321Toto
-
Compteur de contenus
32 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par 321Toto
-
Je n'avais pas remarquer cette vidéo, merci beaucoup !
-
Bonjour à tous, J'aimerai savoir si il est possible de faire pause, pour changer de couleur. Jusqu'à présent je le faisait manuellement, mais j'aimerai savoir si il était possible de le faire automatiquement, je m'explique: Admettons que je souhaite changer la couleur à partir de la couche 10, faire en sorte de mettre en pause, augmenter l'axe Z et de le déplacer la tête, comme ça pas besoin de rester tout le temps devant l'impression, et changer le filament. Et après faire un "Resume Print", et c'est reparti pour compléter. Merci, d'avance.
-
Ah effectivement c’est possible ! Il n’y avait rien sur la buse de base. Mais d’après vous, il est préférable de mettre du Téflon ou bien de la pâté thermique ?
-
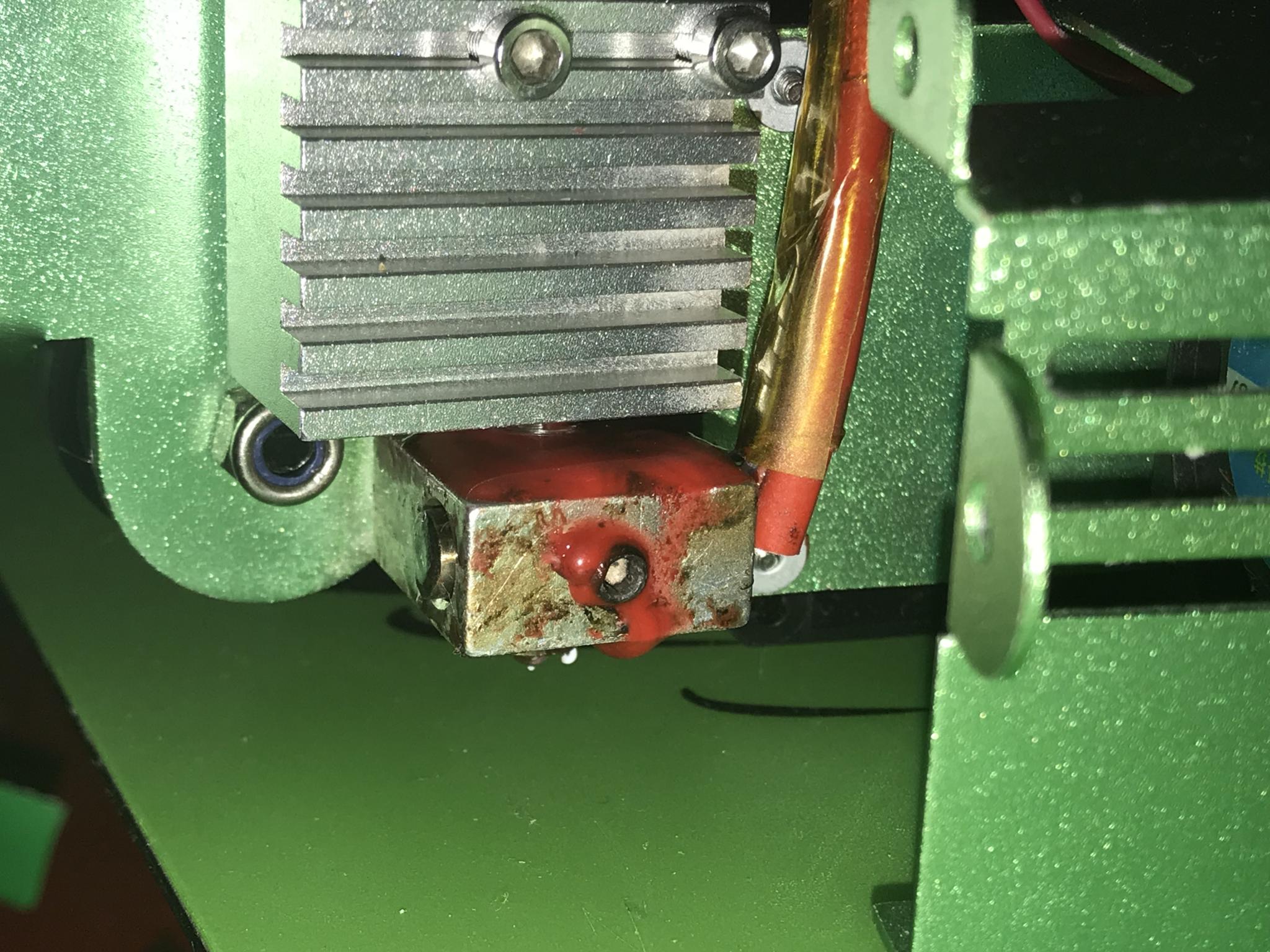
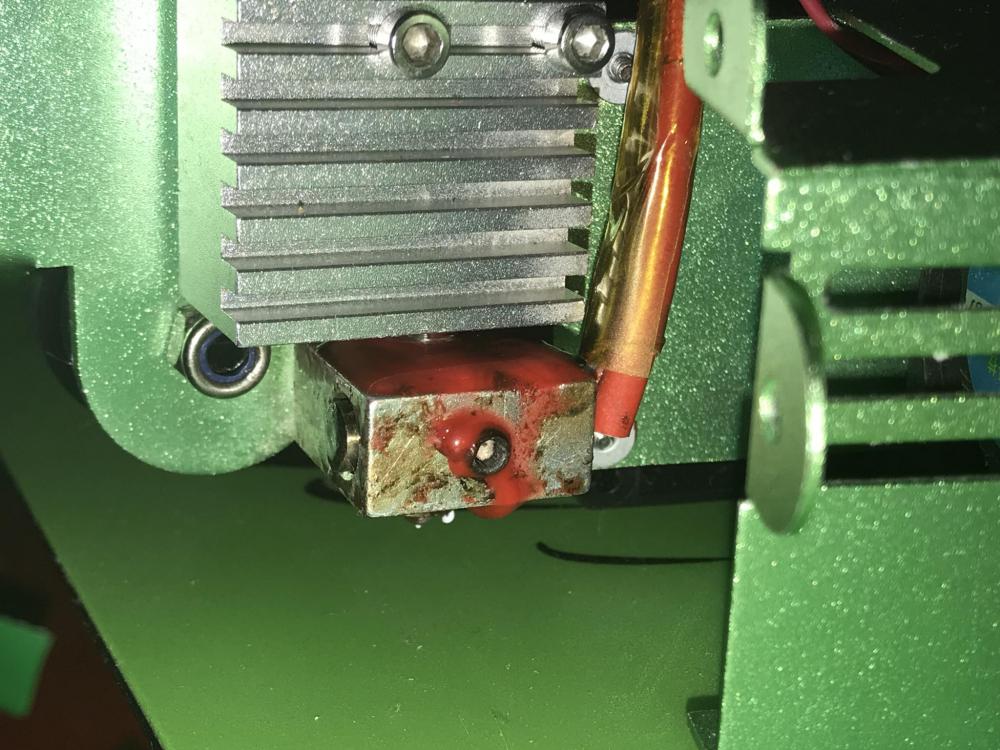
Tornadistes, bonsoir ! Eh oui mes problèmes, de « clacs », étant résolu. Ma bécane, a subit quelques dizaines d’heures. Mais me revoilà encore un problème que je n’ai pas trouvé de solution à long terme, je m’explique.. Quand j’imprime, tout va bien, l’aderance au plateau d’origine ça va, pas de formation de bulle dessus, le débit, ok, l’extrudeur ça va aussi. Les courbes de chauffe rien à signaler. Par contre, quand j’imprime, j’ai une sorte de fuite. Le plastique sors de la buse ça va bien, mais j’ai aussi un dépôt sur la tête de chauffe. Et c’est très gênant car le plastique, toujours sous l'état visqueux, forme des gouttes, et glisse sur le bord de la tête, jusqu’à