Chercher dans la communauté
Résultats des étiquettes.
-
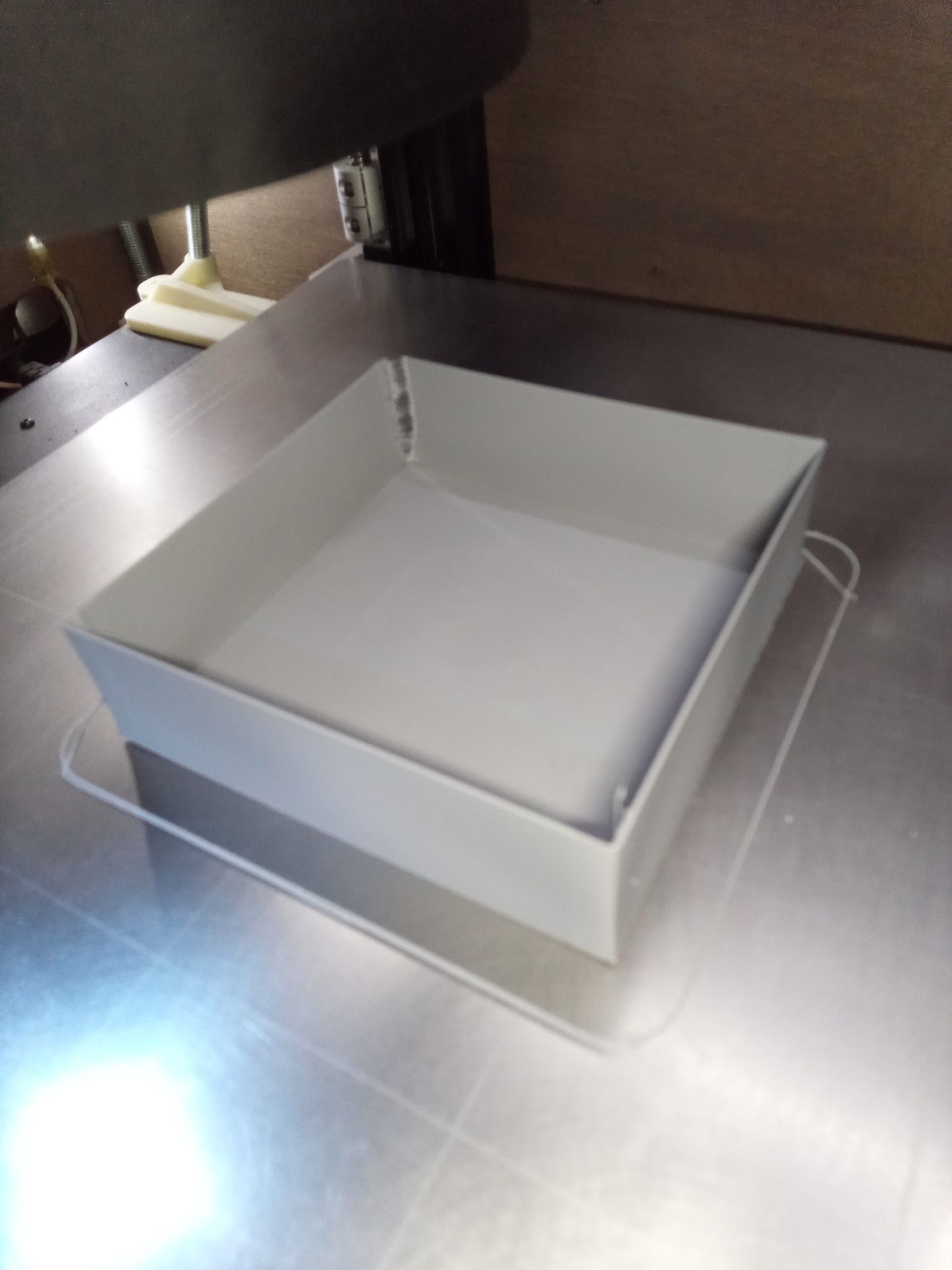
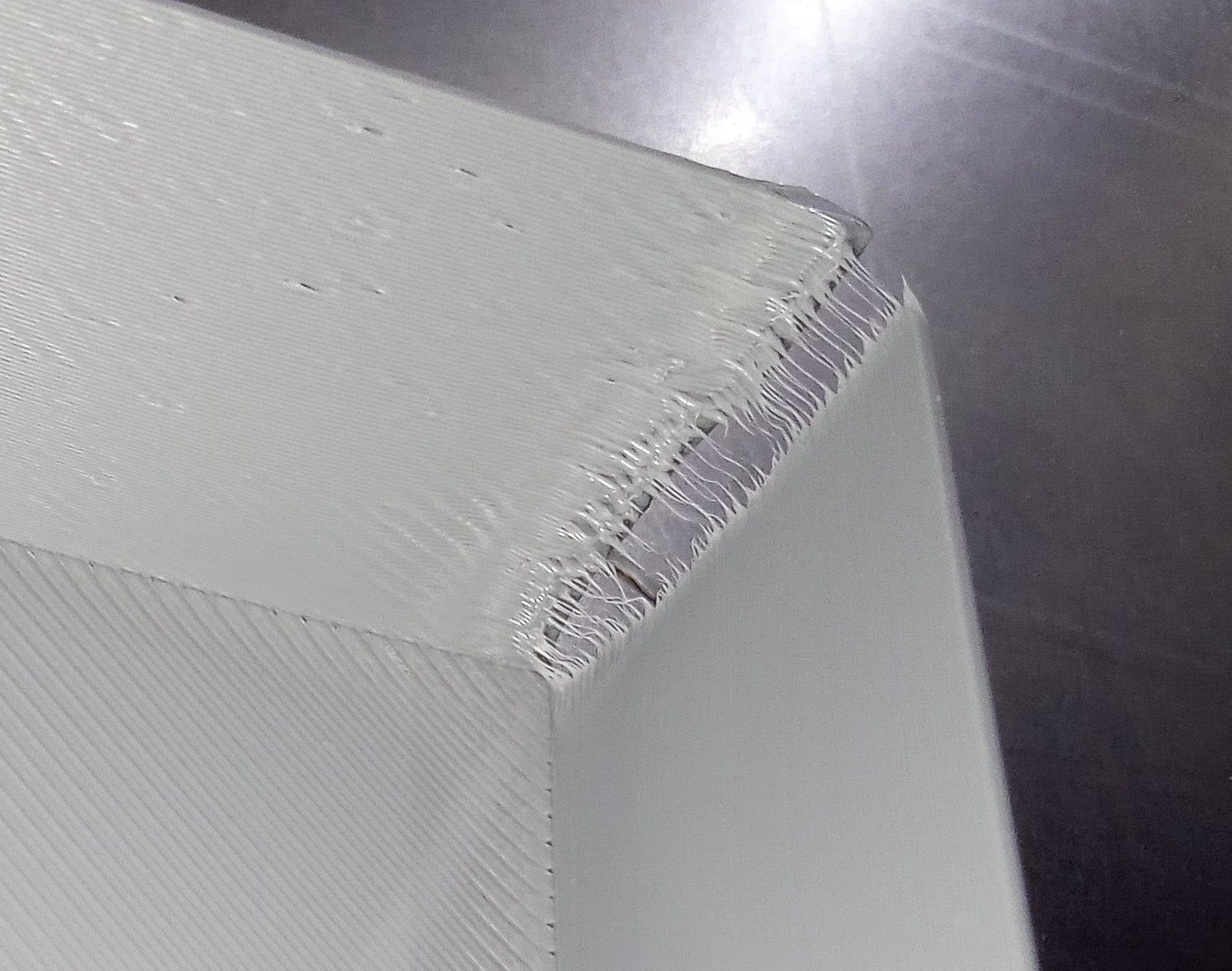
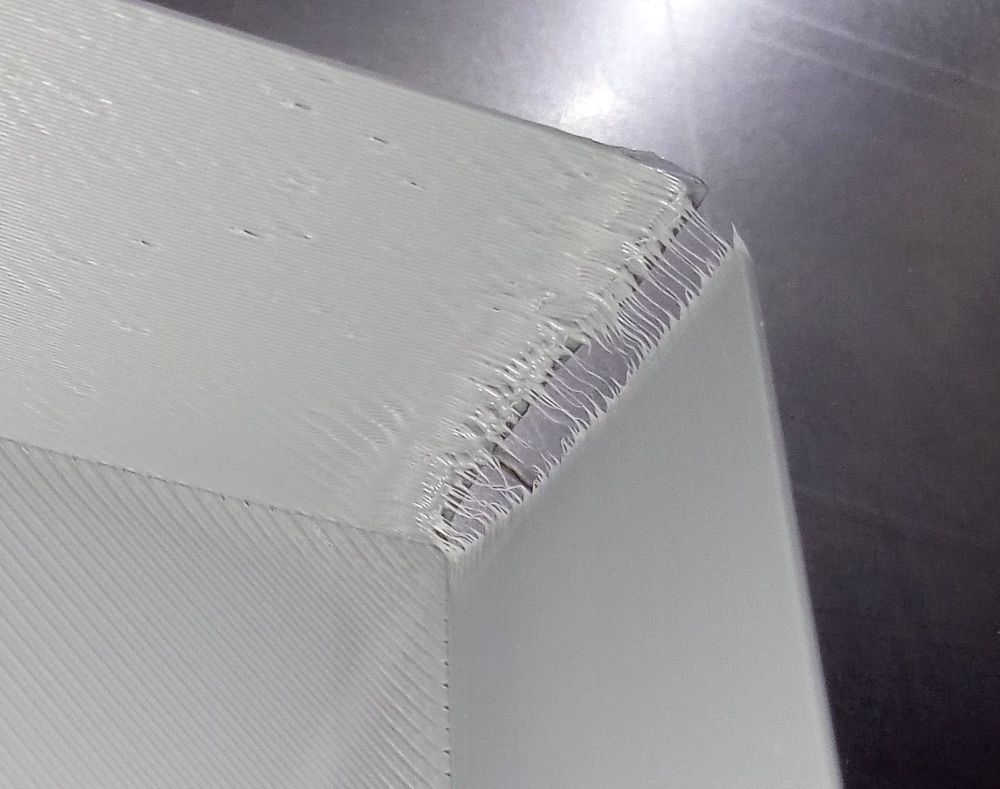
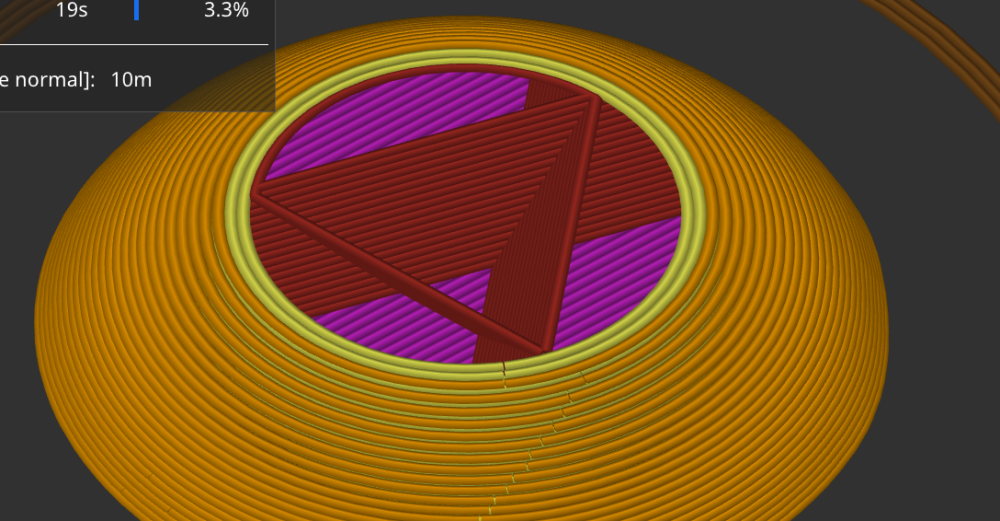
Bonjour à tous, Suite au changement de mon bloc d'extrusion complet j'ai lancé un cube en mode vase pour tester les vitesses et les températures. C'est du ASA, le 1er tiers à 245, second 250 et dernier tout en haut à 255°c, pas trop de différence sur la température. Mais j'obtiens ça, un beau manque, mais seulement dans un coin. Quelqu'un aurait une idée du paramètre à bouger sur Prusa Slicer pour régler ça ? Merci d'avance, Laurent


-
Salut a tous, sujet deja traité mais c'était il y a 2 ans... Je débute, et me renseigne avant d'acheter. J'ai trouvé actuellement chituboxpro 1.4.1, et j'ai entendu parlé de lychee slicer (en gratuit), j'ai mis la main sur ideamaker, PrusaSlicer (gratuit aussi), et foarmware3d (payant). Dois bien y'en avoir 2 ou 3 qui sortent du lot. Quel sont selon vous les meilleurs / les plus utilisés ? De ce que j'ai lu, il vaut mieux en avoir plusieurs car parfois l'un reconnaît mal l'imprimante alors que l'autre c'est ok... J'aimerais des avis des gens ayant de l'expérience Merci
-
 Bonjour à tous, Je ne suis pas débutant dans la pression 3D. Mais j’avoue qu’il y a toujours un sujet qui me pose problème, c’est le pontage. Retour Je ne suis pas débutant dans la pression 3D. Mais j’avoue qu’il y a toujours un sujet qui me pose problème, c’est le pontage. Dans mes impressions 3D, avec la bambulab X1, un peu s’effondrer un peu s’effondrer sur les bords ou des fois sur le milieu. Même pour des petits ponts. J’aimerais donc calibrer ça parfaitement, mais j’aimerais avoir vos avis de comment vous faites-vous pour calibrer ou si vous avez une méthode ou une vidéo YouTube qui présenterai la chose de manière efficace et sûre. Ensuite, si elle pouvait être orienté vers le Slicer, bambulab ou son équivalent, cela sera encore Mieux . je suis preneur de tous conseils, et bien sûr je vous ferai un retour par la suite de son expérience sur ce sujet.
