Chercher dans la communauté
Résultats des étiquettes.
10 résultats trouvés
-
Bonjour à toutes et à tous, Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC. INTRO : Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin 1 :: Pour une transmission directe à courroie : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie) exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm 2 :: Pour une transmission directe à vis : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm 3 :: Pour un extrudeur à entrainement direct (direct drive) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi) exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm 3 :: Pour un extrudeur à réduction (geared) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi) exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm /!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ? Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu. Voici la méthode de calibration d'un extrudeur : On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé. 4 :: GLOSSAIRE : Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament. Extrusion : action de fondre du filament Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament. Poulie : roue servant à entrainer et/ou guider une courroie. Driver : composant électronique servant à commander un moteur pas à pas. Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide. Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas. Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission. Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution. Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis. Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez ! Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc. Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande. Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon. Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse. Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur. Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware. sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E} sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc. sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur. Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille. Voila, qu'on se le dise ! ++JM
- 101 réponses
-
- 13
-

-

-
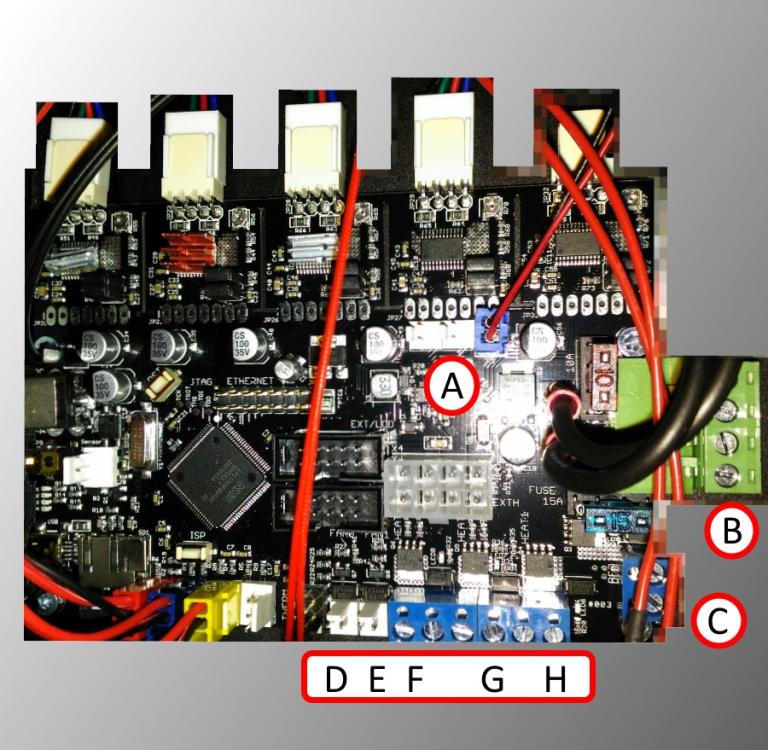
 Bonjour tout le monde , Simple question avant de me lancer dans les configs de base de smoothie. Avant sur la carte mère d origine de mon alfawise u20 plus la monté de l extruder ( du hotend) prenais entre 2 à 3 min pour chauffer à 210 degrés Maintenant avec smoothie ca prend 10 sec ? 0 à 250 puis redescend à 210 fixe mais j ai remarqué que ma cartouche chauffante ne donne plus signe de vie. à griller sans doute ^^ Donc voila j aurais souhaité avoir vos conseils pour ne plus avoir de blague comme ca ^^ Merci d'avance Bien à vous Guillaume