faire des pâtés sur l’impression. Pour essayer de résoudre le problème, j’ai démonter deux fois la tête, tout nettoyer, remonter, mettre le tube ptfe jusqu’en butée à la buse elle même. Mais rien à faire, ça redorbe toujours. Donc à chaque demi-heure, obligé de prendre un bout de pla, et d’attrper la goute de plastique prête à détruire l’impression. J’espère que vous arriver à comprendre mon problème. Merci d’avance, 321Toto
-
Pas de soucis merci beaucoup en tout cas ^^
-
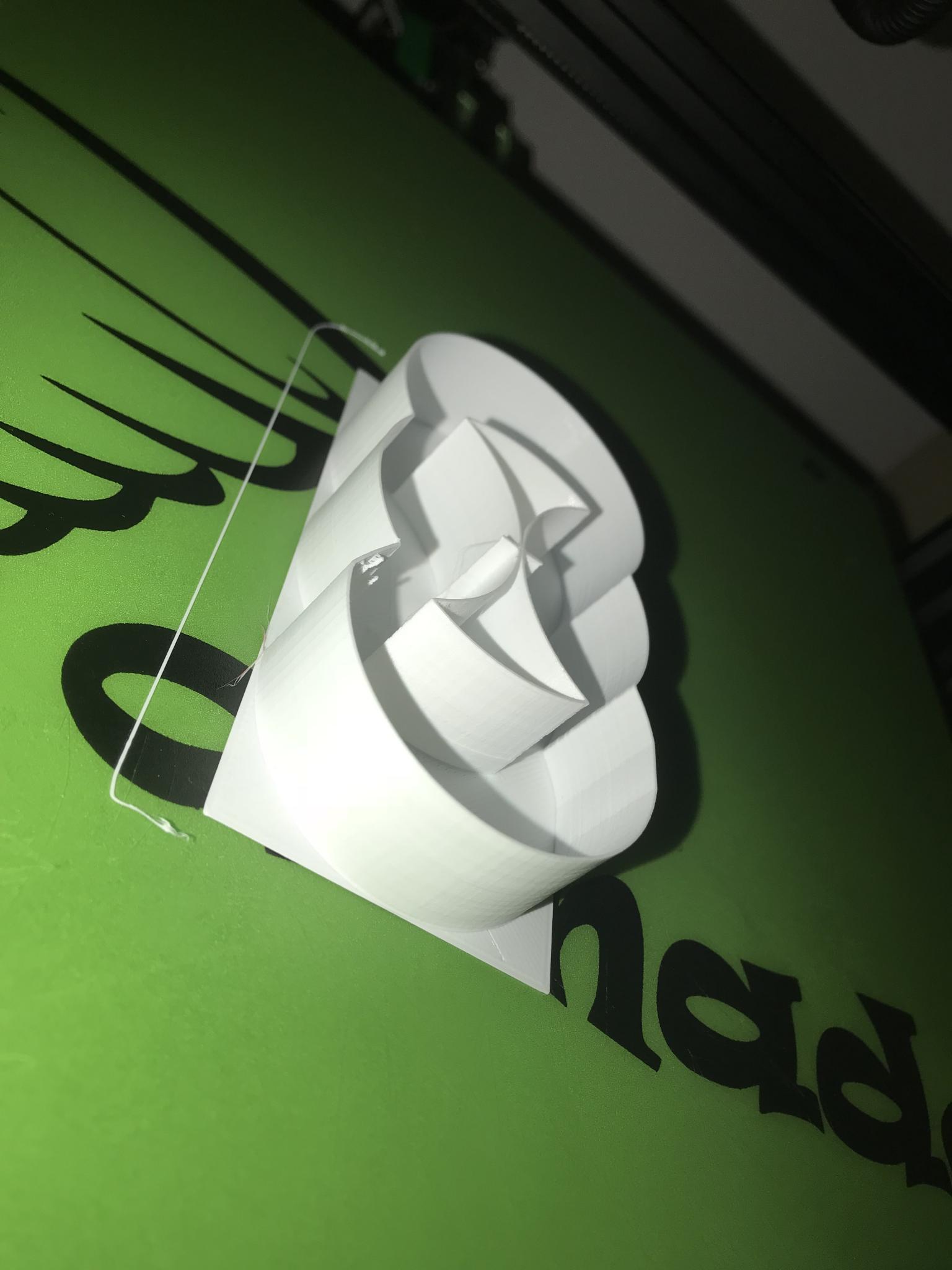
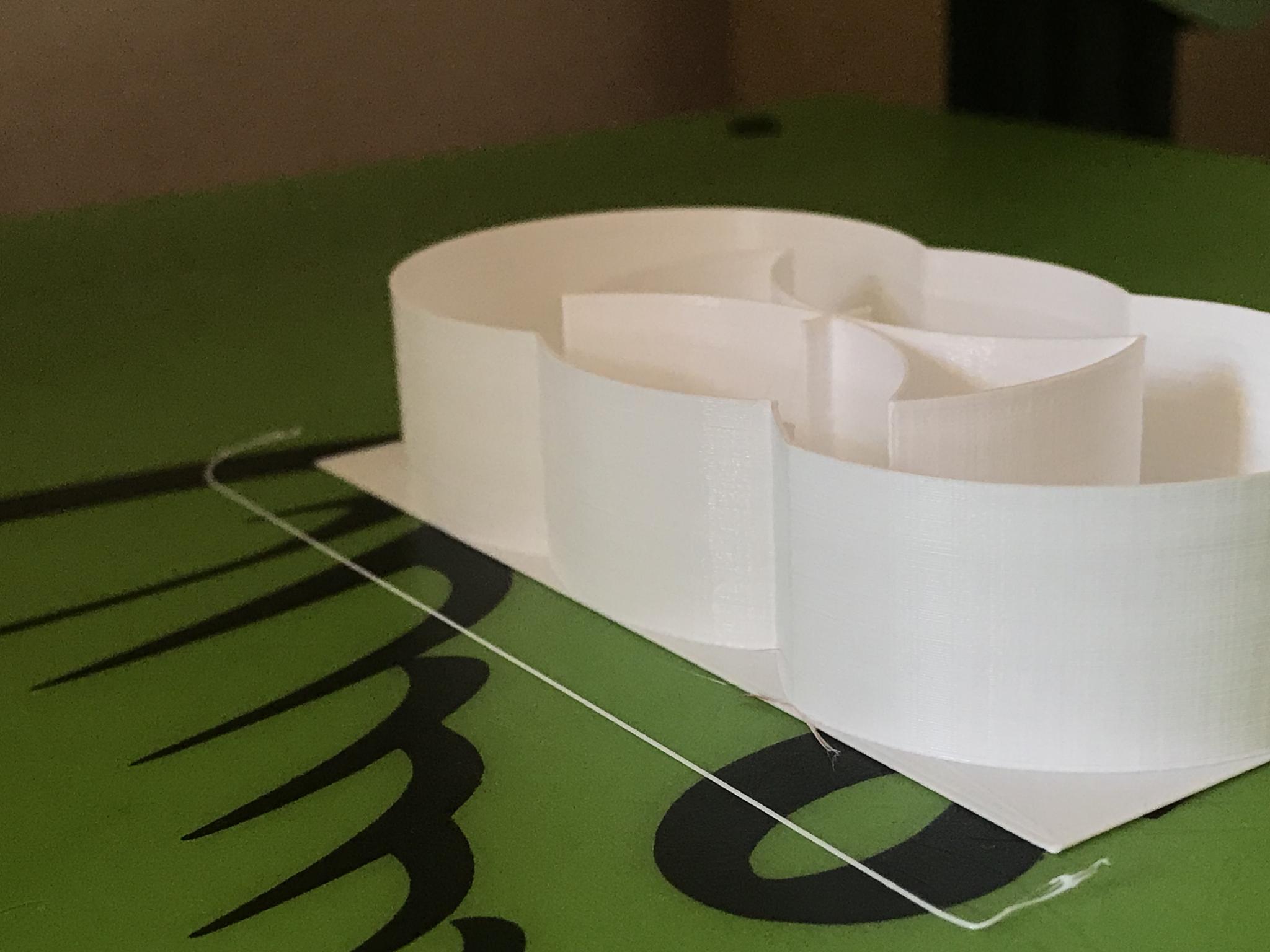
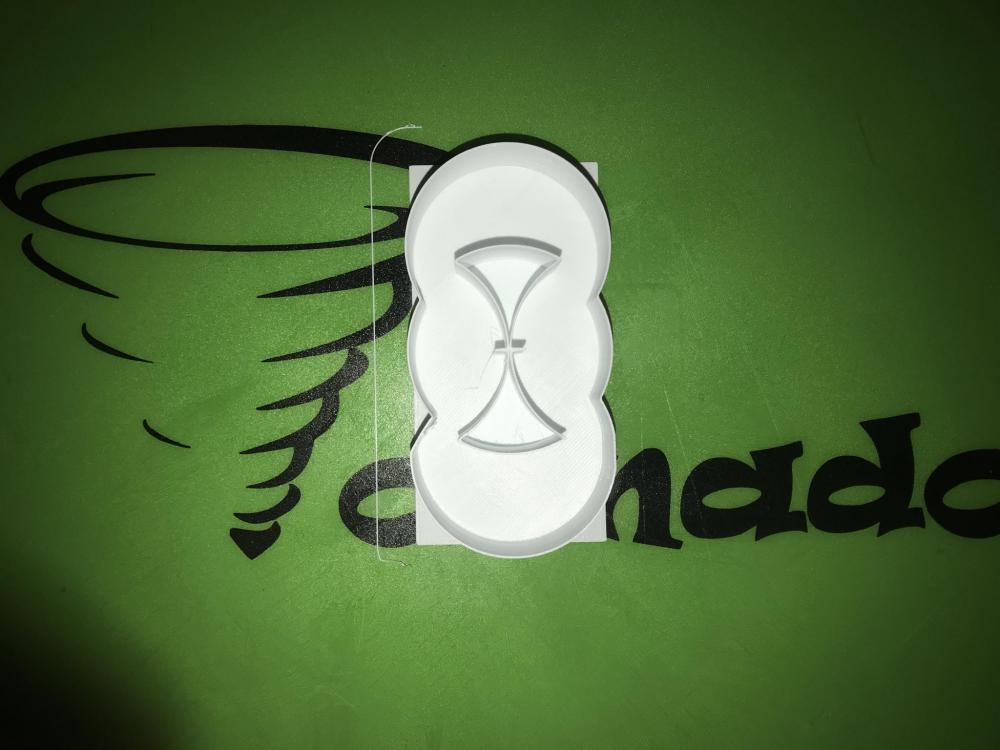
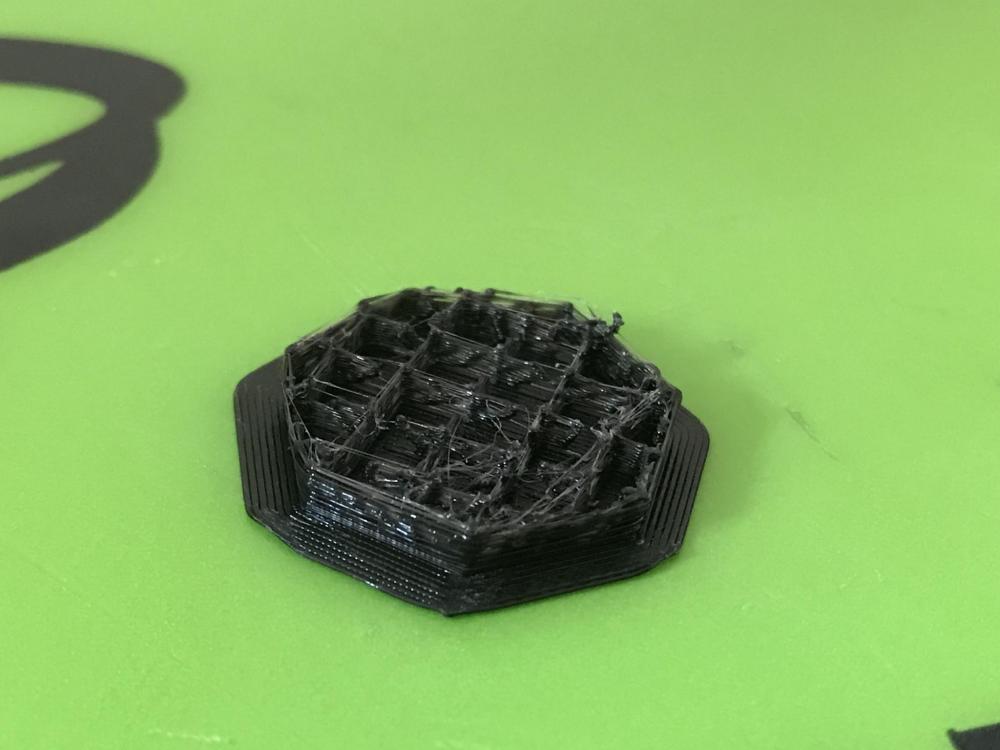
Bonjour à vous, je reviens vers vous pour vous annoncer des bonnes nouvelles, ça fonctionne !! Voilà ce que j'ai pu obtenir, c'est une pièce que j'ai fait rapidement