neosqualls
-
Compteur de contenus
34 -
Inscrit(e) le
-
Dernière visite
Récompenses de neosqualls
")





-
Bonsoir Mr Magounet, J'ai reçu aujourd'hui la hot end je n'ai pas noté de changement particulier mais au vu de l'état de l'ancienne je n'ai pas regret. Merci au forum pour l'aide que j'ai reçu, j'ai pu résoudre mes problèmes.
-
J'ai payé 4€ sur aliexpress ... effectivement le risque est limité
-
J'ai bien pris la V4 Voici le lien : https://www.amazon.fr/YUYUEMI-Sidewinder-thermistance-entièrement-chaussettes/dp/B0DM7DXZYP/?_encoding=UTF8&pd_rd_w=HroCo&content-id=amzn1.sym.46807d81-91bd-498b-9732-d523d8e7a752%3Aamzn1.symc.fc11ad14-99c1-406b-aa77-051d0ba1aade&pf_rd_p=46807d81-91bd-498b-9732-d523d8e7a752&pf_rd_r=74V67TTAVN950S4W5FEQ&pd_rd_wg=BhZi4&pd_rd_r=ca53d79e-205f-456a-b668-63c4ad40428f&ref_=pd_hp_d_atf_ci_mcx_mr_ca_hp_atf_d ou encore : https://fr.aliexpress.com/item/1005007883298239.html?spm=a2g0o.productlist.main.3.3305y7opy7opRB&algo_pvid=81da8fe7-7ce9-4aa7-83ab-50f6cf7fde4e&algo_exp_id=81da8fe7-7ce9-4aa7-83ab-50f6cf7fde4e-2&pdp_ext_f={"order"%3A"435"%2C"eval"%3A"1"}&pdp_npi=4%40dis!EUR!1.72!1.22!!!13.69!9.71!