Bonjour tout le monde , Simple question avant de me lancer dans les configs de base de smoothie. Avant sur la carte mère d origine de mon alfawise u20 plus la monté de l extruder ( du hotend) prenais entre 2 à 3 min pour chauffer à 210 degrés Maintenant avec smoothie ca prend 10 sec ? 0 à 250 puis redescend à 210 fixe mais j ai remarqué que ma cartouche chauffante ne donne plus signe de vie. à griller sans doute ^^ Donc voila j aurais souhaité avoir vos conseils pour ne plus avoir de blague comme ca ^^ Merci d'avance Bien à vous Guillaume -
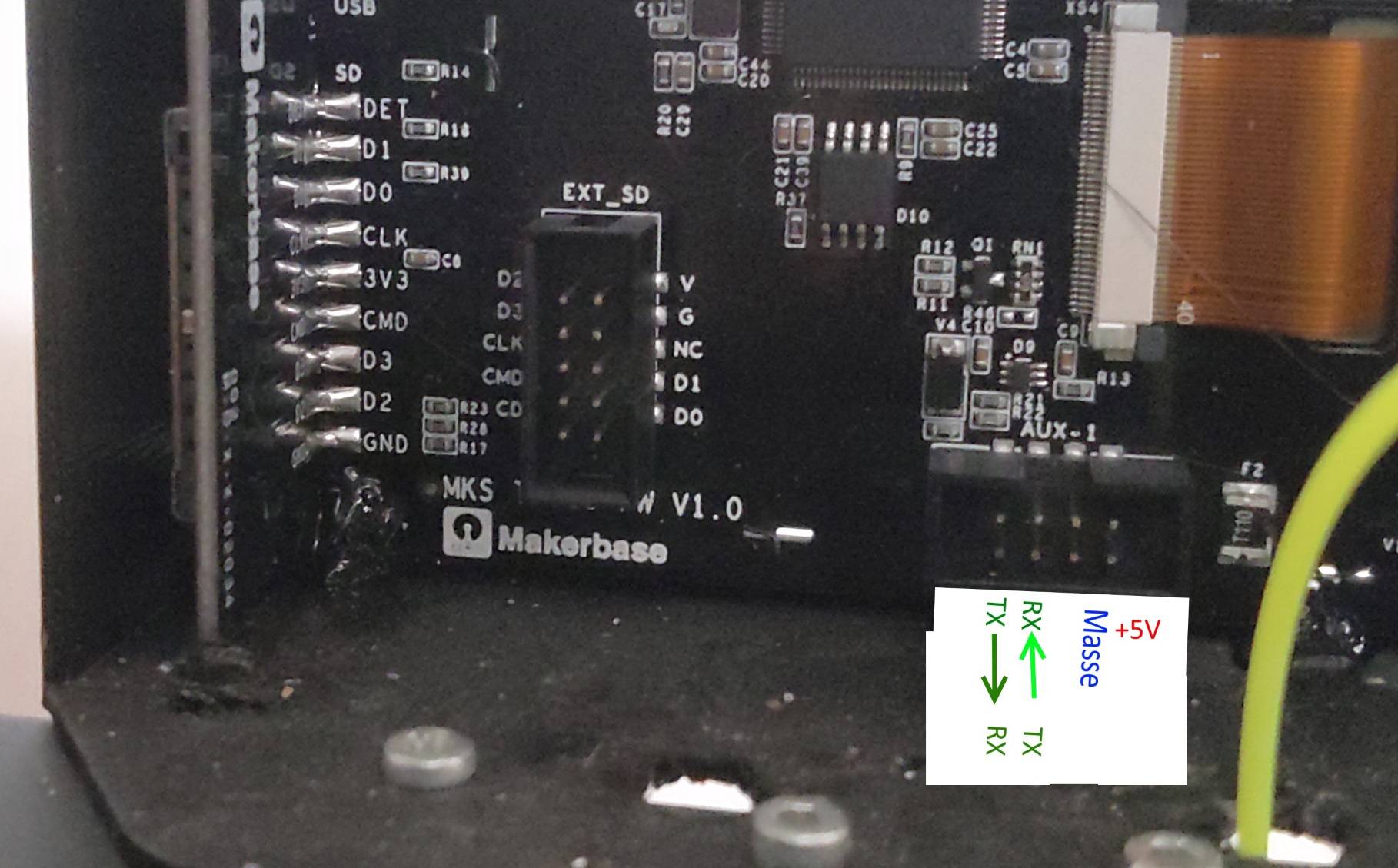
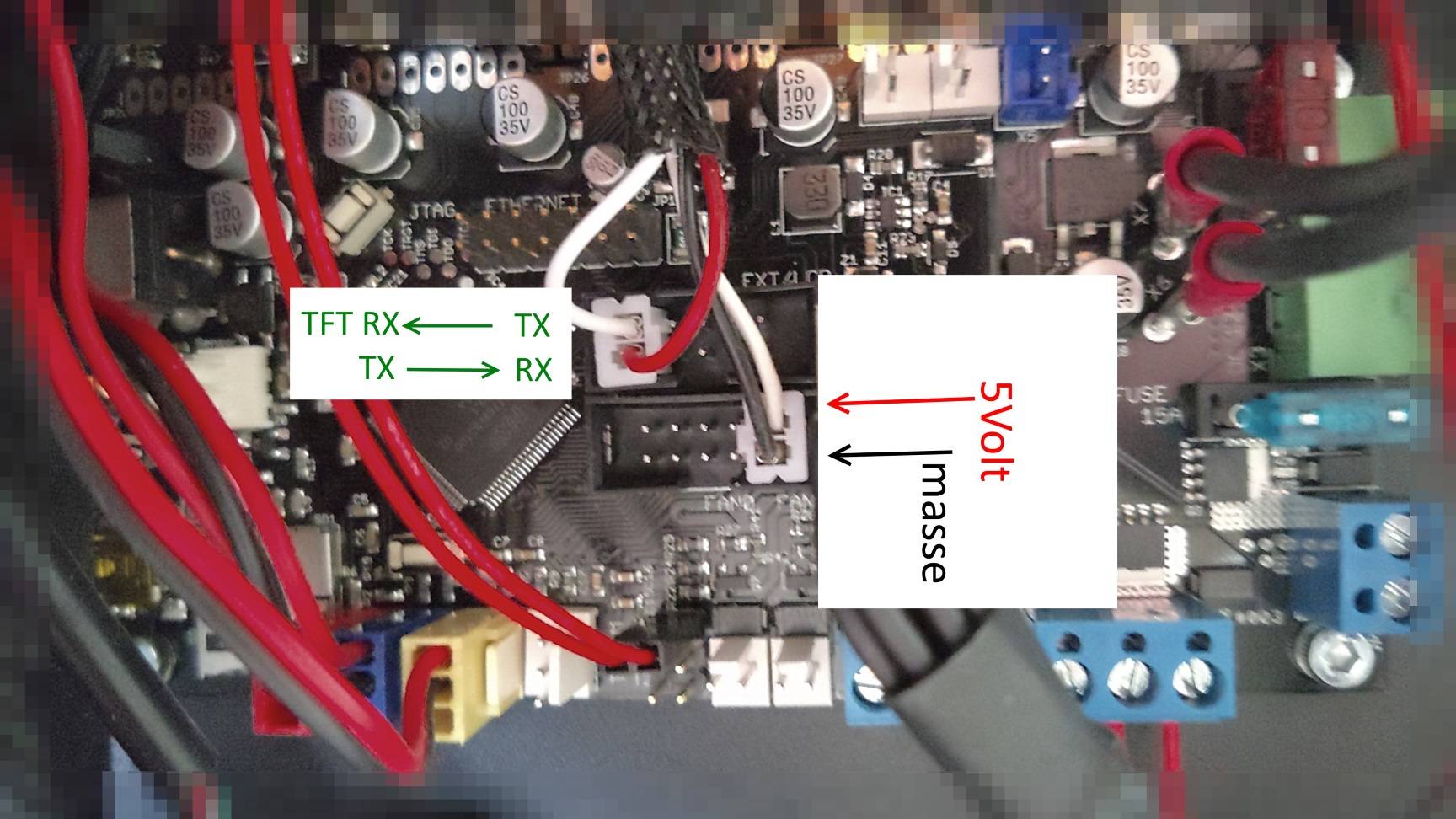
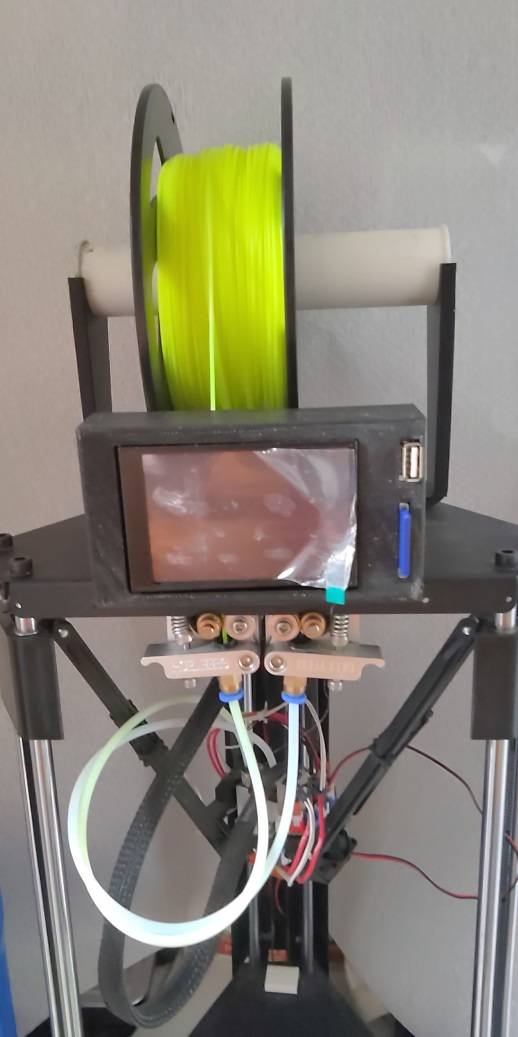
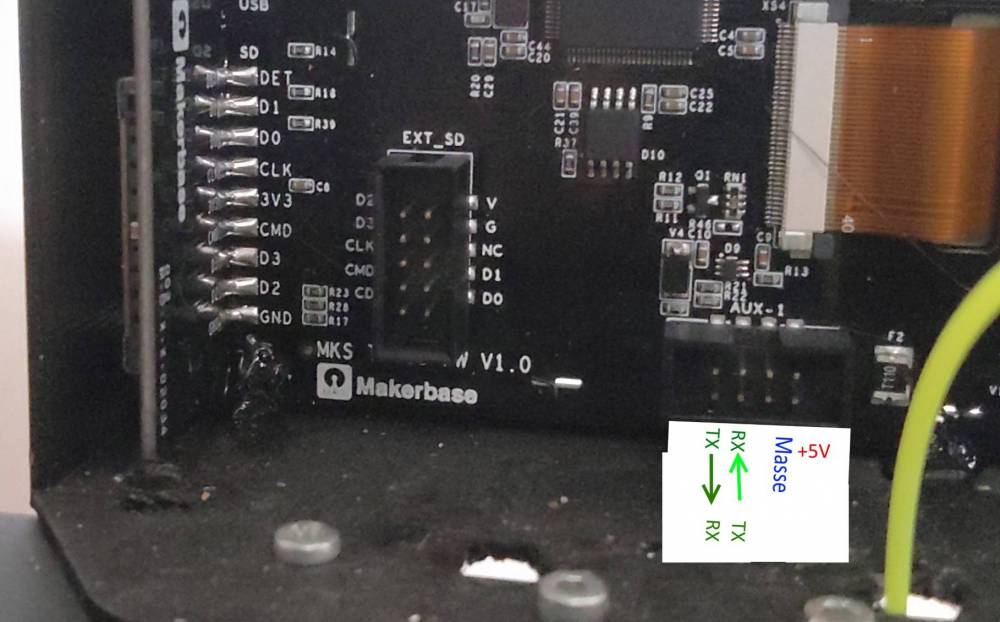
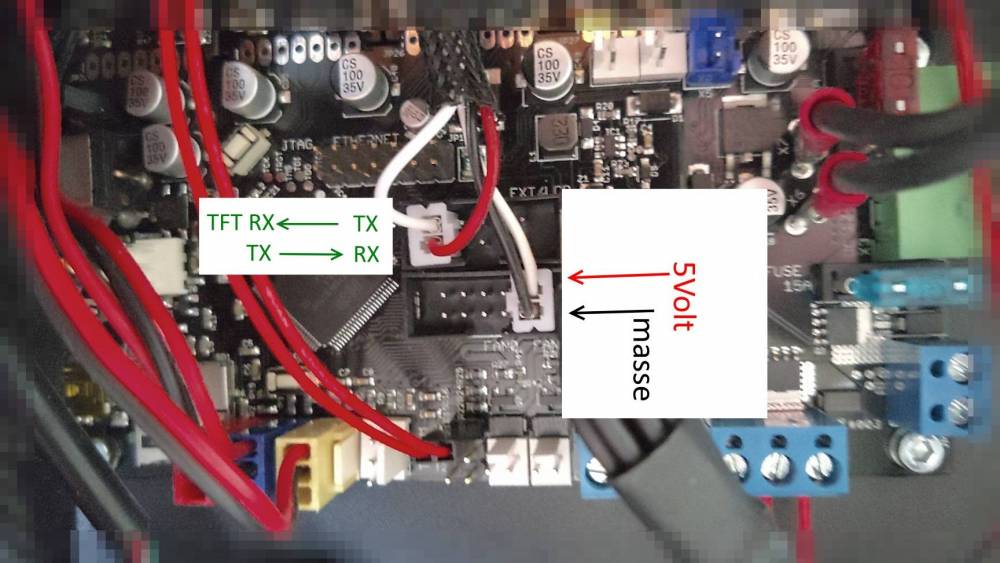
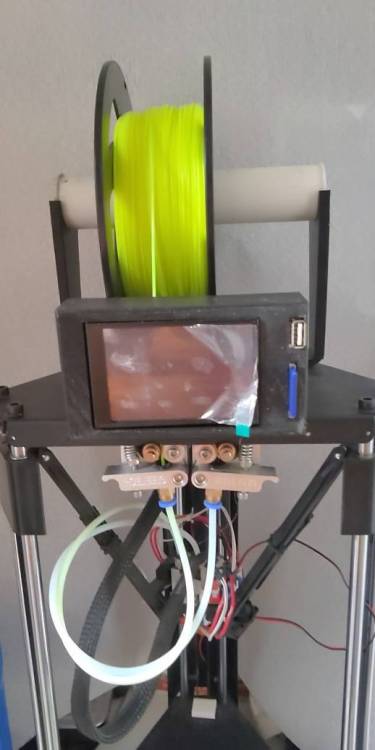
installation de l'écran Mks TFT35: Vous devez bien choisir la dimension de l'écran. le 3.5 pouce et un peu trop grand pour être mis en bas. si vous devez le mettre en haut, il faut des câbles plus long. le 3.2 ou 2.8" pourront être montés en bas à la place prévu avec les câbles d'origine (à modifier!!) Makerbase TFT 32 ebay Mks TFT35 Câble 8pin idc ou câble 2pin jst xh env. 90 Cm pistolet à colle il faut bien repérer les bornes sur l'écran TFT puis coté "Smoothieboard" émotiontech: ATTENTION: Vérifier 5 fois