
zaker
-
Compteur de contenus
40 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par zaker
-
Bonjour à tous, J'ai installé plusieurs V400 avec PIS fystec avec le tuto de Guilouz. Je n'ai eu aucun soucis. Mais depuis peu, j'ai ré-installé ma machine personnel avec toutes les dernières mises à jours sur le Github de Guilouz en suivant son tuto pas à pas. Mais malheureusement je n'arrive plus à monter le disque dur de mon fystec pour le flasher. Il me dit que le disque n'existe pas quand je tape la commande suivante : cd ~ && sudo mount /dev/sda1 /mnt mount: /mnt: special device /dev/sda1 does not exist. Cependant je n'ai aucun soucis pour créer le firmware du pis. Au début je me suis dis, peut être que mon PIS est grillé, alors j'ai commandé 2 PIS de plus sur aliexpress, mais j'ai exactement le même soucis. Impossible de voir le disque ou de le monter. Est-ce que vous avez eu des problèmes similaires ? Est-ce que suite aux mises à jour de klipper le nom du disque à changer ?. Je ne suis pas très à l'aise avec l'environnement linux. Je vous remercie. J'ai trouvé la solution !! mon câble usb était mort!!! il alimenté le produit apparemment mais il devait y avoir un soucis car j'ai changé de câble est plus de soucis !!. Concernant les Fystec que je viens de recevoir pour les monter la commande était la suivante : cd ~ && sudo mount /dev/sdb1 /mnt ( le nom du disque à changer sdb1 aulieu de sda1) si vous êtes pas sur du nom du disque tapez la commande suivante vous aurez le nom exact : lsblk
-
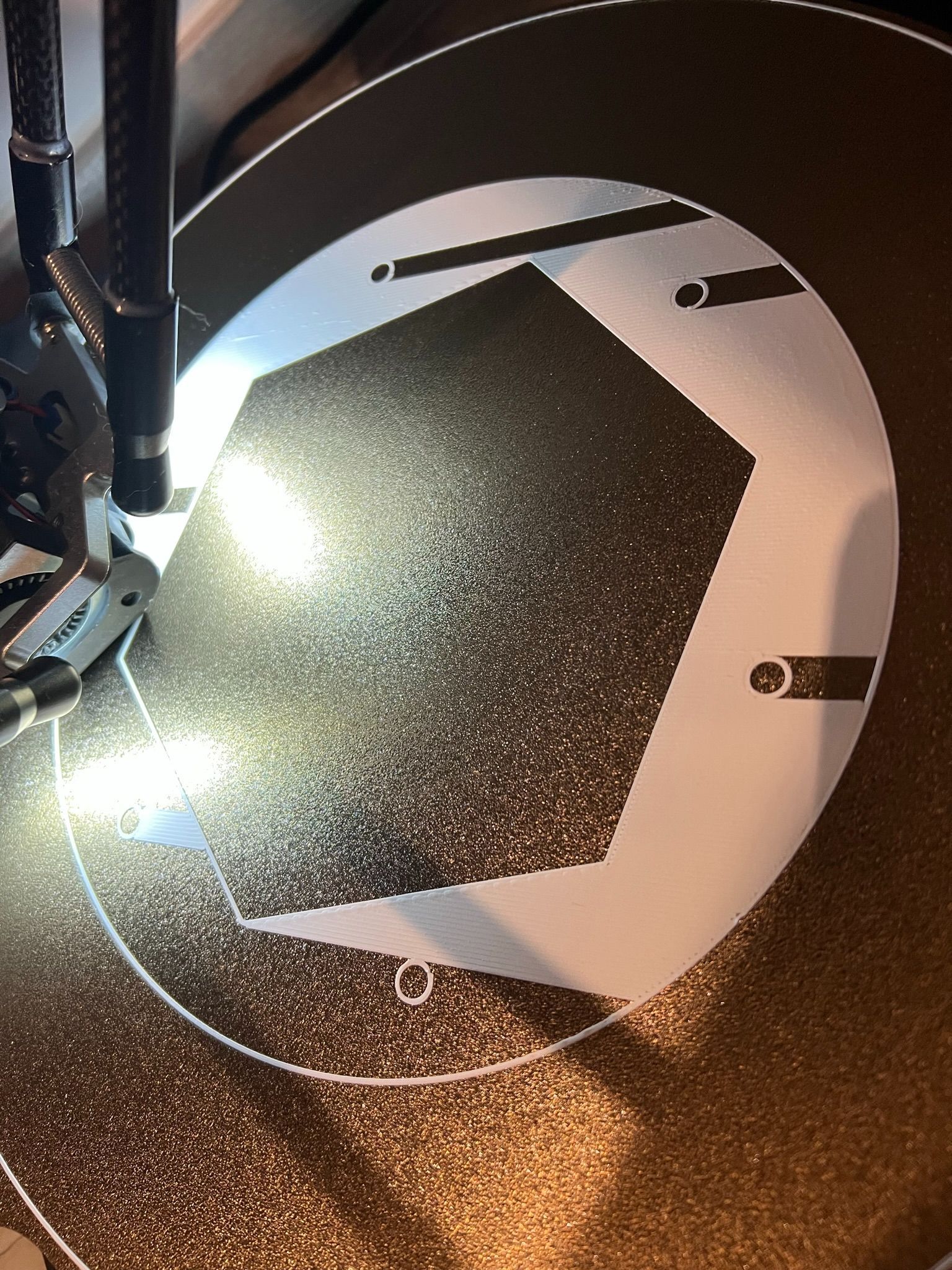
Salut, d'après la photo. Ta buse est trop haute. Revoir la hauteur de ton Z en début d'impression.
-
Hello, dans mon cas voici les résultats de mon ADXL345, j'ai un fystec aussi #*# [input_shaper] #*# shaper_type_x = mzv #*# shaper_freq_x = 50.4 #*# shaper_type_y = mzv #*# shaper_freq_y = 50.4 J'ai fait plusieurs fois la manip, ça me retourne les mêmes résultats. Après regarde la vitesse Max accélération dans mon cas j'avais 7500 et 7200. J'ai mis 7000 dans klipper et dans mon soft de slice. Je me suis laissé une marge mais je ne suis pas expert non plus.
