Chercher dans la communauté
Résultats des étiquettes.
-
La version 2.4 de PrusaSlicer est disponible en Alpha 1 (certainement avec de nombreux bugs). Il y a de nombreuses améliorations et des nouvelles fonctions qui devraient être faciles à utiliser. Les explications donnent envie de jouer avec cette version: https://github.com/prusa3d/PrusaSlicer/releases
-
Bonjour, Je suis nouveau sur ce forum et nouveau dans l’impression 3d. J’ai acheter il y’a peu de temps une geeetech i3 et j’aimerais savoir comment bien s’en servir. Je n’arrive pas à obtenir des impression propres, et les impression avec des supports sont horribles, il y’a tellement de support qu’on ne voit même plus là pièce de base et ceux ci sont impossible à enlever tout comme ci il faisait partie de la pièce. J’utilise actuellement Prusa slicer mais je ne sais même pas comment configurer l’imprimante. Si quelqu’un pourrait m’aider ce serait super, merci, bonne soirée.
-
 bonjour a tous en attendant mon autonivellement, j'ai installé tout ce petit monde ; klipper sur une ender3 v2, FLUIDD sur un Raspberry et enfin SUPERSLICER sur un (vieux) pc. je dois définir sous fluidd un Z Offset -0.010mm. Je voudrais l'enregistrer dans les parametres de configuration de l'imprimante sous SuPeRslicer, est ce bien dans "Réglages de l'imprimante > Taille et coordonnées > Décalage Z" ? printer.cfg klipper_CRE3_V2.bin
bonjour a tous en attendant mon autonivellement, j'ai installé tout ce petit monde ; klipper sur une ender3 v2, FLUIDD sur un Raspberry et enfin SUPERSLICER sur un (vieux) pc. je dois définir sous fluidd un Z Offset -0.010mm. Je voudrais l'enregistrer dans les parametres de configuration de l'imprimante sous SuPeRslicer, est ce bien dans "Réglages de l'imprimante > Taille et coordonnées > Décalage Z" ? printer.cfg klipper_CRE3_V2.bin -
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg) Bonjour, Sur les conseils de son auteur, en m'insiprant de ce tuto, j'ai calibré ma Tenlog TL-D3 : Tout est très bien expliqué et les résultats me semblent corrects. Malheureusement, je n'arrive pas à interpréter les résultats du dernier calibrage, l'impression des cubes, un cube standard et un cube voron. A vrai dire, j'imagine qu'il faut prendre les côtes de ses cubes mais je ne sais pas quoi faire de ses côtes, comment les interpréter ni où les injecter. Autre que question sur SuperSlicer, est-il possible d'avoir un remplissage par couche comme avec IdeaMaker ? J'ai bien vu que l'on pouvait ajouter des modifieurs à la pièce pour lesquels on pouvait définir des densités de remplissage différentes mais ça ne marche pas ou mal avec une IDEX. Il est très probable que je n'ai pas vu comment le faire. Il me semble que le modifieur, n'est piloté que par une seule extrudeuse. A moins, bien sûr de scinder ce modifieur pour l'imprimer de façon différenciée par chacune des extrudeuses. Mais là, ça deviendrait compliqué. Donc, si quelqu'un pouvait m'apporter ses lumières, ce serait extrêtement sympathique de sa part. Par avance, merci. Amitiés Michel
Bonjour, Sur les conseils de son auteur, en m'insiprant de ce tuto, j'ai calibré ma Tenlog TL-D3 : Tout est très bien expliqué et les résultats me semblent corrects. Malheureusement, je n'arrive pas à interpréter les résultats du dernier calibrage, l'impression des cubes, un cube standard et un cube voron. A vrai dire, j'imagine qu'il faut prendre les côtes de ses cubes mais je ne sais pas quoi faire de ses côtes, comment les interpréter ni où les injecter. Autre que question sur SuperSlicer, est-il possible d'avoir un remplissage par couche comme avec IdeaMaker ? J'ai bien vu que l'on pouvait ajouter des modifieurs à la pièce pour lesquels on pouvait définir des densités de remplissage différentes mais ça ne marche pas ou mal avec une IDEX. Il est très probable que je n'ai pas vu comment le faire. Il me semble que le modifieur, n'est piloté que par une seule extrudeuse. A moins, bien sûr de scinder ce modifieur pour l'imprimer de façon différenciée par chacune des extrudeuses. Mais là, ça deviendrait compliqué. Donc, si quelqu'un pouvait m'apporter ses lumières, ce serait extrêtement sympathique de sa part. Par avance, merci. Amitiés Michel -
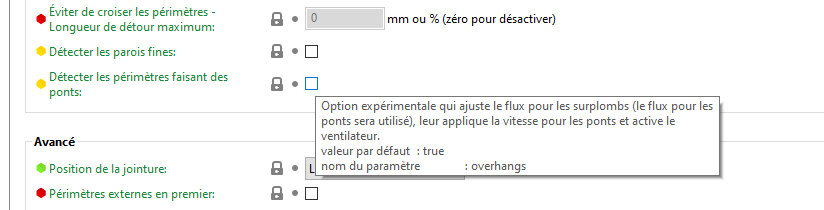
 Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
Salut, il y a quelque chose qui me trouble dans les paramètres par défaut de PrusaSlicer (impression et filaments). Lorsqu'on laisse la souris immobile sur une case, une infobulle apparaît avec une description du paramètre et sa valeur par défaut. Seulement, la valeur par défaut dans l'infobulle ne correspond souvent pas avec la valeur par défaut réellement paramétrée, avant toute modification ou lorsqu'on clique sur le petit cadenas pour réinitialiser. Quelques exemples: -dans Réglages d'impression, les paramètres "Détecter les parois fines" et "Détecter les périmètres faisant des ponts" sont décochés par défaut, pourtant dans l'infobulle il est écrit "valeur par défaut: true". -dans Réglages du filament>Refroidissement (PLA Prusament), le paramètre "Désactiver le ventilateur pour le(s) première(s) couches est réglé par défaut sur 1, pourtant dans l'infobulle: "valeur par défaut: 3". Beaucoup d'autres paramètres sont concernés. Voici une capture d'écran pour illustrer la chose: Est-ce normal? Quel paramètre privilégier pour un débutant pour obtenir les meilleurs résultats sans risque, les paramètres mentionnés dans l'infobulle ou les paramètres préréglés qui ne correspondent pas à l'infobulle? Merci!