avant de mettre en marche ... je me suis trompé dans les couleurs chez moi Si vous envoyer du 5 volt sur la ligne DATA... Donc faite 2 fois attention Mise en service Pour la mise à jour et les réglages, c'est très simple! L'écran fonctionne sur le même principe que Smoothie. Il suffit de copier les fichiers sur la carte SD et de démarrer l'écran. mksTFT35.zip C'est très LONG. boire un L'écran va copier tous les fichiers et surtout toutes les icones (ici pour 3.5) Puis éteindre et redémarrer l'imprimante. et là C'est la fête! une nouvelle imprimante! Vous pourrez découvrir les joies: du "Babystep" Réglage à la volet de la hauteur d'impression De la "VRAI" pause en cours d'impression Ajustement de la température à la volée (attention bug double extrusion) Ajustement de la vitesse d'extrusion (adieu la sous extrusion parce que l'on change de filament) Libérer des pins Etc... Le thème des icônes a été crées par : https://github.com/DenisShelema/MKS-TFT3.5-light-and-dark-themes




-

smoothieware Problème fin d'impression (Delta smoothie)
manu a posté un sujet dans Le coin des Deltas
Bonjour, J'ai installé une MKS Sbase et smoothie sur ma delta fait maison et j'hallucine, la différence est incroyable (j'étais sous RAMPS avec Marlin) en un mot, j'ai l'impression d'avoir changé d'imprimante 3D! Au passage smoothie avec le changement des paramètres "à la volée" est d'un confort inégalé