-
v400, suppression des fichiers config par erreur. réinstaller la version d'origine
zaker en réponse au topic de champolion dans FLSUN 3D
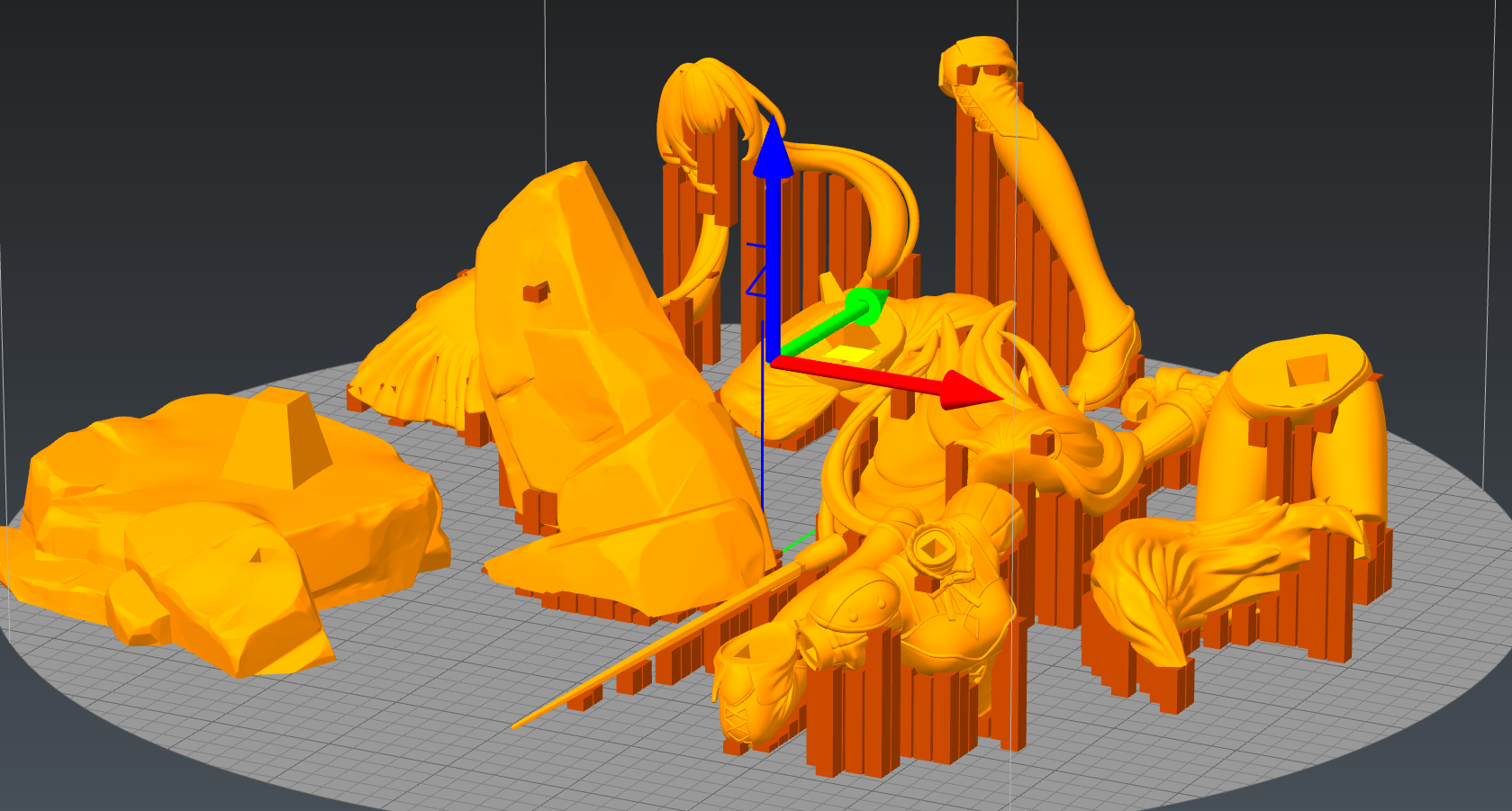
honnêtement, je te conseillerai de faire le tuto complet de Guilouz, et de mettre ton imprimante en full version officiel Klipper avec les instructions de Guilouz sur son Github, tu as un peu plus d'options pour la régler, des macros pour faire le setup complet de ton imprimante. Personnellement j'en suis content. Tu as déjà fais le plus dur. Flasher ton PAD et tu sais flasher la carte mère maintenant. Avec son installation j'arrive à faire çà :
-
v400, suppression des fichiers config par erreur. réinstaller la version d'origine
zaker en réponse au topic de champolion dans FLSUN 3D
Quand vous avez fait l'installation de l'image de FLSUN, quand vous démarrez la machine, sur le speedpad vous devez avoir une icône au démarrage avec comme nom : "SWITCH PRINTER". Si vous allez dedans, vous pouvez sélectionnez la V400 et vous allez avoir les fichiers de la V400 qui vont s'installer. Je ne sais pas si vous avez cette option sur votre speederpad ?. -
Sous cura nous ne pouvons pas faire de L'ironing pour lisser les couches ?. @Motard Geek J'aurai tendance à dire qu'il y a trop d'extrusion de plastique sur sa dernière couche. Après il y a un Layer Skin option je crois sous cura pour finaliser la dernière couche, je ne sais pas si ca peut aider a faire une belle finition ?.