avec des bords fin justement pour détecter des problèmes. Je ne sais pas ce que vous en pensez, mais je trouve que c'est quand même très propre pour un début J'ai tout simplement vérifier tous les ajustements, et toucher à différents réglages. Ce print m'a pris 2 heures car j'ai imprimé ça ≈ 40mm/s Bonne journée, Cordialement.

-
Le ventilo est changé bien serré, oui il se met bien en route au dessus de 50 et s’arr En dessous de 50 aussi en tout merci pour le topic j’irai voir ça de suite après Ça change à chaque print, mais ça bouche souvent en dessous de 8mm de hauteur, mais je n’avais pas penser à autant baisser la rétractation donc je vais essayer ça
-
Ça fais un gros bouchon, entre la sortie de la buse et l’entrée du tube PTFE (dans la tête d’impression) alors comme la suggérer @Desmojack, serait-il un problème de ventilation et de radiateur ? Ma valeur de rétraction est de 5 mm
-
Merci de vos réponse, alors je pensais que ça pourrait venir du filament "Ice Filament" au début le problème venait avec cette marque avec la couleur noir, j'ai lu sur le forum que des fois des soucis viennent en fonction de la couleur et que les réglages sont différents, j'ai donc pris du blanc et du rouge de cette même marque, mais rien à faire. Alors peut-être changer de marque, dans ce cas là, avez-vous des bonnes marques à me conseiller ? J'ai bien vérifier tous les serrages, tout me semble ok, j'ai même tout démonter et remonter, toujours la même chose Pour ce qui est de la pièce, j'imprime juste le cube XYZ, en 10x10x10 cm pour l'instant, mais avec d'autre pièce comme le support à filament ça déconne toujours.