lors de la mise au moint. J'en viens à mon problème: en toute fin d'impression, le Z ne se relève pas mais l'extrudeur commence un rétract de plus d'1 mètre a vitesse réduite. (je vous passe les désagrément, hot end sur pièce qui salope le fini, long filament a moitié fondu qui s'étire tout le long du bowden etc etc). Le end G code n'a pas changé (avant smoothie j'avais pas ce problème) et j'ai cherché partout sur smoothie le forum et internet sans trouver de solution ni de cas similaires. Serait-ce un paramètre que je me suis loupé sur smoothie? Toute idée sera la bienvenue ! Merci ! -
 Bonjour à toutes et à tous. Ma Delta tourne depuis 2 ans sous lerdge S puis X sans grosses difficultés... Sauf les dimensions mécaniques qui sont à l'ouest ! J'ai vu au fur et à mesure de mes recherches que Lerdge et Delta ne font pas forcément bon ménage... Alors je cherche à convertir mes paramètres Lerdge pour passer sous Smoothieware sur une SKR 1.3 avec TMC2209 TFT3.5 et bed chauffant. Le problème est que je n'ai jamais mis les doigts dans les configs type Marlin ou Smoothieware (because Lerdge évidement) J'aurais besoin d'aide pour débrouiller tout ça... Quelqu'un connaît-il à la fois Lerdge, SKR, Smoothieware appliqué à une delta ??? D'avance un grand merci à celui (ceux) qui me permettra(ont) de sauter le pas sans y passer 6 mois et tout casser... Sinon je devrais retourner sur Lerdge...
