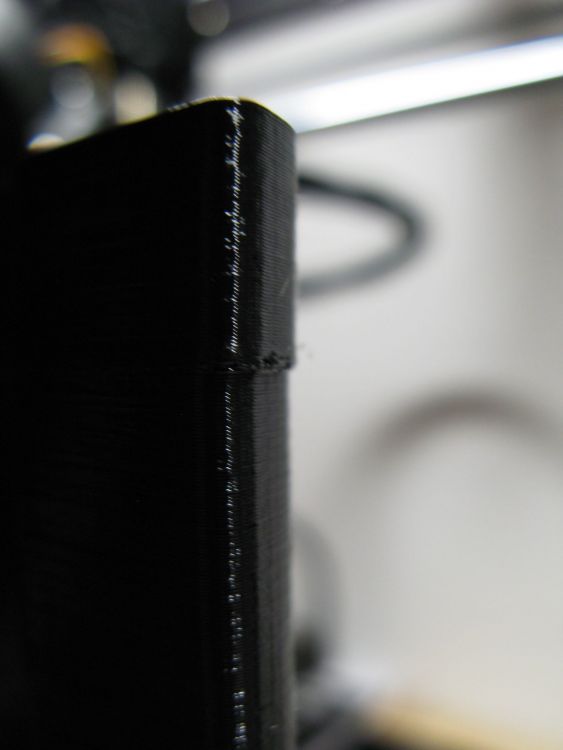
 Éléments de boitier modulaire pour proto de caméra. Les différents éléments sont imprimés en PLA pour le prototype initial puis en PETG pour une version qui va être soumises à des contraintes.
Éléments de boitier modulaire pour proto de caméra. Les différents éléments sont imprimés en PLA pour le prototype initial puis en PETG pour une version qui va être soumises à des contraintes. -
 Éléments de boitier modulaire pour proto de caméra. Les différents éléments sont imprimés en PLA pour le prototype initial puis en PETG pour une version qui va être soumises à des contraintes.
Éléments de boitier modulaire pour proto de caméra. Les différents éléments sont imprimés en PLA pour le prototype initial puis en PETG pour une version qui va être soumises à des contraintes. -
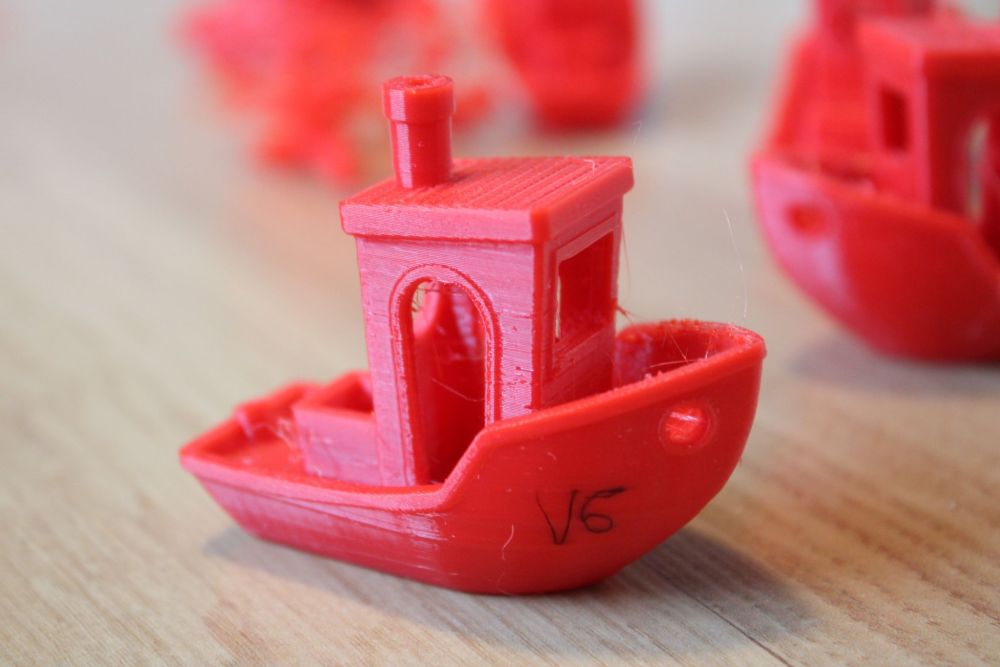
Donc test du PETG. J'ai choisi pour le test du PETG de chez REAL. Du jaune transparent. Déballage du produit. Et là on voit tout de suite la différence avec le PLA. Le filament paraît léger, super souple avec une belle transparence et une brillance assez sympa. Je monte le filament sur la bécane et monte la buse à 220°. J'extrude... ça me parait trop chaud. Je descend a 215°, ça m'a l'air OK. Le filament se solidifie très rapidement une fois sortie de l'extrudeur. Donc je modifie mes profils pour supprimer la ventilation. Je charge la grenouille. Réglage du profil à 215°. Tranchage et colle sur le plateau. Je baisse la vitesse a 70%, cars il paraît que ça accroche moins bien que le PLA. Et zou, c'est parti. Effectivement, je vois que la première couche à un peu de mal à accrocher, mais comme j'ai réduit la vitesse, ça passe. Ensuite pas de problème, les couches montent impeccablement. Et absolument aucune odeur durant l'extrusion. Tada ! Fin de l'impression. Test réussi ! C'est fun comme couleur Conclusion : Le PETG grâce à sa propriété hydrophobe et sa résistance à la chaleur plus élevée que le PLA peut être une bonne solution de remplacement à l'ABS. Les profils d'impression seront bientôt disponible sur le site.