Bonjour à tous, Je ne suis pas débutant dans la pression 3D. Mais j’avoue qu’il y a toujours un sujet qui me pose problème, c’est le pontage. Retour Je ne suis pas débutant dans la pression 3D. Mais j’avoue qu’il y a toujours un sujet qui me pose problème, c’est le pontage. Dans mes impressions 3D, avec la bambulab X1, un peu s’effondrer un peu s’effondrer sur les bords ou des fois sur le milieu. Même pour des petits ponts. J’aimerais donc calibrer ça parfaitement, mais j’aimerais avoir vos avis de comment vous faites-vous pour calibrer ou si vous avez une méthode ou une vidéo YouTube qui présenterai la chose de manière efficace et sûre. Ensuite, si elle pouvait être orienté vers le Slicer, bambulab ou son équivalent, cela sera encore Mieux . je suis preneur de tous conseils, et bien sûr je vous ferai un retour par la suite de son expérience sur ce sujet. -
 Bonjour à tous, J'ai récemment ajouté un petit système de chauffage ventilé dans mon imprimante sous Klipper. Le réglage de la chauffe est aujourd'hui indépendante de la marche du ventilateur, c'est à dire que le système de chauffe peut être à 100% de sa puissance sans que le petit ventilo qu'il y a derrière ne tourne. C'est pas efficace et je trouve ça potentiellement dangereux. J'ai cherché pendant plusieurs jours à créer une macro qui activerait le ventilateur dès qu'une température de consigne est donnée au système de chauffe. Mais bon, je n'ai pas trouvé quelque chose de compréhensible pour mon niveau de programmation. J'ai trouvé une autre option. Le Slicer de Bambulab "Bambu Studio" à 2 paramètres intéressants : "chamber_temperature" et "additional_cooling_fan_speed". J'ai donc ajouté cela à mon G-code de départ : SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]" SET_HEATER_TEMPERATURE HEATER=heater_chamber TARGET="[chamber_temperature]" La première ligne pilote le ventilateur et la seconde donne la valeur de consigne au système de chauffe. Cela fonctionne très bien sauf que lors d'une impression, le ventilateur à toujours au maximum. Après une petite analyse du problème, j'ai compris que cela venait de l'unité utilisée dans Bambu Studio qui est en % alors que Klipper attends une valeur décimale. Donc quand je mets 50% dans Bambu Studio, Klipper reçoit 50 à la place de 0.5. La solution est de pouvoir automatiquement diviser par 100 (ou de multiplier par 0.01) ma valeur [additional_cooling_fan_speed] et c'est là où est mon problème.... J'ai essayé plusieurs possibilités comme : SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]"*0.01 SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]*0.01" Mais cela ne fonctionne pas, Klipper me donne l'erreur -> Malformed command SET_FAN_SPEED FAN=chamber SPEED="50*0.01" Auriez-vous une idée de comment faire ???
Bonjour à tous, J'ai récemment ajouté un petit système de chauffage ventilé dans mon imprimante sous Klipper. Le réglage de la chauffe est aujourd'hui indépendante de la marche du ventilateur, c'est à dire que le système de chauffe peut être à 100% de sa puissance sans que le petit ventilo qu'il y a derrière ne tourne. C'est pas efficace et je trouve ça potentiellement dangereux. J'ai cherché pendant plusieurs jours à créer une macro qui activerait le ventilateur dès qu'une température de consigne est donnée au système de chauffe. Mais bon, je n'ai pas trouvé quelque chose de compréhensible pour mon niveau de