Bonjour à toutes et à tous. Ma Delta tourne depuis 2 ans sous lerdge S puis X sans grosses difficultés... Sauf les dimensions mécaniques qui sont à l'ouest ! J'ai vu au fur et à mesure de mes recherches que Lerdge et Delta ne font pas forcément bon ménage... Alors je cherche à convertir mes paramètres Lerdge pour passer sous Smoothieware sur une SKR 1.3 avec TMC2209 TFT3.5 et bed chauffant. Le problème est que je n'ai jamais mis les doigts dans les configs type Marlin ou Smoothieware (because Lerdge évidement) J'aurais besoin d'aide pour débrouiller tout ça... Quelqu'un connaît-il à la fois Lerdge, SKR, Smoothieware appliqué à une delta ??? D'avance un grand merci à celui (ceux) qui me permettra(ont) de sauter le pas sans y passer 6 mois et tout casser... Sinon je devrais retourner sur Lerdge... -
 Voilà j'ai viré la carte Ramps / arduino avec marlin pour une MKS Sbase et smoothieware je dois avouer que le résultat est plus que positif, si vous êtes intéressé par cette modification voici en premier les liens vers cette carte et le firmware La MKS Sbase : https://fr.aliexpress.com/store/product/3Dpriter-control-board-MKS-SBase-V1-0-32-s-Motherboard-compatible-Smoothieware-open-source-firmware-support/1047297_32384368763.html Le firmare Smoothieware : http://smoothieware.org/ La carte est une 32 bits beaucoup plus rapide que les cartes courantes style GT2560 ou ramps, la connectique est classique, en plus d'un port USB, elle comporte un port Ethernet Elle comporte également un support pour micro SD ou pourront être stocké les stl, le fichier de configuration du firmware. Cette carte SD servira également pour les mise à jour du firmware Les drivers sont intégrés à la carte et fini le réglage à la louche de la tension des drivers, dans le firmware vous indiqué juste la valeur maxi en ampère des moteurs et tout est calculé automatiquement au du niveau voltage envoyé aux moteurs... La carte peut être alimenté soit en 12 ou en 24v, elle peut fonctionner soit en 1/16 ou 1/32 de pas au niveau des moteurs et les mosfets sont couverts par de gros radiateur, pour l'instant pas de ventilateur sur la carte les radiateurs sont juste chauds Dans les points positifs, le firmware n'a qu'un fichier de configuration et toute les entrées et sorties (pins) de la carte sont paramétrable dans ce fichier Bon voilà je vous ai peut être mis l'eau à la bouche.... A suivre