-
Je me réponds à moi-même car ça va en aider plus d'un je pense. Alors pour mon souci, effectivement il est d'ordre mécanique. Pour faire simple la buse d'origine de la FLSUN V400 a été complétement poncée. Sur la buse vous avez un petit cône quand elle est neuve avec un joli trou. Sur la mienne il n'y a plus de petit cône, elle est quasiment à plat. Et je dois avoir un trou de 0,50mm, maintenant. D'où des problèmes de sous extrusion. Je précise que la buse à 80 heures d'impression. De plus mon Arc prime au démarrage était dégeu. Mon explication, Quand ma buse imprime la première couche, sous simplify3D je ne peux pas régler la vitesse des déplacements. Donc pour aller d'un point A a B, elle part a 400mm/s. Sauf qu'avec les vibrations, bah elle racle le PEI en gros, légèrement mais suffisamment. Ce qui 'ma obligé à régler mon Z offset régulièrement. Moralité sur la première couche il faut imprimer lentement et déplacer lentement la buse.

-
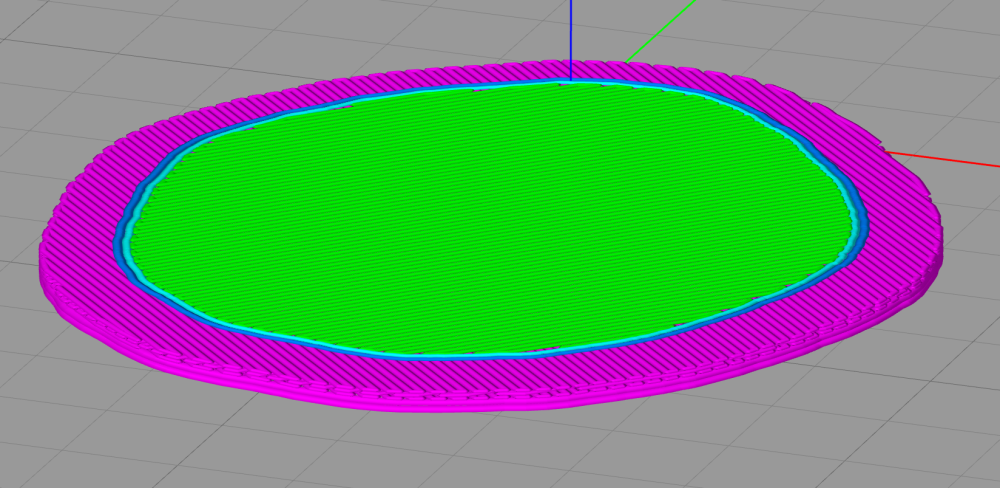
J'ai imprimé ta pièce, elle n'est pas parfaite mais voici le rendu final sans le radeau. J'ai imprimé en 200 mm/s, la paroi externe en 60 mm / s, paroi interne en 160 mm / s, le remplissage a 200 mm / s. Je pense que le souci à haute vitesse tu as de la sous extrusion je pense. Dans mon cas le pressure advance merde un peu. Il faudrait que je le baisse. Après je pense que le remplissage de ta pièce devrai avoir un infill plus important. J'ai fait un réglage