programmation. J'ai trouvé une autre option. Le Slicer de Bambulab "Bambu Studio" à 2 paramètres intéressants : "chamber_temperature" et "additional_cooling_fan_speed". J'ai donc ajouté cela à mon G-code de départ : SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]" SET_HEATER_TEMPERATURE HEATER=heater_chamber TARGET="[chamber_temperature]" La première ligne pilote le ventilateur et la seconde donne la valeur de consigne au système de chauffe. Cela fonctionne très bien sauf que lors d'une impression, le ventilateur à toujours au maximum. Après une petite analyse du problème, j'ai compris que cela venait de l'unité utilisée dans Bambu Studio qui est en % alors que Klipper attends une valeur décimale. Donc quand je mets 50% dans Bambu Studio, Klipper reçoit 50 à la place de 0.5. La solution est de pouvoir automatiquement diviser par 100 (ou de multiplier par 0.01) ma valeur [additional_cooling_fan_speed] et c'est là où est mon problème.... J'ai essayé plusieurs possibilités comme : SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]"*0.01 SET_FAN_SPEED FAN=chamber SPEED="[additional_cooling_fan_speed]*0.01" Mais cela ne fonctionne pas, Klipper me donne l'erreur -> Malformed command SET_FAN_SPEED FAN=chamber SPEED="50*0.01" Auriez-vous une idée de comment faire ??? -
Bonjour à tous, Je viens de commencer à regarder comment faire marcher ma nouvelle Anycubic M3 Plus... et je viens de télécharger leur logiciel de slicing (Anycubic photon)...... c'est... disons... particulier... Vous utilisez ce logiciel avec vos anycubic ??? ou il y en a un autre compatible (comme Cura avec les FDM) qui serait un peu plus pratique ?? Merci d'avance pour vos commentaires & suggestions...
-
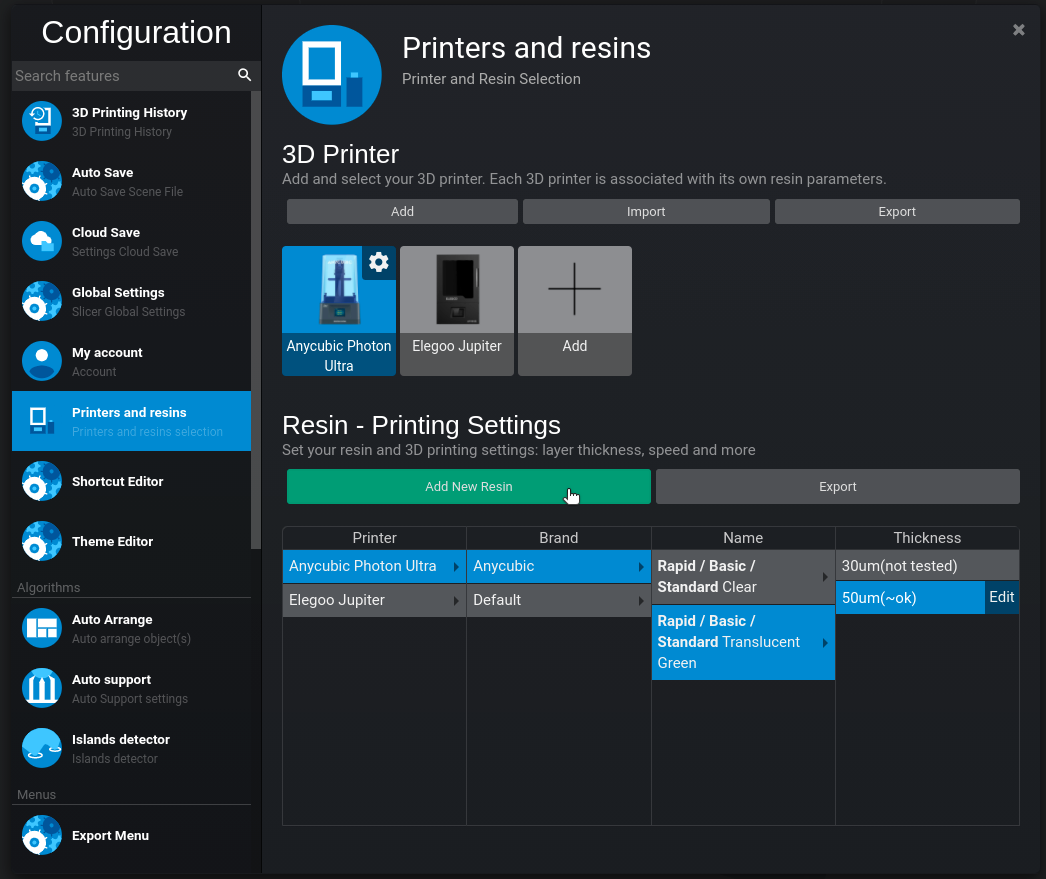
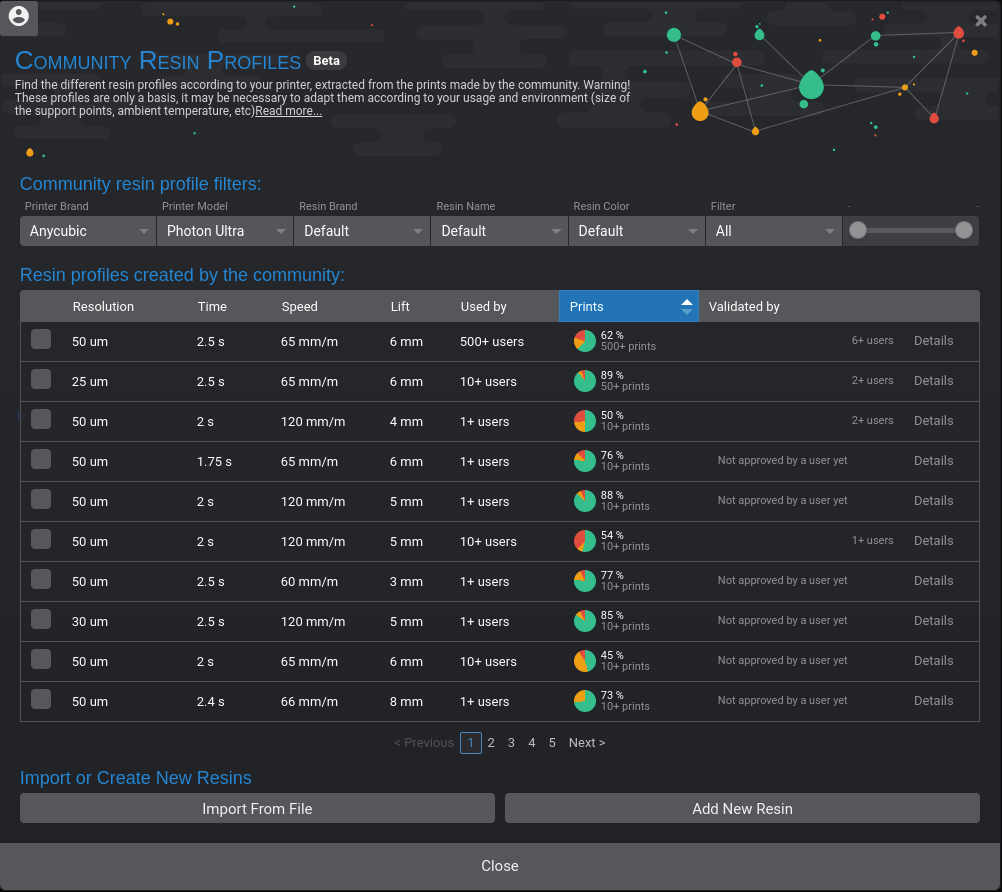
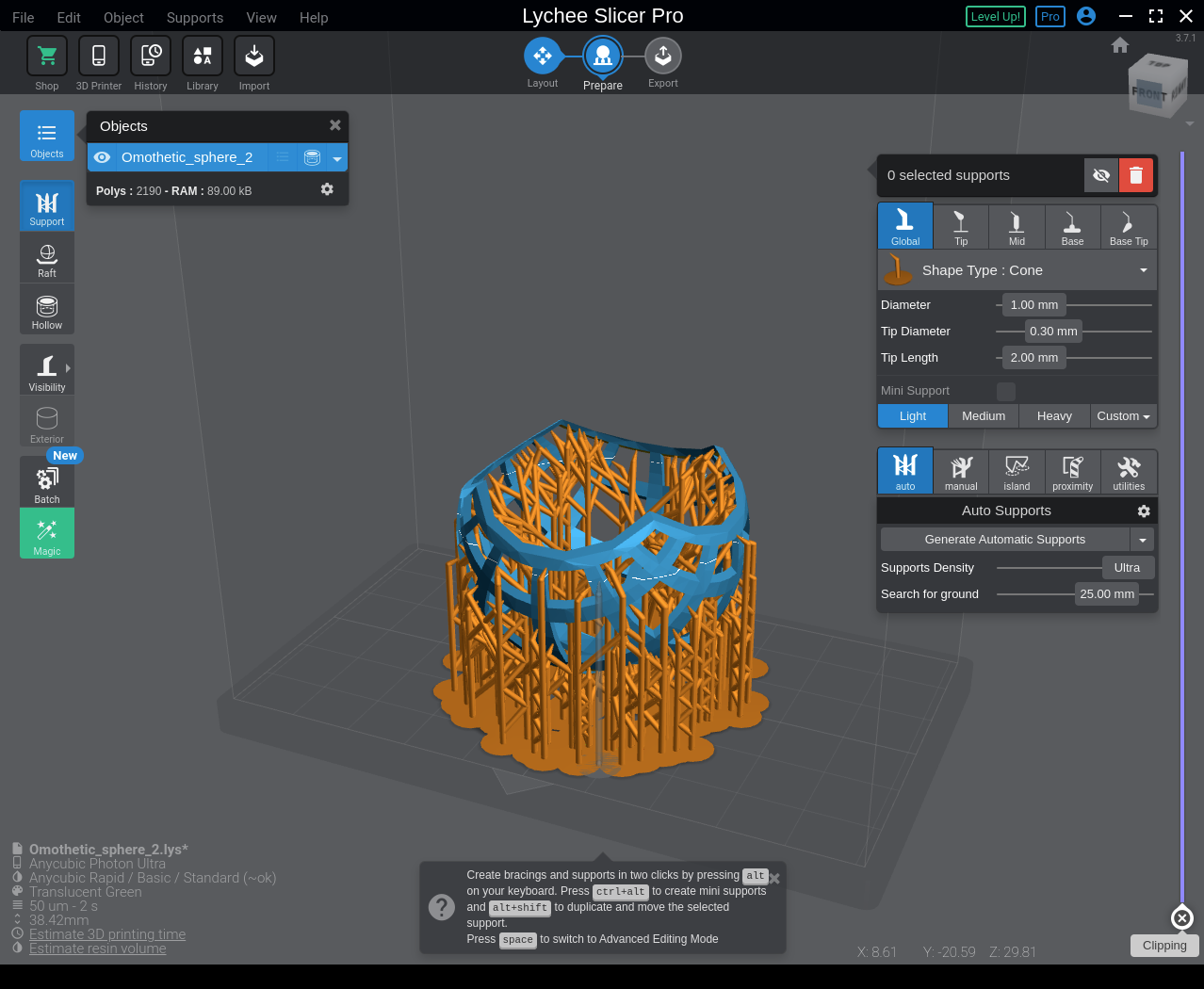
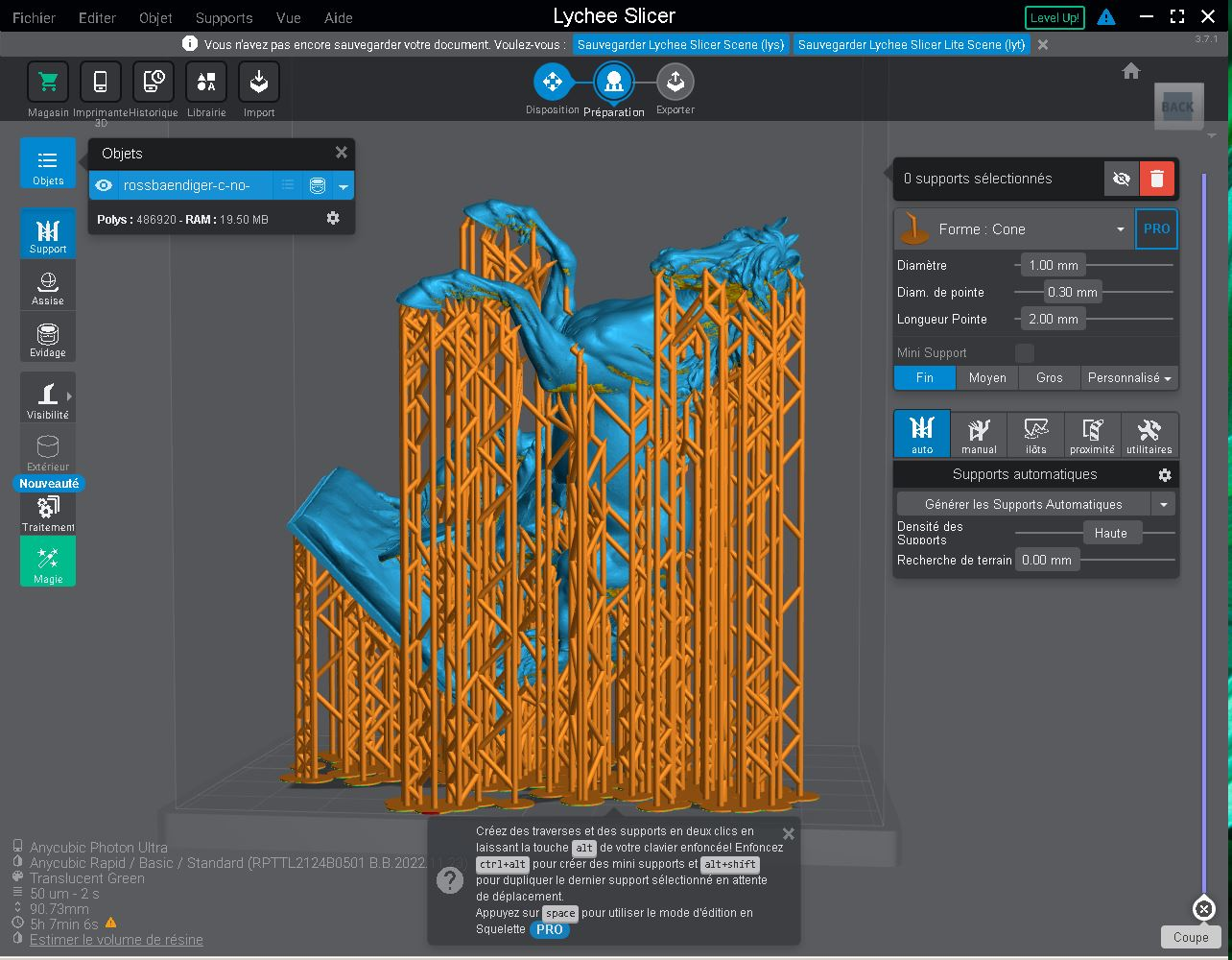
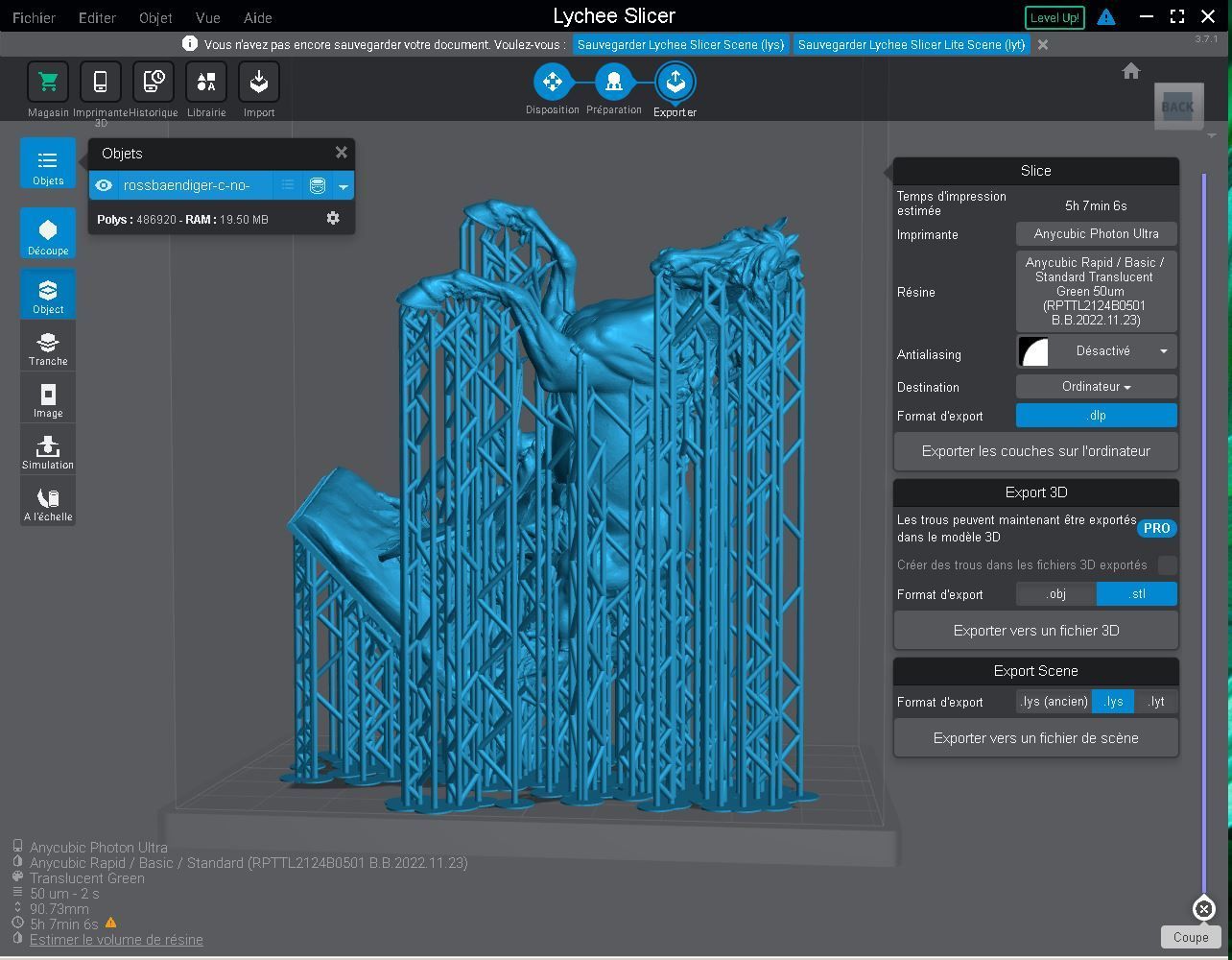
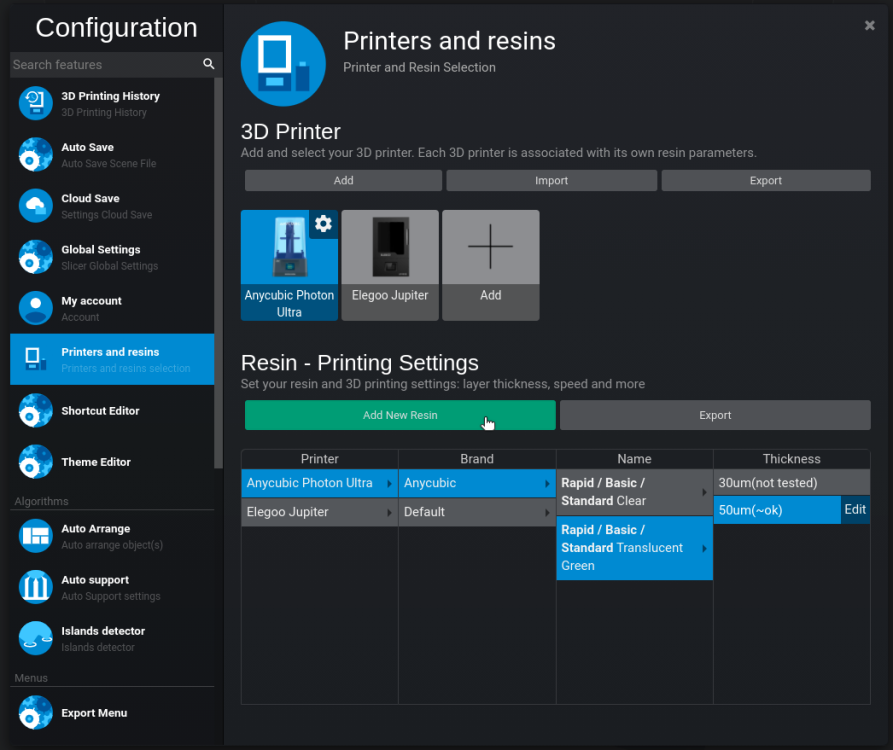
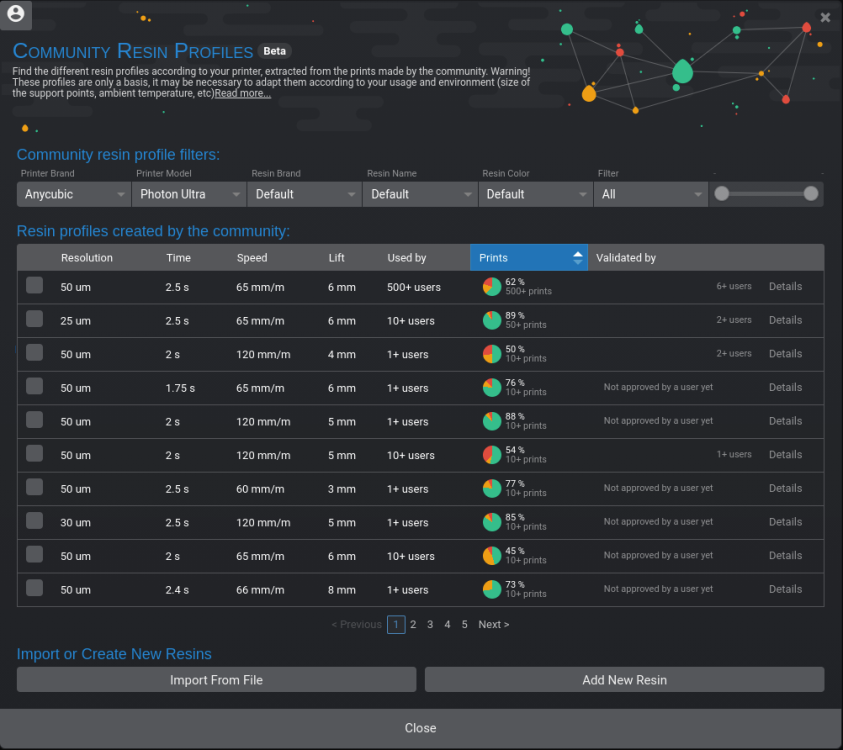
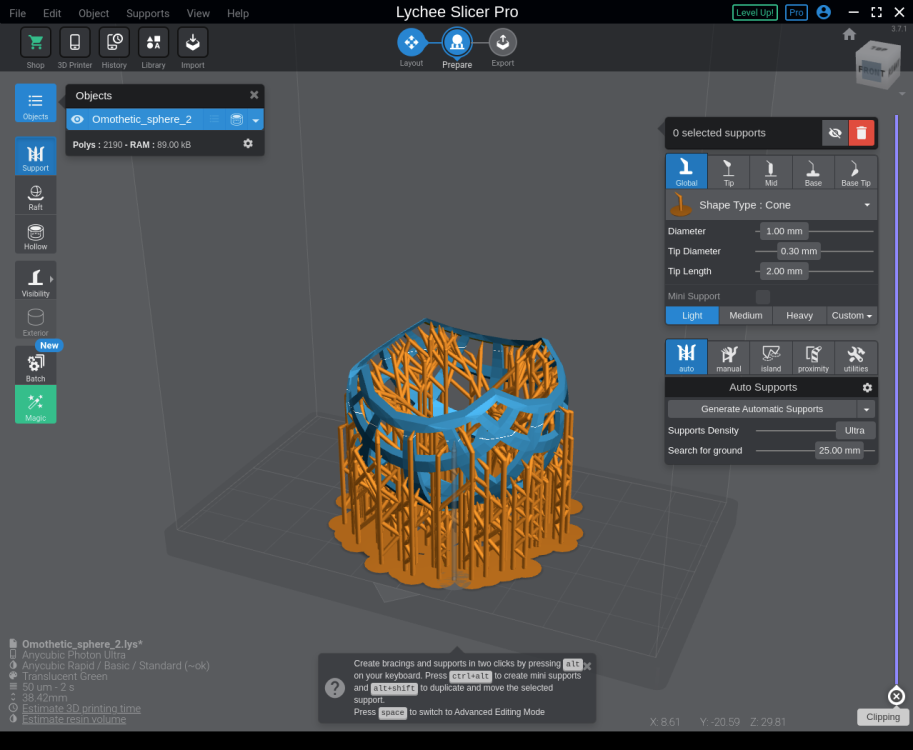
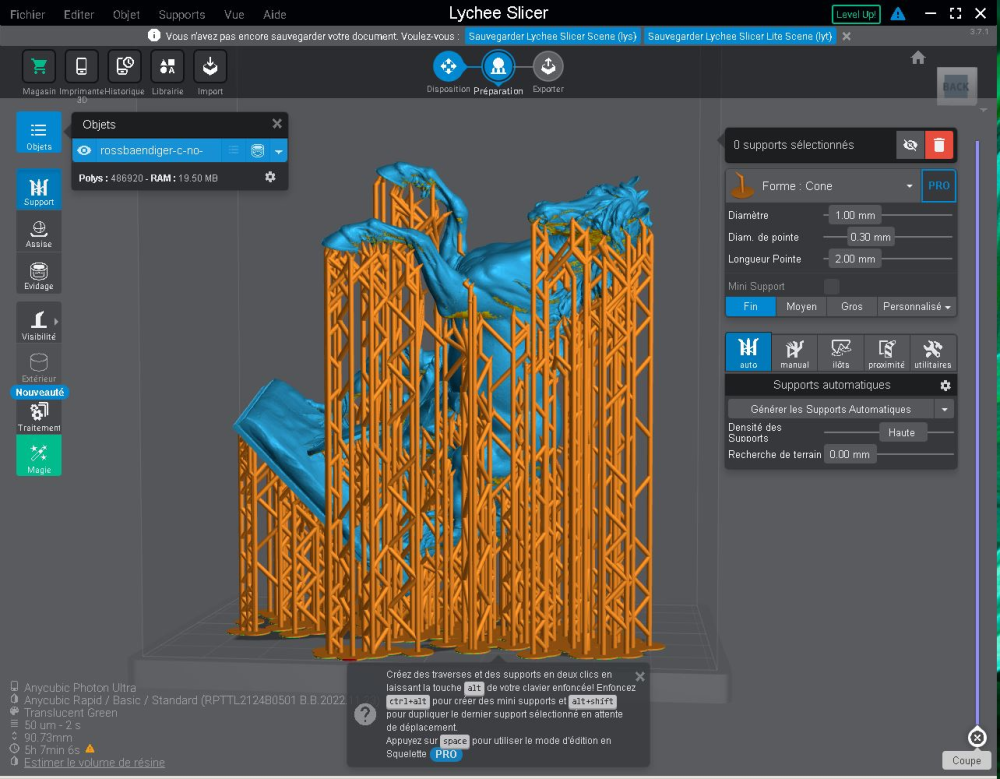
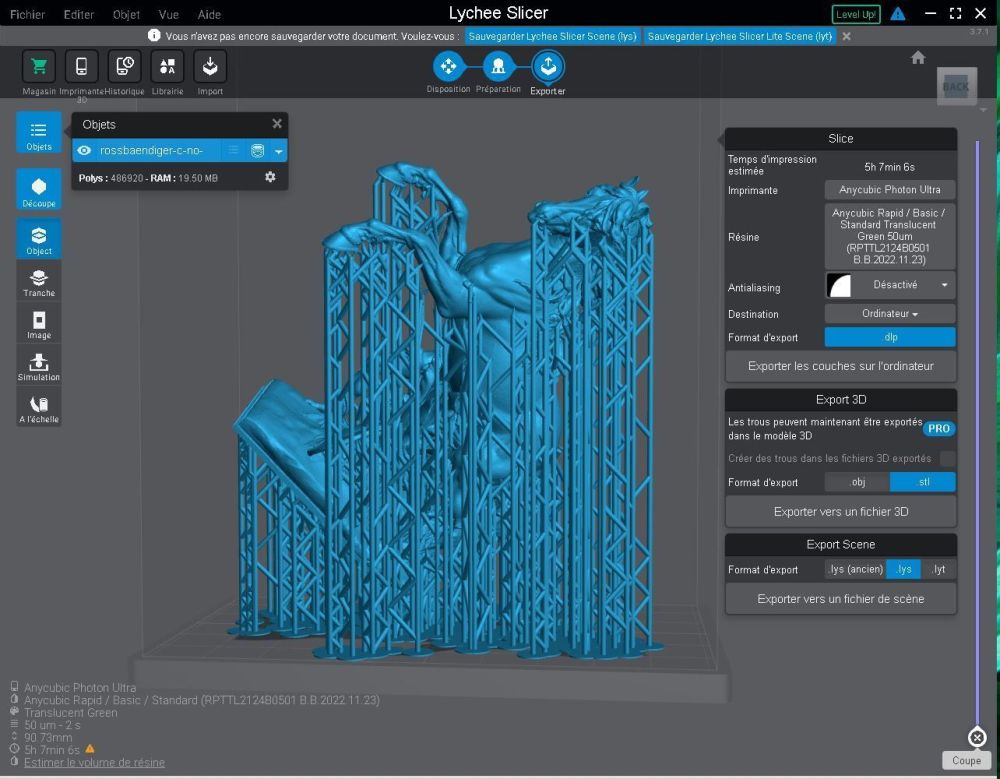
 Salutation ! Comme j'ai le plaisir d'avoir récemment gagné une licence de "Lychee Slicer Pro" grâce a un concours réalisé par PolyWorkShop ( https://polyworkshop.fr/ ) sur leur Discord ( https://discord.gg/d54n996H ) lors d'un live de leur chaîne YouTube ( https://www.youtube.com/c/PolyWorkshop ) de présentation de la Elegoo Saturn 2 et de la Elegoo Neptune 3. (j'ai calé la vidéo au moment où je suis tiré au sort ) Je me devais de créer un sujet pour remercier PolyWorkShop ( Thomas et Julien qui travaillent chez mango3d.io ) et tenter de regrouper des informations sur Lychee Slicer. Pour le téléchargement de Lychee Slicer https://mango3d.io/downloads/ ( il faudra créer un compte via https://account.mango3d.io/auth ou directement sous Lychee Slicer lors de la première exécution. ) ( en version gratuite ) Quand j'ai testé la version gratuite, j’avoue avoir était déçus de ne pas pouvoir passer (sans attendre) les 20 secondes de pub lors des exports. (mais c'est le jeu du gratuit de nos jours ... ) ( en version pro, je compléterais plus tard avec des captures des fonctions spécifique a la version Pro ) Lychee Slicer version 3.7.1 demande une carte graphique compatible WebGL2 ( sinon il fait une erreur obscure sous Linux a son lancement ) ( il faut donc avoir une carte