Voilà j'ai viré la carte Ramps / arduino avec marlin pour une MKS Sbase et smoothieware je dois avouer que le résultat est plus que positif, si vous êtes intéressé par cette modification voici en premier les liens vers cette carte et le firmware La MKS Sbase : https://fr.aliexpress.com/store/product/3Dpriter-control-board-MKS-SBase-V1-0-32-s-Motherboard-compatible-Smoothieware-open-source-firmware-support/1047297_32384368763.html Le firmare Smoothieware : http://smoothieware.org/ La carte est une 32 bits beaucoup plus rapide que les cartes courantes style GT2560 ou ramps, la connectique est classique, en plus d'un port USB, elle comporte un port Ethernet Elle comporte également un support pour micro SD ou pourront être stocké les stl, le fichier de configuration du firmware. Cette carte SD servira également pour les mise à jour du firmware Les drivers sont intégrés à la carte et fini le réglage à la louche de la tension des drivers, dans le firmware vous indiqué juste la valeur maxi en ampère des moteurs et tout est calculé automatiquement au du niveau voltage envoyé aux moteurs... La carte peut être alimenté soit en 12 ou en 24v, elle peut fonctionner soit en 1/16 ou 1/32 de pas au niveau des moteurs et les mosfets sont couverts par de gros radiateur, pour l'instant pas de ventilateur sur la carte les radiateurs sont juste chauds Dans les points positifs, le firmware n'a qu'un fichier de configuration et toute les entrées et sorties (pins) de la carte sont paramétrable dans ce fichier Bon voilà je vous ai peut être mis l'eau à la bouche.... A suivre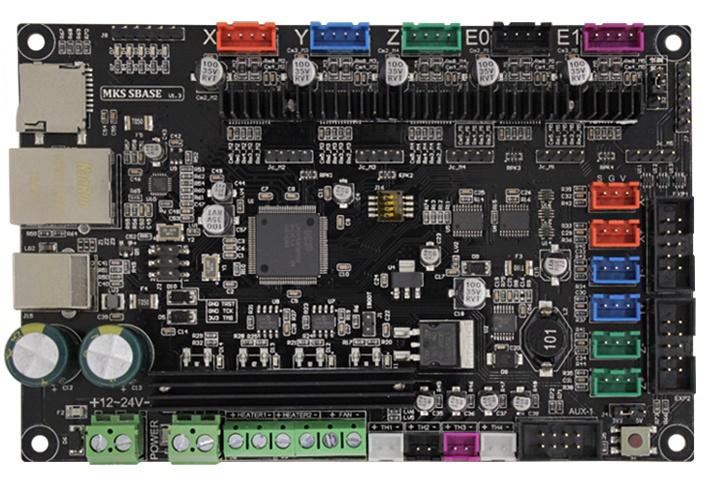
-
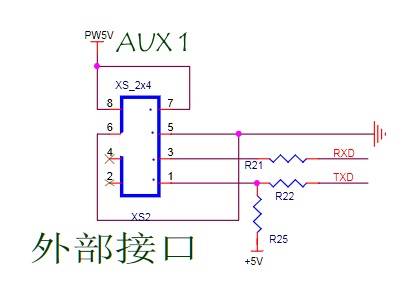
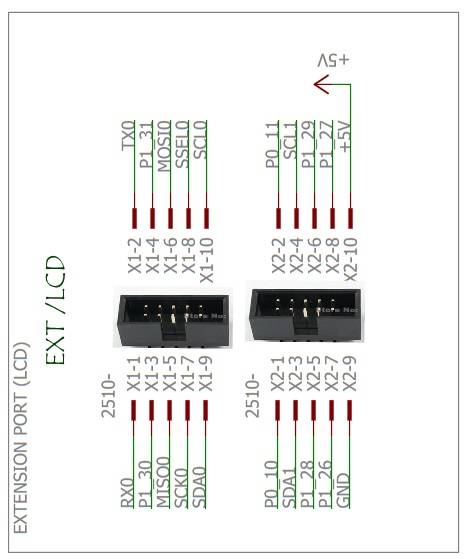
Bonjour, est-ce que quelqu'un s'est penché sur les sorties et entrées disponibles sur notre carte? J'ai lu un peu de chose sur la "Maman" Smoothieboard. On peut faire de la gravure cnc ou autre (laser, crayon...) Quelle Sortie pour un bandeau de leds? On peut rajouter une sortie Ethernet? J'ai lu chez émotiontech que l'on pouvez couper les steppers pour les remplacer. Bref c'est super complet mais pas très détaillés eMotronic_sch.pdf