-
Bonjour j'ai récemment investi dans un duplicator 12 dual mais malheureusement je ne sais pas comment slicer des projets bicolore est ce que quelqu'un pourrait m'éclairer Merci d'avance
-

slic3r Contrôler trajectoire buse [/RÉSOLU]
Yvan Bonnin a posté un sujet dans Paramétrer et contrôler son imprimante 3D
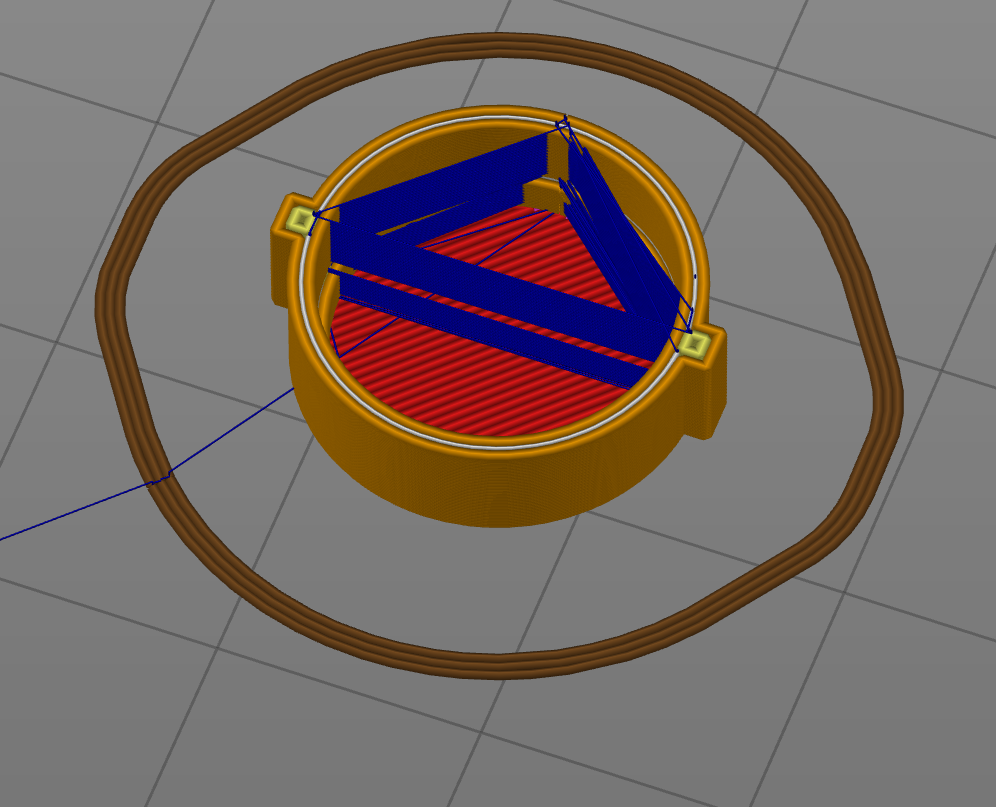
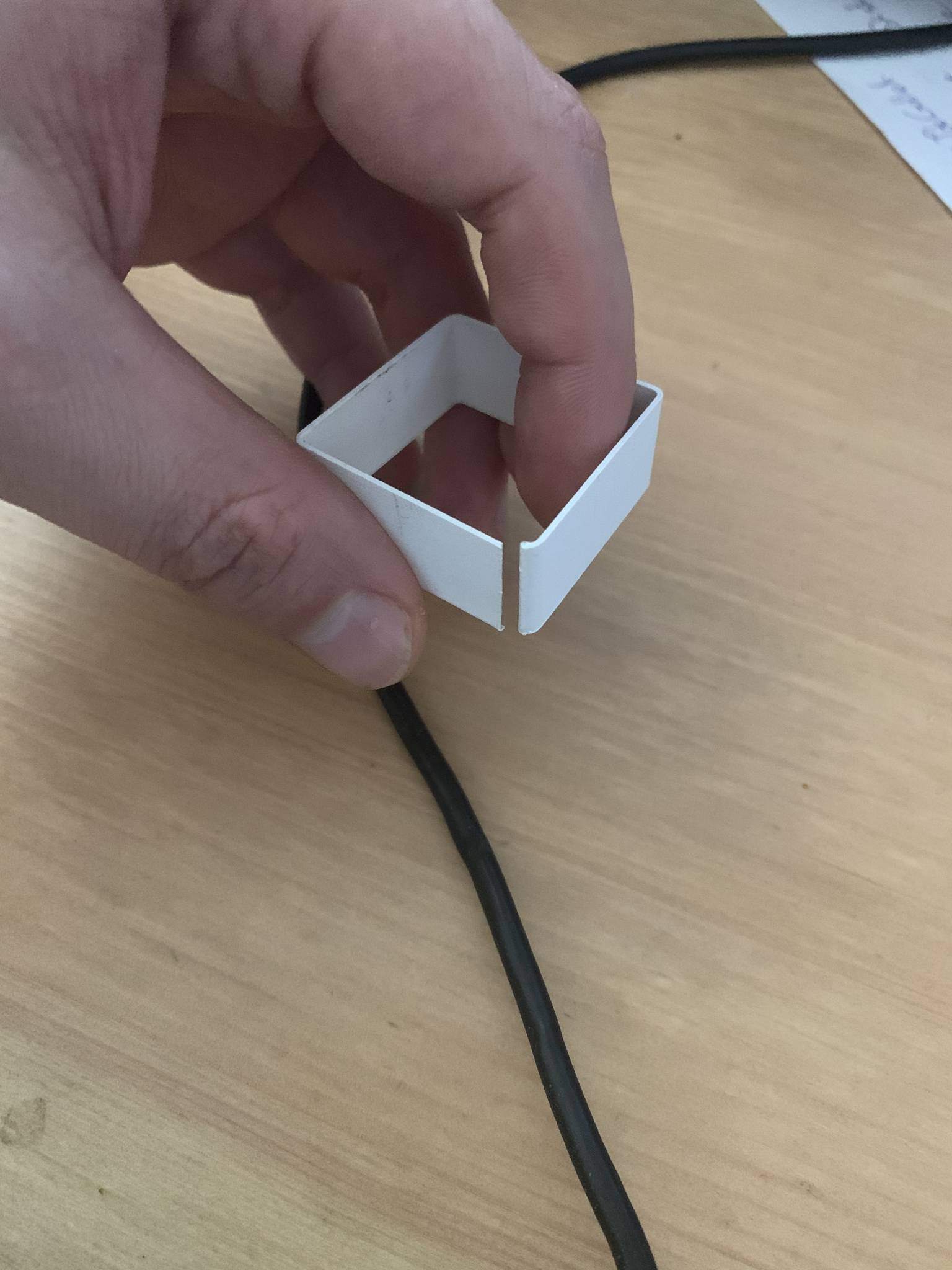
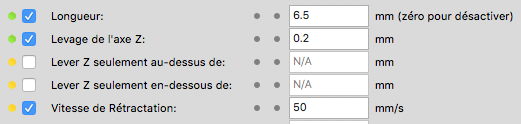
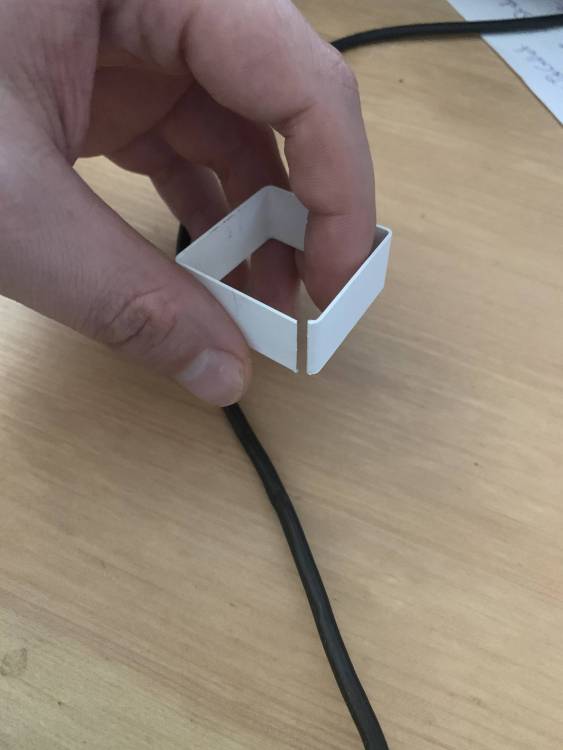
bonjour à tous, Je prototype une boite rond avec des petites poignets. l'impression est très bonne en 0.1 mais malgré mes réglages de rétractation j'ai toujours quelques cheveux d'anges dans le cylindre. je voudrais que ma buse ne traverse pas la pièce mais suive la matière déjà extrudée. Même si ça allonge un peu le print, j'ai dois avoir un rendu parfait sur l'intérieur du cylindre. Je travaille depuis peu sous Prusaslicer et je chercher l'option bloquant le passage de la buse par le milieu de ma pièce. je n'arrive pas trouver l'option. ma buse passe toujours à l'intérieur du cylindre. J'ai tenté de forcer un peu les réglages de la rétractation, j'ai un super résultat mais toujours quelques petits fil qui se baladent et je voudrais bien les faire disparaitre lors de l'impression et pas lors du post traitement Merci pour vos conseils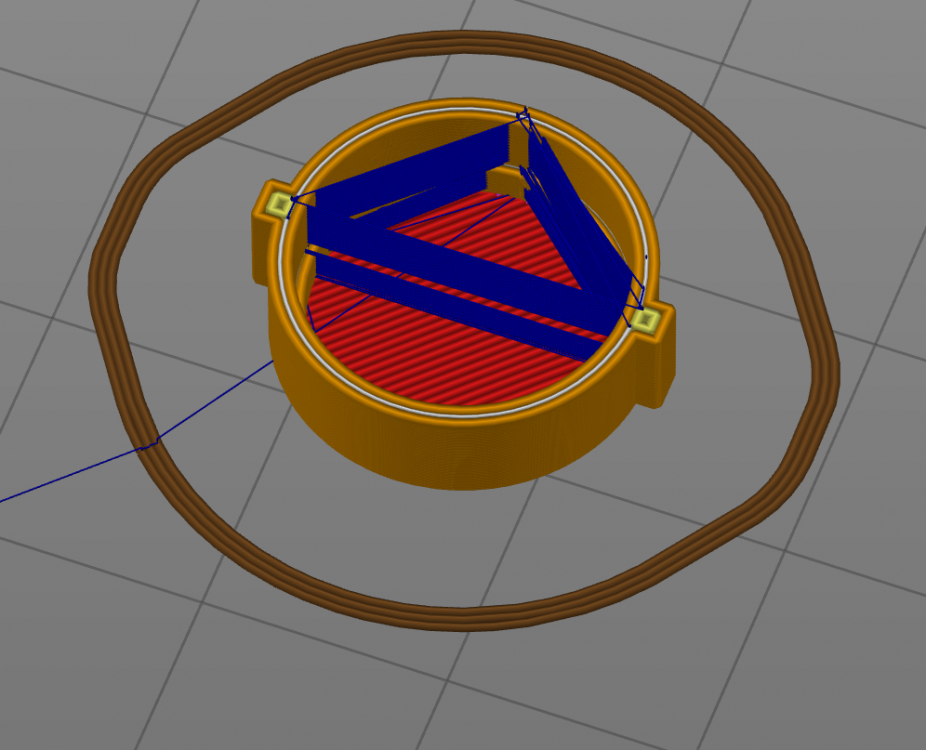
-

slic3r Définir la trajectoire d'une couche
The33Coder a posté un sujet dans Paramétrer et contrôler son imprimante 3D
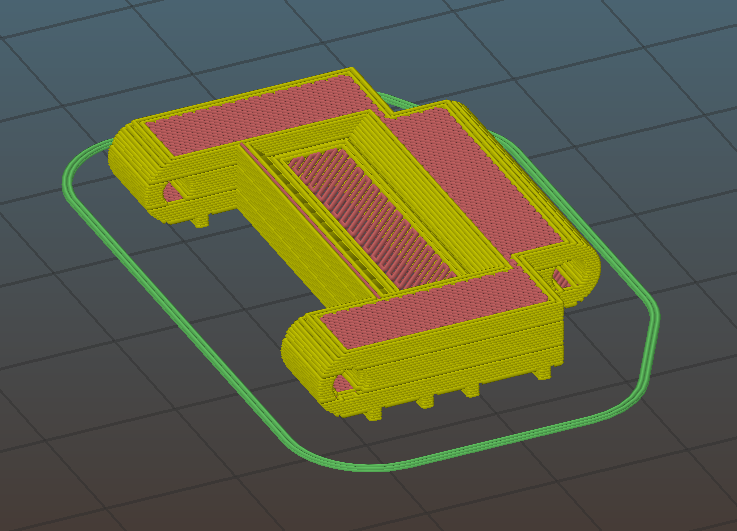
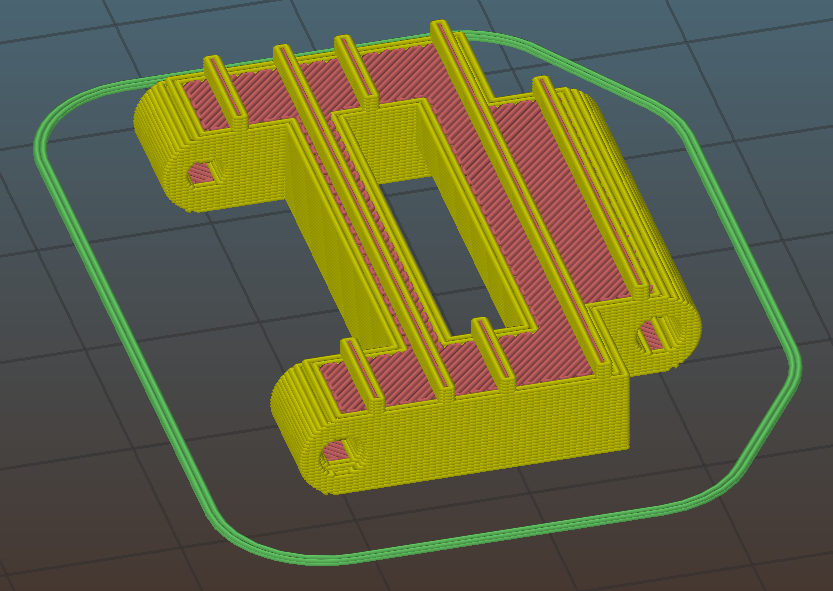
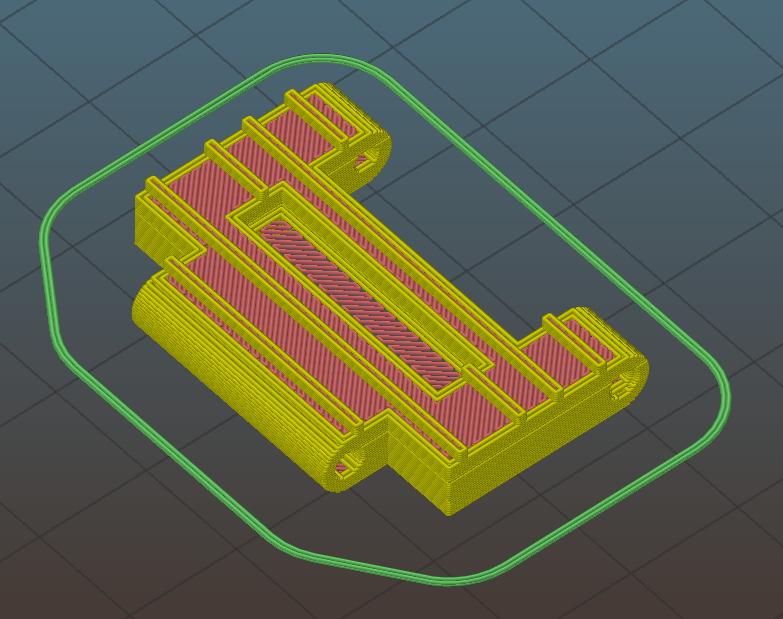