%40211b618e17468767834154932eba6c!12000042700303630!sea!FR!0!ABX&curPageLogUid=61k6ntVhh1Dy&utparam-url=scene%3Asearch|query_from%3A
-
Merci PommeVerte, j'ai modifié mon gcode de démarrage. Je n'avais pas réalisé que je pouvais réduire l'espérance de vie de mon EEPROM ! Pour la brosse effectivement c'est une mauvaise idée. Par contre j'ai vu sur internet, notamment sur une célèbre site de vente en ligne, des kits de mise à jour du bloc chauffant avec un heat break tout métal. (Je ne suis pas sur d'avoir le droit de mettre le lien ici) il y a une plus-value à le faire?
-
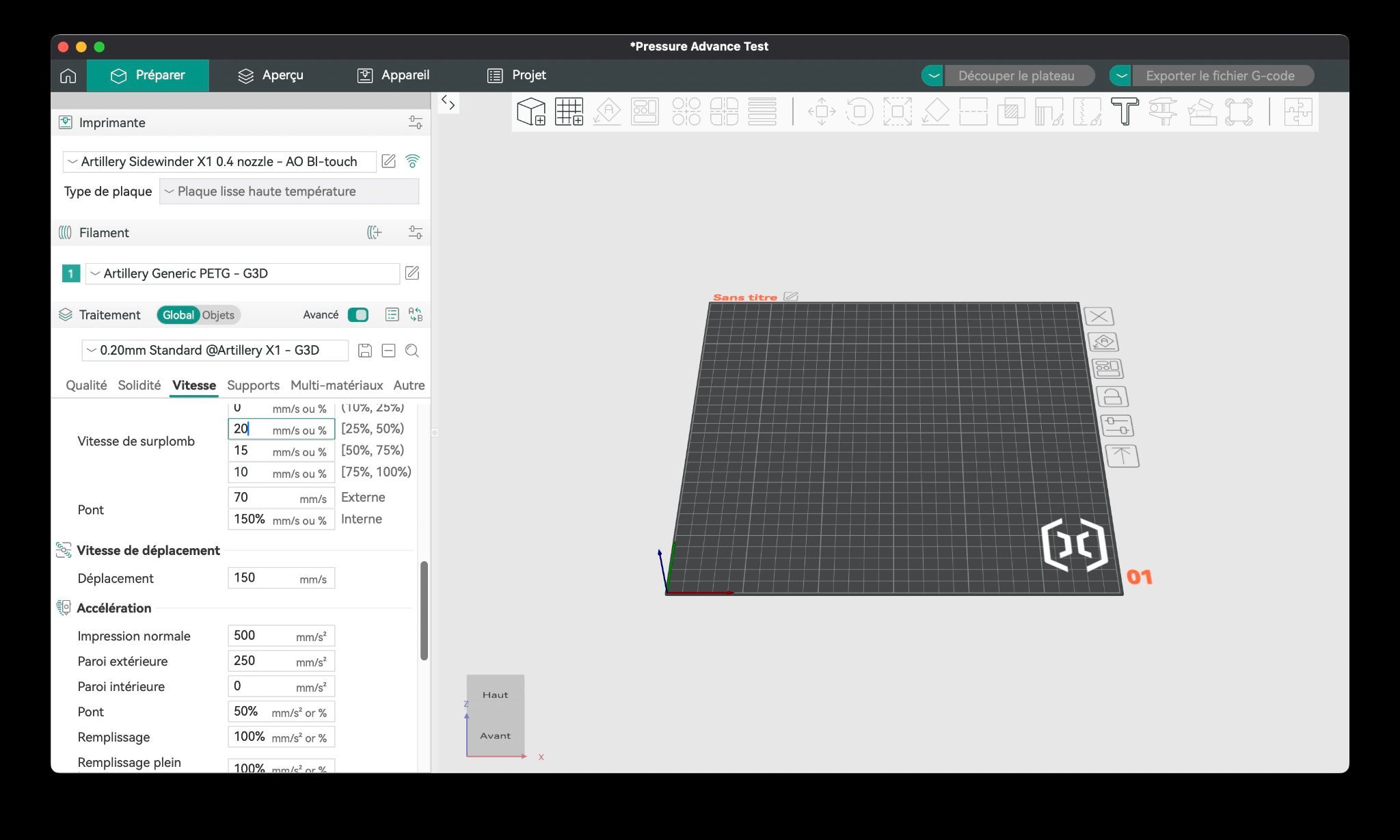
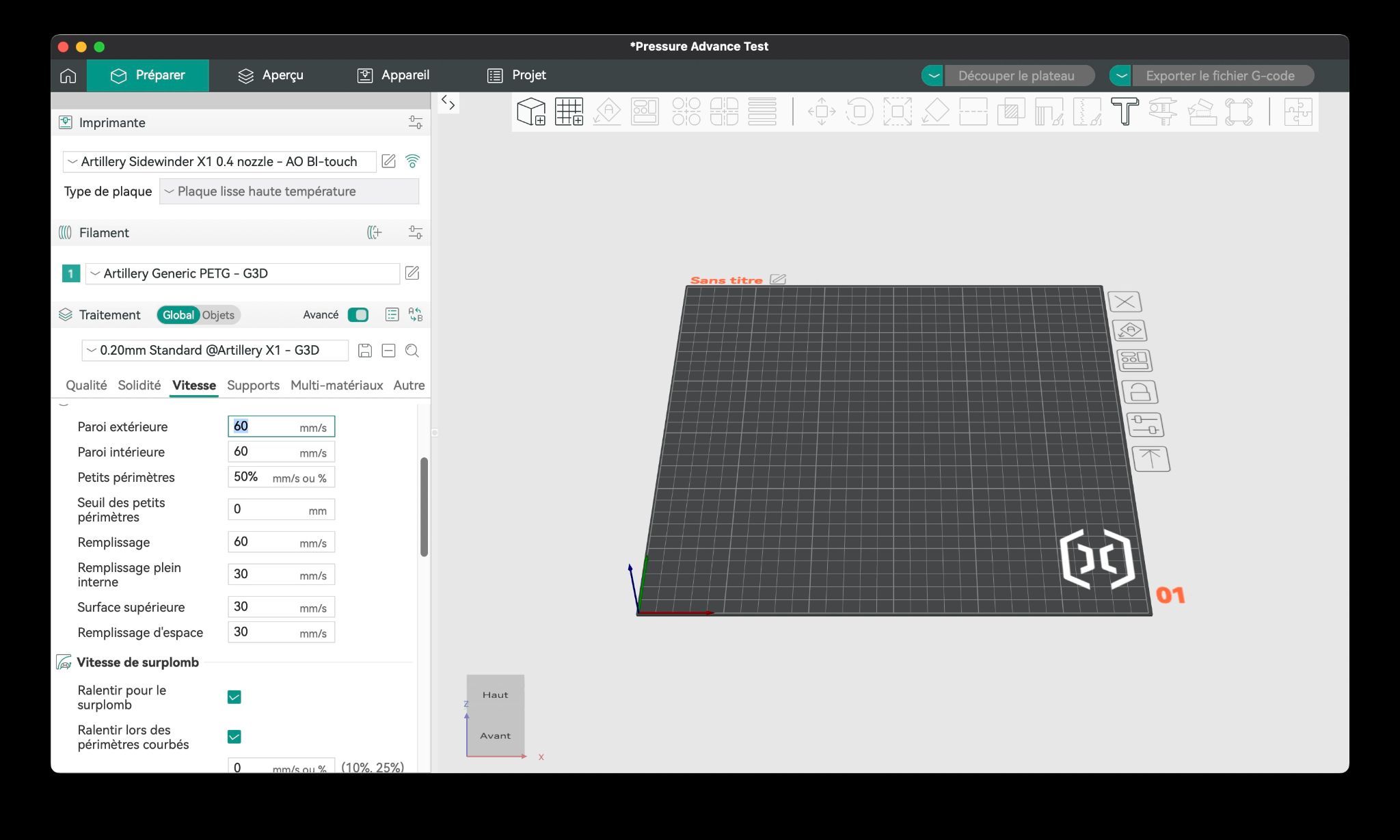
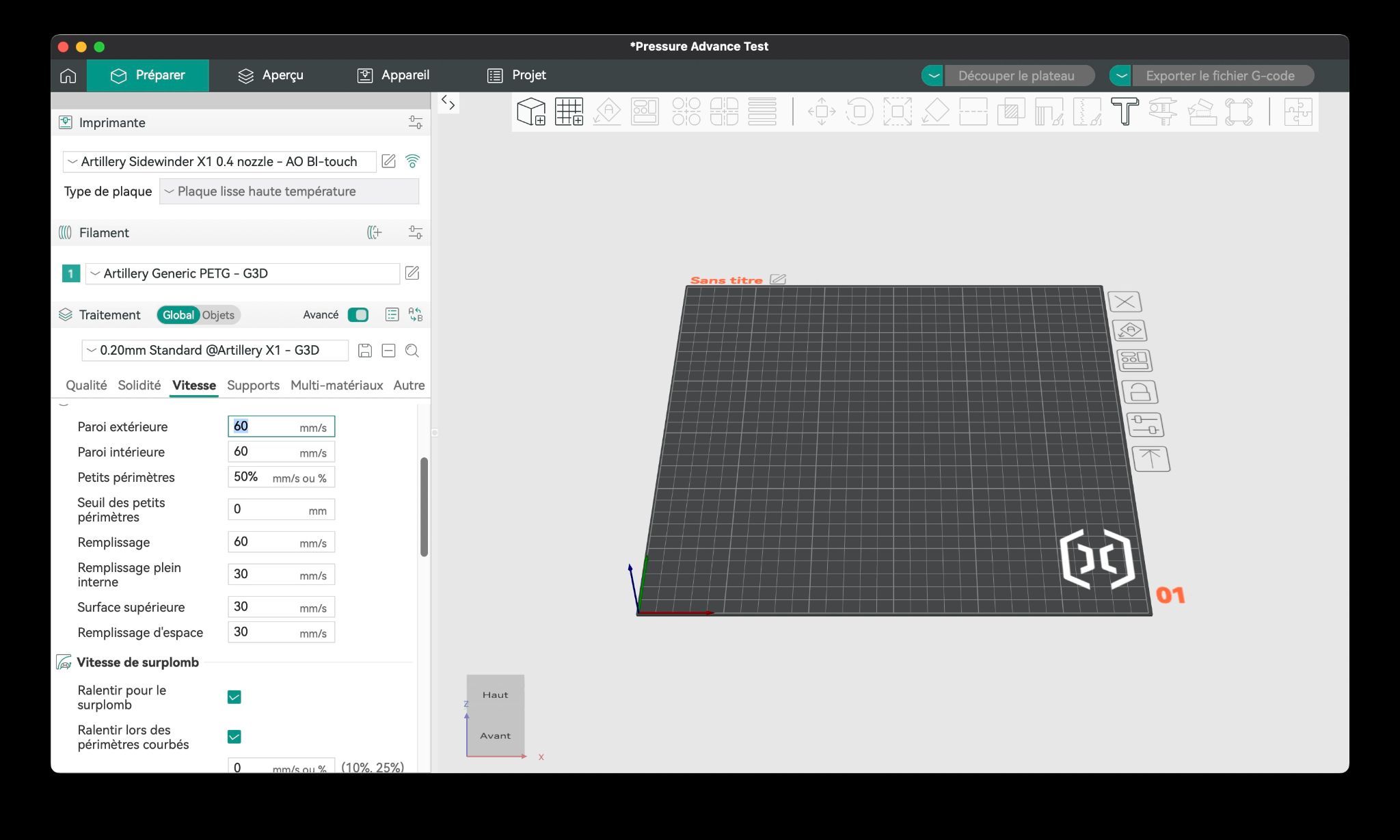
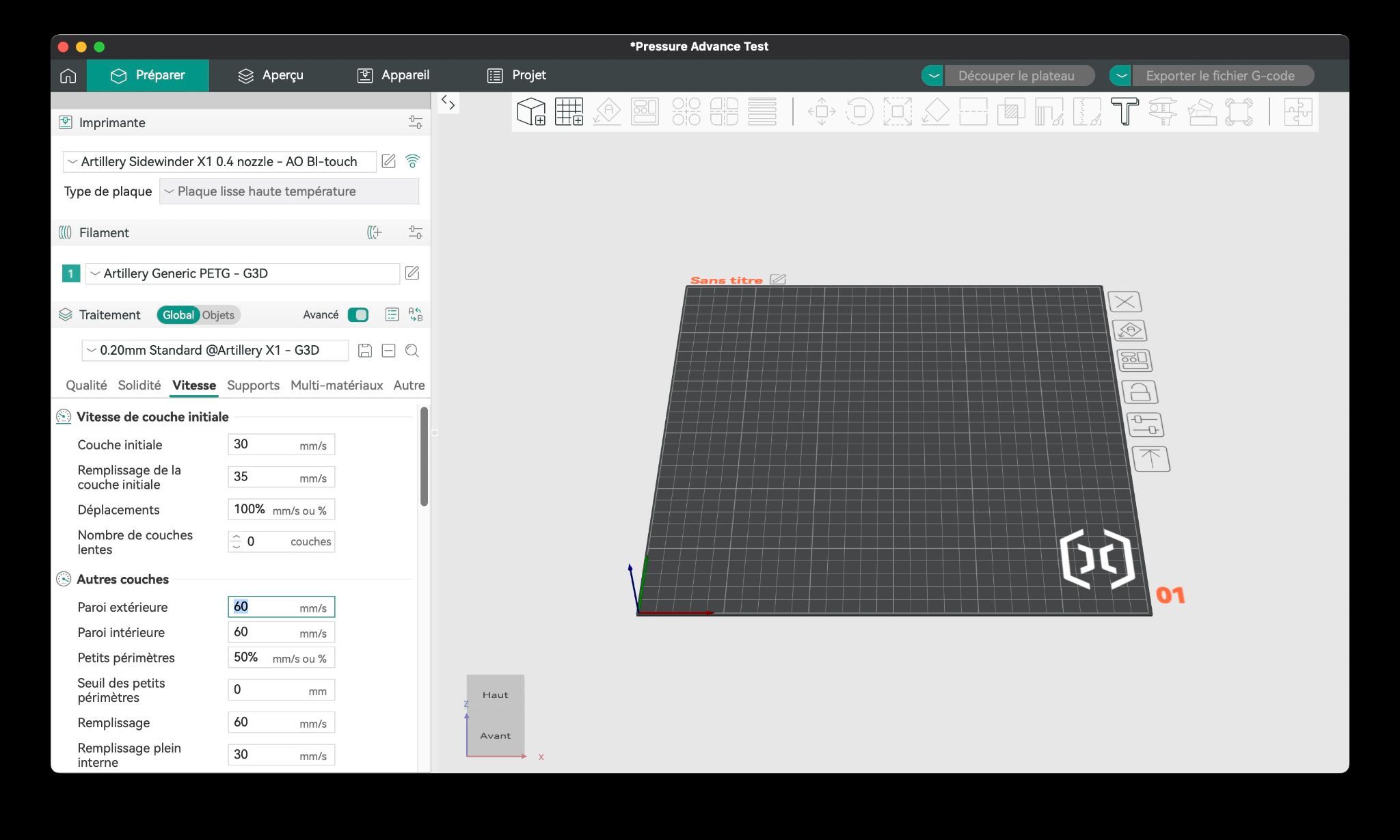
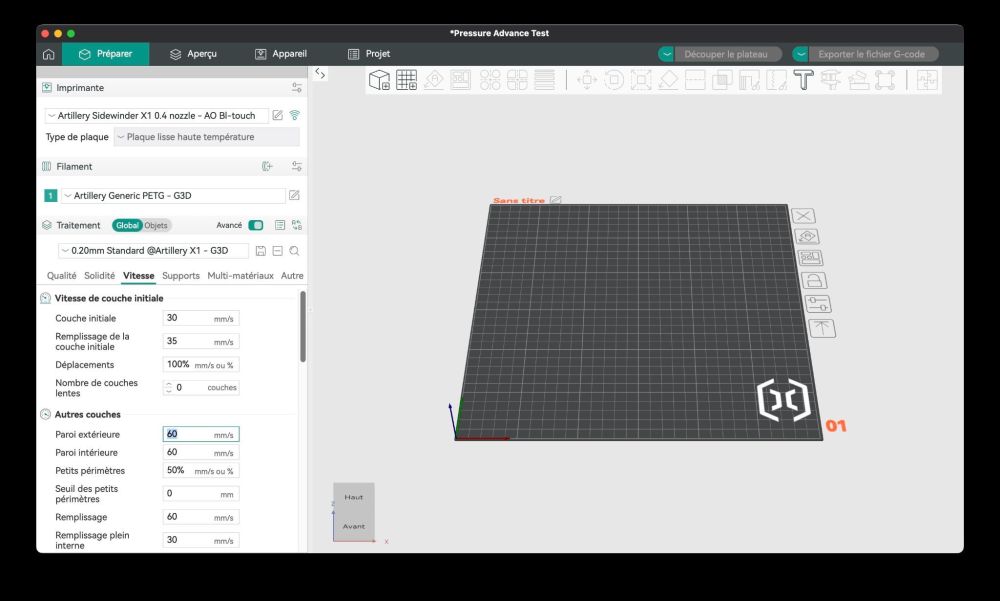
Bonjour à tous et bon weekend, J’ai finalement réussi à obtenir une qualité d’impression très correcte. La première couche (face visible) est réussie, les angles sont enfin nets, sans bavure, et les dimensions sont bonnes. J'ai adapté mon gCode de démarrage pour y intégrer l'UBL : ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[bed_temperature_initial_layer_single] ; wait for bed to heat up M104 S[nozzle_temperature_initial_layer] ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes M420 S0 ; Turning off bed leveling while probing, if firmware is set to restore after G28 G29 P1 ; automatically populate mesh with all reachable points G29 P3 ; infer the rest of the mesh values G29 P3 ; infer the rest of the mesh values again M420 S1 V ; enabled leveling and report the new mesh G29 S0 ; Save UBL mesh points to slot 0 (EEPROM). M500 ; save the current setup to EEPROM G29 L0 ; load the mesh from Slot 0 G29 J2 ; measure bed tilt and apply to the existing mesh G29 A ; Activate the UBL System. G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S[nozzle_temperature_initial_layer] ; wait for the nozzle to heat up M190 S[bed_temperature_initial_layer_single] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} J'aimerais intégrer une brosse physique à l'imprimante pour nettoyerr la buse au démarrage, peut être que cela a déjà été fait ici je vais chercher.