similaire au tient et ça reste léger je trouve. J'aurai même tendance à mettre 3 walls pour la paroi. A haute vitesse essaye peut être d'augmenter le débit du remplissage afin qu'il soit plus solide peut être. Sur les couches top et bottom je mettrai bien 8 couches car avec 6 je suis limite en finition sur des couches de 0.20mm.






-
Je dirai bien du ghosting aussi. Est-ce que ça peut venir de la tension des courroies ? Ou l'impression était peut-être trop rapide ?
-
v400, suppression des fichiers config par erreur. réinstaller la version d'origine
zaker en réponse au topic de champolion dans FLSUN 3D
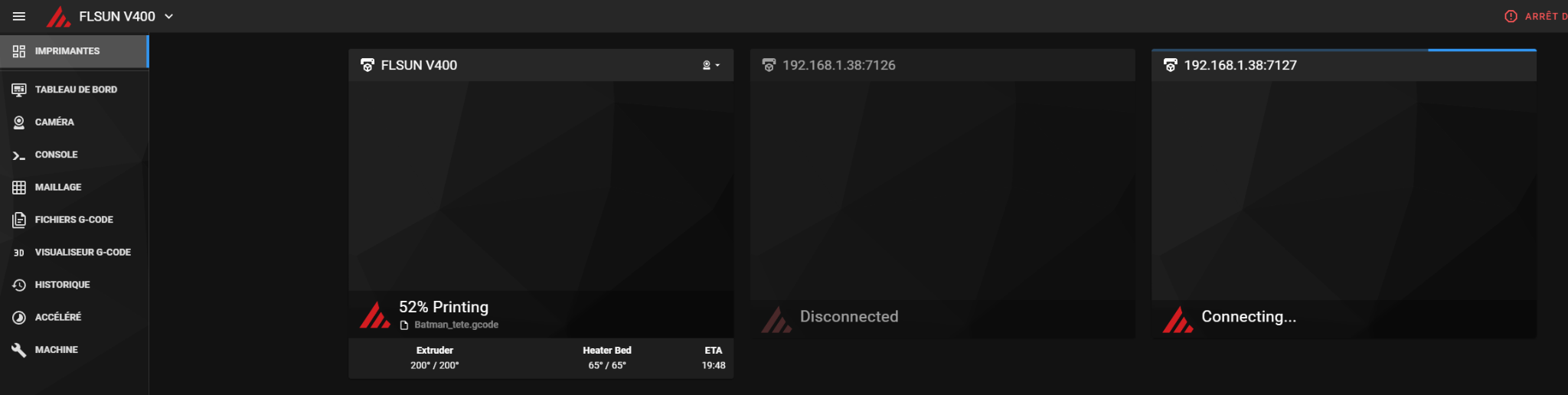
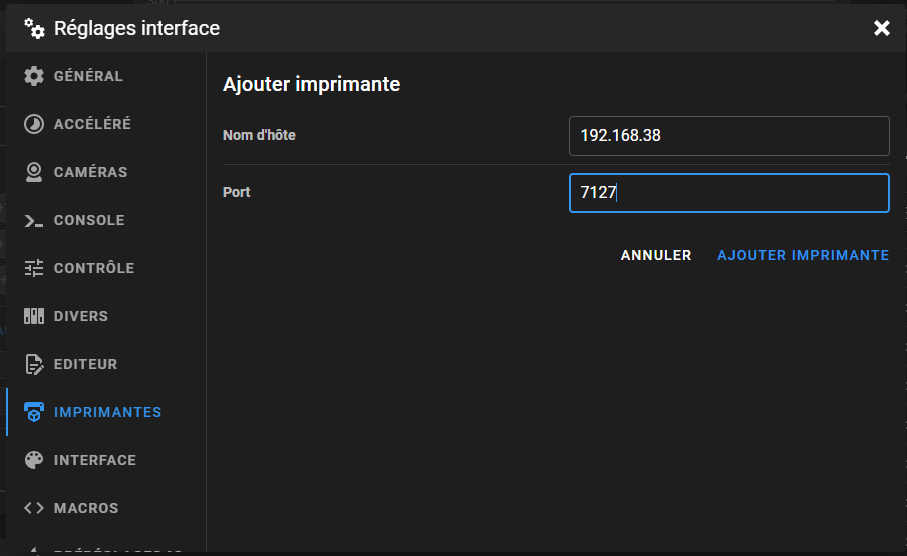
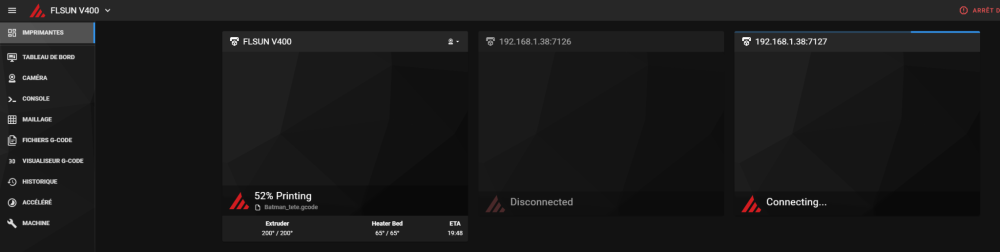
Je n'ai pas la réponse immédiate mais vous pouvez essayer çà, pas sûr que ça marche. Cliquez sur la roue : Après allez dans réglage interface : Mettez bien le nom de l'imprimante Vous retournez sur la roue et vous allez rentrer les informations suivantes. Il faut AJOUTER trois imprimantes dans cette section. Par défaut le Klipper de FLSUN à trois instances pour brancher plusieurs imprimantes sur le pad. Je vois dans votre cas qu'il n'y a pas les instances. Logiquement à la fin de l'opération vous allez avoir les trois imprimantes comme sur l'image ci-dessus.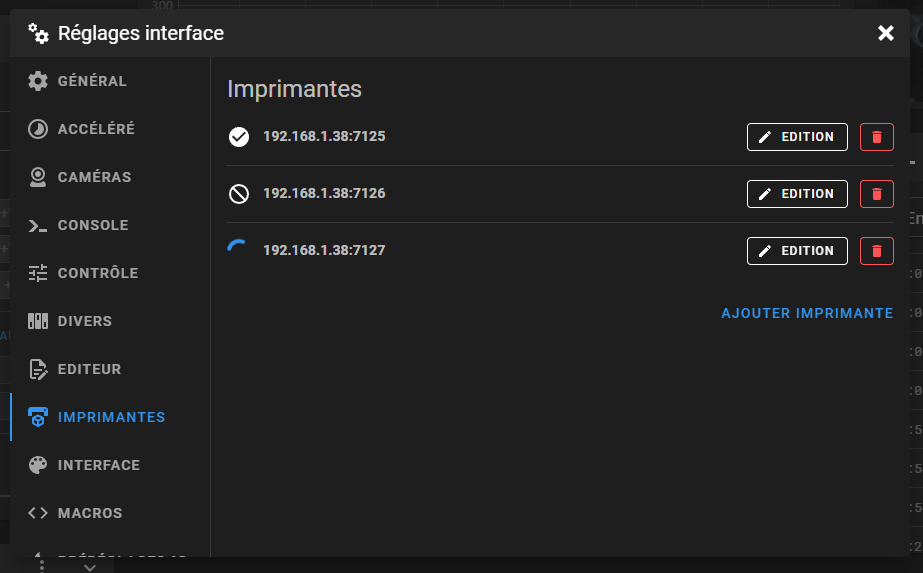


-
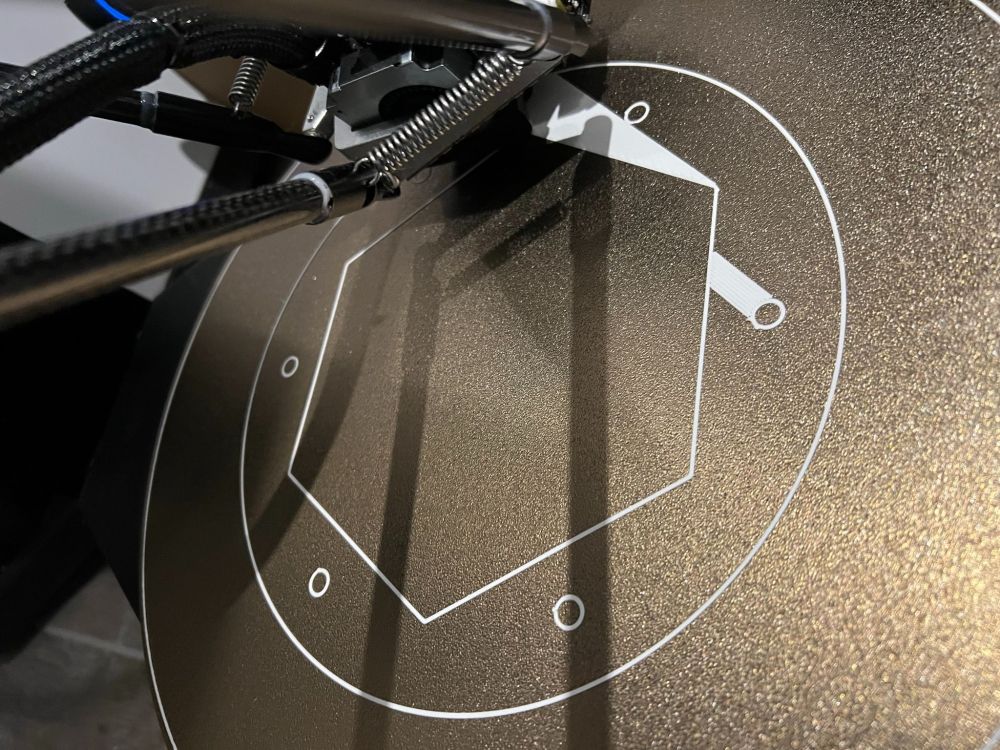
Parpaing 01 : Parpaing 02 : La tête s'imprime et après je vais tester ta pièce.