Bonjour, Je tante de trouver comment faire un croisement de mes couches pour solidifier une jonction mais je ne trouve pas. J'ai regardé dans Cura, IdeaMaker et Slic3r. Chacun a sont trajet, mais plus ou mois c'est le même résultat. La jonction des couches se fait au même endroit en suivant un trajet similaire au rose et la pièce est plus fragile. J'aimerais faire une sorte de 8 avec les couches (direction vert) pour qu'elles soit continue. Si possible que les points de jonction ne soit pas au même endroit aussi. Est-il possible de faire cela? Désolé, si le sujet existe déjà, mais comme je suis nouveau en 3D, j'ai pas encore le language technique et j'ai rien trouvé dans mes recherches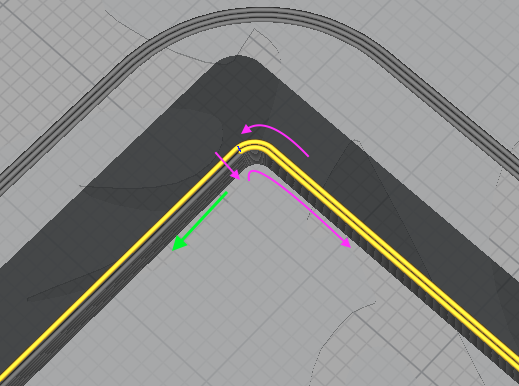
-
Hello, je deterre le sujet. Certains ont ils une config CR-10S Pro pour Slic3r ? <Modération> Plutôt que déterrer un sujet pour lequel les participants n'ont plus donné de nouvelles depuis plus d'un an @ShagoY, il est préférable de créer un nouveau sujet (ce que je fais pour toi). D'autant plus que ton modèle d'imprimante n'existait pas en mars 2018 <fin modération>
-

slic3r probleme gneeration Gcode
ericg a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous! Je m'arrache les cheveux sur un problème de génération de Gcode avc Slic3r que je préfère à Cura. J'essaie d'imprimer une pièce dont le STL a été vérifié correct. Slic3r me génère un Gcode qui alterne une couche avec le print de la pièce, ue couche avec les supports... Si je tranche depuis Cura, le Gcode est correct. Mais pour une raison qui m'échappe, la première couche avec Cura se décolle systematiquent, alors qu'elle tient avec Slic3r. Je joins le STL et le Gcode généré, si quelqu'un a une idée... Mon imprimante est une Prusa steel clone, tournant sous Marlin. tendeur_fixed.gcode tendeur_fixed.STL -

slic3r Je pars de Zero avec prusaslicer