-
Alors après quelques jours de test, malheureusement toujours rien, au début niquel et après ça s’en met toujours à déconner. Di seulement j’avais une idée d’où ça pourrait venir
-
Ah oui pardon, j’y avais pas penser à reposter dans l’autre topic Je viens de commander des ventilos pour voir si ça vient de ça, merci du tuyau en tout cas
-
Bonjour à tous, je reviens vers vous, après des centaines d’essais, ce n’est toujours pas une réussite. Le début de mon impression est niquel, l’aderance est bonne, le plastique sort régulièrement, aucun clac, tout va bien. 10 minutes plus tard, le plastique ne sort presque plus, ça laisse des « points » sur la couche en cours et l’extrudeur clac. Alors j’ai vérifier tous les branchements, les step/mm, c’esg la même choses si j’imprime a 180, 190, 200, 210 ou même 220 degrés. Rien à faire ça se bouche, donc obligé de démonter le tube PTFE, chauffer la buse et tirer le plastique et enlever le gros bouchon de plastique. J’ai aussi réduit ou augmenter le % d’extrusion dans Cura, modifier aussi le PLA dans les réglages à 1.74mm, mais rien. J’ai pas réussi un finir une pièce complète. Avez-vous une idée d’ou ca peut venir, merci beaucoup
-
J'ai quand même eu des soucis à la fin, j'ai imprimer deux fois la pièce, et à chaque fois, à la fin, ça claquais et plus rien de sortais. Je vais vérifier mon step/mm car peut-être que ça vient de là. Mais je suis content dans le sens ou j'arrive à faire sortir des trucs Je regarde alors les step/mm que j'avais déjà calibrer
-
Okay ça va, merci
-
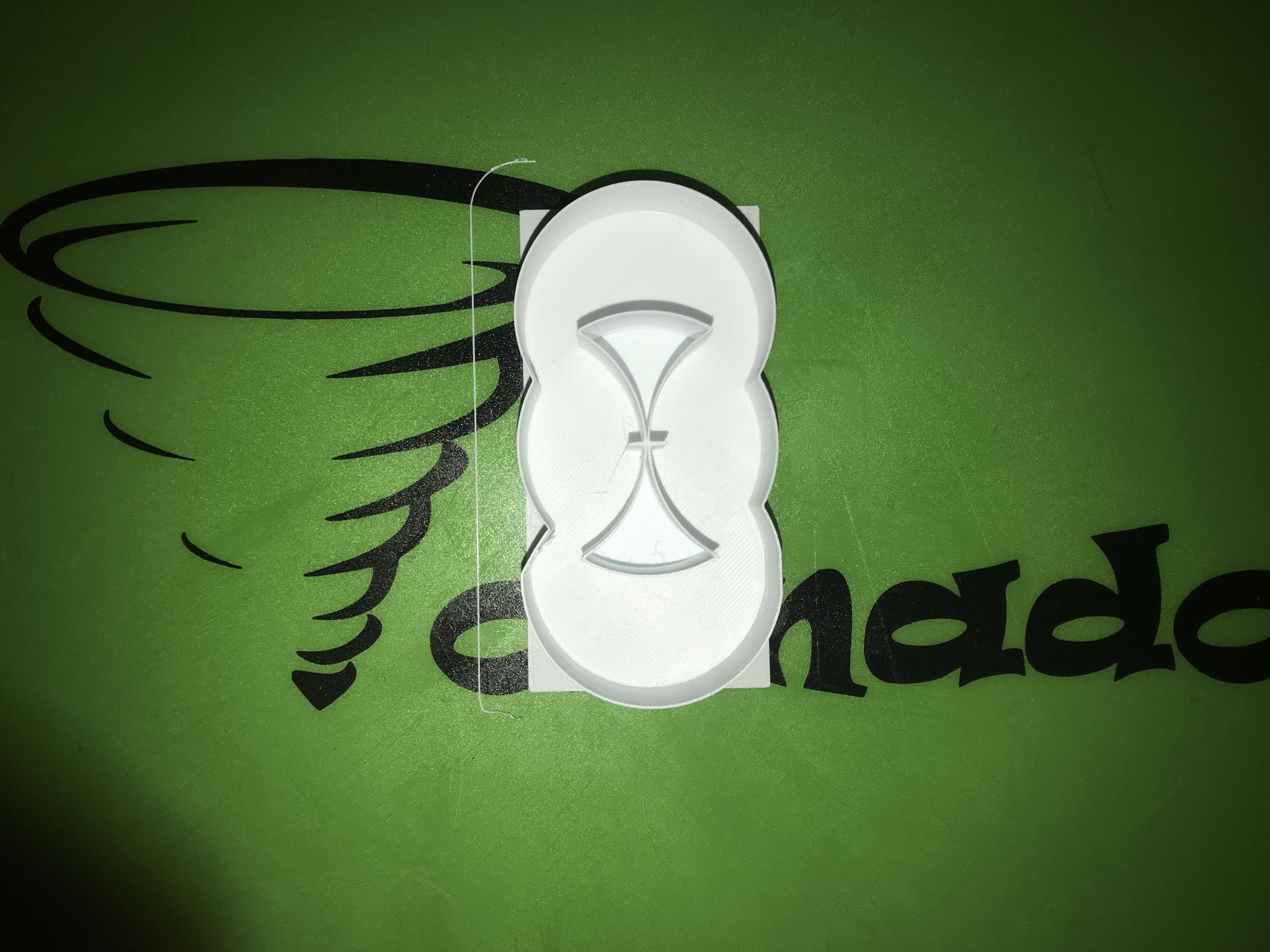
Pensez vous que la première couche est un chouilla trop proche ? Car on voit un peut à travers.

-
Bon alors, on va continuer les bonnes nouvelles Voilà mon premier print "potable" je suis ULTRA content Franchement merci beaucoup de vos conseils , et puis maintenant une nouvelle porte s'ouvre pour moi


-
Petite question, j'ai peur d'abîmer ma machine en testant la tension. Du coup je peux directement la prendre sur le plus et le moins de la prise blanche brancher sur les moteurs pas à pas ?
-
D'accord, bah je vais augmenter la vitesse de rétraction avec la vitesse d'impression. Et après avoir fini de contrôler la tension, je ferai un print.