suffisamment récente, des drivers vidéo a jours et mettre les performances a maximales) relativement gourmand en mémoire pour les "gros" modèles 3D ( augmenter les tailles des fichiers d'échange (swap et ou vidéo) ) si vous n’avez pas plus de 4GB de mémoire vive. demande sur une distribution Linux, une version de GLibC suffisamment récente (donc une distribution Ubuntu qui soit au moins la 20.04) sous Linux préférer l’installation du .deb (si vous avec les droits administrateur ( cf "sudo dpkg -i monfichier.deb" ) et si il passe sans erreurs) plutôt que d'utiliser le .AppImage (car le .AppImage semble plus lent au lancement chez moi et ne propose pas l'intégration au "desktop") Lychee Slicer version 3.7.1 propose le partage, pour chaque imprimantes, des profils résines de la communauté ( actuellement en version bêta ), avec les taux de réussite. (cela change des tableurs des fournisseurs de résines et constructeurs d'imprimantes et sera, il me semble, plus facilement tenus a jours) Pour la prise en main de Lychee Slicer la chaîne YouTube de Lychee Slicer https://www.youtube.com/c/LycheeSlicer/videos et cette vidéo ( qui date de novembre 2020 mais encore d'actualité même si Lychee Slicer évolue rapidement ) de la chaîne YouTube PolyWorkshop Enfin je remet ici des sujets où l'on a déjà parlée de Lychee Slicer. Je pense continuer le sujet plus tard pour y ajouter d'autre informations et commentaires. Ne pas hésiter a compléter, commenter ou parler des difficultés rencontré avec Lychee Slicer sur ce sujet. Bonne continuation.
Salutation ! Comme j'ai le plaisir d'avoir récemment gagné une licence de "Lychee Slicer Pro" grâce a un concours réalisé par PolyWorkShop ( https://polyworkshop.fr/ ) sur leur Discord ( https://discord.gg/d54n996H ) lors d'un live de leur chaîne YouTube ( https://www.youtube.com/c/PolyWorkshop ) de présentation de la Elegoo Saturn 2 et de la Elegoo Neptune 3. (j'ai calé la vidéo au moment où je suis tiré au sort ) Je me devais de créer un sujet pour remercier PolyWorkShop ( Thomas et Julien qui travaillent chez mango3d.io ) et tenter de regrouper des informations sur Lychee Slicer. Pour le téléchargement de Lychee Slicer https://mango3d.io/downloads/ ( il faudra créer un compte via https://account.mango3d.io/auth ou directement sous Lychee Slicer lors de la première exécution. ) ( en version gratuite ) Quand j'ai testé la version gratuite, j’avoue avoir était déçus de ne pas pouvoir passer (sans attendre) les 20 secondes de pub lors des exports. (mais c'est le jeu du gratuit de nos jours ... ) ( en version pro, je compléterais plus tard avec des captures des fonctions spécifique a la version Pro ) Lychee Slicer version 3.7.1 demande une carte graphique compatible WebGL2 ( sinon il fait une erreur obscure sous Linux a son lancement ) ( il faut donc avoir une carte suffisamment récente, des drivers vidéo a jours et mettre les performances a maximales) relativement gourmand en mémoire pour les "gros" modèles 3D ( augmenter les tailles des fichiers d'échange (swap et ou vidéo) ) si vous n’avez pas plus de 4GB de mémoire vive. demande sur une distribution Linux, une version de GLibC suffisamment récente (donc une distribution Ubuntu qui soit au moins la 20.04) sous Linux préférer l’installation du .deb (si vous avec les droits administrateur ( cf "sudo dpkg -i monfichier.deb" ) et si il passe sans erreurs) plutôt que d'utiliser