-
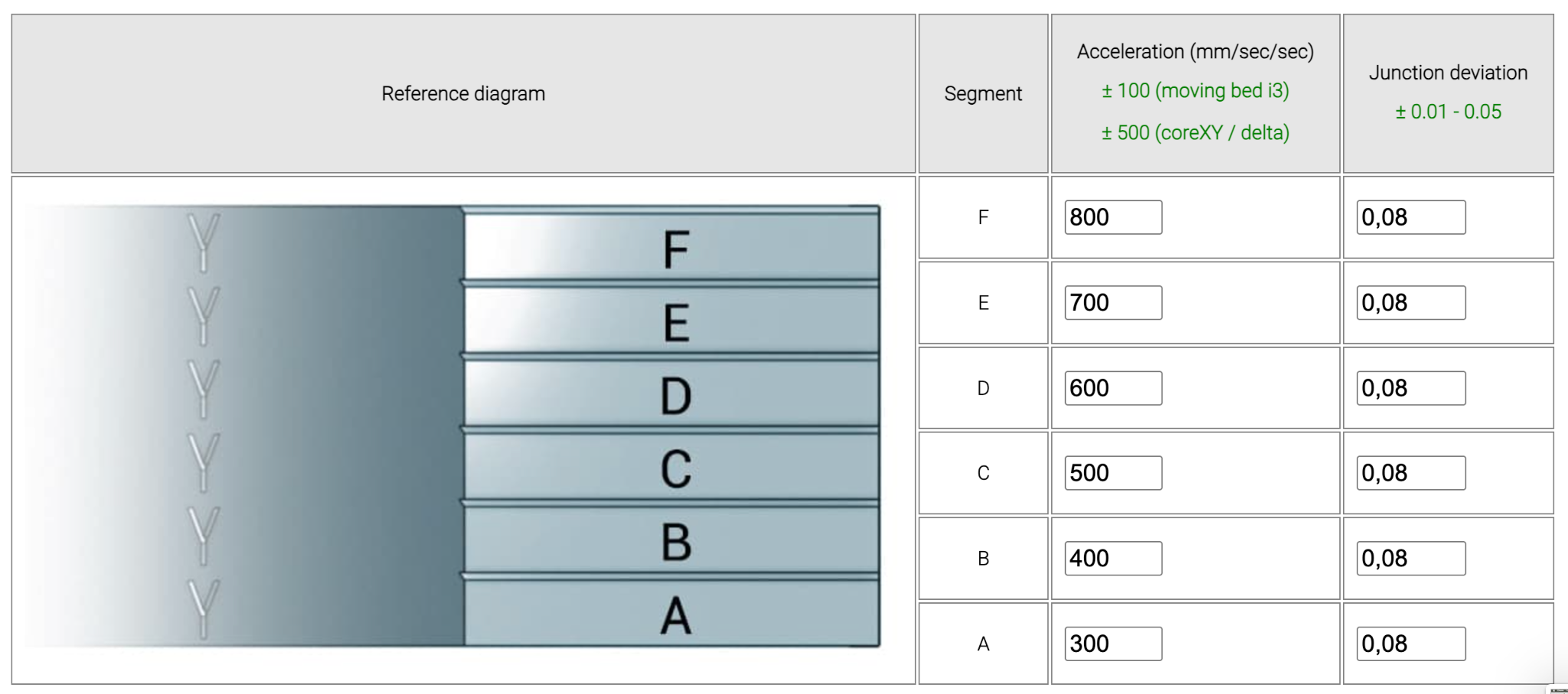
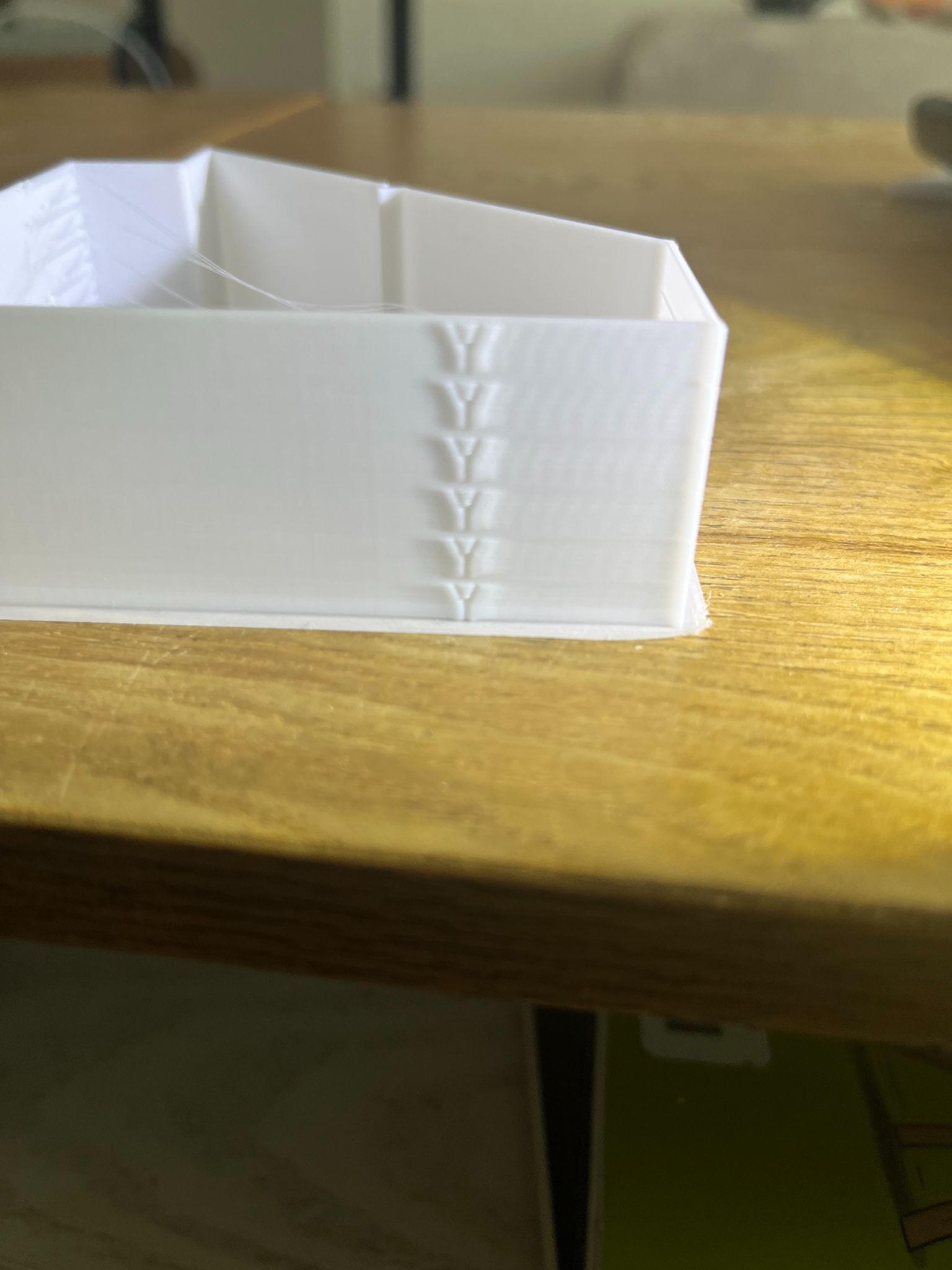
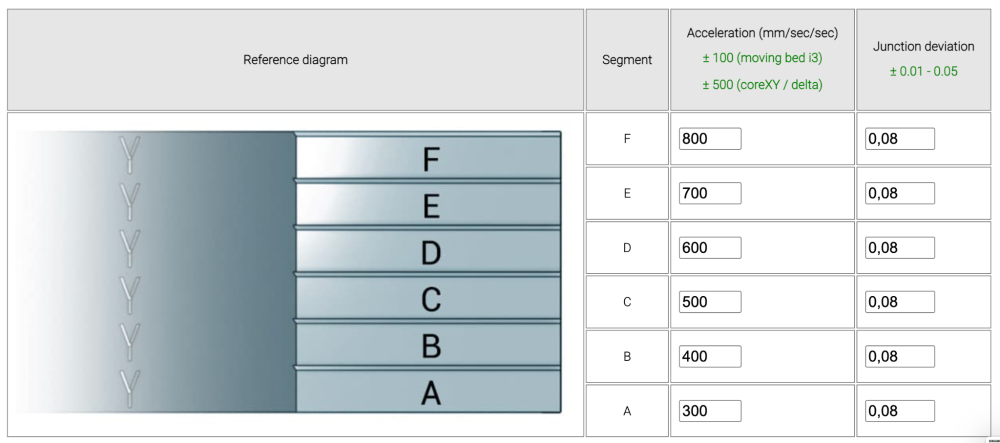
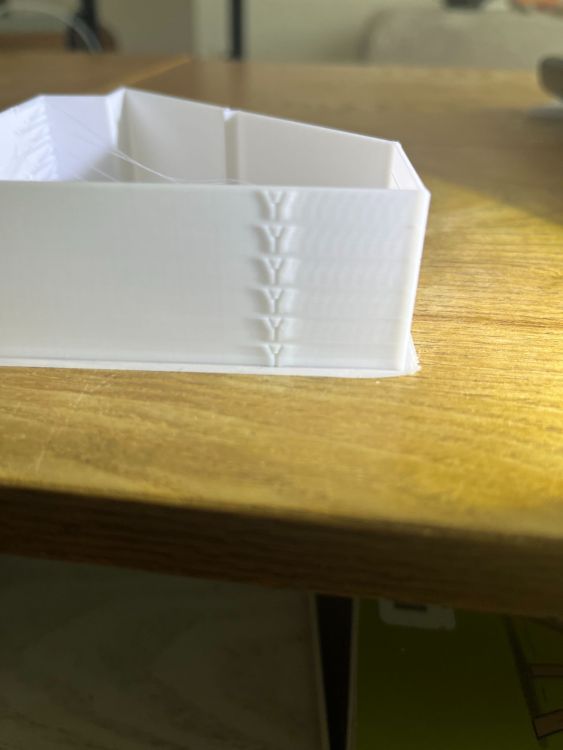
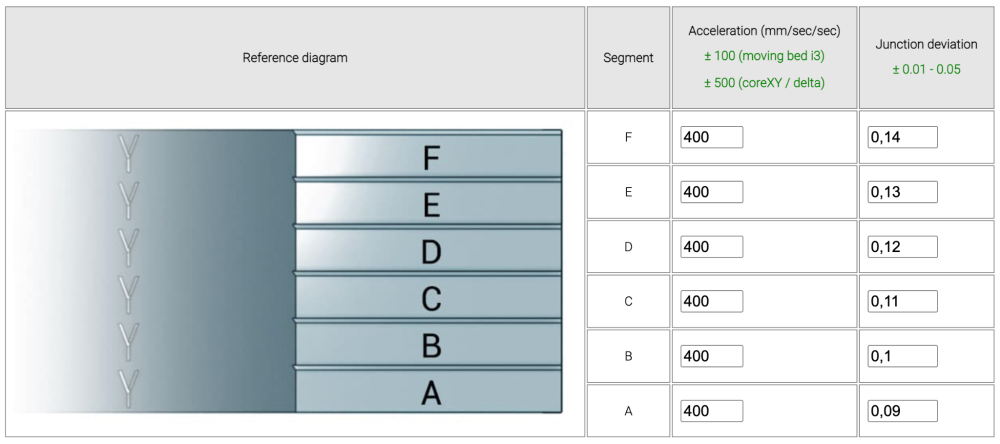
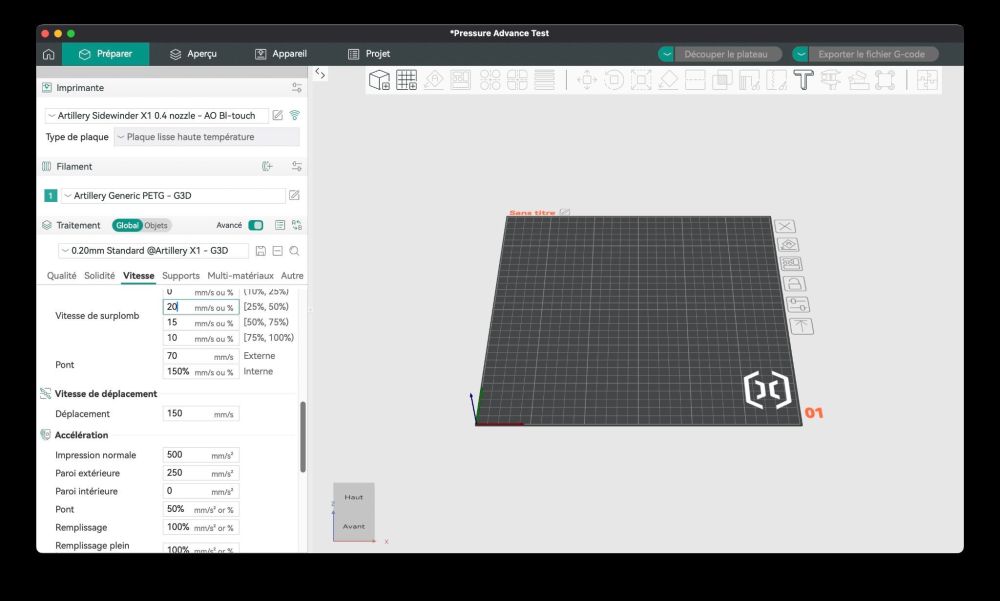
Alors j'ai suivi le tuto au final moi c'est la junction deviation que je dois modifier, j'ai imprimé un premier modele avec ces paramètres : c'est pas franchement flagrant il faut une lumière rasante pour voir le ghosting. Pour le problème des coins arrondis, peu importe l'acceleration ça ne change rien le problème est le même de haut en base. Je prend le parti de considérer la ligne des 400mm la meilleure. Je vais donc mettre en vitesse 400 partout et faire évoluer de 0.01 en 0.01 la junction deviation. Bon strictement aucune différence sur les angles. Je vais m'arrêter là, rien ne semble avoir d'impact sur ces angles.