-
Je regarde les photos, ça me fais penser à un débit de PLA trop élevé. En même temps les infill sont vraiment dégeu comme tu dis. La buse ne frotte pas pendant l'impression ?
-
Il n'y a pas de soucis. Je te remercie de ton aide ;).
-
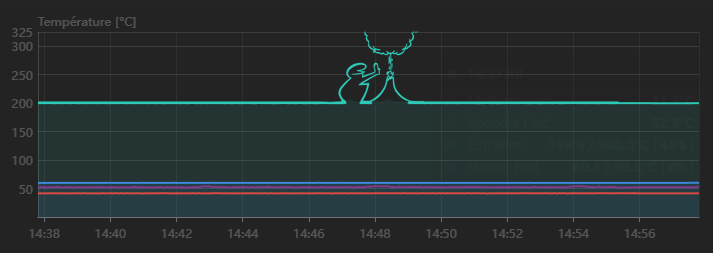
Bonjour à tous, Avez-vous des fluctuations de température comme sur mon image ?
-
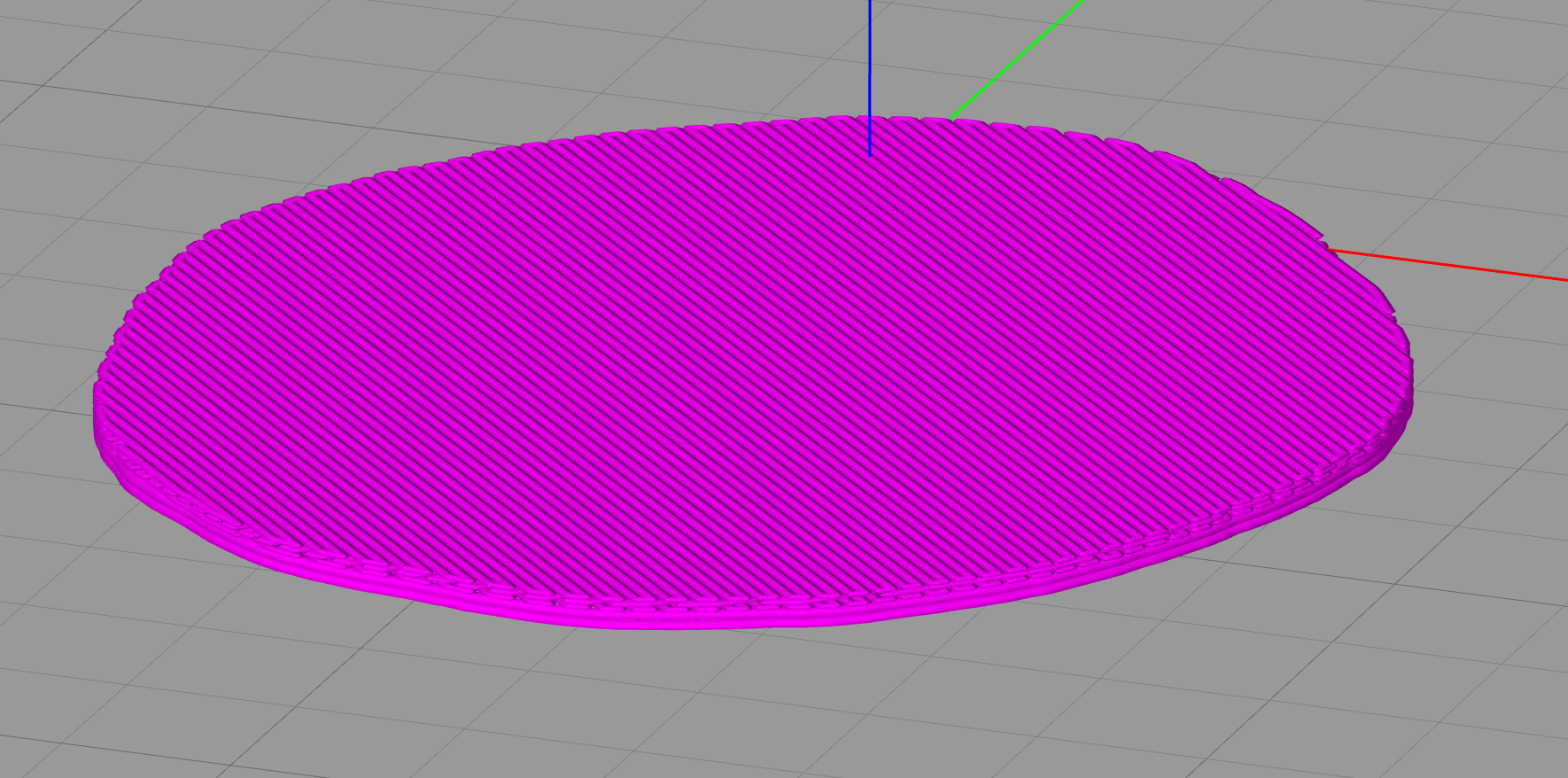
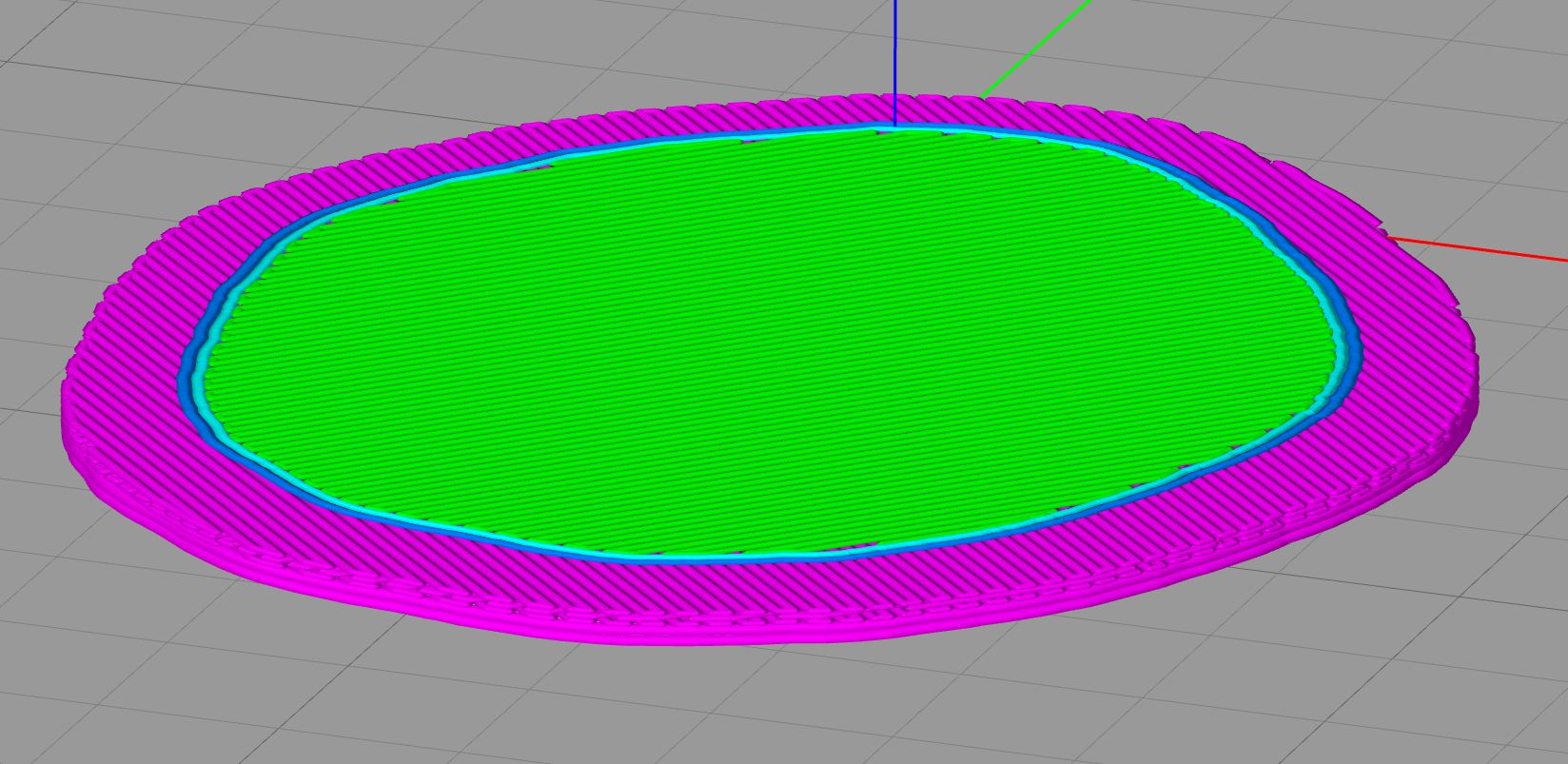
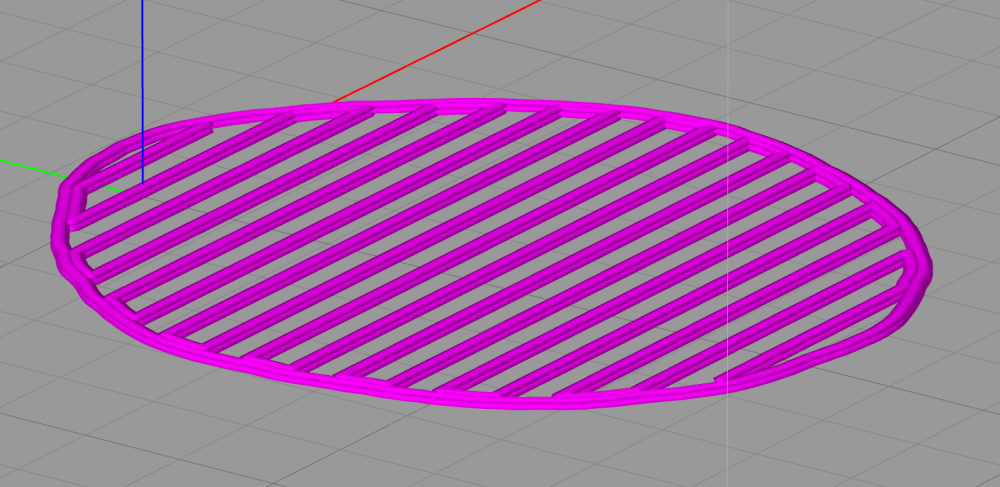
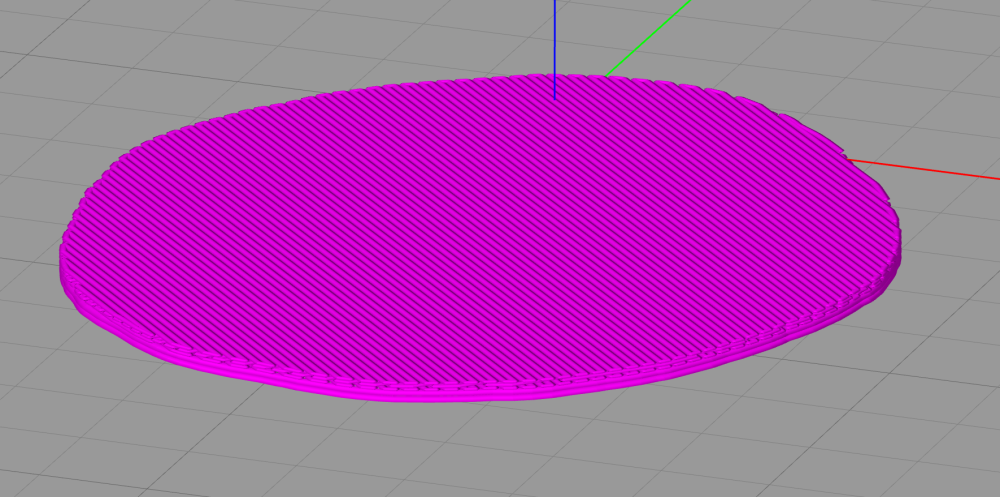
Je ne fais pas des disques de 20 cm ;). Mais plus de la figurine. Mais perso sur la V400 je n'en fais jamais des radeaux. Elle est tellement bien cette bécane que tu peux t'en passer je pense pour faire ton disque. Puis je reviens de loin j'avais une Alfawise U20 pour débuter alors je passe à la Rolls Royce là dans mon cas. Sinon je te proposes de m'envoyer ton fichier STL ou 3D et je vais faire le test sur la mienne voir comment ca se passe. Après il y a un facteur intéressant aussi, il y a des PLA c'est vraiment de la... à imprimer. Avec les mêmes réglages sur ton fichier et deux PLA différents tu peux avoir des surprises.