le .AppImage (car le .AppImage semble plus lent au lancement chez moi et ne propose pas l'intégration au "desktop") Lychee Slicer version 3.7.1 propose le partage, pour chaque imprimantes, des profils résines de la communauté ( actuellement en version bêta ), avec les taux de réussite. (cela change des tableurs des fournisseurs de résines et constructeurs d'imprimantes et sera, il me semble, plus facilement tenus a jours) Pour la prise en main de Lychee Slicer la chaîne YouTube de Lychee Slicer https://www.youtube.com/c/LycheeSlicer/videos et cette vidéo ( qui date de novembre 2020 mais encore d'actualité même si Lychee Slicer évolue rapidement ) de la chaîne YouTube PolyWorkshop Enfin je remet ici des sujets où l'on a déjà parlée de Lychee Slicer. Je pense continuer le sujet plus tard pour y ajouter d'autre informations et commentaires. Ne pas hésiter a compléter, commenter ou parler des difficultés rencontré avec Lychee Slicer sur ce sujet. Bonne continuation.


-
Lu ce jour sur le site Hackaday: Makerbot (Stratasys) et Ultimaker ont annoncé qu'ils avaient convenu de fusionner en une nouvelle société d'impression 3D (les prix envisagés ne correspondent pas à un budget «amateur» ). Qu'en sera t'il de l'avenir du trancheur Cura ? Wait and see… Dans les commentaires HaD un lien renvoie vers un jeu de Space Invaders «funny» : https://github.com/daid/iMvaders/releases/tag/V0.0.0 Je n'ai pas fait un gros score mais je me suis amusé
-

superslicer: compensation des angles
adrillex a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
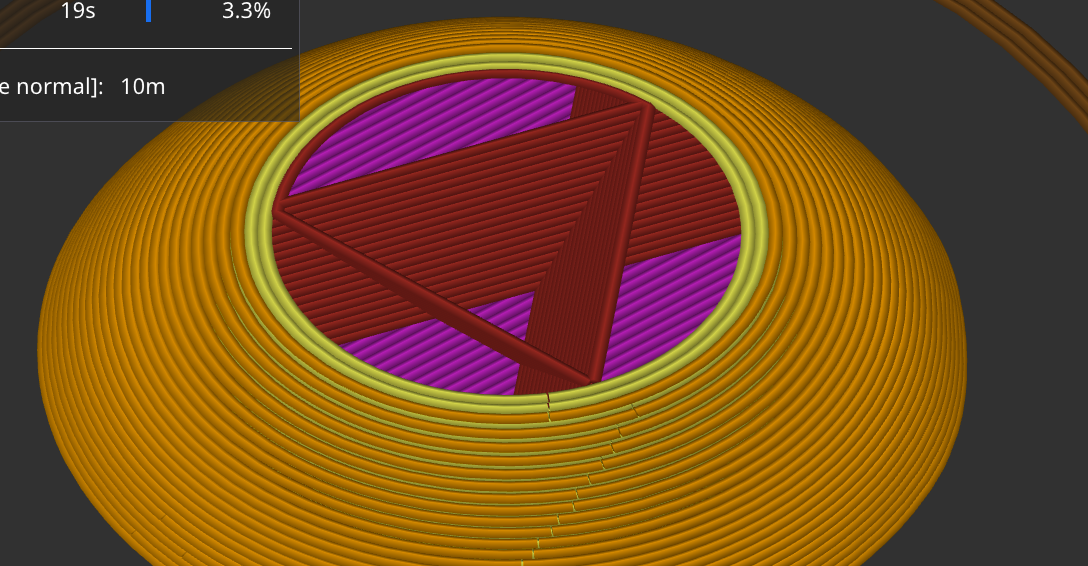
Bonjour, Lorsque je slice un modèle dont l'angle devient élevé avec Cura, celui-ci me génère des "renfort" interne pour mieux maintenir les parois (en jaune sur l'image suivante) : Je n'arrive cependant pas à reproduire ce comportement avec superslicer, qui me sort des parois classiques. A l'impression cela se traduit par des "creuvasses" Avez-vous réussi à résoudre ce problème sur superslicer ?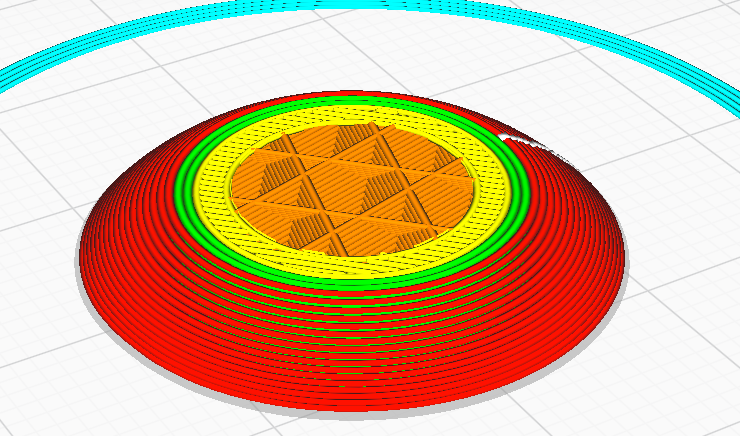

-
 Salut, j'ai imprimé un vase en 3D avec le mode "vase" ou "spiralisé le contour" sur cura mais il n'était pas étanche donc j'ai essayé (en vain) de rendre les parois du modèle plus épaise pour essaye de régler le problème d'étanchéité mais vu que je suis un débutant en impression 3D je ne connais pas les options qui peuvent m'aider à résoudre le problème Merci d'avance
Salut, j'ai imprimé un vase en 3D avec le mode "vase" ou "spiralisé le contour" sur cura mais il n'était pas étanche donc j'ai essayé (en vain) de rendre les parois du modèle plus épaise pour essaye de régler le problème d'étanchéité mais vu que je suis un débutant en impression 3D je ne connais pas les options qui peuvent m'aider à résoudre le problème Merci d'avance -
Un projet qui me tient à cœur ! Je vous partage ce projet que j’ai réalisé pour La Biche-Renard. Il permet à tout le monde de débuter dans le monde de l’impression 3D FDM. Grâce à ce tuto en e-learning, vous allez comprendre et apprendre à utiliser un logiciel de type « slicer ». Je ne vous en dit pas plus ... Le tuto est gratuit et vous n’avez pas forcément besoin d’une imprimante 3D pour l’effectuer. Il suffit de se rendre sur le site de « La Biche-Renard » accessible ci-dessous, puis de vous créer un compte. Cela ne vous prendra qu’une minute ! Merci à ceux qui se lanceront à l’aventure, cliquer ici !