pou a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je pars de zéro dans tout ce qui concerne l'impression3D Mes dessins sont fait sur solidworks J'ai fait l'acquisition d'une MK2 et après une approche des logiciels en rapport je me suis arrêté sur Simplify et PrusaSlicer. J'ai, après comparaison, préféré prusaslicer. Le problème qui sollicite votre attention est que j'ai configuré PrusaSlicer pour la smartcub3D MK2 après avoir chargé le .inf correspondant. Maintenant je dois mettre tout ça sur la carte SD après que cela, si j'ai bien compris, soit transformé en Gcode Donc: Comment transformer en Gcode et comment mettre sur la carte SD? S'il y a déjà un post concernant mes interrogations pouvez vous me donner son url, je n'ai pas trouvé Merci Bernard en RP -
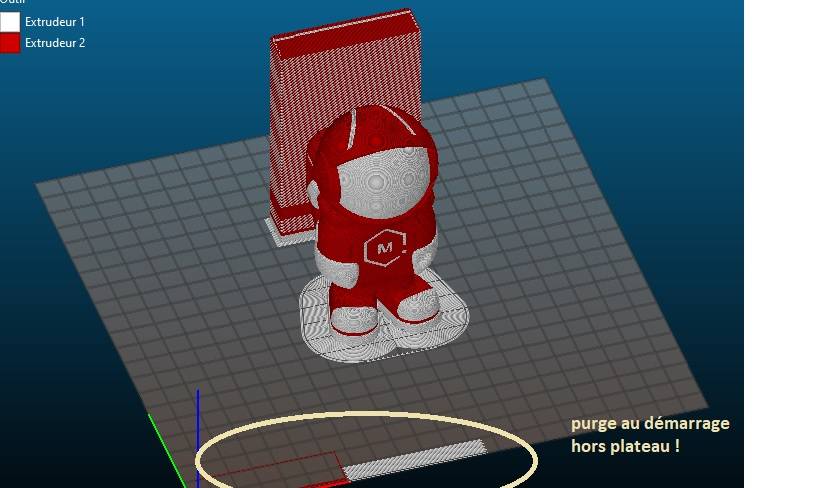
Bonjour, Je détiens une Geeetech A10M pour laquelle je souhaite réaliser des impressions en dual extrusion avec la configuration par défaut de l'imprimante. Voici mon problème j'arrive à configurer correctement Slic3r version 1.4 sauf quand j'imprime la première ligne de purge des deux couleurs commencent au ras du plateau! Je n'arrive pas à décaler de 10mm sur X ou Y le point de départ de cette purge? J'ai bien essayé de réduire la dimension du plateau par défaut avec point de départ x-20 et y-20 rien n'y fait la purge est toujours au même endroit. J'ai parcouru toutes les possibilité et je ne trouve pas comment paramètrer cette purge ? Le problème c'est que la pince qui tient le plateau est éjectée à chaque fois et la buse mange le Bed qui lui se relève d'autant... Merci de votre aide car je ne trouve pas la solution a moins de modifier le fichier GCODE généré par Slic3r. pour le reste pas de problème sur la tour de purge c'est oK ci-joint les photos du cosmonaute et de l'image de Slic3r

-

slic3r [Slic3r] Vos configs
Metalzoid a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut à tous J'ai eu l'idée de créer ce poste pour permettre à tout le monde de partager et de s'inspirer des paramètres d'impression pour Slic3r. Alors, merci de respecter ces infos : -Modèle d'imprimante -Modifications matérielle -Diamètre de buse -Diamètre de fil -Commentaires Si vous avez des idées d'autres infos, n'hésitez pas A vous de jouer ! -