-
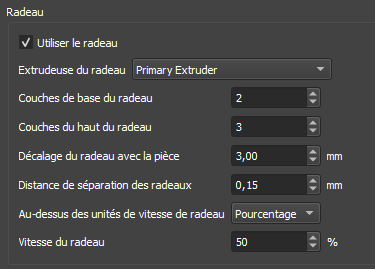
Désolé je me suis mal exprimé. Il y a de l'idée :). Alors quand j'imprime sans radeau, je fais une juppe autour de la pièce pour extruder un peu de matière et virer les déchets de pla. Je mets la couche initiale d'impression à une hauteur de 0.30 mm et une vitesse de 25 / 30. Puis la seconde couche à la hauteur désirée de mon impression. Quand j'imprime avec un radeau, effectivement je laisse la première couche à 0.30mm et les couches suivantes je laisse la hauteur de couche de mon impression 0.20 mm ou 0.15mm, en fonction de ce que je fais. Mais avec le radeau je mets 2 couches un peu grossière puis après j'ajoute 3 couches voir plus en fonction de la hauteur de ta couche d'impression : Si tu imprimes en 0.20 mm de hauteur de couche : Je mets 3 / 4 couches au-dessus des deux premières qui sont grossières ( Dans cura il faut le penser comme çà je crois genre 3 couches à 0.20 = 0,6 mm d'épaisseur ) Si tu imprimes en 0.15 mm de hauteur de couche : Je mets 5 / 6 couches au-dessus des deux premières qui sont grossières. ( Dans cura il faut le penser comme çà je crois genre 5 couches à 0.15 = 0,75 mm d'épaisseur ) Si tu imprimes en 0.1 mm de hauteur de couche : Je mets 8 / 10 couches au-dessus des deux premières qui sont grossières. ( Dans cura il faut le penser comme çà je crois genre 10 couches à 0.10 = 1 mm d'épaisseur ) Le but c'est d'avoir une surface lisse et pleine pour accueillir l'impression de ta pièce. Je ne suis pas expert en impression 3D, mais j'ai fait tellement d'erreurs que je me fais mon expérience. Après je peux me tromper. Alors je suis désolé, mais je n'utilise pas cura, je suis sur simplify3D. Voici un exemple avec une hauteur de couche à 0,30 mm pour la premiere couche puis 0.20 mm à partir de la deuxième couche.
-
Alors, pour un premier layer d'accroche. Personnellement je laisse une hauteur de couche à 0,30 mm, a 210° avec une vitesse de 25 / 30 mm /s. Avec la V400 j'ai essayé différente vitesse, je dirai que 25 mm / 30 mm c'est le top et quand je me rapproche des 50 mm / s ça commence à foirer ;).
-
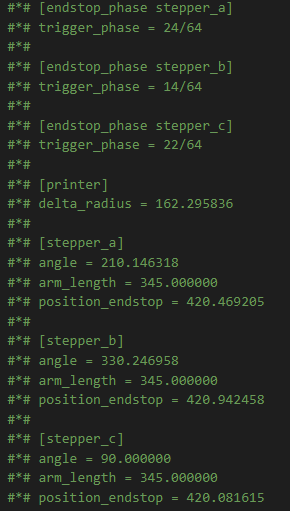
Récemment, j'ai vérifié tous les moteurs et le serrage des vis. J'ai refait la tension de mes courroies avec le petit outil imprimé ( tension belt gauge ). J'ai vérifié mon bed aussi. Les vis étaient un peu desserrées. Du coup le nivellement de mon bed est meilleur. Les end stops fonctionnent bien. Avec l'adxl fystec, j'ai pu faire mon input shaper il a trouvé les valeurs 49 et 51 pour le MZV. Je pense que mes courroies sont correctes du coup. Mon accel max est de 7200. J'ai mis 7000 pour garder une petite marge dans le fichier printer.cfg. J'attends qu'elle finisse son print et j'ai vais continuer des vérifs et refaire la calibration du Z. Je vais effacer les valeurs dans le fichier variables.cfg. Ça peut arriver que la buse bouge un peu avec les vibrations ? Alors j'ai pas tout compris à ton message, comme la machine est une delta, je n'ai pas de vis sans fin ?. il n'y a pas de coupleur aussi ni de chariot ni de plateau qui bouge. Je comprends la finalité de ton message par contre.