-
Bonjour, Je viens de recevoir mon imprimante résine Elegoo Mars II pro. J'ai installé le slicer présent sur la clé USB sur mon PC Fixe. Le logiciel se bloque, impossible de faire quoi que ce soit ! J'ai alors tenté de télécharger la nouvelle version proposée, impossible. Sur mon PC portable, j'ai réussi à télécharger et installer la nouvelle version 1.7.0. Lorsque je la lance, tout semble bien fonctionner, mais, rapidement, le pointeur de la souris disparaît Merci d'avance pour votre aide. JC
-

- autre - Quel slicer pour ma Geeetech A20M?
Héphaistos a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut à tous! Voilà en quelques mots mon soucis : j'ai une Ender 3 et une Geeetech A20M, pour slicer j'utilise CURA 4.2.1 avec le Creawsome Mod. Pour ma Ender 3 tout va bien ça print nickel sans prise de tête. Par contre pour l'A20M je galère de ouf ne serait ce que pour créer un profil. Du coup je me dis que ça serait peut être pas idiot d'essayer un autre slicer gratuit pour cette machine. J'ai pensé à Slic3r et Repetier Host mais ce dernier me paraît assez pointu par rapport à mon niveau de compétence actuelle. Qu'en pensez vous? J'insiste : je souhaite un outil gratuit avec une prise en main pour niveau intermédiaire (me vendez pas Simplify 3d à 150 sesterces hein!) Merci d'avance pour vos conseils! -
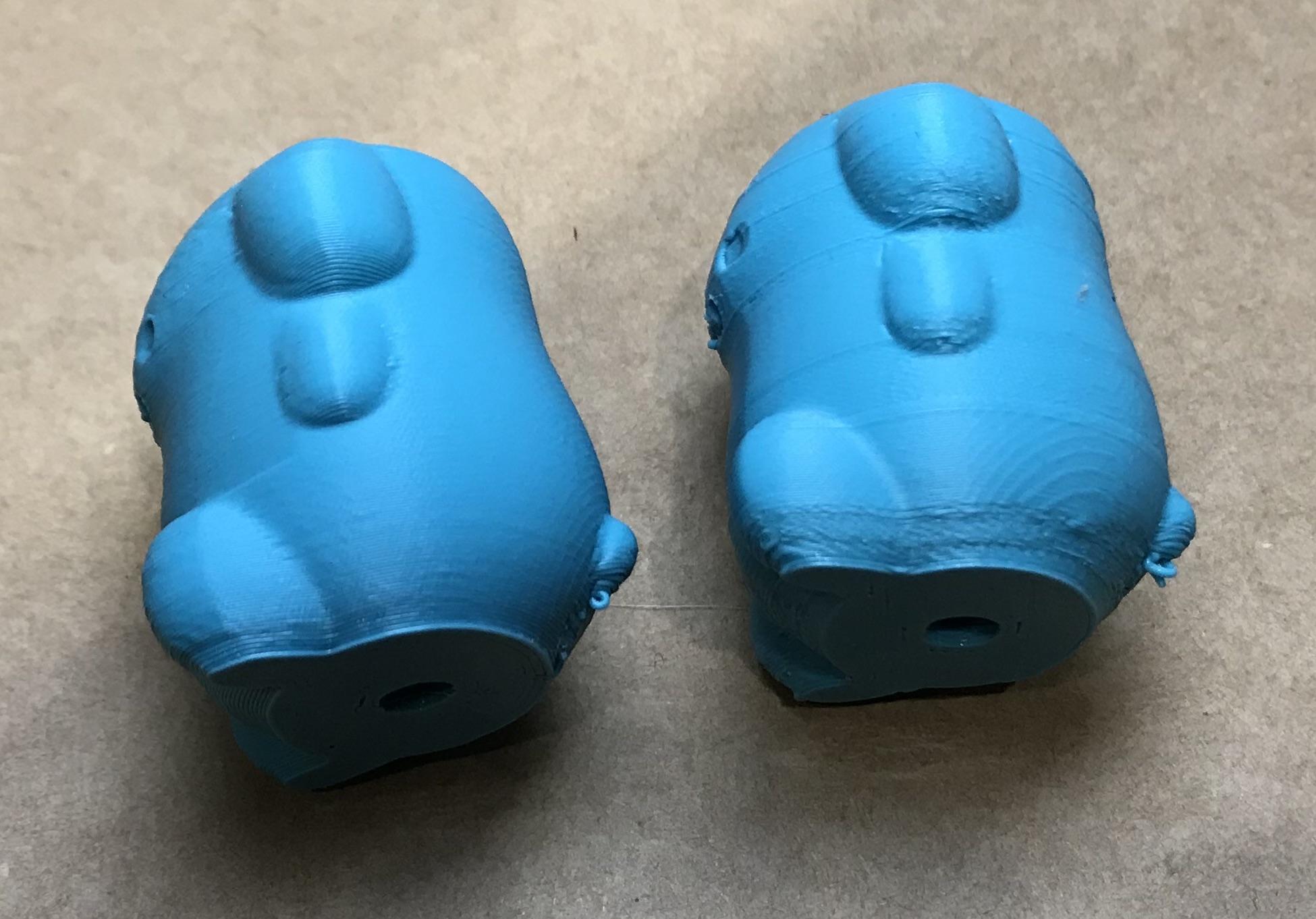
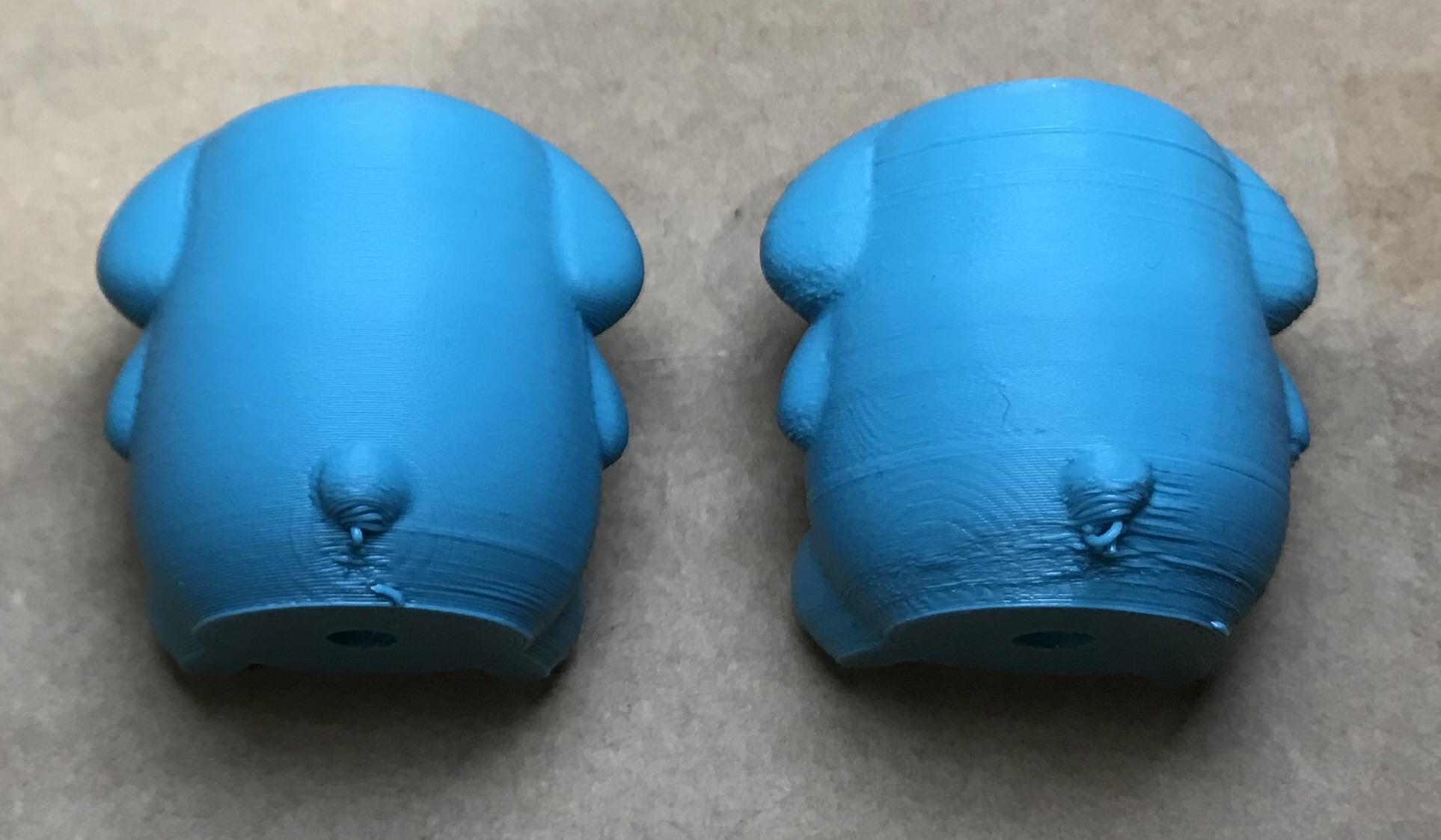
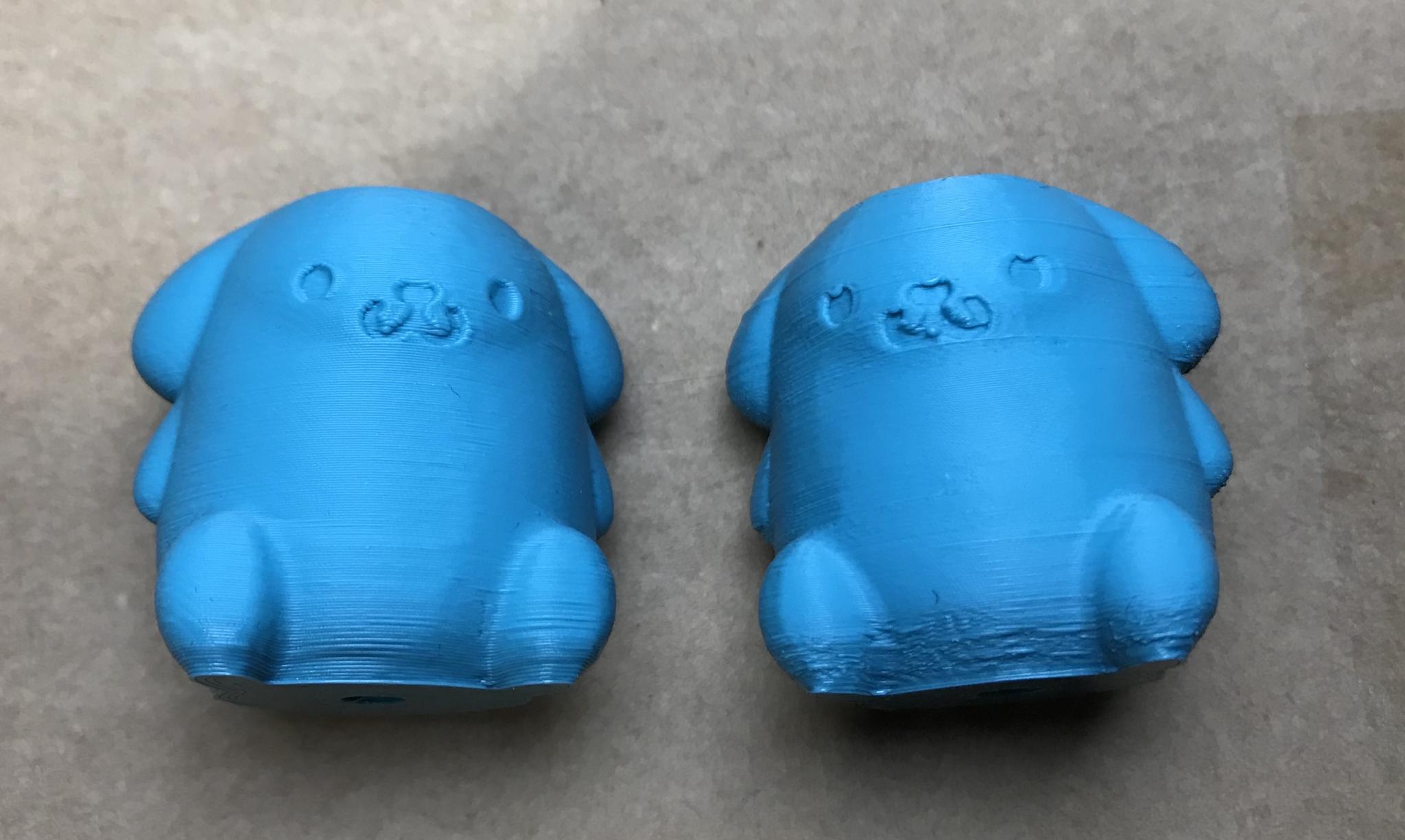
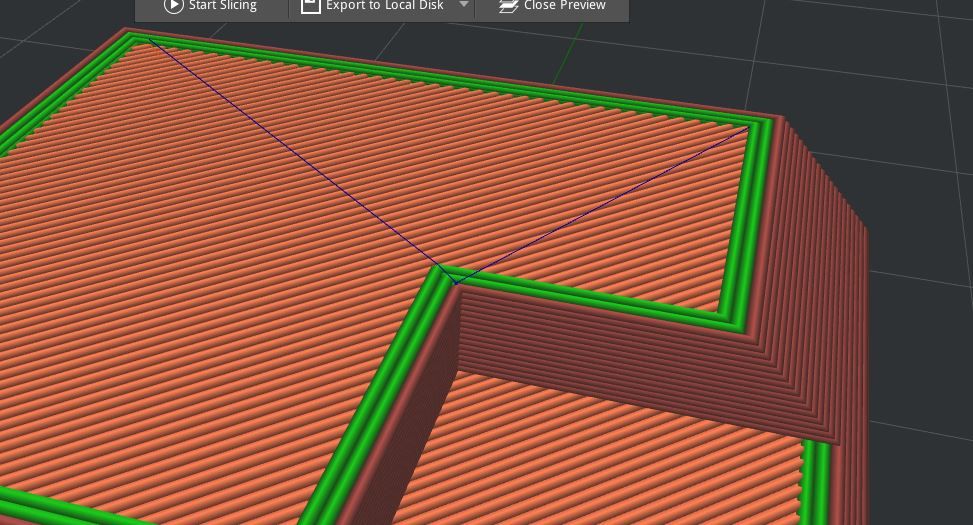
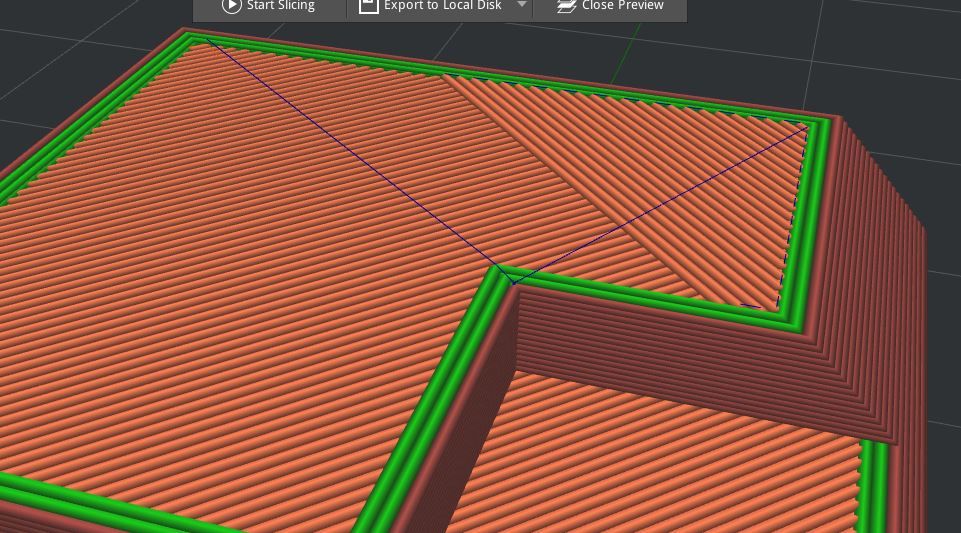
 Bonjour à tous, je viens vers vous car je suis entrain de potasser Ideamaker. J'aime bien la philosophie de ce slicer, son UX et ses fonctionnalités. Mon seul soucis est que je ne parviens pas à faire disparaître ces cicatrices qui sont dues à un déplacement juste avant l'impression de l'infill qui laisse couler du pla (pas de retraction avant déplacement). Je joins une photo du problème (à gauche Ideamaker et à droite Cura). Vous pouvez voir dans la preview d'Ideamaker la source du problème. Si je peux vous donner plus d'informations, n'hésitez pas . Je sais qu'il y a quelques utilisateurs de ce slicer ici ( @Chris_Workshop , @NOX ou encore @merlinx). Merci d'avance
Bonjour à tous, je viens vers vous car je suis entrain de potasser Ideamaker. J'aime bien la philosophie de ce slicer, son UX et ses fonctionnalités. Mon seul soucis est que je ne parviens pas à faire disparaître ces cicatrices qui sont dues à un déplacement juste avant l'impression de l'infill qui laisse couler du pla (pas de retraction avant déplacement). Je joins une photo du problème (à gauche Ideamaker et à droite Cura). Vous pouvez voir dans la preview d'Ideamaker la source du problème. Si je peux vous donner plus d'informations, n'hésitez pas . Je sais qu'il y a quelques utilisateurs de ce slicer ici ( @Chris_Workshop , @NOX ou encore @merlinx). Merci d'avance