bonjour à tous. j'utilise slic3r avec mon ender 3. je ne suis pas fan de cura. j'ai besoin de mettre des caracteristiques precises ^pour mes pieces à imprimer. à savoir : parois superieur inferieur ca ça va, c'est facile. par contre paroi interne toutes les 20 couches, je ne vois pas comment faire. parois de perimetre ? comment avoir 3.2mm de perimetre sur les axes de vis qui sont au milieu de la piece ? voilà, j'espere que vous allez pouvoir m'aider. merci
-

slic3r Vitesse d'impression PRUSA i3 mk2
Marina a posté un sujet dans Discussion sur les imprimantes 3D
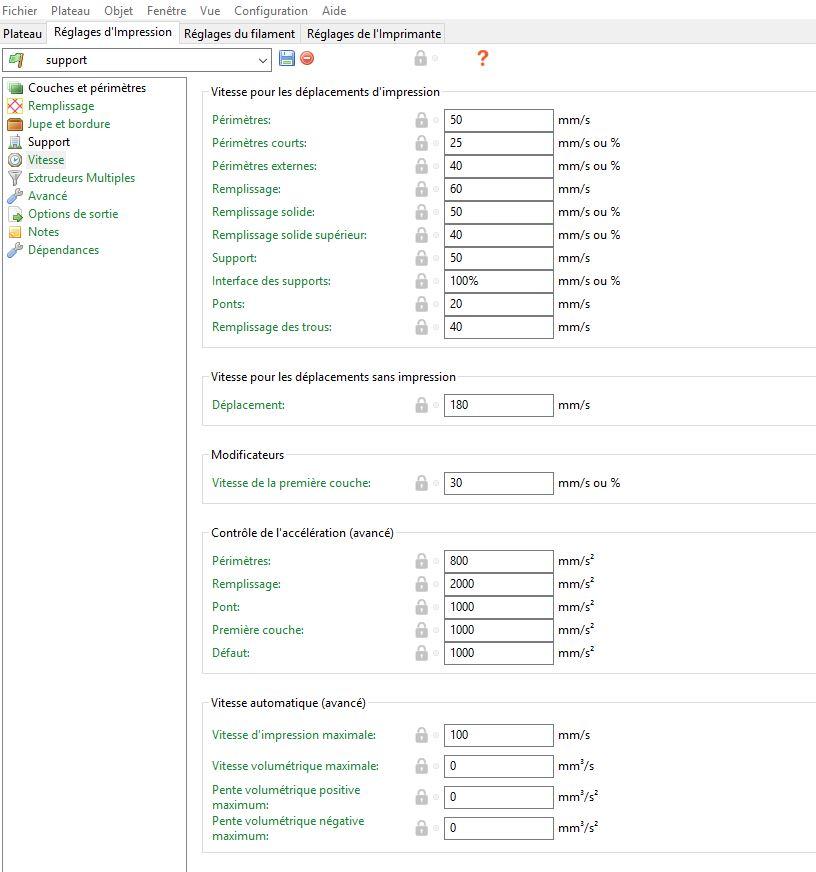
Bonjour à tous, Ayant obtenu mon diplôme de Prothésiste Dentaire , je suis actuellement débutante dans l'impression 3D. J'aurais quelques questions notamment sur la vitesse d'impression. Je suis actuellement sur la PRUSA i3 mk2, et sur le logiciel slic3r. Et j'utilise du PLA gris clair en 1.75 mm. Ma dernière impression était de 8h36, pour 6 arcades inférieures. Je trouve malgré tout que c'est assez long, mes réglages sont sûrement à modifier, mais voilà je ne sais pas lequel modifier …. J'ai ajoutée en pièces jointes, mes réglages d'impression qui sont ceux par défaut, et une des arcades parmi les 6 que j'ai imprimées. Avez-vous des conseils à me donner? Je vous remercie d'avance!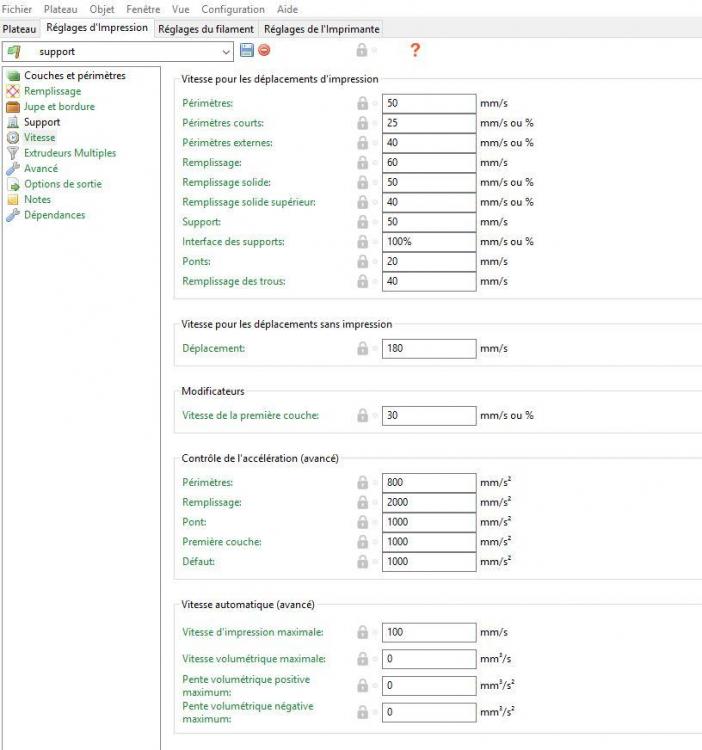


-
Hello, Demain je devrais lancer un print de ≈75m et d'après mes calculs j'ai entre 85 et 90 mètres de filaments restant sur ma bobine, donc je me demande si Slic3r calcule bien le nombre de mètres, car niveaux temps c'est pas vraiment ça... Merci
-
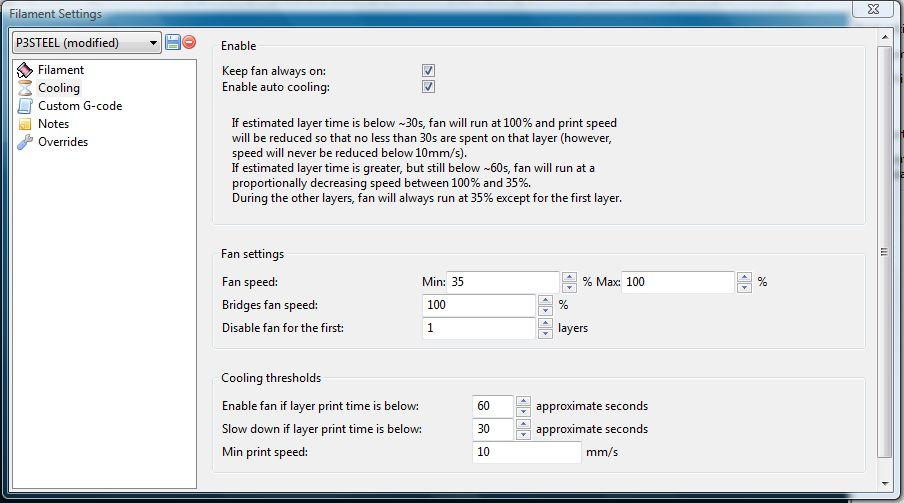
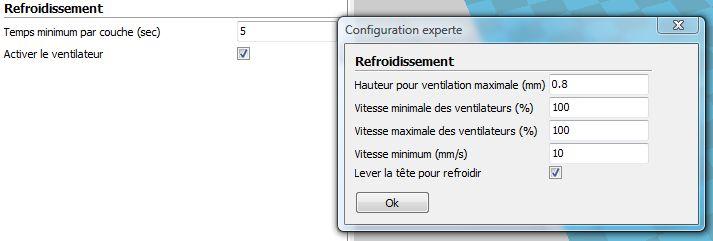