-
v400, suppression des fichiers config par erreur. réinstaller la version d'origine
zaker en réponse au topic de champolion dans FLSUN 3D
Il faut du temps et de la patience, mais une fois que tout est compris. Je vous assure ce n'est pas si dur et Guilouz à fait un super travail. Le souci souvent, c'est de savoir vulgariser les choses pour que ce soit compréhensif par le commun des mortels. Les Geeks doivent rigoler de mon message :). Mais cela reste un souci de nos jours, la communication n'est pas toujours évidente. -
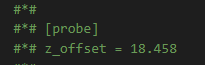
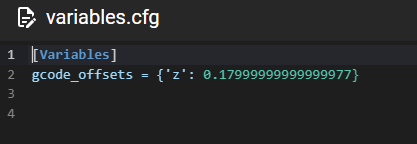
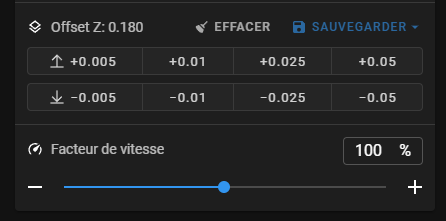
Bonsoir à tous, j'ai remarqué cela depuis quelque temps. J'ai mon Z_offset qui change au fur et à mesure des impressions. Je suis en full Klipper Guilouz, j'ai bien suivi la procédure pour la calibration de la machine. je n'ai aucun soucis. J'ai fais la calibration de mon Z, la feuille de papier pour régler l'offset. J'ajouter le Z offset security de 2 mm et j'imprime son first layer print, j'affine mon Z_offset. J'obtiens une peau de bébé tout est parfait. Sauf que au fil du temps le Z_offset bouge et n'est plus forcément le même et je perds mon adhérence plateau car le filament et trop haut. Pour vous donner une idée après calibration, mon offset était à : - 0.72 et maintenant 0.18. Je suis obligé de l'ajuster en début d'impression. ( je précise que je n'ai jamais sauvegarder la valeur Z_offset via mainsail avec le bouton sauvegarder ). Est-ce qu'il y a des gens qui ont le même souci ?. Est-ce que ça pourrai venir des End_stops sur les bras ?. Un souci de courroie ?. J'invoque @Motard Geek et @Guilouz Des images ci-dessous pour illustrer les propos :
-
v400, suppression des fichiers config par erreur. réinstaller la version d'origine
zaker en réponse au topic de champolion dans FLSUN 3D
Bonsoir, Alors pour ce qui est du SSH, effectivement ils parlent d'un accès informatique qui va communiquer avec l'imprimante. Pour faire cela, il vous faut le logiciel mobaxterm pour vous connecter à l'imprimante. Vous installez le logiciel sur votre pc et vous allez devoir renseigner des champs. Adresse ip : 192.168.1.38 et le port. Mais vous avez les instructions sur le Github de guilouz. Ne pas oubliez de rentrer les mots de passe : FLSUN et PI pour établir la connexion. Attention quand vous tapez les mots de passe, cela ne s'affiche pas à l'écran. Il faut juste taper le texte et vous validez avec enter. L'article pour la connexion SSH : https://github.com/Guilouz/Klipper-Flsun-Speeder-Pad#ssh-connection Une fois la connexion établie avec l'imprimante, je vous conseille d'aller sur cet article : https://github.com/Guilouz/Klipper-Flsun-Speeder-Pad#update-v400-motherboard-firmware-mks-robin-nano-v20--nano-v21-clone Dans mobaxterm, vous allez suivre l'article de guilouz et taper les lignes de commande, vous pouvez faire un copier / coller aussi des lignes de code pour ne pas se tromper et gagner du temps. Vous allez générer un fichier Klipper.bin( fichier de mise à jour de la carte mère de l'imprimante ) à la fin du tutoriel. Vous allez pouvoir naviguer dans les repertoires de l'imprimante dans le menu de gauche de mobaxterm, afin de récupérer ce fichier et de le télécharger avec un simple cliquez / déplacez. Le fichier Klipper.bin il faudra ensuite le copier-coller dans une micro SD d'une capacité max de 32go. il faudra la formater en Fat 32 / 4096. Une fois cela fait vous copier votre fichier Klipper.bin. Après c'est assez simple, vous démonter le capot de la machine, vous insérez la carte dans le port micro sd de la carte mère. Il suffit ensuite d'allumer votre V400. Le logo FLSUN sur la machine doit flasher rapidement et après il s'arrête. La mise à jour est très rapide. Vous attendez que la machine démarre au complet puis je vous conseil de l'éteindre et de récuprer votre carte SD. Vous remontez le capot et voilà une V400 neuve avec le KLIPPER de FLSUN. Si vous voulez allez plus loin, je vous conseille de lire le github de guilouz. -
Pour moi ce sont des problèmes d'accroche sur le plateau. Nettoie le ;). Et je pense que ton Z offset est trop haut. La buse est trop haute pour moi par rapport au plateau. Après sur ma première couche je mets un peu plus chaud pour l'adhérence. Je ne sais pas ce que tu imprimes comme matière. Mais dans le cas du PLA ca fonctionne bien.
-
Elle est bien cette machine ? entre la V400 et la P1P ?. La P1P prends moins de place. c'est pas mal.
-
Par rapport à ton problème, il y a un truc simple qui peut aider. Nettoie le plateau avant d'imprimer. J'ai eu des effets un peu comme toi. Et un coup de nettoyage règle le souci. Après, le Z_offset à peaufiner peut être. Merci @Motard Geek
-
Hello, est-ce que tu pourrai nous donner les différentes vitesses que tu utilises selon les fonctions ?. ( paroi ext / int / infill / etc... ) Est-ce que les réglages que tu utilises sont valables pour des couches de 0.20 / 0.15 / 0.10 ?. Ou est-ce qu'il faut peaufiner en fonction de la hauteur de couche ?. Tu utilises la buse nitro max avec ses paramètres ? @Motard Geek Merci.