-

cura Nouvelle version Ultimaker Cura (4.5.0)
fran6p a posté un sujet dans Discussion sur les logiciels 3D
Bonsoir toutes/tous, La version 4.5.0 vient de paraître sur le site Ultimaker Quelques nouveautés, des corrections de bugs (et probablement l'ajout de nouveaux), bref la routine. Pour en savoir plus : >>> ici <<< -
Bonjour à tous, Je suis propritétaire d'une Dagoma DE200 depuis 2 ans, et depuis quelques temps j'utilise le slicer Cura pour préparer mes impressions. J'ai notamment découvert le support arborescent et le remplissage gyroid, que j'apprécie particulièrement. Aussi, j'ai appris que l'on pouvait modifier Cura by Dagoma à partir d'un fichier .xml,ce que je trouve très pratique, car cela permet de garder la simplicité d'utilisation de CbD, en rajoutant quelques fonctionnalités manquantes. Voilà ma question: est-il possible de rajouter le support arborescent, ainsi que le remplissage gyroid dans ce xml ? Pour information, j'ai déjà essayé d'insérer ces balises dans le code <Configuration></Configuration> Pour le remplissage gyroid <fill_pattern>Gyroid</fill_pattern> <fill_type>Gyroid</fill_type> <infill_pattern>Gyroid</infill_pattern> <infill_type>Gyroid</infill_type> Pour le support arborescent <support_type>Tree</support_type> <support_pattern>Tree</support_pattern> Si quelqu'un a des idées, je suis preneur. Merci d'avance, oteillet
-
Bonjour à tou(te)s, J'ouvre ce sujet afin savoir qui utilise le logiciel PrusaSlicer et de partager nos expériences. Personnellement j'en suis vraiment trés satisfait et la dernière version, la v2.2, ne fait que confirmer mon choix. J'ai pas mal utiliser Cura et Simplify3D mais la j'ai la fusion du meilleur des 2.
-
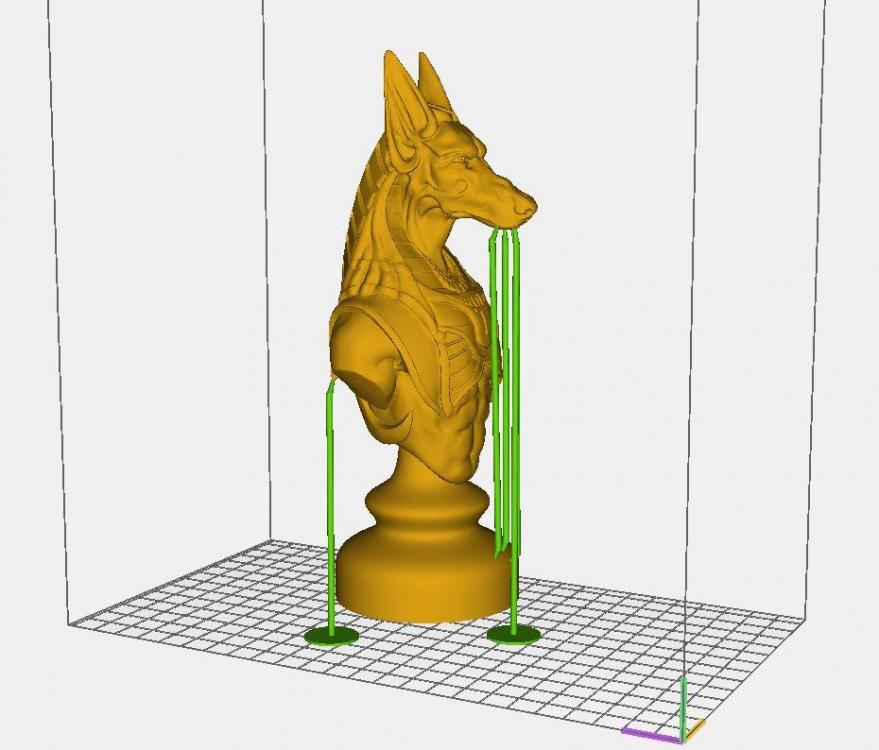
Bonjour Je suis tout nouveau ici et je découvre l'impression résine avec une Anycubic Photon. Je souhaiterai me faire un set complet de jeu d'échec et j'ai quelques problèmes avec le slicer fourni par Anycubic. Il ne peut pas encore mettre les supports automatiquement et lorsque j'en positionne à la main, il me soulève toute la pièce. Il faut mettre des supports sur la base ? Et comment les positionner. Voilà ce qu'il me donne
-

Les slicers pour Microdelta Rework (paramètrages, résultats etc.)
