Chercher dans la communauté
Résultats des étiquettes.
1 résultat trouvé
-

Calibration Input Shaping avec Marlin 2.1.2
MrMagounet a posté un sujet dans Tutoriels et améliorations pour Artillery
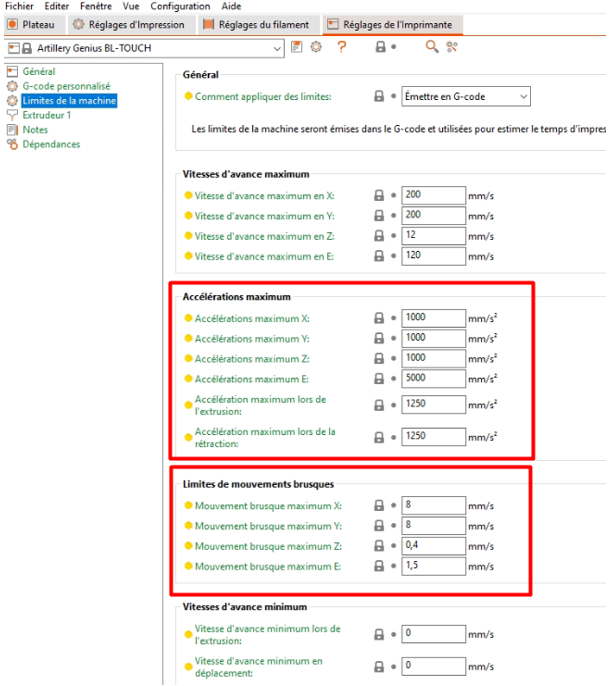
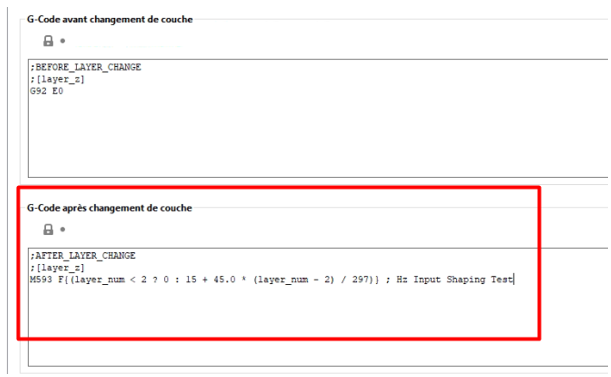
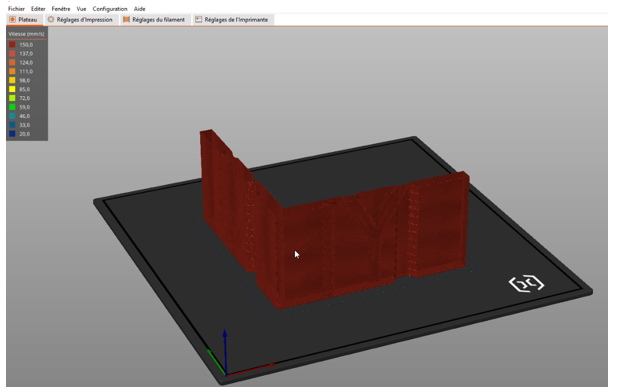
Prérequis : Marlin 2.1.2 et la fonction M593 input shaping activer dans ce firmware. Carte mère 32bits recommandée, en cause la puissance de traitement requis. Un Slicer gérant les gcodes de changement de couches comme Prusa ou SuperSlicer (que nous utiliserons ici) Un filament non-Mat pour mieux voir la résonnance sur le bench imprimer. Préparation du benchmark à imprimer. Il est préférable d’effectué cette calibration avec un profil sur votre slicer utilisant les réglages courant que vous utilisés à une vitesse d’impression la plus élevé (habituellement utilisé). Il faudra donc commencer par télécharger le STL de la tour de résonnance que l’on tranchera sous PrusaSlicer ou SuperSlicer et imprimera sur l’imprimante. Pour les imprimantes Cartésiennes (Artillery X2, X1, Genius … ou autre marque), comme pour les imprimantes Delta il faudra imprimer la pièce tel que présente lors de l’importation dans PrusaSlicer, pour les imprimantes de type Core XY il faut faire pivoter la tour de 45°. Réglage tranchage : Hauteur de couche = 0.2mm Parois = 1 à 2 parois ou mode vase Remplissage = 0% Vitesse d’impression parois = la vitesse maximal que peux supporter votre imprimante en impression (soyez raisonnable hein 120mm/s grand max 150mm/s au dessu votre cartésienne X2 ou Genius Pro n’y arrivera pas ) Accélération : elle doit être >= 1000mm/s² pour les axes X et Y (mettez la valeur la plus haute logiquement supporter par votre imprimante sur X2 Genius pro jusque 3000mm/s² grand max) Désactivé le paramètre de temps de couche minimum (dans Prusa Slicer 2.5 : Réglages du Filament / Refroidissement) Désactivé la fonction Linear Advance, pour cela ajouter simplement la ligne M900 K0 dans votre Start Gcode (et pensez à la supprimer ou commenter après tranchage) Désactivé toutes Valeur d’accélération maximum et limites de mouvement brusque (jerk) en mettant les valeurs à 0. Enfin se rendre dans Réglages de l’imprimante, section Gcode Personnalisé et ajouter le ligne de Gcode suviant dans Gcode après changement de couche : M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test Cela réalisera un test sur un plage de fréquence allant de 15Hz à 60hhz Trancher le modèle et vérifier dans la prévisualisation que le modèle est correctement tranché en regardant en vue de Vitesse. Si tout apparait en rouge alors le tranchage est correct la tour de calibration sera imprimée tout le temps à la vitesse maximale que vous avez sélectionné, ici dans mon test 150mm/s. Si ce n’est pas le cas il faudra revoir vos réglages. Mesure et Calculs de la valeur à appliquer A l’aide d’un pied à coulisse (ou autre) il faut mesure la hauteur ou l’on a le moins de Ghosting visible aussi bien pour l’axe X que pour l’axe Y. On appellera la hauteur mesuré Zx et Zy, il faudra donc appliquer les formules suivantes : Valeur pour X = 15 + 45 * ( Zx / 0.2 - 2) / 297 Valeur pour Y = 15 + 45 * ( Zy / 0.2 - 2) / 297 Si nous avions mesurés Zx = 26.66 et Zy = 26.62 alors nous aurions une valeur pour X = 34.89Hz et pour Y = 34.86Hz. Il nous faudra à présent via un Pc branché en usb a l’imprimante si connecter via pronterface et dans la console taper les commandes suivantes : M593 X F34.89 Y F34.86 (remplacer les valeurs après le F par celles que vous avez calculé vous) M500 (pour sauvegarder en Eeprom les fréquences X et Y definit) Il ne reste qu’a imprimer un bench pour regarder le résultat et voir si le ghosting à diminué . Voici le firmware pour les X2. Marlin 2.1.2 avec support Input Shaper