Yop, Je suis en train de configurer un profil Slic3r, mais j'avoue que je bloque dans la partie "cooling", je ne comprend pas les paramètres ... Que dois-je mettre si je veux que les paramètres de Slic3r correspondent aux paramètres ci-dessous ? Que dois-je mettre dans "Cooling Thresholds" ? Est-ce que je dois cocher "Keep fan always on" et "Enable auto cooling" ? Merci
-

slic3r Perte de couches
Michel Kigalere a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour J'avais laissé tombé l'impression 3 d pour me tourner vers la CNC mais j'essaye d'y revenir et ça se passe moins bien que ce que j’espérais J'ai chargé la dernière version de repetier et la verson 1.3.0 de slic3r. Mon imprimante est une prusa I3 datant de 2016 mais je n'arrive pas à déterminer de quelle version il s'agit Pour le tranchage dans repetier j'ai le choix entre Cura, Slic, et slic prusa edition. la versionPrusa edition semble me donner un tranchage correct du moins visuellement mais j'ai beau essayer de changer certain paramètres ça n'est pas pris en compte. La température de l'extruder par exemple est fixée à 210° mais si j'envois le code à l'imprimante elle monte à 270° Pour slic et cura le tranchage me donne les couches en bas puis qqs couches et beaucoup de vides pour le milieu de l'objet et enfin un top qui semble propre. Les valeurs de température sont conformes à celles que j'ai entré J'ai essayé de reprendre point par point toutes les valeurs de la version prusa mais j'obtiens toujours le même résultat. j'ai chargé et installé slic indépendamment de repetier sans plus de résultat: toujours très peu de couches présentes dans le milieu de l'objet J'ai nettoyé et recréé mon STL sans resultat non plus QQ1 aurait une piste pour me permettre d'avancer ? Merci -

slic3r Paramétrer le infil/perimeters overlap