-
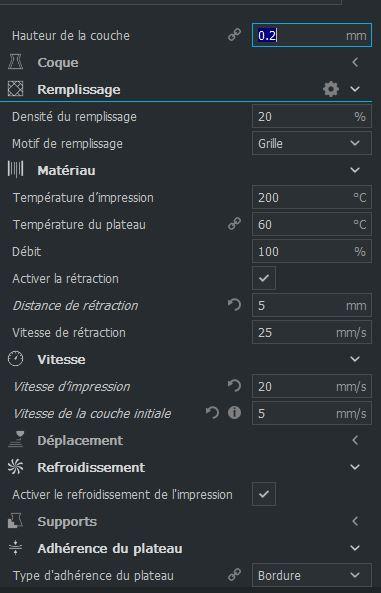
@Desmojack, Oui, j'ai bien revérifier. Mais j'avais lu que ça posait souvent problème, donc je l'avais enlever dès le début Je vais donc m'attaquer aux tensions des moteurs et puis si ça vient pas de la je vais aller trifouiller la buse Je sais pas si ça pourra vous aider, mais voici les paramètre CURA, pour le moment :
-
@Desmojack, alors oui le ventilo "principal" de la buse démarrer bien quand la buse est supérieur à 60 °C.
-
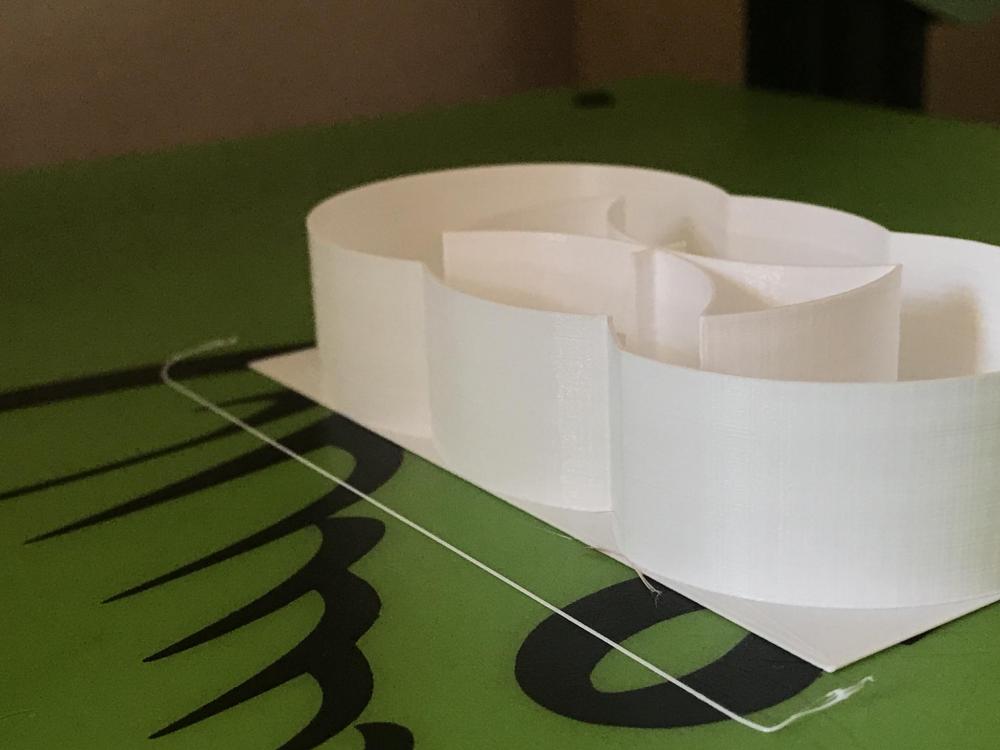
Hello, Alors pour l'instant je n'es pas vérifier le voltage, mais j'ai contrôlé les steps/mm. Le ventilo qui refroidit la hotend (le petit à droite) tourne après que le print de la première couche soit faite. Le tube de PTFE est bien à la buté du bloc de chauffe. Je penses que le truc ovale qui met arrivé viens du fait que le plastique force sur du plastique qui n'est pas tout à fais fondu. Pour régler ça j'ai mis à 205°C et je n'est pas toucher à l'extrudeur que j'avais déjà desserrer Pour moi la première couche est bien; par contre pour ce qui est du reste c'est pas encore ça mais ça avance J'ai arrêter le print car plus rien de sortait de la buse et l'extrudeur se mit à re claquer. Je vais continuer à bidouiller dans moins coin et si vous avez des idées je suis preneur