-
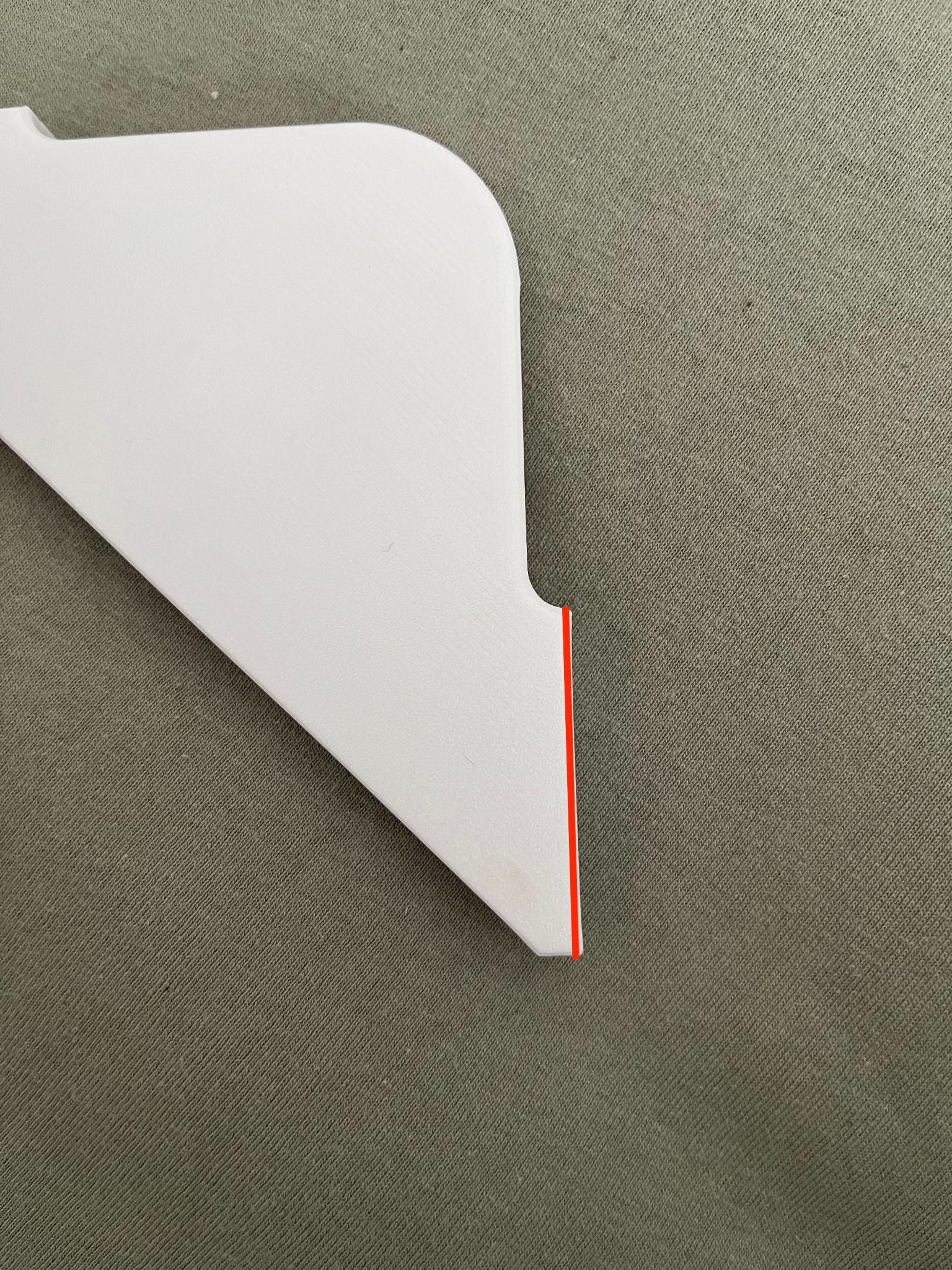
Voila ma dernière impression, on peut voir que les angles sont mieux mais que ca forme une ligne courbe entre les angles Merci pour le tuto pour le reglage du jerk et de l'acceleration, mais j'arrive à ma limite technique ...