-
Bonjour, Je n'arrive pas à imprimer de pièce, car l'imprimante s'arrête sans raison. Avec le même dessin, arrêt aléatoire. Avec quelque changement de paramètres d'impression. Avec le même fichier G-code, d'une impression à l'autre l'impression arrête sans raison et jamais au même endroit. Parfois 2 secondes après le début de l'impression. Parfois après 2 minutes. Mais aucune impression réussie si elle prend plus de 10 ou 20 minutes. Que cela soit piloté par Repetier-Host 2.0.5 avec trancheur Slic3r 1.2.9 et câble USB ou que cela soit avec un fichier G-code directement sur la carte SD ou sur une clé USB. J'ai les mêmes problèmes que cela soit avec la configuration qui était sur les cartes SD 2 Go et 16 Go ou que cela soit avec des fichiers fournis hier par Tevo. Est que ce problème vous est connu ? Avez-vous une solution ? Est-ce que le problème serait matériel, par exemple l'unité de puissance ou la carte contrôleur Smoothieware, etc. ? L'ami René
-
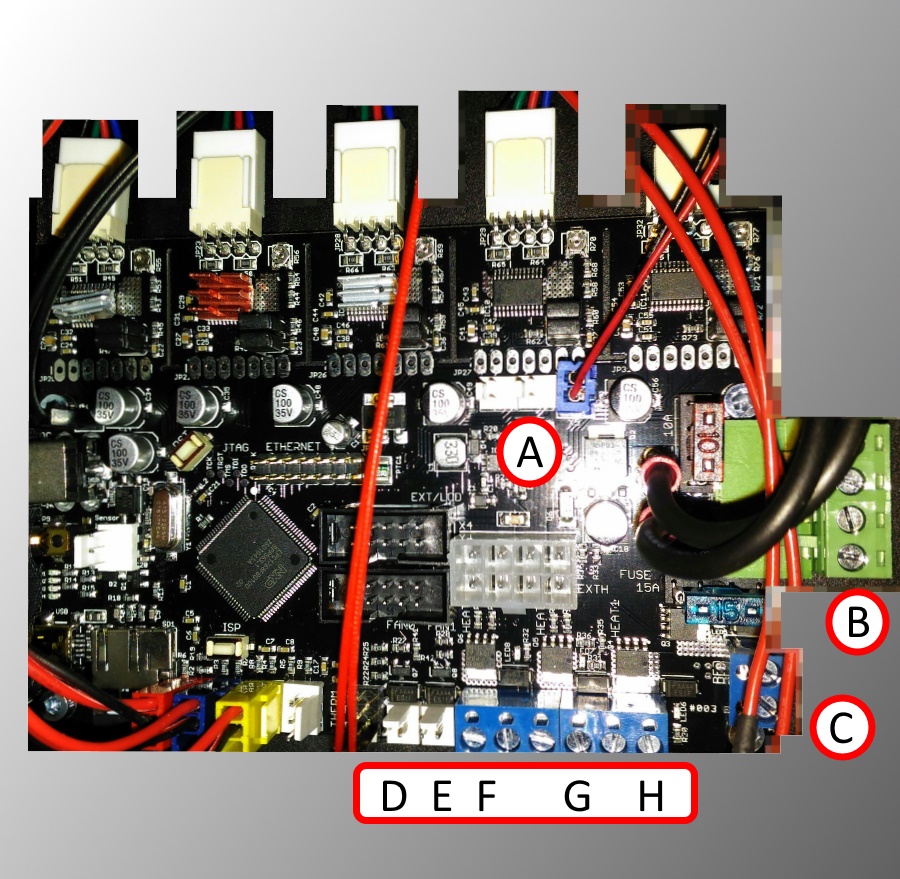
SALUTATION ET BONNE ANNEE A TOUS . j ai acheté une mks s base 1.3 et écran tft 3.2 pour l imprimante que je me suis créer, je préviens de suite je n'ai rien pigé au fonctionnement de la carte. celle ci je l alimente en 12 volt, mon lit chauffant via carte extension en 24 pour cause de fort ampérage plateau silicone de 320x320. mon 2ème moteur Z passe par un module extension au lieu d un câble en Y; tous mes moteur sont en 1.5A pour cause de grandeur imprimante. lors de mes premiers essai dans le flou que deux axes fonctionnent sur les 3, impossible de faire tourner mon moteur z numero 2 par carte extension, impossible de mettre en chauffe mon lit; devant tant de déboire j'ai arrèté là et je recherche de l aide pour me guider car les infos sur le smoothie sont faible ou je ne comprend rien, sauf en lisant quelques un de vos commentaires qui m'aiguille un peu. alors si vous connaissez un manuel en francais , que l un de vous sait comment activer moteur par les fiches d'extension et autres, par avance merci pierrot
-
Carte reçu ce midi , y a plus qu'a...