Marlequeen a posté un sujet dans eMotion Tech
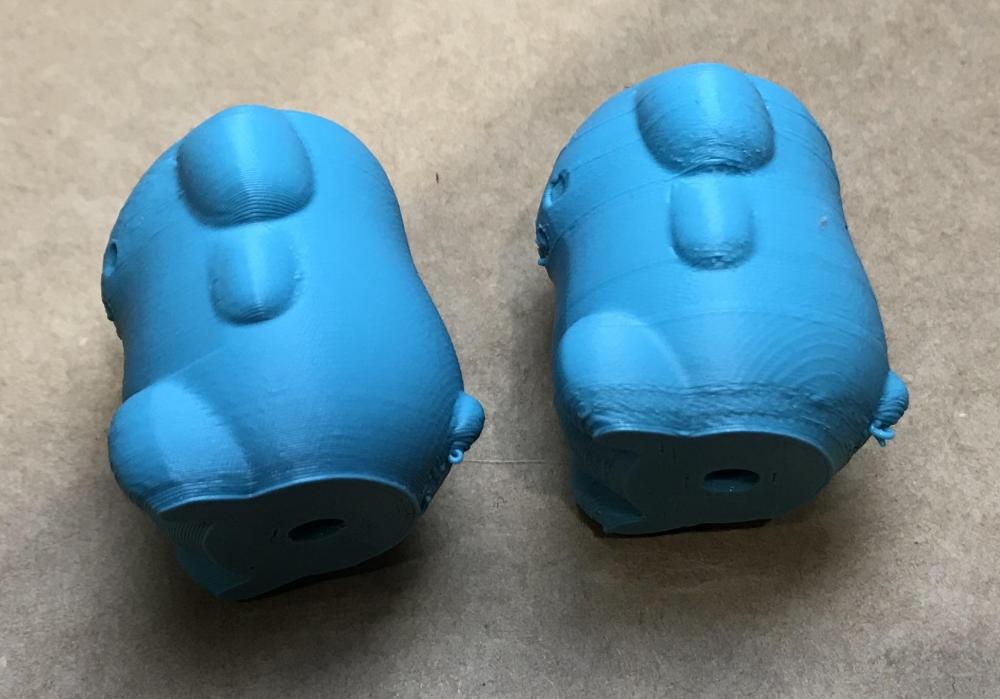
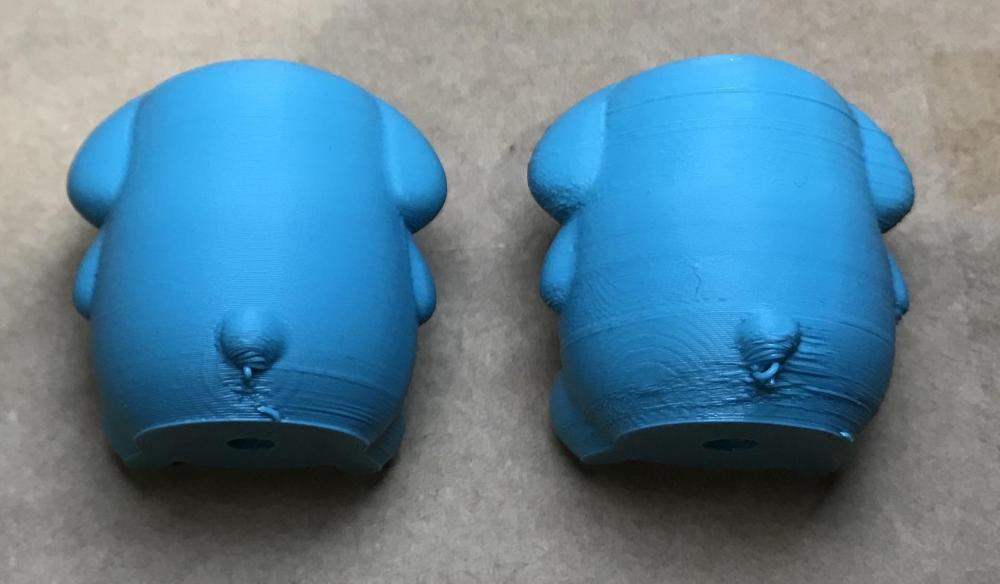
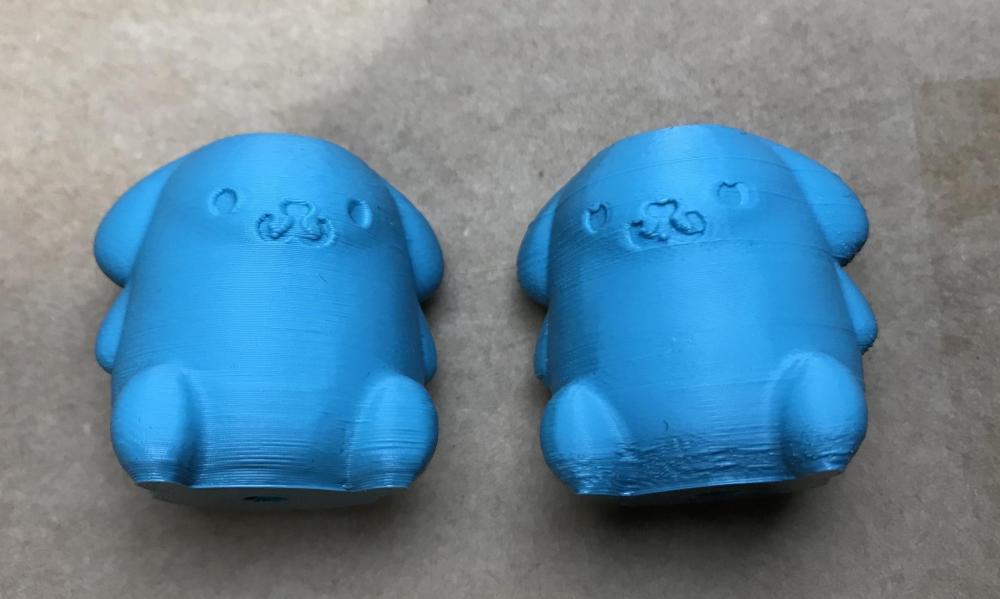
Je m'amuse à essayer différents slicers pour la Microdelta, et j'arrive à des résultats vraiment disparates (je m'y prends peut-être mal côté paramétrage). J'obtiens globalement les meilleurs résultats avec Cura (dernière version). Slic3r (Prusa edition) est un peu derrière. J'ai testé rapidement Kisslicer, mais j'avoue que son interface me rebute un peu (sous mac) même si certaines de ses options sont intéressantes, sur le papier. J'ouvre ce sujet pour que l'on puisse partager nos prints avec différents slicers, afin d'avoir des points de comparaison. Pour l'instant voici un rapide éventail des différents réglages qui m'ont un peu surprise : La plupart des slicers proposent un retrait de l'ordre de 5mm. Je me suis rendue compte que j'obtenais un bien meilleur résultat et moins de prints ratés pour cause de buse "encombrée" avec un retrait de 1 à 2mm seulement (sans filoches !), et des vitesses respectives de retrait/reprise de 40/20 mm/s contrairement aux idées reçues, monter la température (pour du PLA en tous cas) n'est pas la solution pour ne plus avoir des prints ratés pour cause de "buse encombrée". Il vaut mieux jouer sur le retrait. J'ai lu/vu pas mal de tutos qui disaient de partir de la fourchette haute des temperatures fournies par le fabricant de filaments, au final c'est souvent plus rentable de commencer par la température basse (qui est souvent trop haute en ce qui me concerne) la finesse des couches n'est pas forcément synonyme de qualité/détails accrus à taille de buse et vitesse égales. J'obtiens de bien meilleurs résultats avec des couches de 0.15 avec la buse de 0.4 avec un filament bien calibré dans le slicer qu'avec des couches de 0.06 qui ont tendance à "baver". En paramètres : - vitesse nominale de print de 60mm/s pour les 2 ; - PLA Optimus à 195°C, bed à 60°C ; - couches de 0.150mm, première couche de 0.3 ; - 3 couches haut et bas ; - 10% de infill, en laissant chaque slicer se débrouiller avec pour l'optimisation ; - 2 périmètres ; - pas de support (j'aurais peut-être dû, la petite queue ne ressort pas bien ^ ^) - 1/2h de print pour Cura, 1h30 (!) pur slic3r, sachant que l'objet fait 27mm - pour Slic3r, j'ai utilisé les capacités d'affiner les couches en fonction des endroits à détailler, mais au final je pense que c'est ce qui a dégradé la qualité du print par de l'over-extrusion. Ci-dessous la preview de l'affinage (en vert) : Quelques photos de comparaison prises sur le même objet (https://www.thingiverse.com/thing:1188272) entre Cura (à gauche) et Slic3r (à droite). Je précise que je n'ai fait aucun post traitement dessus, ça sort de l'imprimante. -> Pour moi, le gagnant sur ce print en particulier est Cura, mais je vous laisse les photos pour juger. Je précise que je n'ai pas de parti pris, Slic3r sur d'autres print a été nettement meilleur, notamment sur les prints avec des bridges qu'il sait bien gérer, alors qu'aucune gestion des bridges n'est présente dans Cura (ou Kisslicer).


-
cura Ultimaker Cura nouvelle version: 4.2
fran6p a posté un sujet dans Discussion sur les logiciels 3D
Bonjour à toutes/tous La nouvelle version de Cura, la 4.2 est sortie. Comme d'habitude quelques nouveautés et surtout quelques corrections de bugs. Pour les possesseurs de Creality, le mode Creawsome est dorénavant inclus et donc reconnu officiellement. La largeur de ligne par défaut semble avoir été modifié pour passer à 110% du diamètre de la buse. Que les aventuriers se lancent et nous fassent retour de leurs impressions (mauvais jeu de mot mais je n'ai pas pu m'en empêcher ) et/ou de leurs problèmes. On peut récupérer ce logiciel >>> ici <<< -
Bonjour toutes/tous, La dernière version de Cura vient de sortir: 4.1.0. Comme à chaque fois, elle apporte son lot de nouveautés (ainsi que des corrections). A télécharger >>> ici <<< Le readme : >>> là <<<
-
Bonjour, J'ai acheté le nouveau slicer de chez Wanhao pour la D7. J'ai fait l'installation rapide, et je dois dire que c'est pas mal... Autosupport rapide et surtout assez facilement paramétrable. A voir ce que ca va donner dans le temps. Aujourd'hui j'utilise principalement NanoDLP.
-

cura Rendre non bloquant la chauffe du début
Alnoa a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonsoir, Est il possible de modifier l entête du gcode ( celui avant le start gcode dans le paramètres de l imprimante) afin de rendre la chauffe de la buse non bloquante et ainsi procéder au mesh levelling en même temps , puis de remettre un chauffage bloquant de la buse afin de bien commencer l impression . Merci à vous -
Bonjour, Je vous propose de centraliser dans ce fil les profils de tranchage optimisés pour la CR-10.
-
Cura passe en version 3.1
-
Bonjour à vous ! J'ai envie de rendre utile mon rpi 3 en y installant freecad (réussi) un slicer quelconque (je n'y arrive pas) et pronterface ou autre pour contrôler mon Anet A8 (je n'y arrive pas). En bref ne plus me servir de mon pc qui commence à fatiguer. Voila voila si vous avez des pistes ? Sur d'autre forums j'ai pu suivre des tuto pour installer Slic3r mais sans succès et pour Pronterface même résultat rien ne marche...