Hervé-34 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous !!! L'âge faisant ! je ne me souvient plus du tout à quoi sert et comment paramétrer cet overlap !! J'ai un problème de PLA qui " claque " alors que d'autres PLA passent sans problème au contraire ! j'ai essayé plein de choses, mais l'overlap, je sais que j'y avais touché mais je ne sais plus pour quelle raison !! Pouvez-vous me rafraichir la mémoire ? et me dire à quel pourcentage vous êtes ?? Merci à tous ! Hervé -

slic3r Paramatrage Tornado de TEVO
PINTO IIRIVERST a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je viens de recevoir un Tornado de chez TEVO et e débute en imprim 3D. J'ai installé REPETIER et paramétré la machine en suivant les instructions de la notice constructeur sans problème jusqu’à la dernière étape. Dans Slic3r le fabriquant préconise la procédure suivante: Aller dans File > Load config > select and load Tornado.ini from SD card. Or dans la carte SD fournie il n'y a aucun fichier,elle est désespérément vide.C'est certainement un oubli,c'est bien ma chance. Auriez-vous une piste? Merci de votre aide. Lucien -

slic3r problème comportement slic3r pe
krockdur a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je rencontre un soucis avec slic3r PE (1.41.1 sous ubuntu) lors du tranchage. je charge ma pièce : Si je tranche directe, il me met des couches dans le trou du milieu et le contour est étrange : Je la retourne de 180° pour ne pas avoir de support : Si je fais 180° autour du X, le tranchage est nickel : par contre si je fais 180° autour du Y, re problème : Bref, j'en perd mon latin... à votre avis ça vient de mon profil ou c'est un bug ? merci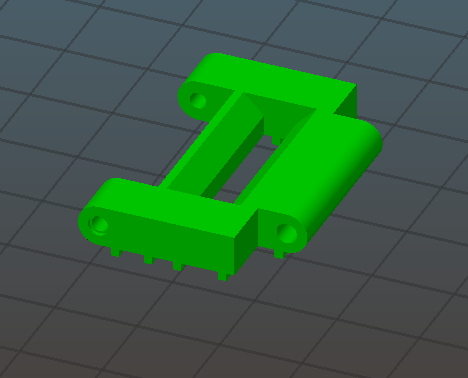
-