-
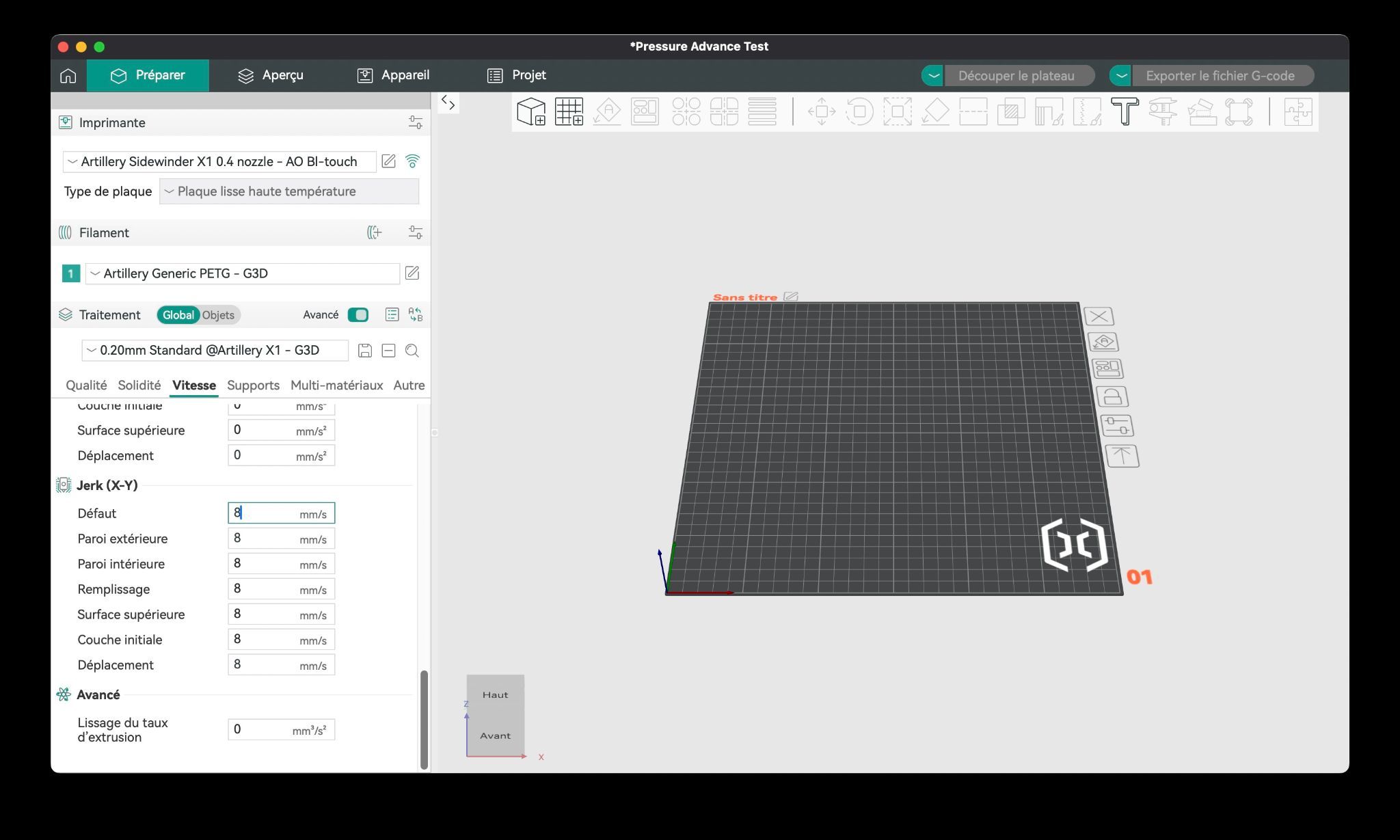
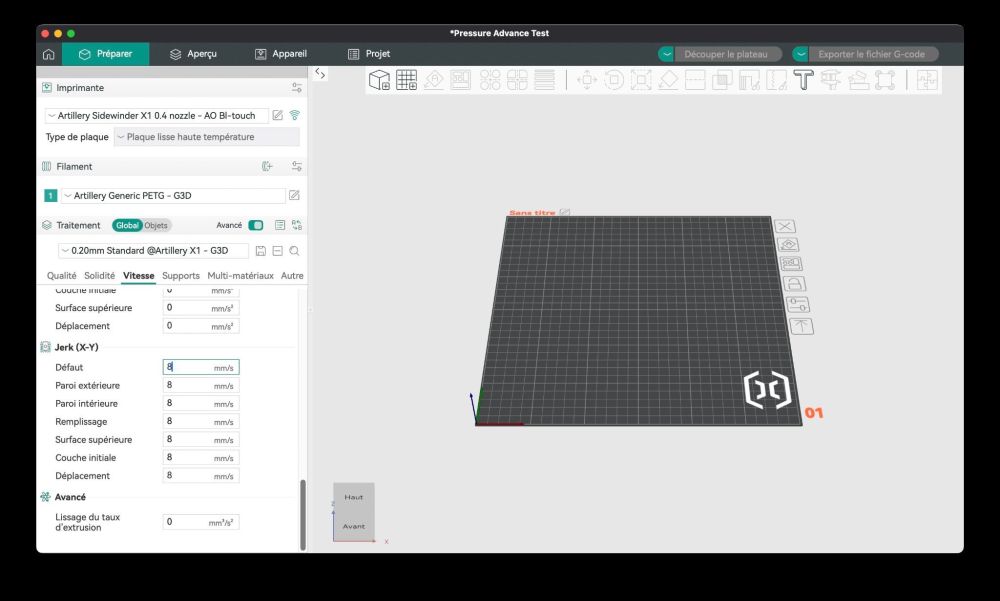
Dans Marlin j'ai modifié les paramètres de JERK j'ai tout mis à 0 ça semble améliorer mon problème. Par contre j'ai plusieurs paramètre de jerk, X, Y , Z et E0 (qui doit correspondre à mon extrudeur) j'avais : X : 8 Y : 8 Z : 0.4 E : 1.5 Il existe un moyen de calibrer ces paramètres ? J'ai aussi dans orca slicer un paramètre pour choisir quel version de firmware j'ai : Klipper Marlin (legacy) (celui qui est sélectionné chez moi) RepRapFirmware Marlin2 Vu le firmware que j'ai ca ne devrait pas être Marlin2 ?
-
Effectivement ça marche Bon après de multiple impression je n'arrive pas à arranger les angles. Est ce que je dois changer les vitesses ? Encore si c'etait juste l'angle legerement arrondi mais c'est bien la déformation de la ligne droite qui me pose problème ...