-
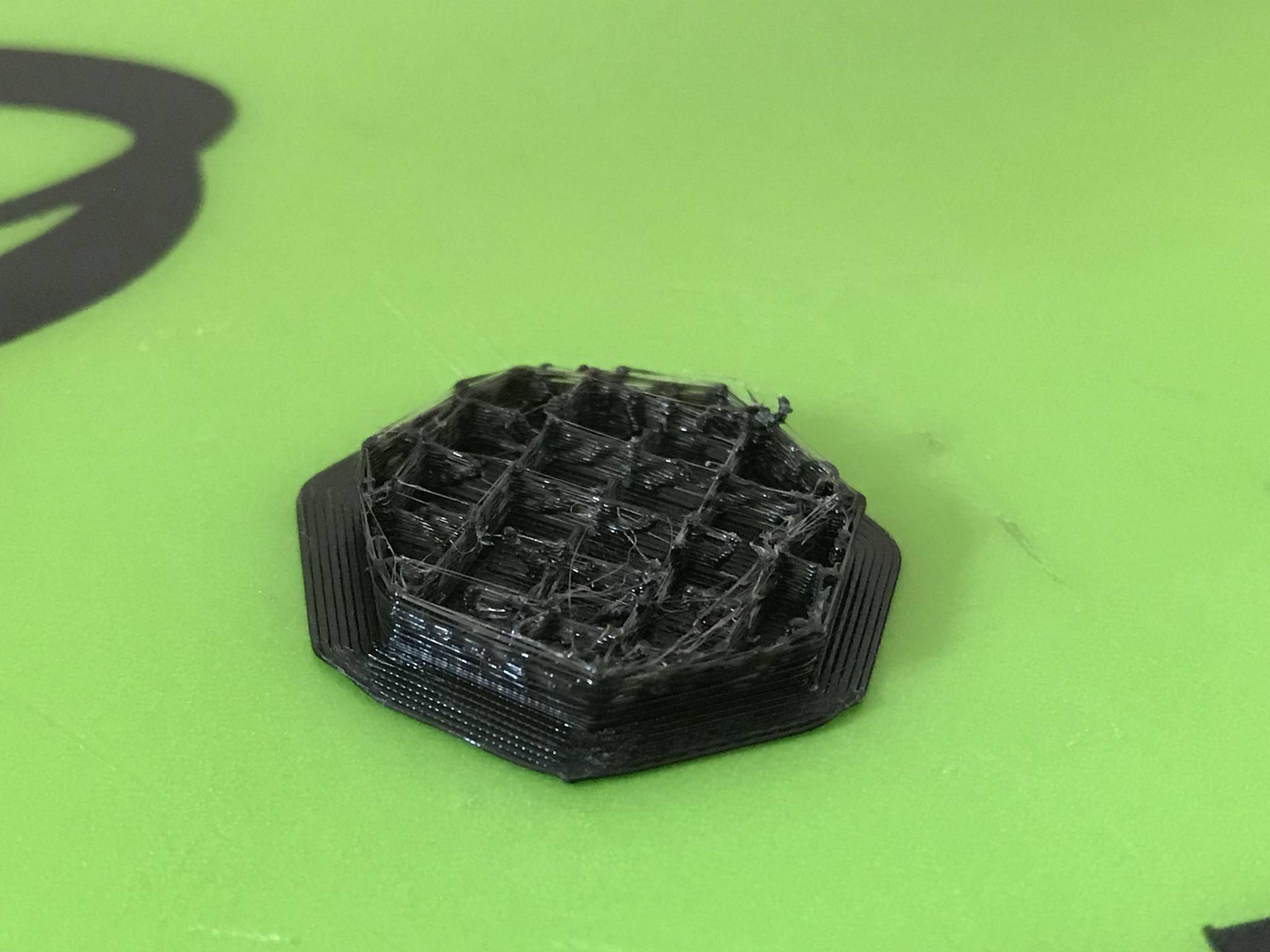
Qu'en pensez vous ? J'ai dû arrêté l'impression car le plastique ne sortait plus J'ai l'impression que ça bave, ma rétraction est de 6.5mm à 45mm/s PS : Les traces sur le tapis c'est l'impression de base.. Je penses le changer, mais en attendant j'imprime pas sur les dégâts.

-
Depuis, que j'ai laisser plus d'espace entre le bed et la buse j'ai plus entendu le clac. Car j'ai à chaque fois voulu trop les rapprocher, mais c'était une mauvaise idée ^^ Plus qu'a revoir mes paramètres CURA, et je penses que ça sera pas mal @Desmojack J'imprime en 30mm/s justement car à chaque fois que je mettais plus, il y avait des problèmes d'extrusions Mais si c'est dû à mes paramètres CURA, c'est déjà une bonne chose.
-
Okay, ça marche. Justement je regarder des vidéos de ce fameux Tommy, mais j'espère y arriver ^^
-
Hello @sweex59, alors j'ai à peut près bien compris t'as phrase Mon tube PTFE va bien jusqu'au bout, mais je penses que la théorie de la rétraction peut être vrai ^^ actuellement elle était de 6.5mm mais je penses la descendre à 5 voir 4.5. Je vais faire des tests de prints avec une rétractation plus faire et je vous donnerai des nouvelles Mais je penses être sur la bonne voie ^^