 Bonjour à tous, J'ai il y a quelques temps ajouté un second extrudeur à mon imprimante. Tout est fonctionnel mais cependant le code de Marlin ne veut pas détecter les pins comme il faut. Sur Slic3r lorsque que je chauffe le lit, ça allume le ventilo par exemple alors que ça ne devrait pas après vérifications. Avez-vous des idées de comment résoudre mon problème ? PS: Mon contrôleur me permet de faire un EEFB (https://www.amazon.com/HICTOP-Printer-Control-RepRap-Arduino-compatible/dp/B015W7PWRG). Merci d'avance pour les réponses.
Bonjour à tous, J'ai il y a quelques temps ajouté un second extrudeur à mon imprimante. Tout est fonctionnel mais cependant le code de Marlin ne veut pas détecter les pins comme il faut. Sur Slic3r lorsque que je chauffe le lit, ça allume le ventilo par exemple alors que ça ne devrait pas après vérifications. Avez-vous des idées de comment résoudre mon problème ? PS: Mon contrôleur me permet de faire un EEFB (https://www.amazon.com/HICTOP-Printer-Control-RepRap-Arduino-compatible/dp/B015W7PWRG). Merci d'avance pour les réponses. -
Bonjour à tous, dans ce nouveau tutoriel, je vous présente 2 exemples d'utilisation des "modifiers" sous slic3r pour renforcer une zone précise de l'objet à imprimer, ou encore modifier l'apparence d'une zone particulière. Ces "modifiers" sont des fonctions très puissantes qui permettent de modifier de nombreux paramètres d'impression sur des zones très précises car on peut même importer des formes personnelles (et ne pas se limiter aux formes basiques proposées par slic3r) pour modifier ces zones.
- 24 réponses
-
- 2
-

-
- slic3r
- renforcer zone
- (et 1 en plus)
-
Un lien très intéressant: https://caron.ws/data/Manuel/Slic3r-Manual-FR.pdf
-

slic3r Extraire la pièce après tranchage
JElmesbahi a posté un sujet dans Discussion sur les logiciels 3D
Bonjour, S'il vous plais, je voulais savoir si on peux extraire la pièce après tranchage avec slicer par exemple ou autre... afin de connaitre le début et la fin pour chaque couche.. Merci d'avance