-
Il existe une commande équivalente qui lance l'UBL avant le print ? Bon, malgré le réglage du linear advance je constate que ce problème persiste, il y a une coubure sur la ligne droite qui remonte dans le coin

-
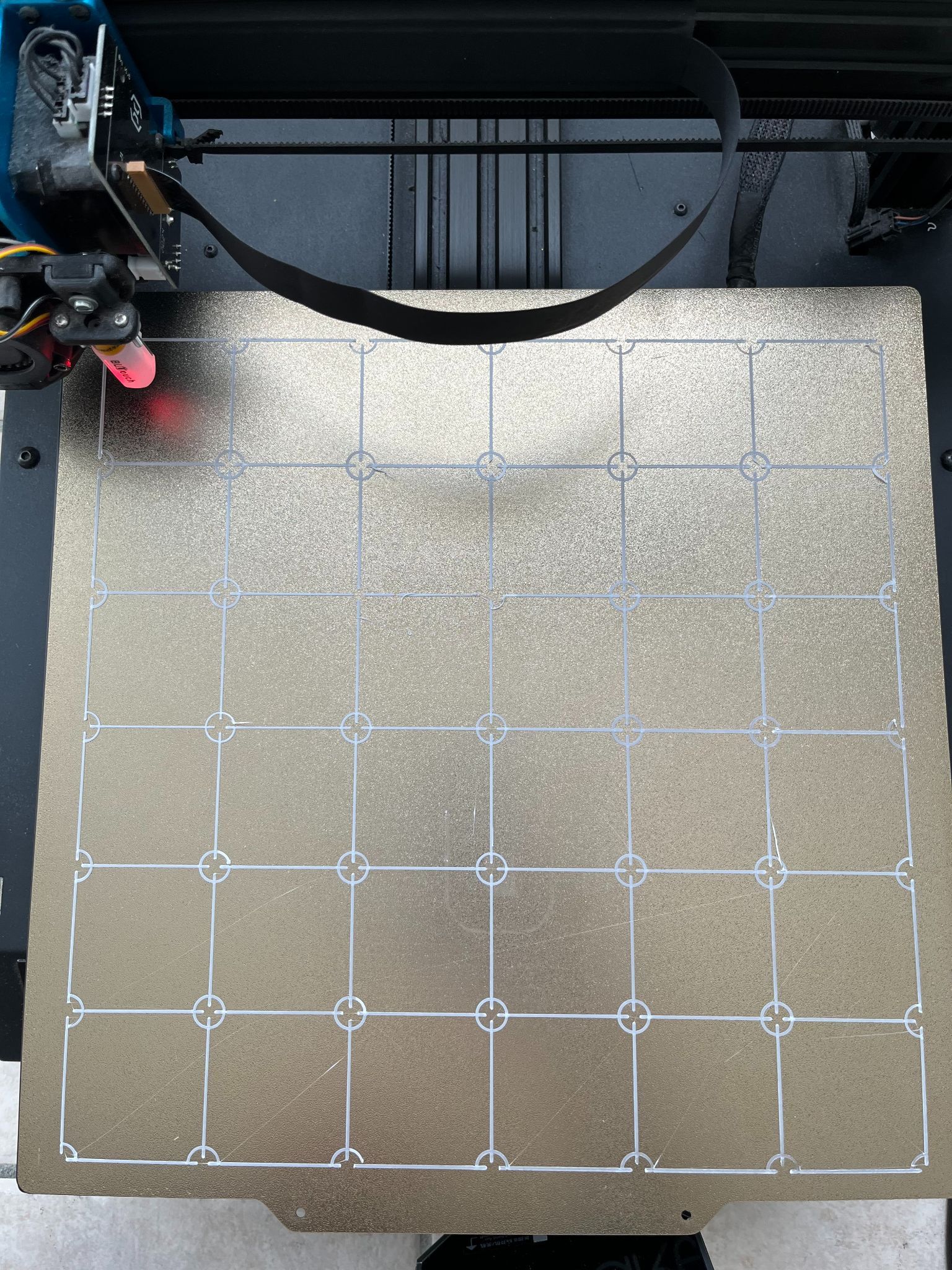
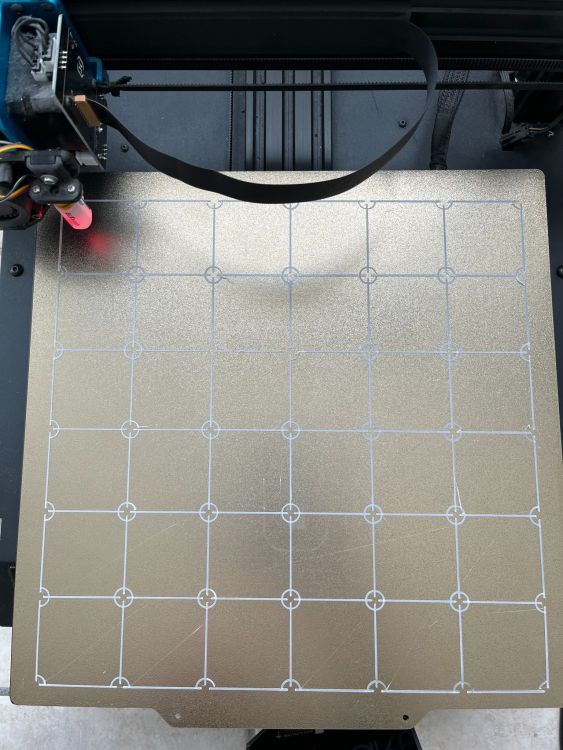
Voila mon bed leveling a première vue ça semble pas trop mal
-
Oui absolument je peux lancer un ABL directement depuis l'ecran J'ai installé ce firmware : https://www.thingiverse.com/thing:4294049/files version "aswx1_marlin_fw_2.1.2.1_bltouch_waggster_mod_z_max_used.rar" Bon j'ai pu réaliser le linear advance ! Par ailleur pour en revenir au BL touch ca s'appelle UBL pour unified Bed Leveling sur mon imprimante, peut etre que ce n'est pas G29 qu'il me faut comme commande?
-
Bonjour MrMagounet, J'ai pu, en suivant un tuto sur youtube, procéder à un réglage qui semble correct de mon z-offset. Par contre quand je lance une impression avec un gcode G29 il ne procéde pas au bed leveling comme avant. Je suis entrain d'imprimer le test de calibration de débit d'orca slicer, je posterai le résultat.
-
J'ai réussi à faire la mise à jour, pour ceux qui rencontre le même problème il faut débrancher le cable rouge et noir qui est branché sur l'écran pour faire la mise à jour, ensuite il faut le rebrancher. A présent je peux régler un nombre de paramètres hallucinant par rapport à avant !! Je ne trouve pas de tuto pour recalibrer mon bl touch ? quelqu'un peut il m'orienter ?
-
Bon... J'ai voulu flasher avec ce firmware : https://github.com/digant73/Artillery-Sidewinder-X1_releases_main_board/tree/master/artillery_swx1_marlin_fw_2.0.9.1/bltouch_waggster_mod_(z_max_used) Le flash c'est passé avec succés, j'ai rebranché l'écran, mis les fichier pour l'écran sur la carte SD puis j'ai redémarrer l'imprimante mais plus rien juste le ventilo qui se lance, l'écran reste noir... rien ne clignote sur le côté (là où se trouve la carte ....)